Лидеры




Популярный контент
Показан контент с высокой репутацией 04.03.2021 во всех областях
-
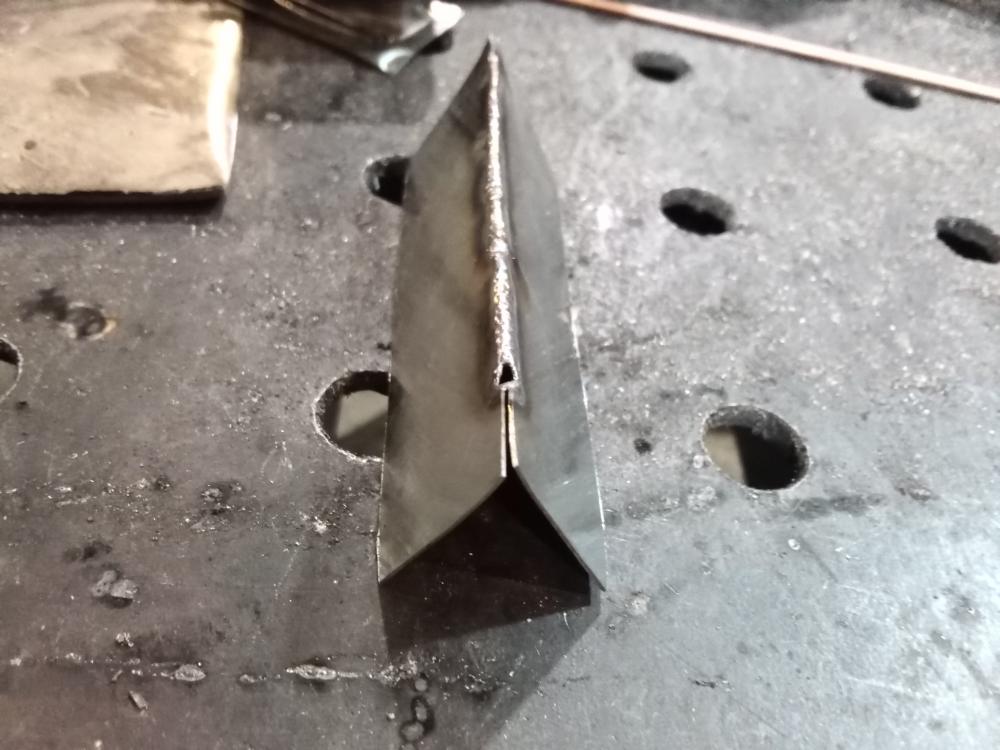
Всем привет! Приехала Газель -Бизнес с диким хрустом в КПП и полуавтоматическим сцеплением ! Нажимаешь на сцепление,включаешь передачу,бросаешь педаль и ждешь и ровно через 3 секунды ты стартуешь как на F1,только с диким хрустом и воем! Коробку сняли,подшипники перемолоты! Дай думаю снимем колокол сцепления и не прогадал! Его уже лечили но видимо без особых усилий! Отмыл его в УЗ ванне от мазута ,а дальше было много опилок и матерных слов. Попутно вспоминал Романа(Romrim),но с благодарностью за бор-фрезы по алюминию (грызут как с ума сошли)! Вольфрам 3,2 Аргон 10л. Как-то так в общем. Всем удачи и здоровья!!!
 12 баллов
12 баллов -
Всем привет! Это снова я со своим колоколом! Нашлась причина такого варварского слома детали. Вдруг кто сталкнется по работе,не поленитесь проверте плоскости! При разделке трещины(фу как сказал хорошо ) и последующей обварке мучала мысль,что трещина разбежалась на 1.5 мм в свободном состоянии,а стянуть её значит дать напряжение на противоположную сторону детали. Обварил как есть с зазором с пониманием,что после на плоскошлифе обдеру лишнее. Но удивлению придела просто небыло,когда камень првое касание сдалал в противоположной стороне,которая по сути должна быть ниже. В итоге ,после шлифовки ,посчитали непаралельность поверхностей,получилось 2.2мм (1.5 трещина и 0.7 сняли до плоскости) и это на детали в 300 мм длиной. Может поэтому наши машины постоянно ломаются и жутко шумят?( А они нам,давайте подгрязники присобачим всем!!!) Всем удачи и здоровья!
11 баллов
-
8 баллов
-
8 баллов
-
Выход с коллектора .
8 баллов
-
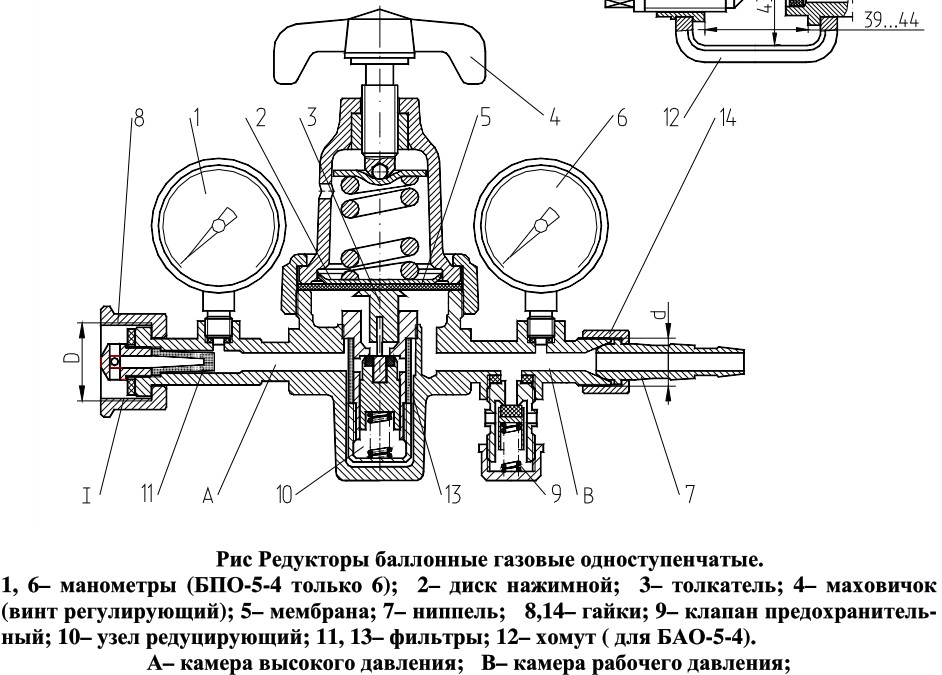
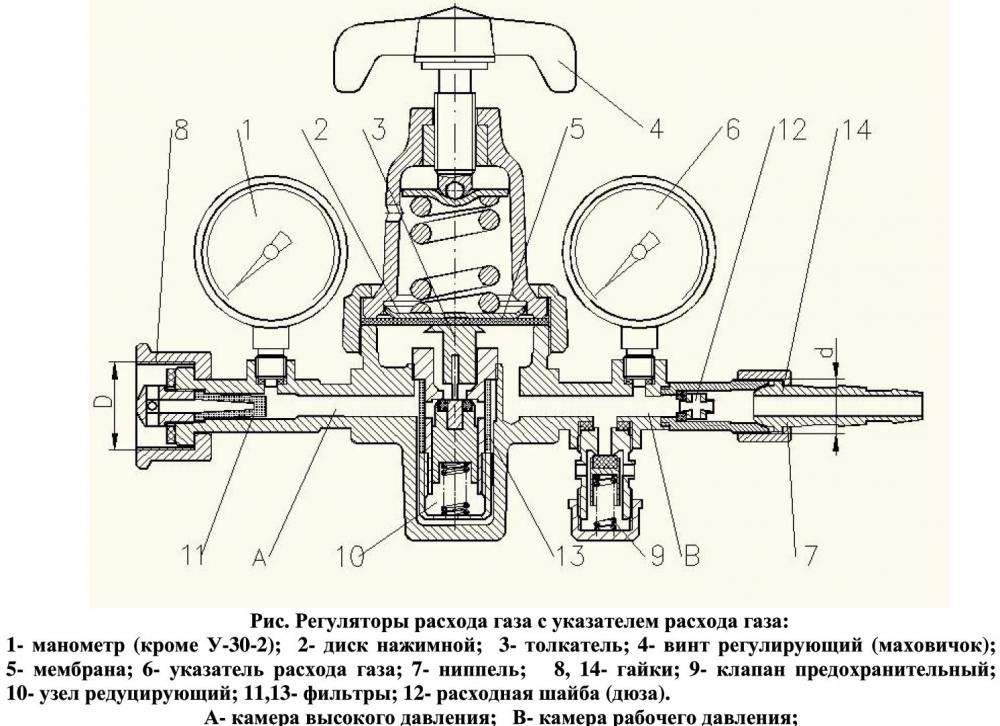
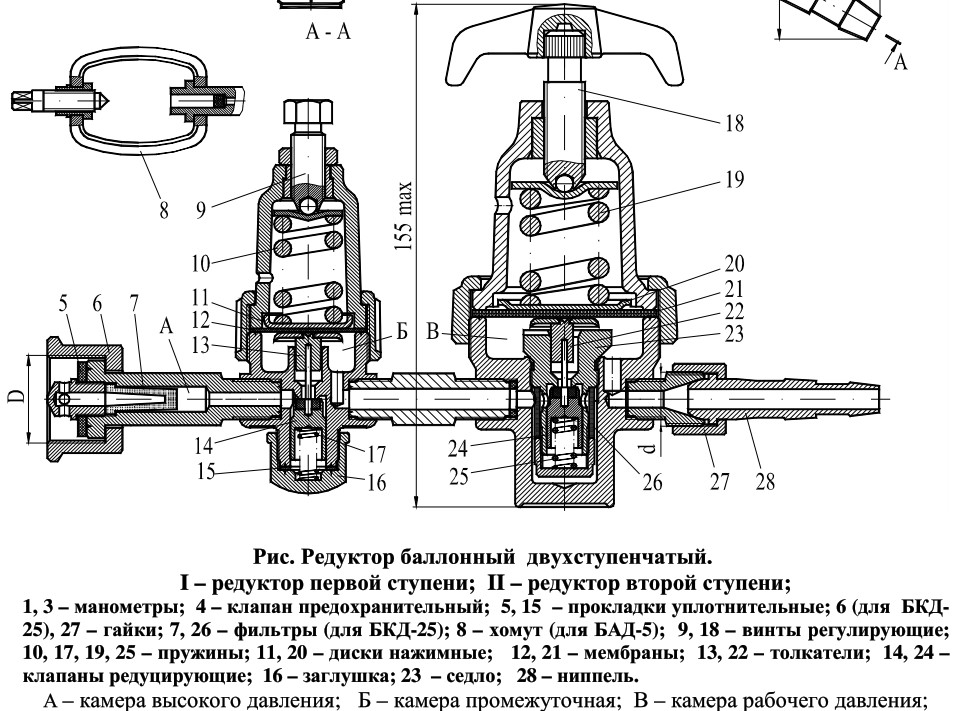
@Виталыч, Еще один инженер... Вы хоть раз работали с регулятором расхода типа "два манометра с дюзой и шкалой расхода на манометре рабочего давления"? Ну вот как поработаете - поймете. Вот несколько вариантов устройства редукторов расходомеров для наглядности: Редуктор обыкновенный (не расходомер) - ставятся на кислород, ацетилен, пропан - дают небольшой пшик, в зависимости от состояния клапана, индикации расхода нет. Регулятор расхода обыкновенный (без ротаметра) - ставятся на аргон, смесь, укглекислоту - есть индикация расхода газа на манометре рабочего давления, есть специальная расходная дюза в выпускном штуцере, есть завышенное давление перед дюзой чтобы через отверстие меньше 1 мм в диаметре "пропихнуть" до 30 л/мин, есть шкала на манометре измеряющая это повышенное давление в "л/мин", и есть "большой и долгий пшик" после паузы в работе, после того как повышенное давление через дюзу наполнит шланги. (Принципиальное отличие расходомеров с ротаметром в том что у них "дюза" регулируемая, в виде игольчатого клапана/краника, а давление перед ротаметром не-регулируемое) Вот двухступенчатый редуктор (аналог системы регулятора в комплекте с оптимизатором), в котором после клапана регулируемой второй ступени нет больше узких мест и завышенного давления, в котором при падении давления в баллоне, расход газа остается на порядок стабильнее чем у обычных одноступенчатых редукторов, у которых давление автоматически повышается. То есть и пшиков не дает, и расход стабильнее держит (немного уменьшает, при падении давления в баллоне). Чтобы действительно понять, конечно нужно включить "инжеренрый мозг" и посчитать все силы действующие на клапана, мембраны, регулирующие пружины, зависимости давления на выходе от давления на входе в редукторы, когда давление в шлангах подымается, и когда сбрасывается с "пшиком".
6 баллов
-
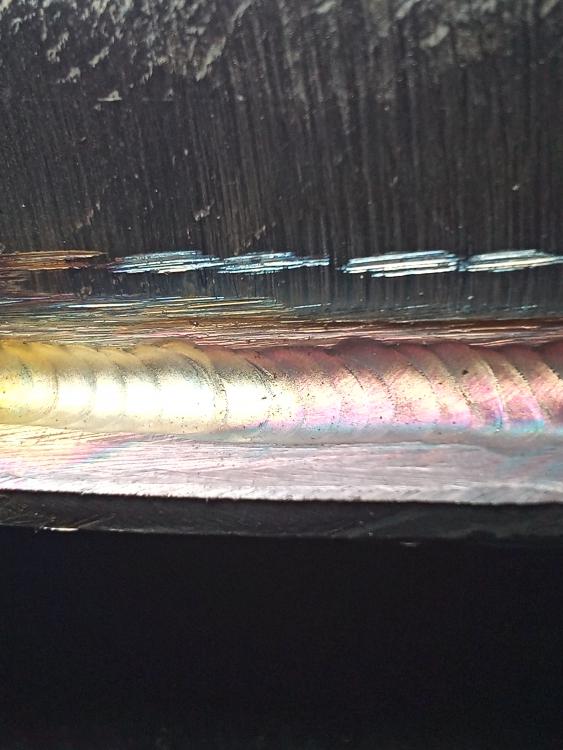
Сегодня не выдержал и решил сфоткать ремонт рукожопых сварщиков. Коментировать не буду. Думаю сами поймете
5 баллов
-
@Виталыч, все правильно, экономить нужно грамотно, зачем покупать экономайзеры и редукторы вовсе, можно ведь слегка кран приоткрыть и все. Ну а если серьезно, на крупных производствах ослов побольше будет, чем адекватных людей, тем более главных сварщиков. Некоторые из них, "главных" до сих пор отрицают целесообразность сварки в смесях, дорого им видите ли, СО2 дешевле и её в баллоне больше, вот она их логика и арифметика. Удавятся лишнюю копейку просто потратить на нужную вещь, экономисты хреновы.4 балла
-
Подготовка и сварка 1 диска около часа. Это если наплавка в 1 слой по двум кантикам. Сумма за 4 - 9,1к3 балла
-
Но они действительно хорошие и выносливые горелки. Раз потратитесь на корпус цанги, или еще лучше на линзу под диаметр 3.2 — 4.0мм и горя не будете знать.3 балла
-
подлатал кулер турбинка, куда-то пристраивают
3 балла
-
я разницу почувствовал сразу.после сварки одних и тех же деталей.прихваток у меня очень много.если раньше на одном баллоне делал 10 шт.то теперь 14 шт.после 5 баллонов экономизатор окупился.не считая колёс.туда суда доставка.экономия на лицо.теперь раз в три месяца катаюсь.раньше раз в месяц.экономизатор гсе.что на аргоне что на смеси.сейчас пошёл дальше.пробую смешивать сам.за что спасибо ребятам СЕЛКО,УЧУСЬ..дали попробовать как работает смеситель WITT.завтра будут испытания.2 балла
-
@Виталыч,Простите с задержкой, работаю ведь на том самом ТВЗ. Вот в гараже и изобретать ничего не стал: аппаратик простенький, нет предустановок (в отличии от верхнего), редукторы стоят в цепочке- регулировка получилась плавная.
2 балла
-
Китайский редуктор с ротаметром-800руб, экономайзер Р1-1000руб......Какие 5000 ???? Пропановый редуктор с манометром- 800 руб. Когда много прихваток ТИГ ом или СПОТ режим, Баллон аргона улетает на глазах в воздух.....Пожалуй задумаешся.....У нас аргон 1300 стоит. Если показания дополнительного манометра в ролике ничего не стоят и простейший опыт с шарами, то о чем говорить?????2 балла
-
Ага, как в старом анекдоте. Мой сосед говорит, что он 3 раза в неделю может. А Вам кто мешает говорить . Написать можно что угодно. Разбираться особо не надо. 250 ампер умножаем, грубо говоря, на 30 вольт . Получаем 7,5 киловатта. И делим на типовое , для диодного моста, значение коэффициента мощности 0,7 . Получаем 10,7 киловатта. Вот примерно столько он будет жрать на максимальном токе. Без учёта КПД. Если ещё КПД учесть, получится киловатт 12. У них указано 8,3. Это расчётное значение, КПД учли, а коэффициент мощности - нет. Соответственно, жрать он будет больше 50 ампер. Удлинитель нужен квадратов 5. В принципе, для нормальной сети не критично. Вопрос в другом, куда эти 250 ампер девать, если они там реально есть? Только монтаж тяжёлых металлоконструкций или серийное изготовление чего либо из толстого металла, из десятки.2 балла
-
У 18SC ( супер кул) расходка немного отличается от стандартной 18-й и других. Наиболее — в корпусе цанг и линз. В них применяются цанги от 0,5мм до 4,8мм почти все цанги длиной 50мм (подходят от др. моделей, лишь цанги диаметром 4,8мм (18С36) и 3,2мм (10N25HD) имеют длину 49мм Керамика подойдет от др.стандартных моделей, как обыкновенная, так и удлиненная. А вот корпуса цанг и линзы — сугубо для модели 18 супер кул Корпуса цанг — 712.6074/NCB53 Линзы — 712.6099/18GL02 .....в зависимости от диаметра цанги и электрода ...до 702.0011/54N20 Попробуйте вбить в Гугл цифры до дроби или после и поищите каталог в формате ПДФ для более лучшего понимания. Основное отличие — именно в корпусах цанг. и линзах https://www.binzel-abicor.com/uploads/Content/Germany/PDF-Files/PDF_Files_Download/Catalogues/TIG/PRO_W137_EN_TIG_WEB.pdf2 балла
-
Вот уважаю нашего министра..,
2 балла
-
По последниму фото заметно,что четыре года прошло,кенгурятник только остался,машина исчезла за это время )2 балла
-
Экономия у меня, реальная.2 балла
-
Года четыре назад был заказ на кенгурятник.
2 балла
-
Сделал ножик. Почему ножики. Успокаивает . Вместо водки. Следуюший делаем.1 балл
-
Сколько ушло времени и какая сумма для клиента?1 балл
-
@Лепило, Посмотри неон вд-2211 балл
-
@Виталыч,Здравствуйте. Не скажу за экономию- не мерил и не знаю. А вот по поводу "пшиков" отвечу как сварщик: если тиг аппарат более простой конструкции и в нем нет предгаза, то на сварке тонкого металла поведение дуги в начале процесса становится непредсказуемым- просто получаются дыры или обгорают кромки металла. Прихватки с "пшиками" делать тоже нелегко, приходится сначала делать короткий запуск и пока давление снова не возрасло делать повторное зажигание дуги, но уже на металле. Избавился от "пшиков" поставив второй системный редуктор.1 балл
-
. трата времени не дающая результата1 балл
-
Неплохой ролик в эту тему....1 балл
-
Каждый раз когда вижу тинейджеров набирающих себе алюминиевую проволоку для п/а, так охота насовать им лещей и пинков прям в магазине. Примерно так выглядит их сварочный процесс п/а за 15-20 т.руб 120-160 китайских ампер,баллон аргона и понеслось насералово на все и вся, будь то АМг, АМц, АК, ЦАМ им пофиг они главное варят, варят аргоном. Последствия таких произведений самые разные непровар, подрезы, поры, усадка металла, коробление детали. И вот теперь дядя Коля на MANe каждые 2-4 месяца снимает интеркулер с бачком сделанным подобным рукожопом с новой трещиной в шве Трещинку заварил тоже п/а но сказал сразу до следующего раза в новом месте дунет.
1 балл
-
Для Ю-Туба сойдет ))) Отчаянный сварщик. Интересно, что бы он делал, если бы блок трещать начал в околошовной зоне? За чей счет исправлялось бы ? На канале у него вообще...варит не достающее ухо основания тисков стальной полосой и проволокой Св08Г2С, заваривая при этом отверстие для крепления тисков и говорит клиенту — " Потом высверлишь" Хотел бы я видеть как происходил процесс последующего сверления )))1 балл
-
С приставкой Эво Кемппи лучше вообще не рассматривать. Пусть и дуга неплохая, но ремонт равен новому аппарату. А это рано или поздно происходит.1 балл
-
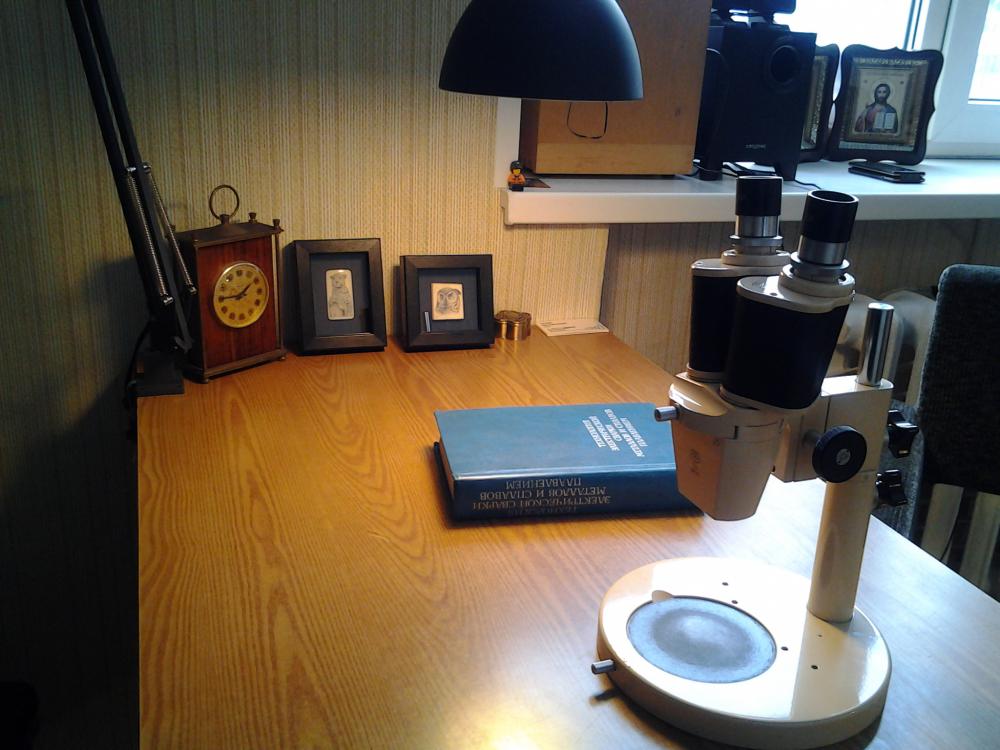
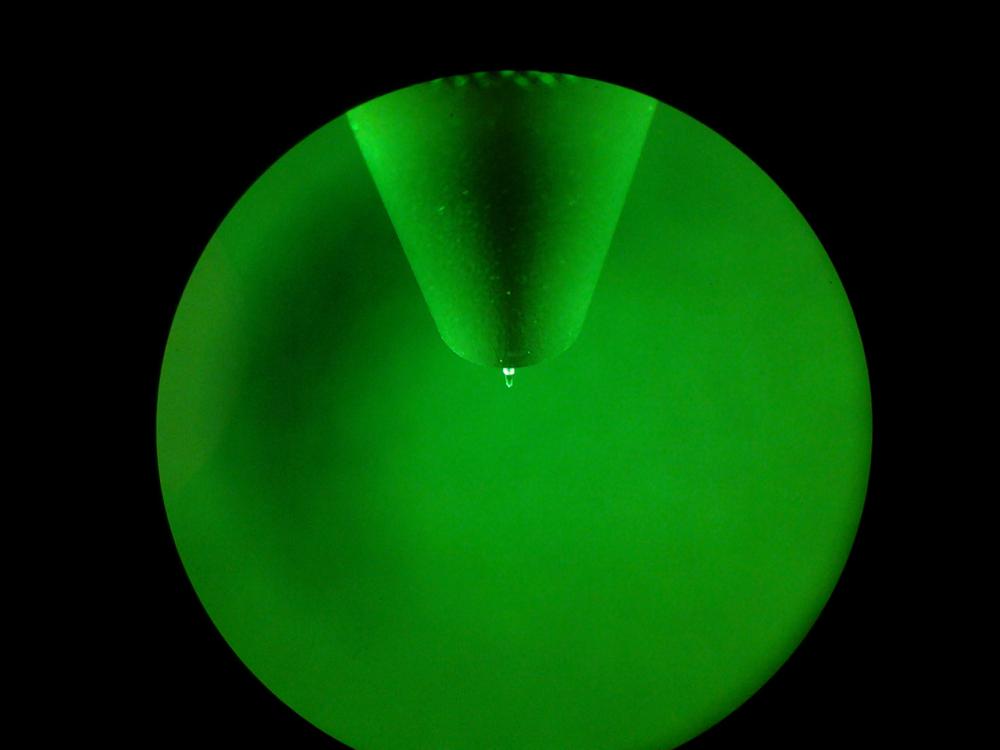
Уважаемое сообщество, решился познакомить всех со своей мастерской. Многое пока еще в "сыром" виде, что-то будет меняться, чего-то добавится. Планы и желание имеются) В мастерской производятся микросварочные работы, связанные с ремонтом и изготовлением изделий из драгоценных и цветных металлов, нержавеющей стали. Общий вид: "Деловой стол" для общения с клиентами, работы с бумагами и т.д: Сварочный стол- непосредственно рабочее место микросварщика: "Сердце" мастерской- аппарат импульсной микродуговой сварки "Магистр УМД-02-150": Микроскоп, взгляд через "маску": Стоит баллон, а в нем- аргон: Немного инструмента и один из моих помощников: Присадка золотая:
1 балл
-
Зять коллекцию собирал.
1 балл
-
@Точмаш 23, почему вмешались? Я не против) Даже чистое серебро, с практически нулевым интервалом солидус-ликвидус, не в силах помочь. По отзывам коллег хороший результат дают сплавы серебра с платиной, серебра с палладием и серебра с золотом. Я применял только золото. На практике очень большая зависимость от сплава изделия, технологического процесса получения изделия, условий, в каких изделие находилось.1 балл
-
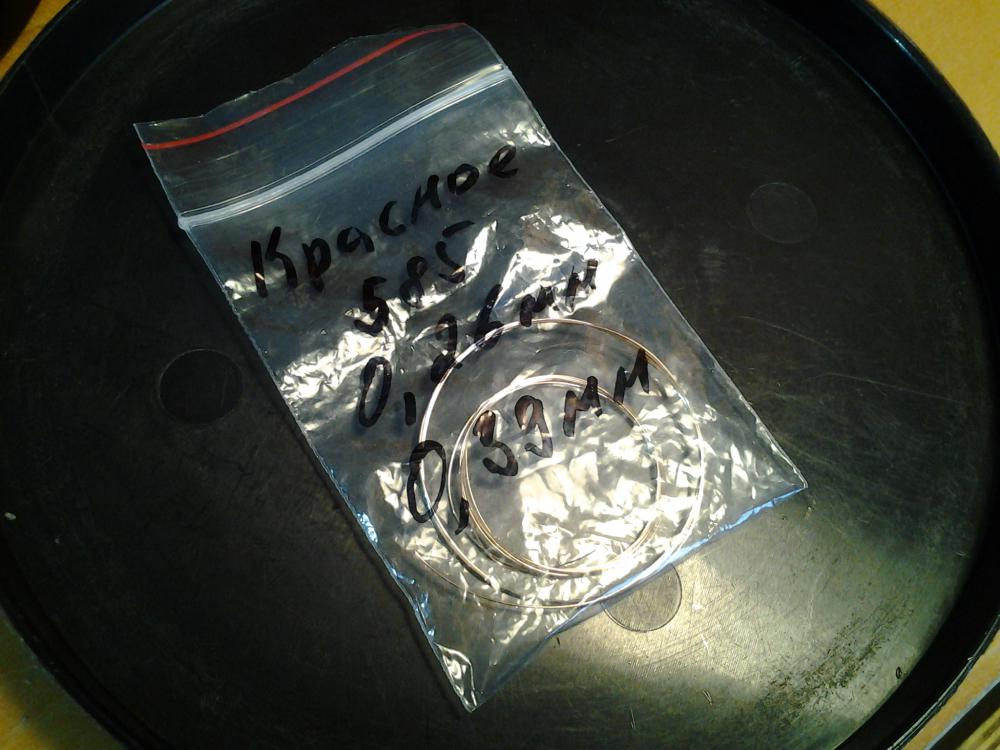
@SergDemin, серебро при медленной кристаллизации дает крупное зерно со всеми вытекающими. Что добавляет масла в огонь- нагрев делает то же самое даже без плавления. Оно там будет не то что мягкое, а рыхлое и хрупкое на излом. От сплава, конечно, зависит, но в целом картина не очень. Если это еще и литье, то сюда добавляется загазованность металла- металл как микроскопическая губка, загазован. От загазованности так просто не избавится, ибо серебро жадно поглощает кислород в расплавленном виде. Там еще и медь, которая давно окислилась, как минимум в поверхностном слое. Сера, в виде сульфидов, может присутствовать цинк. Это оно с виду белое и пушистое) Золото упрочняет сам шов, с околошовной зоной- как повезет. По температуре плавления- красное 583-585 и серебро 925 имеют незначительный разброс по тепературе плавления. Золота добавляется немного. В целом- перемешивается на ура в любых пропорциях. Ложки варятся только "хитрые"- с эмалью, позолотой. Простые- лучше паять. И результат прогнозируемый- почти стопроцентный, и быстрее.1 балл
-
Грузовички ГБЦ1 балл
-
Привет друзья Две головки привезли раритетные . Как сказали от двух немецких грузовичков . Начал .. Буду пробовать.
1 балл
-
По ювелирке в основном несут то, что при помощи горелки не сделаешь. Это в общих чертах. То есть это изделия с натуральными камнями, эмалью, покрытием. Просто сложные вещи для классического ремонта. Другие ювелиры также мои гости) Иногда ремонтирую оправы очков. Произвожу сварку часовых браслетов- часовщики также мои гости. Свариваю медицинский инструмент- лапораскопические приспособления, зажимы, ножницы. Части лабораторного оборудования. Да много чего интересного- всего и не упомнишь. Зубные техники несколько раз обращались. Обращаются люди при изготовлении каких-то прототипов, мелкосерийных изделий. Фотографии некоторых работ размещены в темах раздела "Фотогалерея" Сам я ювелир. В микросварке я уже почти четыре года. Как специализированная мастерская- открыта полгода. Направление коммерческое, наверное))) А может и как хобби))) Сложно сказать точно. Я сейчас на некотором распутье нахожусь в целом. Как будет дальше- не знаю, живу сейчас сегодняшним днем.1 балл
-
Вот такую и сложу.Только высоту убавлю.Вот ее проект в скейчап.Кстати, меня Жека зовут.Если что-стучи.Чем могу помогу. Вообще столбянки ложить-самое простое дело.Первый ряд положил, отвесом отстрелял углы на потолке, четыре нитки натянул и гоняй ряды.Дня три-четыре если под расшивку и как минимум 30 тыр в карман.))) А вот шамотом кладку гнать-имхо неверно.Этот кирпич не для этого.Если не перекаливать-и красный стоит хорошо. Потом не оштукатурить, ни кафелем обложить не получится. Отопительная печь В.И.Стержнева (ПТОУ-2500) 2х3,5.zip1 балл
-
Заказал с алиэкспреса такую приставку. В комплекте педалька. Не очень удобная под мой 45 не размятый. Кабель от приставки к аргоннику. Всё на фото на алике есть. Также характеристики там же в описании. Сама приставка грубо говоря реле времени. Подключается место кнопки горелки и после задания параметров она вместо вас тыкает кнопку. Но из любого дешманского аргоннику делает аргонник с пульсом. В общем подключив играюсь уже неделю. 0.5 нержу варит на ура. Типа голд велд можно изобразить. Тиг дешман становится приличным аппаратом. У мня ещё затухание дуги есть на аппарате так вообще красота. Осталось горелку 9 флекс прикупить и будет счастье. А то 26 как бревно. На маску прилепили фонарик теперь не засветляется и удобно работать. На фото проба приблуды так сказать пера.
1 балл
-
" НО скорее работают все одинако - хреново , люди не видитесь на сие , тем паче в ПА они точно функций не добавят , кроме "головной боли "1 балл
-
Борода с аршин, а сам с кувшин. Кто длиннее, тому виднее. Не ошибается тот, кто ничего не делает. Это все про меня. Сделал давно станину под гриндер из колёсного диска. Оказалась высоковата. Мусор в лицо летит, да и часто надо сверху смотреть . Тут три выхода: укоротить станину; встать на подставку или удлинить ноги. Как ни трудно выбираю самый сложный путь- укоротить станину и заодно прикрутить регулируемые ножки. Втулки в которых крутятся ножки делаем потолще как защиту от деформации при сварке. Уже неоднократно было что заклинивало резьбу из-за тонких стенок. Одно лечишь- другое калечишь. Еще проблема укоротить стойку. Ну и отрезать ровно. Водрузил энто дело с колёсным диском на мартышку с твердосплавным диском. Регулировал подставками и всяческими подпорками. Ровно отрезал как в аптеке. Поорудовал потом болгаркой и прямошлифовалкой. Сварка длилась наверное одну десятую от подготовки. Да и разобрать, таскать, ворочать дуру эту, варить иногда в странных позах. Кто-то мне советовал купить токарный станок. Тогда вообще ничего делать не буду. Только разбирать, собирать и переделывать . Стойку проварил своим телом на века. ну и результат. Вот тут тоже боремся с деформациями. Ошибка и деталь на выброс. Надо ухо приварить к "стакану". А в этом стакане ещё "стакан". А в том "стакане" вварить перегородку. С первым прокатило. Толстая стенка и своим телом. Здесь повезло. Здесь нет. Применение присадки даже по углам вызвало маленькую такую деформацию(утягивание). Но не беда. Крутанул стакан на столе да на колесе. Сел как родной. Мне бы опыт этот да лет 10 назад. Герб себе "сделал". Как в двенадцати стульях: новая секретная организация "Накидные Ключи с Урала".1 балл
-
На работе наш узбек попросил сделать ему колун пошире, у него из клыка от экскаватора был, ну я взял ему 3 куска от МАЗовской рессоры сверху добавил. Получился он как советский колун умноженый на 2,5-3 примерно утром приходит отрежте немного я его еле поднимаю.
1 балл
-
Я при восстановлении подобных вещей в отверстие укладываю стальной палец нужного диаметра (обычно хвостовик сверла) и по нему свариваю. Получается готовое отверстие. При остывании сверло обычно достается с некоторым натягом. И ничего сверлить не надо и соосность легко поймать если что.1 балл
-
От безделья занялся творчеством). Летом собирал шайбы, не выкидывал их. От врезок, насверленные коронкой на ф.28мм.
1 балл
-
@Шурпет, на Форсаж 200 ac/dc подорожал. От у нас страна, ненарадуюсь! Молодец Рубль, прёт вниз в свободном падении!!!! Снимаю шляпу перед властью, так держать!!!1 балл
-
@x3mgrabber,эти плюшки должны регулироваться отдельно,если забиты без регулировки,то могут сыграть злую шутку.1 балл
-
Да, я понял ваш подход. Только кемпи, остальное хлам. А куда еще подробнее? Когда платка в ММА аппарате с тремя релюшками 20 000р стоит? Это так ... дешево. А еще одна 40 000. Ну так, конечно копейки. Плату с силовыми элементами и озвучить страшно. Ну вот не хотел.... Но вы сами просите подробности. Ваше предложение по продаже Кемпаря, можно уже рассматривать как старый ХЛАМ. Если не гарантия, то ваш аппарат - старый хлам. Идите покупайте новый. Отличный подход! Больше сказать нечего. Еще раз... А то может не услышали. Я лично против кемпи ни чего не имею. Хотя честно сказать, в режиме ММА, лично мне не очень понравилось как происходит поджог дуги, как дуга горит и как гпроисходит гашение. И поверьте мне, это не лично у меня такой бракованный аппарат. Для примера не буду приводить, но есть аппараты куда приятнее варят в ММА. И вторая сторона кемпаря, это его ремонт. Когда доходит до ремонта ... один корпус чего стоит (разобрать для обслуживания) и конечно его еще надо обратно собрать А потом подбираемся к главному, стоимость плат. Космическая. Конечно можно отремонтировать подетально, но не всегда. И думается мне, что политика именно Кемпи не ремонтировать подетально. Хотя может политика и сменилась. не знаю. Так вот, модуль выпрямителя на 3 фазы имеет дефект очень не приятный. И его выпаять и обратно впаять, достаточно трудно и затратно по времени и по ресурсам. В общем, кто имеет кемпи это хорошо. И иметь реально хороший аппарат приятнее чем дешевую мыльницу. Варить приятнее чем на Ресантах и им подобных аппаратах. А так же аппарат относится нежнее к сети. Поэтому кто хочет купить именно Кемпи, конечно, пусть покупает. Не пожалеет ... пока гарантия есть @Sivanov, вот лучше помогите товарищу: http://websvarka.ru/talk/topic/13809-kemppi-master-mls3500-panel-gorit-vsemi-svetodiodami/1 балл
-
@llОлегll,для чего под эл-д 3 мм ампераж нужен 200-250А?1 балл
-
Для примера VRD на Galileo 216, изначально рабочая вещь и проблем со стартом ни каких. Т.е. как без VRD. А вот на том же кемпаре 150-м, VRD, как на EWM, надо: постучать, отбить шлак, коснулся да так чтобы контакт был и только после этого имеешь хороший поджог дуги, отрываешь электрод и понеслось. Плюс на сколько тянется дуга. На том же кемпаре, она сильно тянущаяся. И тоже мешает в работе. В отрыв тяжко варить. Либо сильно остывает ванна, приходится опять стучать и поджигать, либо не остынет как надо и остается текучей... дырка обУспечена. Поэтому VRD это не проблема и не обязательно ее нужно выключать. Другое дело, если VRD есть, то он должен работать как положено, а не доставлять хлопот. И при плохой работе VRD конечно нужно иметь возможность отключать. А то только нервы и внутри маска вся оплевана.1 балл