Лидеры




Популярный контент
Показан контент с высокой репутацией 28.02.2021 во всех областях
-
Борода с аршин, а сам с кувшин. Кто длиннее, тому виднее. Не ошибается тот, кто ничего не делает. Это все про меня. Сделал давно станину под гриндер из колёсного диска. Оказалась высоковата. Мусор в лицо летит, да и часто надо сверху смотреть . Тут три выхода: укоротить станину; встать на подставку или удлинить ноги. Как ни трудно выбираю самый сложный путь- укоротить станину и заодно прикрутить регулируемые ножки. Втулки в которых крутятся ножки делаем потолще как защиту от деформации при сварке. Уже неоднократно было что заклинивало резьбу из-за тонких стенок. Одно лечишь- другое калечишь. Еще проблема укоротить стойку. Ну и отрезать ровно. Водрузил энто дело с колёсным диском на мартышку с твердосплавным диском. Регулировал подставками и всяческими подпорками. Ровно отрезал как в аптеке. Поорудовал потом болгаркой и прямошлифовалкой. Сварка длилась наверное одну десятую от подготовки. Да и разобрать, таскать, ворочать дуру эту, варить иногда в странных позах. Кто-то мне советовал купить токарный станок. Тогда вообще ничего делать не буду. Только разбирать, собирать и переделывать . Стойку проварил своим телом на века. ну и результат. Вот тут тоже боремся с деформациями. Ошибка и деталь на выброс. Надо ухо приварить к "стакану". А в этом стакане ещё "стакан". А в том "стакане" вварить перегородку. С первым прокатило. Толстая стенка и своим телом. Здесь повезло. Здесь нет. Применение присадки даже по углам вызвало маленькую такую деформацию(утягивание). Но не беда. Крутанул стакан на столе да на колесе. Сел как родной. Мне бы опыт этот да лет 10 назад. Герб себе "сделал". Как в двенадцати стульях: новая секретная организация "Накидные Ключи с Урала".9 баллов
-
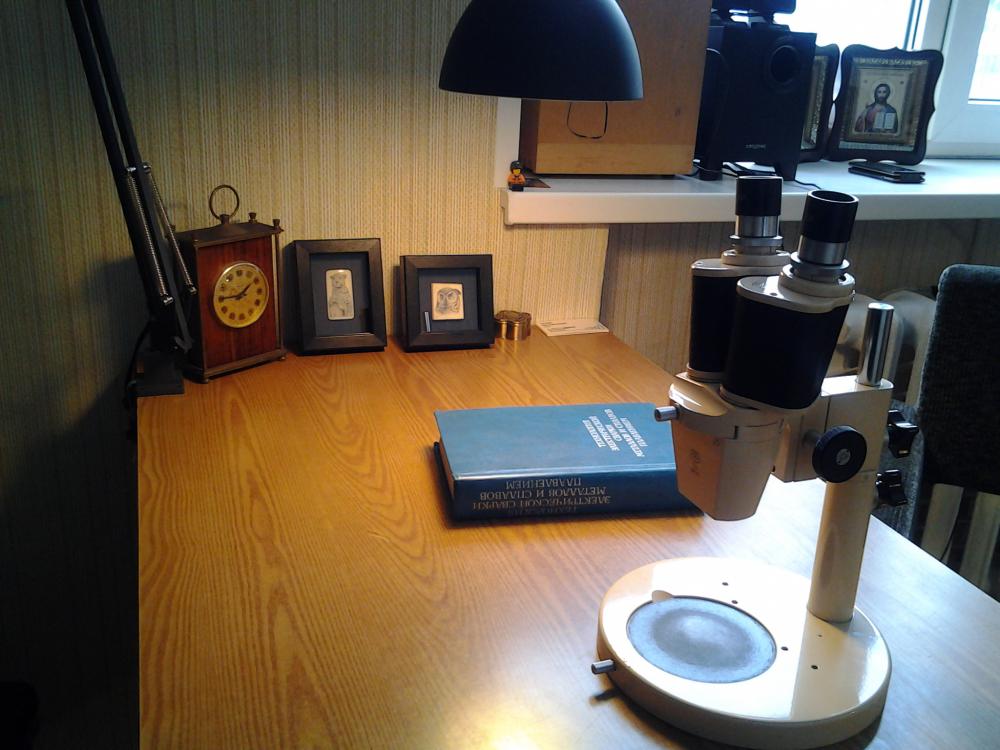
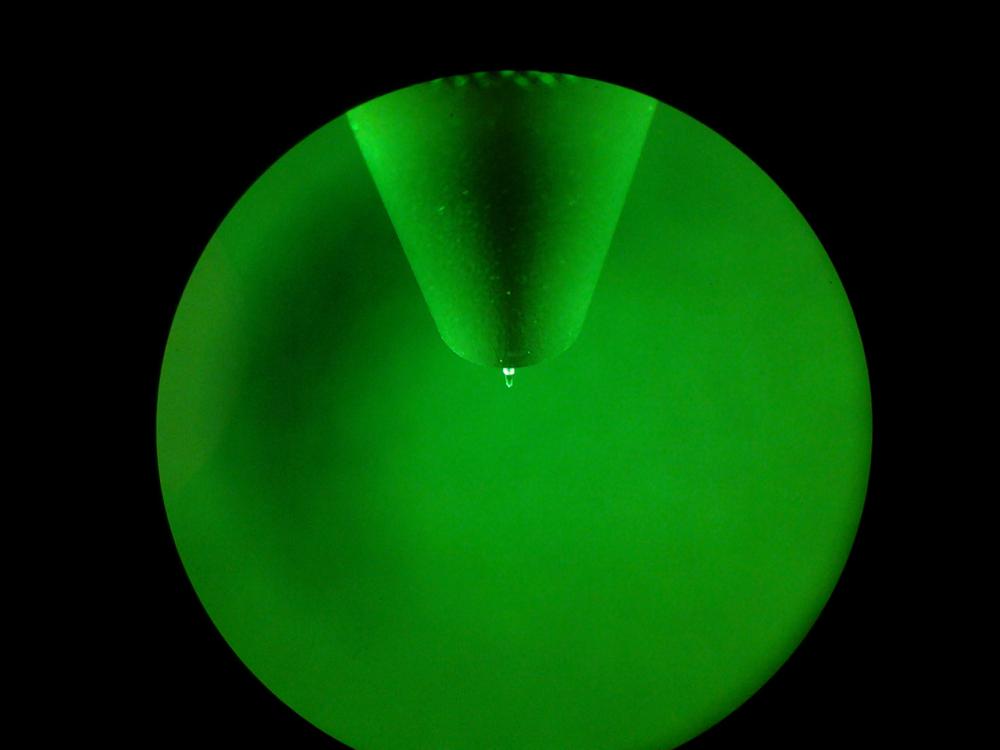
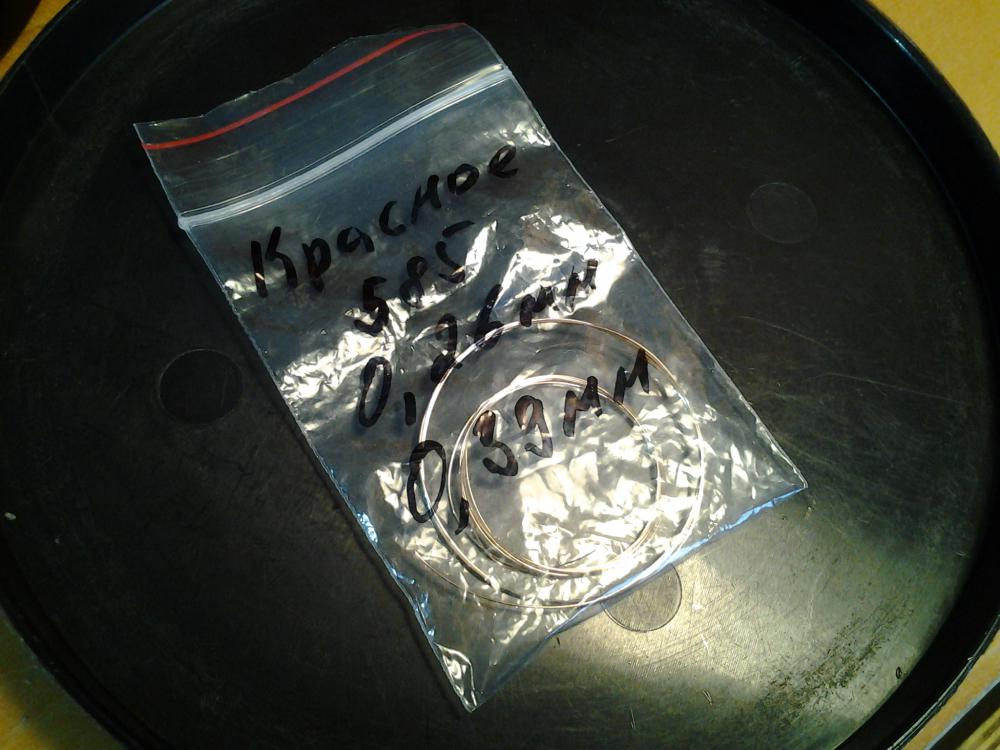
Уважаемое сообщество, решился познакомить всех со своей мастерской. Многое пока еще в "сыром" виде, что-то будет меняться, чего-то добавится. Планы и желание имеются) В мастерской производятся микросварочные работы, связанные с ремонтом и изготовлением изделий из драгоценных и цветных металлов, нержавеющей стали. Общий вид: "Деловой стол" для общения с клиентами, работы с бумагами и т.д: Сварочный стол- непосредственно рабочее место микросварщика: "Сердце" мастерской- аппарат импульсной микродуговой сварки "Магистр УМД-02-150": Микроскоп, взгляд через "маску": Стоит баллон, а в нем- аргон: Немного инструмента и один из моих помощников: Присадка золотая:
 6 баллов
6 баллов -
Думаю сего боятся - "в лес не ходить" . Вот сегодня замена топливного фильтра на "петушке Комацу" , обернулась проблемой , оторвали или привязать на проволочке а он на самом двигателе или ко мне если я дома,,,, а завтра снега убирать и их не меряно до середины марта хватит . На счастье их я дома, от осколка что остался на двигателе отказались и вварим свое , АМГ 3 с литьем , а почему и нет ? . все пошло как надо и завтра Комацу грузит снег в Камазы .
6 баллов
-
@SergDemin,предприятий,в которых вы указали что сварщик не должен знать практически ничего и за него все решают технологи и конструктора,очень мало,по крайней мере у нас в городе может парочка и те военка.А так вы видимо давно не работали на предприятиях,многое изменилось,молодежь подросла,все с амбициями,только вот изобрести ничего толкового не могут (это про конструкторов),в основном все слизано из интернета.По технологам все еще печальнее,бабушки-старушки ходят чего то там принимают по отработанной схеме,шаг вправо-влево-они в ступоре.Чертежи конструктора приносят с обозначениями «сварку производить по местам прилегания деталей»,в общем вари где хош и как хош-это если по русски,бывало обозначали стыковое с катетом 0,5 мм.,мне смешно и грустно над этими новоявленными деятелями.5 баллов
-
@Лепило, и в ремонте тоже, понты сплошные. Китай проще, функционала добавить и нафиг эти бренды, тем более теперь. На нем кстати и форсирование регулируется от -10 до +10. Действительно удобно, еще если учесть, что импульс там ВЧ (до скольки Гц не помню, в районе 500) швы-пластилин, без чешуи, ну почти Вообще пришел к заключению-со временем начинаешь чувствовать по 1-2-3 ампер, и привыкать к характеру источника, посему надо (для достижения одного и того же результата) купить нормальный (в моем понимании) источник, провести с ним неделю-другую и работать в удовольствие, не переживая о стоимости ремонта (в этом китай в фаворе, при наличии адекватного сервисмена, ну вы поняли про кого я говорю).4 балла
-
МассаТом, вот фото аппарата, который с плюшками был, если что.
4 балла
-
Отжали европейцы этот аппарат, куда я столько сил вложил ....4 балла
-
На работе наш узбек попросил сделать ему колун пошире, у него из клыка от экскаватора был, ну я взял ему 3 куска от МАЗовской рессоры сверху добавил. Получился он как советский колун умноженый на 2,5-3 примерно утром приходит отрежте немного я его еле поднимаю.
4 балла
-
" НО скорее работают все одинако - хреново , люди не видитесь на сие , тем паче в ПА они точно функций не добавят , кроме "головной боли "3 балла
-
Хз . Никогда даже в голову не приходило пилить сопла . Даже не задумывался . Проволочку подходящую по диаметру , упрор на два локтя , правая рука держит горелку , в левой "гусак" ..... Работаем двумя руками )))3 балла
-
@МассаТом,и не говори,не было бы счастья..... так несчастье не помогло ...надо было въезжать в производство металлоконструкций-а бюджет WSR выделил как в поговорке-Вот тебе, Вася, 3 рубля, ни в чём себе не отказывай, организуй всё как надо...эти столы(6 штукофф) -такое ... амно, кривые, как турецкая сабля, .... в общем-ноу комментс.... и оснастки-полное зеро... Мы с трудом отстояли свои позиции по Эво, и то, благодаря мощнейщей поддержке TWG,,,, а так-не видать бы нам податчика АвтоТИГ300, как своих ушей...3 балла
-
еще один аспект, который необходимо учитывать-регион, город в котором вы хотите работать. Если это мегаполис крупный, то вы своими бумажками, себе только самомнение повысите. Причина-перенасыщение рынка трудовых резервов. Сварщиков очень много, ОЧЕНЬ. Работодателю насрать на твои регалии и корочки, в должностные обязанности сварщика вменяется и слесарные работы. Редко где сварщик просто сварщик и не более. И там скорее всего ПА и каторга в дыму без вытяжек с чумазыми слесарями. Начнешь выпендриваться и рассказывать чему тебя несколько лет учили и к чему готовили и "я не слесарь, я сварщик!", получишь сначала замечание, потом пинок под сраку, а твой рабовладелец в течении 10 минут найдет на твое место нового "заложника". Капитализм, ничего личного. Недавний пример который наблюдал. Приходит к начальнику котельной человек из отдела кадров, ну они там в операторской общаются, мне приспичило попить (бойлер стоит в операторской). Захожу, слышу разговор. Этот человек который пришел устраиваться явно понимает что такое псх и теплотехника и что от него тут может потребоваться. На столе лежит пачка всяких дипломов и свидетельств. В итоге его не взяли. Догадываетесь почему? Потому что начальник котельной сильно тупее этого соискателя. И тот его может "подсидеть", у нас такой ведь образ мышления. Начальнику проще рулить менее амбициозным коллективом. Из всего коллектива операторов, только у одного есть образование, полученное на стороне, а не в учебном комбинате, в который отсылают от завода, но тот уже на пенсии и вряд ли кому мешает. Со сварщиками там так же, 6 разряд у всех (по внутренней сетке). Зарплата 42 тыщи. Не нравится вали-желающих за забором вагон. При этом парадокс есть. При приеме на работу ты должен быть с документами об образовании, стажу по трудовой надо 2-3 года, разряд не ниже 4-5, а потом уже на производстве, среди таких же бедолаг, ты узнаешь правду, куда можно свернув в трубочку, вставить все эти корочки и дипломы. Так что да, диплом нужен, чтобы устроиться, но потом он только мешает )) привыкайте. ПС, но при всем выше написанном- есть еще в отечестве нормальные работодатели, которые ценят рабочий класс и которые несмотря на общий строй, не превратились в упырей. Их мало, они как единороги, но они есть.3 балла
-
Анна осваивает Эво на "педальном приводе".. и далее композиция в стиле "Морального кодекса"-"Танки".... Хм, интересно, чертежи вроде были одинаковые, а танки получились разные
3 балла
-
Да меня не чего и не "захватывало " , читаю все супер внимательно ...2 балла
-
Ну на ПА скорее это только трата времени , ладно в ТИГ и то под определенный " на глаз сварщика угол " , ну а в ПА сплющить можно и есть опыт, я не было бы то и не писал , ЗЫ все решает сам сварщик м его "изобретательность " во преки всем Гостам и Наксам .2 балла
-
НЕ, я понимаю что танк "бутафория" и конкурс , но не допускаю сего на настоящем танке и по сему если они не научаться варить сплошняком "бутафорские и конкурсные танки" , то им нечего делать на УРАЛВАГОН МАШ , как т о так и не как иначе .2 балла
-
Вот танк из другого города, с прошлогоднего wordskills. Я полагаю что прерывистые швы там неспроста, скорее всего где-то на дополнительном листе чертежа такие технические требования указаны.
2 балла
-
, присадку плавить надо а не перешагивать да и скорость держать и чем она выше тем качественней шов да и сварщик о своей компетенции скоростью заявляет . Это чо за конкурс ?2 балла
-
... расход газа не зависит от режима ( тока ) сварки ., да , я видно совсем древний - отстал на всегда .2 балла
-
@selco ну в общем-то основа это руки и понимание ( звёзд с неба не хватаю ) имхо . Если аппарат позволит помочь то это жирный плюс . А а рассказы рекламщиков , что можно заварить наглухо закрытый угол без привязки к рукам и нюансам это обман2 балла
-
Игорь , да и в большей части даже не от аппарата зависит , а от рук и опыта. Но все же , тенденция на лицо на любом аппарате и даже Фрониусе , то есть чем длиннее вылет проволоки тем не стабильнее процесс и даже если это КЗ режим то частота КЗ резко меняется даже под полной защите газа , чем ближе вылет к наконечнику тем все стабильнее и стабильнее и частота КЗ увеличивается . Есть видео даже но сейчас не очень охото отыскивать сие.2 балла
-
@SergDemin, европейцам понравился этот собраный с моей помощью аппарат и они купили права на выпуск таких аппаратов только для них. Главное в этом аппарате было то, что он мог сваривать ЛБ или УОНИИ на 60-70 амперах без затухания дуги. Это сварные с нефтянки меня просили. Для заварки корня шва. Если не ошибаюсь. @МассаТом, так и назывался, Гроверс 200G. Разъёма не было, а регулировался кнопками и энкодером.2 балла
-
Таких больше не будет. Он у Георгия с Орла есть. Там был настраиваемый форсаж и хотстарт. И более квадратный, что ли, если так сказать.2 балла
-
А что , аппараты без Spot и Cpot режимов стали уже ненормальные ??? Подобные приставки , без педали, сопел, стоят порядка 3-4 тыс.руб.....А =нормальный= аппарат сколько??? Эта-же приставка должна работать и с полуавтоматом. Что, и полуавтоматы проще заменить ????2 балла
-
Уважаемые, я не состою в группе в Контакте. Я вообще считаю этот Контакт рассылкой вирусов и спама. Да и вообще эти соц сети, на мой взгляд, больше для молодёжи и детей. Потому если есть ко мне вопросы, то пишите в личку. Либо тут, но с привязкой ника, что бы была ссылка на ваш вопрос. А то я просто могу не увидеть за кучей сообщений. Гроверс 200G всё же определяют как профессиональный промышленный аппарат на 220 вольт. 160pfc я бы всё же отнёс к качественным бытовым аппаратам.2 балла
-
Еще фото. Кот сразу понял где место забивать. Окончательный вариант под лаком. Ну и вкусняшка, тыква с мясом. Газовая плита как подставка теперь служит. В скором времени выкину вообще. Ну и микроволновки и мультиварки жалкое подобие Русской печи. Вообще много времени печь экономит при готовке. Протопил, поставил кастрюлю с супом на ночь и вуаля все готово. Ни чего не убегает не пригорает и не киснет. Теперь понимаю почему Лев Толстой любил суточные щи. Дочка пироги и хлеб печет.
2 балла
-
Принесут глушитель,вот и делаешь по образу и подобию новый.Без "полостной хирургии" не сделать внутренности. Добавляем выходной патрубок ( размеры клиент дал ), и получаю новый глушитель.
2 балла
-
Эта история началась 33 года назад, то ли в конце 87, то ли в 88. Это мне друг мой, Петрович. напомнил. Что 33 года прошло . Как в сказке. Был я тогда молодой, кучерявый электронщик. Мужики в механическом цеху двери себе делали, как то волна такая пошла. Я увидел, ух ты, давай и я сделаю. Купил трубу, аккуратно ножовкой попилил - болгарки тогда ещё и в помине не было. Тогда ни у кого не было. Вставки мне в цеху нарубиили, бортики загнули. Я её бегом сварил каким то трансом на лестничной площадке. Ура!!!. А потом задумался о петлях и замках. Как замки в готовую железную дверь врезать? Кое как справился, правда дверь на коленку уронил и кусок шкуры срезал. Пришлось ехать в травму, штопать. Отметина так и осталась. С петлями тоже накосячил. Нарисовал то я их быстро, пошёл к другу Миколе. Он эскизы глянул, на днях сделаю. Прихожу забирать, а он спрашивает, это что будет, куда опоры? Я говорю - петли на дверь. Вот он матерился! Ты что совсем сдурел? Я в каждую петлю по 3 подшипника засунул, два радиальных и упорный . Мне тогда казалось, что так правильнее будет . Ну ладно, приварил я к ним пластины, пошёл к Петровичу, он мне на фрезере всё обровнял, зашибись! А подшипники туда, естественно, не лезут. Стенки у стаканов тонкие, утянуло при сварке. Пошли к координатчику. Тот посмеялся, ладно, помогу я твоему горю. Расточил. Коробку из швеллера десятки сварил, На место воткнул и бетоном хорошо залил . На мертво! И на этом всё. Пришли девяностые, стало не до двери. Я в сантехники подался. Так и стояла дверь 33 года. Голая и даже не покрашенная. Ну а поскольку прихожку в порядок привёл, надо было и дверь доделать. И не просто доделать, а сделать её максимально похожей на межкомнатные. Даже ручку такую же сделал. Вот что из этого получилось. Уже и краску молотковую купил, потеплеет, снаружи покрашу. Осталось только вертушки для замков сделать, но это потом. Надо последнюю комнату обдирать и штукатурить, пока зима и сохнет всё хорошо.
1 балл
-
Хреновые -это не то слово....1 балл
-
@selco, согласен ,я то поэтому и говорю у вас у большинства здесь есть опыт, мне просто кажется что сплющивая сопло есть вероятность замкнуть на сопло наконечник , не обязательно напрямую а брызгами которые заполнят близкое расстояние быстрее ,так то ничего страшного но вести надо будет горелку очень устойчиво чтоб не замкнуть соплом на деталь, в закрытом углу ситуация с этим очень тонкая1 балл
-
Я и не говорил про сварку одной рукой, тут двумя кое как), а сопло пилить чтоб вылет проволоки уменьшить, вам виднее имея опыт таких работ, мне ещё не пришлось но вопрос был не праздный.1 балл
-
Вот. Блть, Братцы - акробаты... "Миротворец". Ответе на один вопрос! На хрена была создана эта площадка? А? На хрена вы создали этот форум? Что-б помогать себе подобным товарищам. Нет? Что-б опытом делится. Советами. Идеями. Так? Нет? а он мне "Пусть помучается!" Да Спасибо тебе от души!!! Всё!!! Тема закрыта. PS с трёх страниц балагана, кому хочу выразить благодарность, это Kurt1 . Вот кто один дал толковый, дельный совет. Спасибо, от всего сердца!1 балл
-
Как надумаешь, присылай. Я реально такой аппарат впервые видел.))1 балл
-
... скорей Ваша продукция буржуям не понравилась как конкурент ., в демократических целях переименуют под себя или захерят предварительно выудив изюминку Ваших трудов .1 балл
-
@Andkuznya75 вы может запутались в определениях, но от токов обмерзание редуктора вообще ни как не зависит1 балл
-
@Rayans, Попробуйте чуть горячее процесс настроить. Шов должен стать не такой выпуклый.1 балл
-
В свое время, когда промышленность на Украине уже конкретно загибалась, была у меня бригада сварщиков, состоящая из спецов с высшим образованием в области сварочного производства с Николаева, ... кораблестроители.... это было чудное для моей карьеры ИТР время.... столь грамотные исполнители для руководителя-мечта....1 балл
-
@Глобул,трудовой стаж минимум 6 мес.вроде по специальности.1 балл
-
@kulik_anna, здравствуйте. Один совет, который осознал (узнал) спустя пару лет, совет о том как построить обучающий процесс, заранее предупреждаю, требует времени, которого зачастую ни на производстве ни в учебке попросту не хватает. Суть способа научиться не торопиться и научиться действительно видеть, что происходит с металлом, ни РДС ни ПА этого вам не позволят, РАДС самое то. Для уверенного соблюдения геометрии рекомендую следующее. Берем пластину s5-6 (ни толще, ни тоньше, ст3,20 сп,пс, нержавейку не надо). Отчерчиваем (прорезаем ушм на глубину 1 мм ,диском 1,2мм) на этой пластине ТРИ параллельные прямые (0-5-10мм), далее самое сложное-ток снижаем ниже номинального на 25%. Ванночка должна образовываться не в течении 2-3 секунд, а в течении 4-4,5 секунд. Я этот метод назвал "эстонское кино". Метод подходит не всем, он помогает перестать торопиться и реально увидеть как проявляется (видится глазами) расплав, присадочного и основного материала. Левая и правая линии (1 и 3 линия) это края шва-центр (2, средняя линия) это упор для сварочного прутка (его диаметр это отдельный разговор, на первых порах не стоит брать очень толстый, начинать желательно с 1,6-2мм не более (НЕ использовать плетенку из ПА проволоки, строго присадочный пруток). В этот центральный "желобок" упираем присадок, который в дальнейшем будет постоянно подаваться в ванну, не вынимая из оной во избежания образования шариков на конце присадки, вводить присадок строго после образования ванночки, примерный угол подачи 45гр. по отношению к пластине, если вы научитесь постоянно удерживать пруток в ванночке то вероятность образования шариков на конце прутка будет равна нулю, поверхностное натяжение не даст. Поймите, скорость придет сама собой, сейчас важна геометрия и ваше зрение, если вы научитесь не торопиться и видеть "замедленно", то все это потом будет вам подвластно и на высокой скорости (что снизит перегрев зтв и изделия в целом). Поджиг, начинаем следить за ванночкой, сначала она очень маленькая 2-3мм, потом пятнышко увеличится до тех самых 5-6мм (мы попросту перегрели заготовку), начинаем двигаться от края к краю (от отчерченных линий, присадок пока не подаем, шаг (вперед) между колебаниями влево-вправо не более 1-1,5мм, повторяю, не более 1-1,5 мм вперед за цикл "влево-вправо". Работать придется в перчатках с толстым раструбом из кожи, защищающим запястье, хорошо если есть подкладка из кремниезёмистого волокна (под подачу присадки). Сама пластина и зтв будут перегреты очень сильно, наплевать, мы варим не ксс, все это в замедленной "съемке" позволит вам сделать самое главное-научиться не торопиться. Скорость придет сама, вам важна геометрия. Сплавление, обратный валик, высота усиления\катета, все это ерунда-добивайтесь эстетики\геометрии. После того как ванна стала стабильной, окунаем в нее пруток и более его из ванны не вынимаем от слова совсем. Теперь задача передвигая дугу\ванну от края к краю, научится "перешагивать" через пруток, запомните, пруток всегда снижает температуру ванночки если его подавать "сбрасывая" капли (то есть если пруток вводится в ванну прерывисто, а не постоянно),если же подача постоянная, то снижение температуры ванночки-меньше\не столь заметно. Итак, стык, идем от края к краю, "перешагиваем" через пруток таким образом-заходим на него, никуда (пруток) не перемещаем, он находится в упертом положении в середине стыка (2я очерченная ушм линия), образуется некоторый избыток присадочного материала, ЧУТЬ догреваем (притормаживаем) и тащим капельку\ванночку к другому краю-отчерченной линии, и так от края к краю. Повторюсь, задача у вас научиться видеть как растекается присадок от края до края стыка. При сварке тавра\горизонта, пруток важно научиться удерживать на верхней грани сварочного стыка. не надо им елозить, ванночка сама за счет поверхностного натяжения утащит за собой расплавленный присадочный материал, и подреза не будет (сверху). Способ не мой, его мне показала девочка, за что ей земной поклон, уделала меня как сопливого на сварке нержи на сдаче тестов. Парни так не умеют, мне повезло найти такого "наставника" Повторяю, задача просто увидеть края сварочного стыка, НЕ ТОРОПЯСЬ, и научиться "перешагивать" через присадочный пруток. ПС, я полтора года "бежал впереди паровоза" на завышенном токе и не мог понять почему стыки серые или коричневые, оказалось я торопился. чуть снизил ток, повысил защиту и теперь я счастлив. Далее придет осознание подбора тока и диаметра присадочного прутка. Вам повезло, что вы попали к Сергею Николаевичу, у вас есть возможность задавать вопросы и практиковаться "здесь и сейчас" Потом когда вы поймете (увидите) как происходит сплавление, можно будет перейти на более высокие токи и нержавейку, но с осознанием которое вы приобрели ранее. ПС, не знаю, поможет ли это вам, но девочка которая меня этому учила, считала ванночку чем-то одухотворенным и говорила что она живая, я этим столь глубоко не проникся, но вам может пригодится. Мне помог метроном в телефоне и наушники. Пис.1 балл
-
Опыт с годами приходит, пусть помучается.
1 балл
-
1 балл
-
Евгений, доброго Дам здравия! Если честно, долго ждал и надеялся что на ютубе выйдет ролик по сварке как у нас их называют "воротниковых врезок"(вварка трубы в трубу). Но время не позволило ждать, много было попыток без положительного результата. Но при совершенно случайном случае. в самом неудобном месте эта врезка оказалась строго смотрящей вниз, тобишь шов потолочный. Все отмахивались от этого стыка, у кого жопа не пролезет, у кого аппарат не потянет такой ток, послали меня, как самого молодого. Многие хихикали за спиной, что стык не продавлю, некоторые прямо говорили, что ты приехал за место другого человека и должен уйти..." вот и пришел мой час собирать чемодан братишка". Выбора у меня особо не было, пошел варить. После того как заварил, не стал смотреть на провар и даже скотч с трубы не отклеил. Позвав итальянского инженеришку по сварке принять стык, повесил нос и пошел хапнуть свежего воздуха на улицу, сказав про себя будь что будет.. Результат на фото Труба внешняя Ф63 стенка 2мм, врезка труба Ф32 стенка тоже 2мм, спасибо слесарю что подогнал врезку без зазоров.
1 балл
-
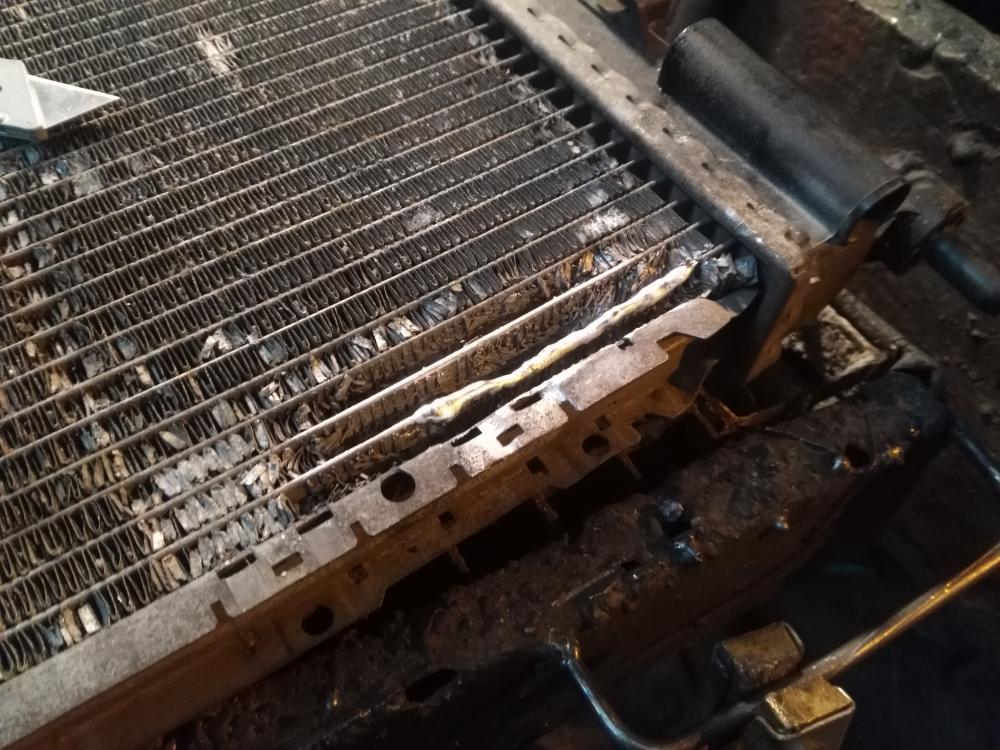
Ремонт радиаторов — не мой профиль, хотя не позднее как вчера приходилось заниматься и этим , но мне кажется, что самым распространенным присадком для ремонта радиаторов является 4047, по причине идеальных для этого характеристик.1 балл
-
Перечитывая тему про Форсажи 315й и 500й, прочитал и посмотрел по фото, как Валерий (Selco) варит соты радиатора. И тут я вспомнил,что у меня лежит уже больше года радиатор, запоротый сундуком. Созвонился с человеком, забрал свой личный Гроверс. Ну и переделал. Ток 27 А и 31 А, частота АС 250 Гц, присадка 5356 ф1,5, электрод 2 мм какой-то Бинцелевский с берюзовой краской. Руки конечно к такому не привыкли, но в целом хорошо,посмотрю если начальник отдаст, то вскрою ещё пару сот и буду тренироваться.
1 балл
-
@Дед мазай, Перед этим :- Не очкуй, я тыщю раз здесь ездил. Ведь джиперы в воде не тонут, а проверяют глубину.1 балл
-
1 балл
-
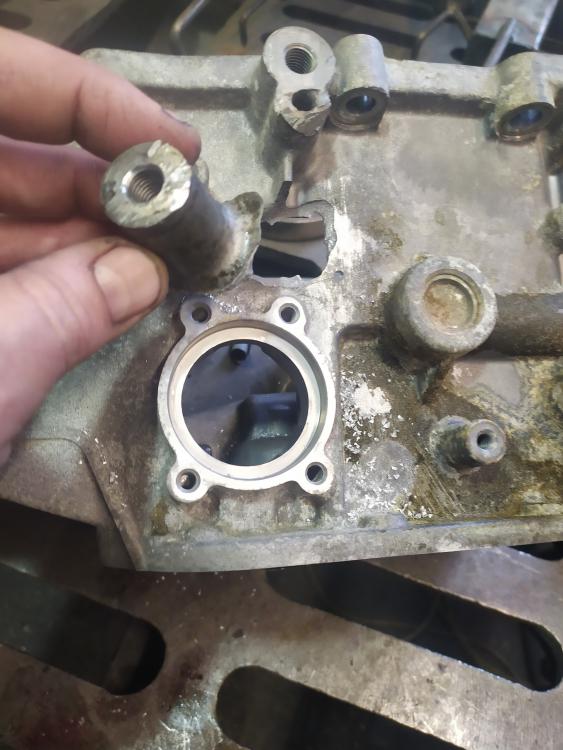
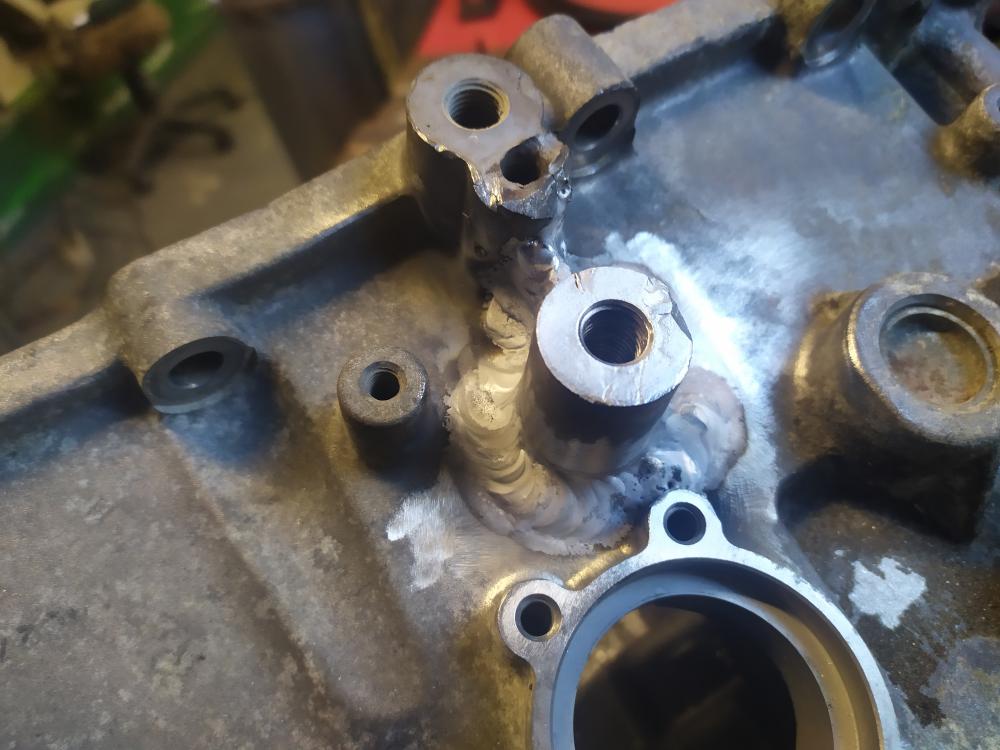
Какой-то нестандартный поддон. Выломали резьбовое посадочное место. Сварка с обоих сторон,проверка на мел.
1 балл
-
Вот у нас один, очередной директор реформатор, тоже задал такой вопрос рабочим и предложил им делать доплаты за счёт зарплатного фонда сокращённых контролёров. Народ доплатам был рад и хлопал в ладоши. Но не долго. Контролировать себя ни рабочему, ни мастеру, ни нач. цеха было конечно невыгодно. Со временем все забили на это. "Корабль" стал функционировать хуже. Постепенно "в виде контролирующих лиц" в цехах стали назначать освобождённых рабочих. Потом опять назвали их контролёрами. А потом, как вы догадываетесь, пришли к тому, что "на корабле должны еще штатные единицы" и опять восстановили цех контролёров. Возвращаясь к заданному вопросу: "если контролеров убрать,будет корабль функционировать хуже?" отвечу - да будет хуже, если конечно не передать эти функции должностям с другими названиями. Я конечно на корабле был только на экскурсии, но думаю, что и там существуют, проверяющие, контролирующие, контрольные комиссии и т.п. (как внутренние так и внешние) .1 балл
-
@Sergeich155, только не нужно ныть и терпилить. Видео не моё, проблема есть, я всё делаю правильно, раз я сказал, что проблема есть, значит она есть. Я всё верно воспроизвел? Теперь по пунктам. Зачем варить автожелезо в смеси? Если проблема "плавающая", то аппарат принудительно загоняется в непрерывный режим, чтобы нештатное поведение можно было "срисовать" очень точно и в конкретный отрезок времени + продемонстрировать дефект работы аппарата на продолжительном шве. По Вам, да, кое-что ясно." Я сказал, значит, так и есть. Видео снимать не буду, я слишком высоко от этого". Ничего конкретного и внятного, ничего.1 балл
-
@Sergeich155, ну, тогда давайте бросим клич здесь, на форуме? Пусть кто-то из "технарей" выкопает проблему и даст грамотно обоснованное заключение, мол, "Вот эта пипка здесь стоИт и работает неправильно! Надо сделать то-то и то-то, чтобы устранить проблему!" Просто я сам полный ламер в плане электроники, потому так коряво выражаюсь. Если пойти от обратного, то сколько (хотя бы здесь) народу, у которого именно Оверманы работают должным образом? Насчёт невозможности снять видео, тут уж извините, детский лепет. Что мешает попросить кого-нибудь помочь? Объяснить, что нужно, дать ему светофильтр\маску и пусть снимает хоть на телефон хоть на цифровой фотоаппарат?? Было бы желание, как говорится...1 балл
































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)