Лидеры


.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)

Популярный контент
Показан контент с высокой репутацией 16.10.2021 во всех областях
-
Последний раз резал на механике в 1990г в ЦАГИ, на ленточке ни разу. С нуля (без настроек) режет так как нужно, можно сказать в ноль.
 6 баллов
6 баллов -
. А что там делать то? Обычная барбекюшница с ТЭН-ами килловат на 5-10-15-20 в зависимости от сколько не жалко, терморегулятор чтобы температуру выставлять, хоть от утюга ну и обмотать всё это базалитом. в 2 слоя. Деталь на решетку положил, крышку закрыл в розетку включил... Всех делов то. Если уж совсем охота поизвращаться, то можно вентиляторы разные повтыкать для принудительной конвекции. Ну а для технофилов и прочих маньяков, термопар десяток, вывод на компьютер с показанием температуры и программой прогрева остужания, руку загрузчик и гидрооткрывашку крышки барбекюшницы с управлением по вай-фай с клиентом для андроид и айОс...6 баллов
-
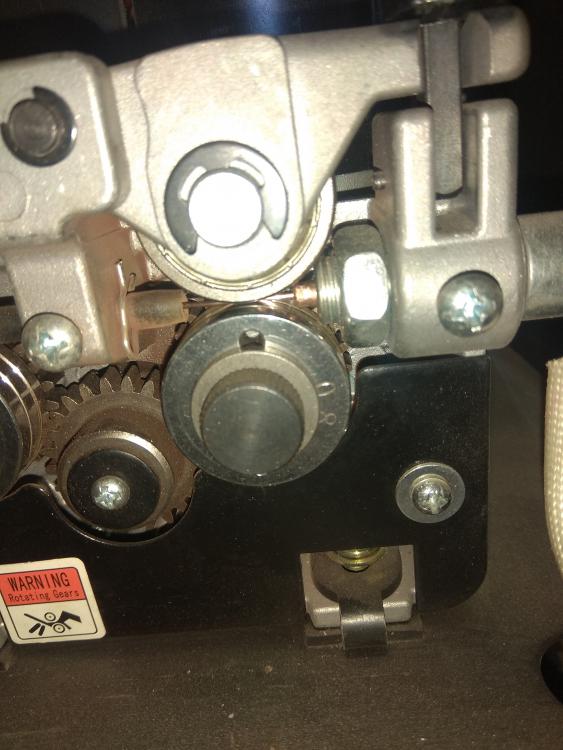
@morgmail,Ген, я не понимаю, с чего ты меня идиотом считать начал? Я пробовал сваривать люминий полуавтоматом ещё тогда, когда и инверторов практически не было. И естественно я все эти нюансы знаю. И про бороды и ролики. Тефлон вытаскивается из горелки на нужную длину, что бы был практически вплотную к ролику и заодно не было лишнего перехода на направляющую трубку. У тебя в видео даже так показано. Ты людей то за дураков не держи.5 баллов
-
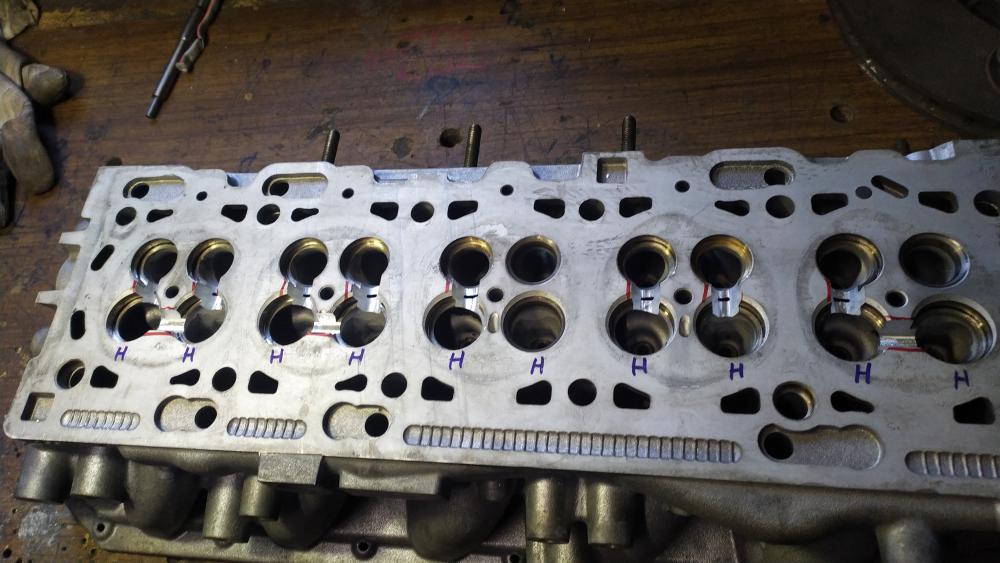
Два "близнеца одинаковых с лица" Очередные ГЦБ с дизельных Вольво. Ждёт очереди ещё одна,но уже с "гидриками"...
5 баллов
-
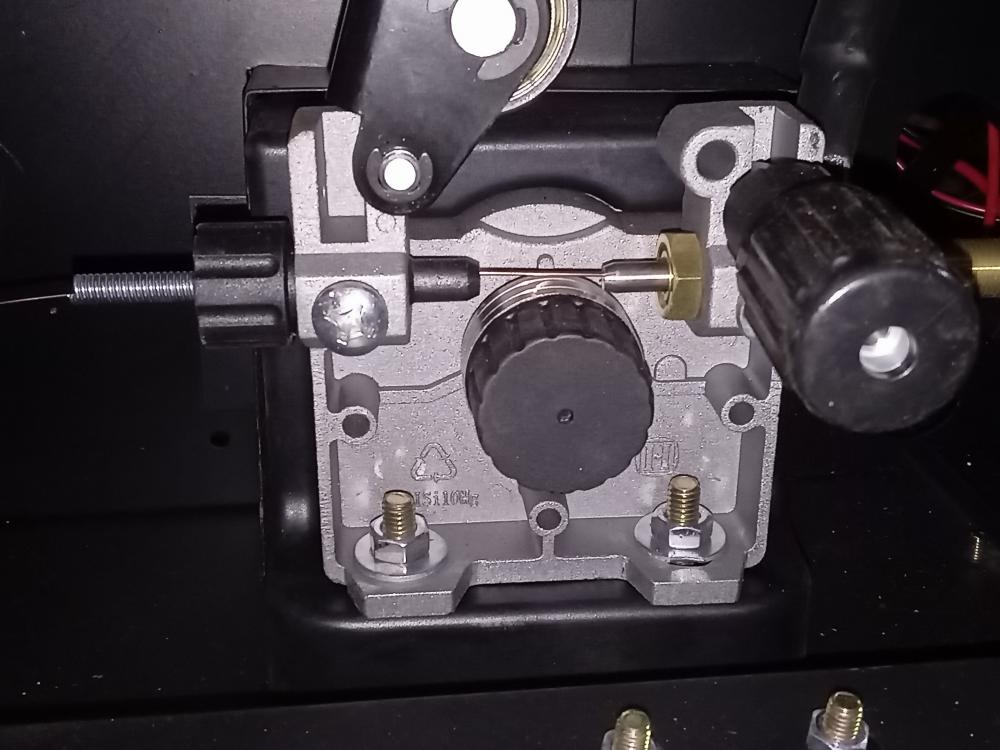
Не ругайтесь. Свариваю алюминий как РАДС, так и полуавтоматом. Хочу в спор вставить и свои 5 копеек. Направляющая трубка (как на видео с ЭВМ) комплектуется только в "модных" европейских брендовых сварочниках. Практически у всех, которые мне попадались на глаза, китайских протяжках SSJ ... она металическая и фиксируется в корпусе подающего устройство, но продеть через нее тефлон не предоставляется возможным. Для сварки алюминия необходимо их снимать и действительно, желательно пропустить выступающий из рукава тефлон до самих роликов. Правда при последующей сварке чернины, все необходимо проделывать в обратном порядке, что в свою очередь не совсем удобно. Лично я поступил по другому. На место направляющей трубки отлично встает отрезок медной тормозной автомобильной трубки 4,75 х 0,9. Это самый распространенный размер. Длину подобрал таким образом, что при закручивании накидной гайки рукава KZ-2 подвижные контакты уже замыкались, а гайка боудена упиралась в направляющую трубку, которая в свою очередь упиралась в подающие ролики. Закрутив гайку рукава до упора, я на четверть оборота отпускаю ее назад. Этим самым я добился того, что и тефлон обрезан заподлицо с гайкой рукава, не появляются "бороды" при работе с алюминием и нет необходимости "танцев с бубном" при последующем переходе на свару черного металла. На фото не очень хорошо видно, но выглядит это примерно так: Конец медной трубки в сторону рукава — заокруглен, и упирается в отверстие гайки, прижимающей цангу тефлона. И забыл добавить. По моему личному мнению, для полноценной !!! (включительно с потолком) сварки алюминия полуавтоматом, все же необходим апарат с импульсным режимом.
4 балла
-
Привет! смотри личку . р.с. принесли ещё одну,но это от мотора 163 л.с.
4 балла
-
@morgmail, спасибо, увидел. Вот только в России диаметра таких сменных направляющих не найти. У Эсаба они тоже меняются. А у китайцев оставляется просто тефлоновый канал под ролик. Причина выше. И всё же направляющая трубка то вынимается...4 балла
-
Стало холодать, ветра стали злые а "Дырявые" стены делают из бокса нехилую аэродинамическую трубу... Пока поставщик тупит с окнами, срочно начато заделывание "дыры" в стене новой "маленькой" печкой полимеризации. . . Печка будет являться частью здания, иметь откатную дверь и внутренние размеры 2400*2400*3000мм. Планируемая электрическая мощность 30-45кВт.
4 балла
-
Ремонт продольных балок кузова MAN, в местах прилегания на подушки подрамника продавился металл 4 мм, вырезал куски вварил ребро жёсткости 12-16 мм и через прорези приварить к ним латки 8 мм остатки Хардокса 450. Целиком менять гемор со снятием кузова да и 6 швеллеров + полоса будут стоить прилично.
4 балла
-
нормальные люди варят алюминий РАДС и пульсовыми аппаратами МИГ МАГ. роботы тоже варят полуавтоматами.простым аппаратам это сложно.можно но не то пальто.вот к этому и пришли.удачи.3 балла
-
Геннадий, вообще-то эта направляющая трубка вынимается при установке тефлонового канала. По крайней мере у других аппаратов.3 балла
-
Сильно много переменных в данном вопросе Одно можно сказать точно - прежней прочности не будет, соответственно и зажимать придется гораздо нежнее. Самым эффективным ремонтом, наверное, в данном случае будет - изготовить новую штангу из стали, а с китайской струбцины взять донора - втулку с резьбой под ходовой винт.3 балла
-
@selco,Валера,тебе хватило времени немного,даже ватсап не понадобился,что бы понять шутку юмора.Я так думаю почему Сахалин не догадался?Патамучта у них нету железной дороги.2 балла
-
Олег , и я тебя уважаю !!! На счет трупов и по шапке , да не будет сего не когда и все даже тут виртуально , но в тоже время и натурально (во выразился ) Ну а про БУКСУ и я так догадался , ты железнодорожник в прошлом .
2 балла
-
Буквально два часа назад , поставили новую газоводонагреватель а дымоход не подходит и магазины закрыты , помогли 30мин работы . Нерж 0.8 , ток 27А , присадок CuSi3 .
2 балла
-
Нет, не от тебя одного, ты же знаешь, я тебя уважаю как многие и иже с ними речь не прям о тебе, а вообще. Мне просто было очень неприятно, что действительно профессиональные сварщики пересрались. А про буксу ты зря знать не хочешь)(Кусайте друг друга, жрите друг друга, бейте друг друга, а фиг ли у нас например в области по 30 трупов каждый день вывозят от зреновида, нас же много давайте по шапке друг другу надаем, опомнитесь, люди((((() Может как то добрее к друг другу? Я когда первый раз на форум пришёл, думал тут жрут с кишками сразу, первое сообщение писал трясся как банный лист, если бы сейчас пришёл я бы вообще бы ни одного не написал....2 балла
-
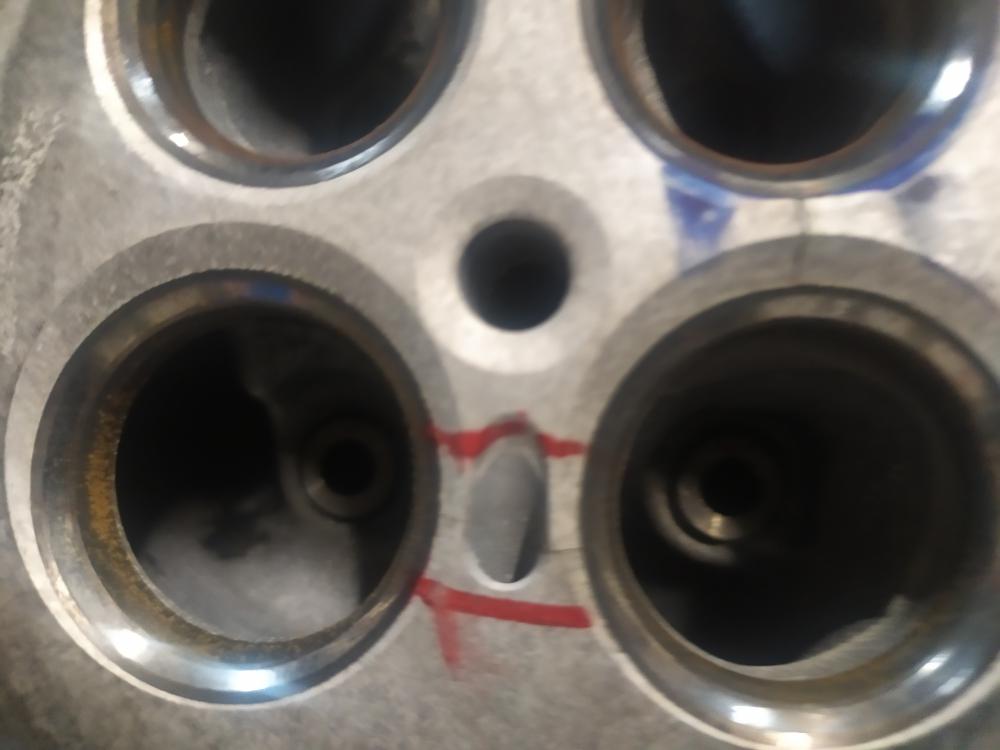
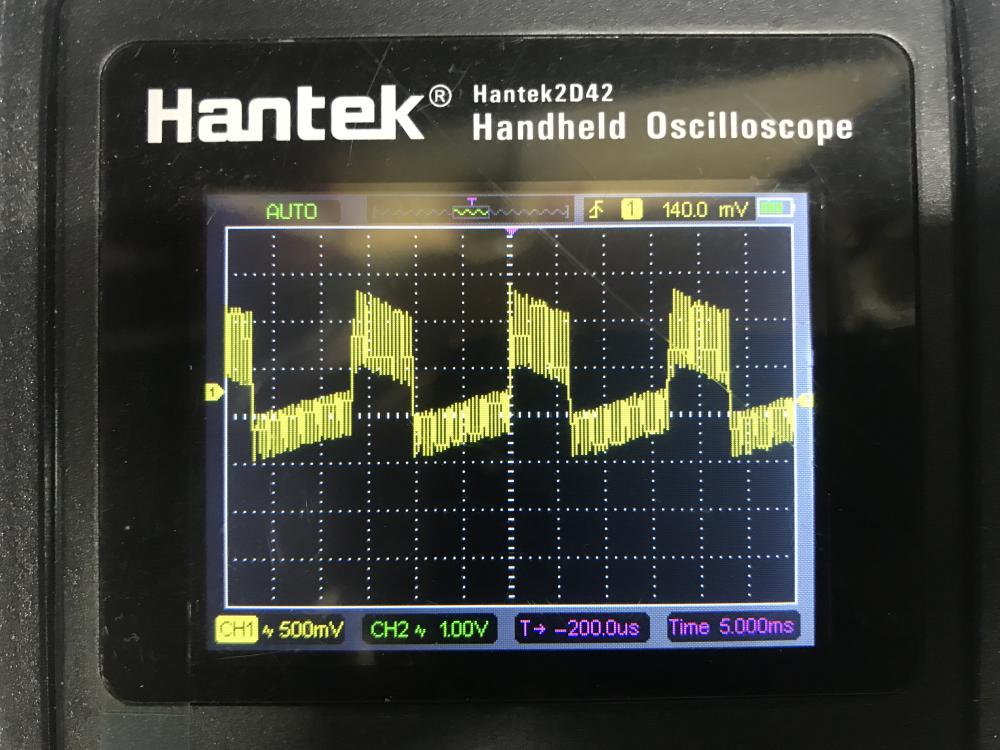
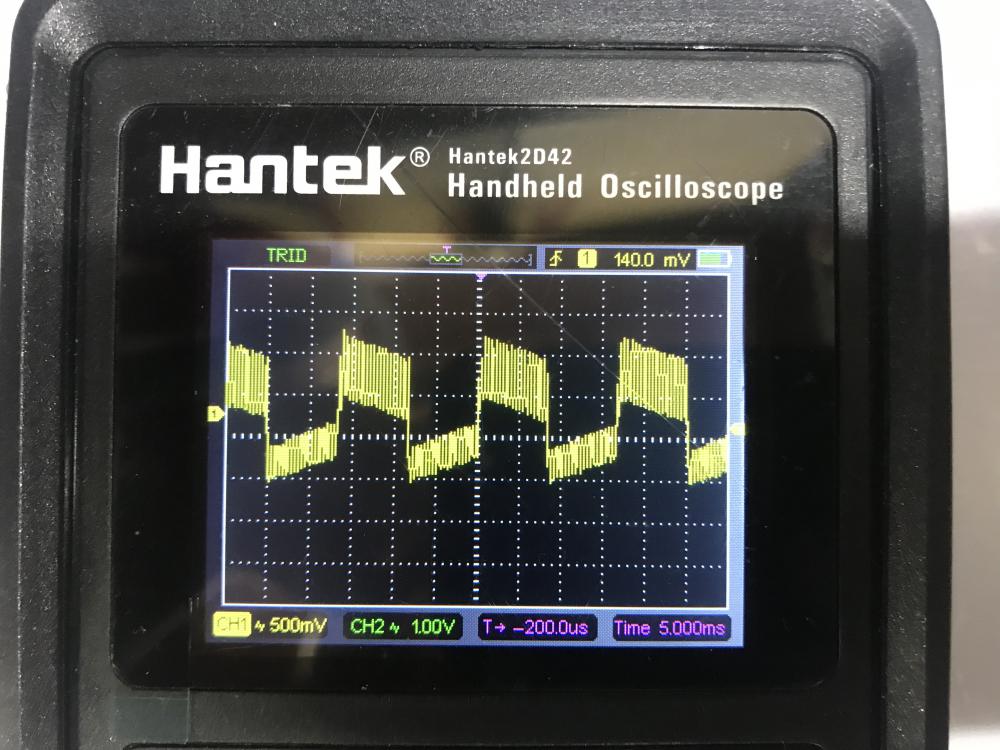
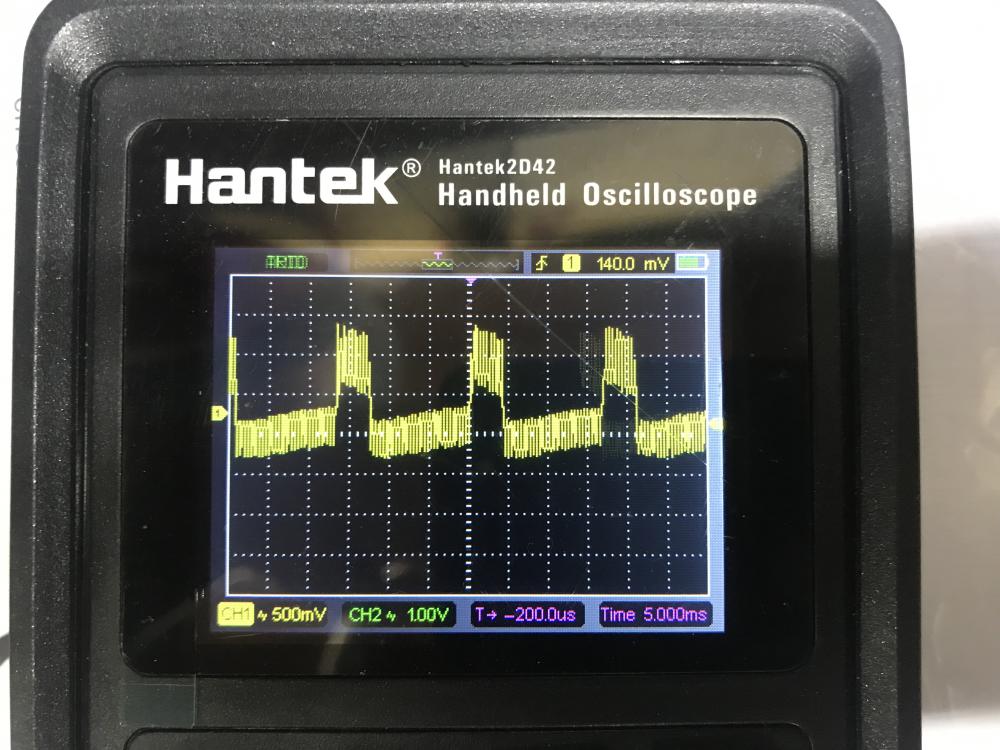
И так пришли клещи, первое фото баланс в ноль но видно что полу волны не ровные приоритет отдал на проплавление: на втором фото баланс выкручен в +5 и в таком положении полу волны ровные: на третьем фото баланс в -5 и видно что отрицательная волна в два раза больше положительной:
2 балла
-
Не надо асбеста, это зло... Чем лучше термос тем дольше держит температуру. Правильно Кот написал, 2 слоя базальта или чего подобного, ну 3 для уверенности.2 балла
-
Стартёр, то бишь я (автор)) делает всё правильно, это просто у фрицев аппараты отстойные, смотрите внимательно на фото, там просто некуда запихнуть тефлон! Не выдавайте своё или чужое мнение, за единственно правильное, это часто бывает ошибочным. На фото Decapower XTRAMIG 200 SYN.
2 балла
-
@aleks 555, день добрый! Во сколько оценили данную работу с редуктором? Не проще купить БУ, чем ремонтировать?2 балла
-
Серёга так и есть,у нас пошли новые стандарты ёлки и хомуты,старые отказывают обжимать.Приходится переваривать концы тоже и до вас рано или поздно прийдет это,на хомутах экономят металл.)Не хотел столько картинок загружать. Георгий,отверстие сначала обвариваю по краям,потом прохожу по центру,чтоб соединить кромки таким путем.
2 балла
-
В том то и смысл, что он с ним сфоткался сначала, а потом сказал откуда он))))) посмотреть бы на его рожу когда Жора ему сказал))))) С баллоном аргона на мощном плече, По Туле шагал удивительный ч. Но вовсе его тяготил не баллон. О жизни конечной печалился он. Что знает, что видел и нажил чего. Кому передать и хранить для кого? Вот если б адептов хотя бы пяток. Он им бы возвыситься сразу помог. Тут слышит, в кустах кто то плачет на взрыд. То госты бормочет, то наксом грозит. Герой пожалел, подобрал сварыша. Вебсваркой изрезана парня душа. И понял герой что призванье его, Учить всех тому, сам не знает чего. А что б на себе не корячить аргон, Донатом решил всех обкладывать он. К нему потянулись с окрестных полей. Все те кто на форумах скушал люлей. И брюквой, капустой что есть у кого Платили ему за ученье его. Канал запустил развернулся, воспрял Но кралась подлянка откуда не ждал. Диванные сварщики в логове их. Войною пошли на свободных сварных. Готовились вдумчиво фаски точа. Ляктроды калили в горячих печах. Рентген, ультразвук призывали с небес. И гостом грозили усилить свой вес.2 балла
-
А у кого-то так...2 балла
-
Парт номер линзы подскажи, попробую найти и адаптер и керамику.1 балл
-
Ну хорошо, так и оставим, по крайней мере мог бы в личку у кого нибудь спросить что и как и для чего, а не вываливать практически незнакомым людям в чат унитазы говна. Не ну может у них там на Сахалине так принято, я не знаю просто...1 балл
-
@Kondor416,тайна она на то и тайна,чтоб сохранять в тайне.Ты же знаешь почему он не понял и я знаю,и остальные тайные люди знают).1 балл
-
@Kondor416,просто даже на форуме человек высмеивает определенный круг лиц,далеко не глупых (себя я к ним не отношу,но остальные то при чем?).1 балл
-
Прикол про буксу директорам не осилить...)1 балл
-
трубка снимается.на селко к примеру её нужно выбить.4043 проволока на столько мягкая что во время работы она мгновенно собирает бороду.пробуйте.всё получиться.просто нужно как правильно не И ТАК СОЙДЁТ. у меня на двух аппаратах точно такое же подающее.я туда углетефлон поставил с капиллярной трубкой.правда подумать пришлось как это сделать. удачи.1 балл
-
Если ты чего-то не видел, это не значит, что этого не существует. смотри с 3:431 балл
-
Эх я уже пропустил две выставки (( был на крайне по моему , где девушки полуголые , самогон наливали такой хороший рекламно-привлекательный был ход и посетителей там много было и не по одному кругу все возвращались и возвращались1 балл
-
Если честно,то немного не понял вопрос. Да,как у всех,кто берётся за сварку ГЦБ. Мойка\дефектовка\разделка. Далее прогрев ГЦБ в массе и сварка. На фото,где метка "н", значит высадить направляющие(под замену). После сварки подчистка наплавленного и потом опрессовка. Далее шлифовка в чистую. Сварка между клапанами\свечами\форсунками - 4043 3.2мм,педаль,горелка WP-20HGS. А вот эту голову ждёт наплавка под гидрокомпенсаторы, уже буду только плакировать 4043, а основная наплавка\выварка 5356.
1 балл
-
4043 прекрасно получается)1 балл
-
А можно подробнее весь процесс? Для общего развития...1 балл
-
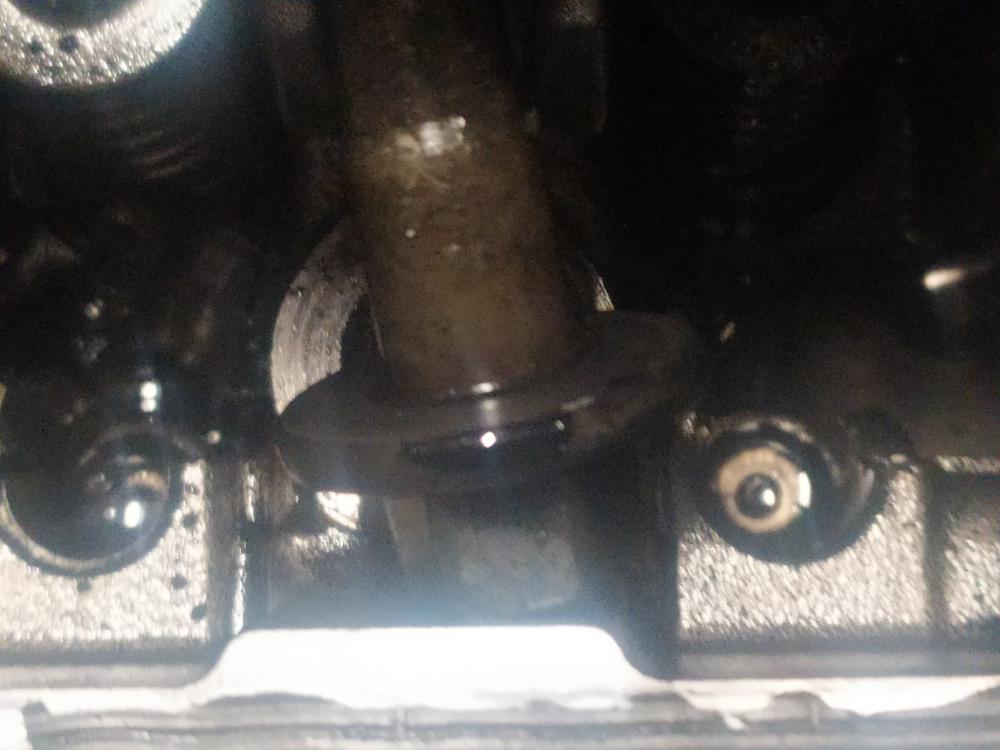
@Calma, Саш , мне кажется все равно бы что нить сварилось Тут скорее всего вечная ошибка начинающих , не дождались "лужи" (ванны) и пихают присадок и естественно куда ему сливаться-прилипать, и сварочная дуга своим давлением + давление аргона выносит шарик напрочь из под сопла . Тоже самое и со мной было , но со мной рядом сидел аргонщик в цеху и иногда и по лысине пройдеться "куды пихаешь присадок и лужи еще нет, переводишь добро впустую " и все пыл сразу поубавлю и жду блестящей как зеркало "лужи" . ЗЫ вот тут меня напугал сей кулер и уж не нароком подумал что разучился , привезли подварить и рвануло крайние соты по наружке , почистил стал варить и вроде и лужа образовалась а присадок улетает напрочь , разобрался кулер маслом смазан обильно (турбине похоже ремонт пора делать) и вот из под трещины газы масла вырываются и не дают "липнуть" присадку , пришлось мыть бензином 3 литра и потом мойкой с химией и только после сего все пошло как по маслу .
1 балл
-
Угол атаки присадка меняйте это раз, второе дождитесь образования ванны и подавайте присадок к краю ванны, а не тыкая в дугу и электрод.Это все что у Вас происходит это нормально, Вы на верном пути)1 балл
-
1 балл
-
1 балл
-
Чёт я не понял: перчатка брошена..Вызов принят или нет?1 балл
-
Вот, доделал подставку, лаком покрыл, поедет на полку
1 балл
-
Ну не в курсе человек, про ручную электродуговую сварку плавящимся электродом в среде инертного или активного газа Есть стойкое ощущение, что люди, для которых поллимона евротугриков - не деньги, здесь не тусуются.1 балл
-
Как все серьезно, и деньги не малые на кону стоят. И с Вашей стороны не честно вызывать Геннадия на спор, условия не равны, Вы с помощью колдунства вмешаетесь в процессе сварки, когда он будет производить ее, Вы не находите, что это по крайней мере не порядочно, владея чем то, не подвластным другим, и не имея возможности контроля применения Вами данных способностей, вызывать кого бы то ни было на соревнования. Как говорил Дамблдор, Ая, Ая яй!!!1 балл
-
@G_Kar, Облом трещина сквозная а может оно и к лучшему уже не надо гадать все выбрал или нет, прорезал насквозь до сверловки.
1 балл
-
Просто пара фоток с работы которые мне понравились.1 балл
-
FGH60N60. По цене ... не знаю. А так, главное, что бы не левак и выдерживали заявленные характеристики. Мне так нравятся такие расписные ремонты! Делов на полтора часа, а что бы это видео смонтировать уходит больше, чем на сам ремонт. Понимаю, что рекламируют свою работу, но с такими словами ... надежда, не оправдались, к сожалению, пострадали и т.п ! Пилять, если бы я расписывал такие ремонты, то был бы уже профи в балабольстве и видеомонтаже, а не Линкольны 350 ремонтил или ещё что более интересное. Да и транзисторы в сервисе не ждал, когда пришлют. Для этого есть свои личные детали, что бы восстановить аппарат, что бы клиент не ждал. Это не клиента проблемы, кто и кому должен присылать запчасти. По крайней мере у меня это работает так ! Хотя, надо отдать должное, по ремонту всё рассказано грамотно.1 балл
-
вот какой, корпус редуктора моста, патриот удалял, выгрызал и искал трещины 4 с половиной часа сварка на холодную в два прохода,панч 11,после проверки на керосин 2 раковины, подварил, думаю просто повезло все собрали, авто поехало будет работать или нет посмотрим
1 балл
-
Специально приглашенный специалист "со стажем" поработал )) В довершение картины все это было обильно почищено простой стальной щеткой. Только по счастливой случайности это "зодчество" попало ко мне на телегу и к сварке титана специалиста уже не допустили )
1 балл
-
. Так конечно можно слепить чтобы клиенту отдать, но оно лопнет самостоятельно если не при первом нагреве то при тридцать первом, даже просто от смены времени суток... Ибо ТКЛР работает не только в момент сварки и благодаря разницы в ТКЛР между чугуном и 08г2с шов срежет сам себя через какое-то время просто из-за циклического изменения температуры изделия... . . Понятие то такое есть, но чтобы его применять нужна хотя-бы минимальная теоретическая подготовка ну и минимум - осознание своих действий и их последствий, а не тыканье " на авось ". Вам же не просто слепить две железки нужно, а слепить их так, чтобы железка потом долго и успешно работала. То, что вы пытаетесь сделать называя это "Опыт сын ошибок трудных" это пускание пыли в глаза клиента, типа вот заварил держится... А то, что "это поделие" развалится в дальнейшем и держится оно на соплях остается за кадром. Есть такое понятие "Карго-культ" - https://ru.wikipedia.org/wiki/%D0%9A%D0%B0%D1%80%D0%B3%D0%BE-%D0%BA%D1%83%D0%BB%D1%8C%D1%82 И то, что вы делаете это не "ОПЫТ" а просто повторение ритуала, без осознания реальности происходящих процессов. . Дабы реально нарабатывать опыт и понимать и осознавать свои действия рекомендую почитать следующие книжки - https://www.chipmaker.ru/search/?q=%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0%20%D1%87%D1%83%D0%B3%D1%83%D0%BD&quick=1&type=downloads_file1 балл
-
К сожалению, ситуация обстоит так, что при переходе из ценового сегмента 5000р в ценовой сегмент 20000р вы переплачиваете значительно больше, чем получаете взамен. Нужно просто понимать что именно вы получаете, насколько это важно для вас, готовы ли вы оплачивать все это. А реально сварочники за 20т лучше сварочников за 5т. Они надежнее, имеют лучшие характеристики, имеют некоторые фишки, которые удобны в работе. Но четырехкратной разницы в цене по моему скромному мнению это не стоит. Для вас может быть и иначе, главное чтобы это был осознанный выбор.1 балл
-
еще есть те кто варит поддоны ал уонями https://www.instagram.com/p/Biq-CLLAgij/?taken-by=ykt_master1 балл