Лидеры
.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)



Популярный контент
Показан контент с высокой репутацией 12.02.2021 во всех областях
-
Масенькая цацочка чугунная,которая работала в масляной ванночке и поломалась. Сделал саму ось для позиционирования куска и выточку в оси,чтобы не прихватить обратным валиком,т.к. места мало и пришлось душить педальку.
 10 баллов
10 баллов -
9 баллов
-
Мы почти год, медленно и с расстановкой монтировали нашу КТП... В ближайшее время предстоит ввод в эксплуатация. Казалось, ну вот, 400кВа нам за глаза, второй трансформатор может и ставить не придется... Внезапно у нас сдох один из винтовых компрессоров и по случайному стечению обстоятельств мы сразу купили новый чуть большей мощности... Сегодня он встал на погрузку в Москве... И 400кВа нашей подстанции стали абсолютно неактуальны. Бюджет мощности опять в жутком дефиците... Двоякие какие-то чувства... С одной стороны радостно из-за хорошей покупки, а с другой грустно от предстоящей суеты с лимитами на электроэнергию и модернизацией ТП... . Встречаем виновника смешанных чувств: Немецкий компрессор "ALUP Allegro 260", Потрепанный снаружи и новый внутри, 14 лет стоявший на ответственном хранении и наконец дождавшийся нового владельца....
6 баллов
-
Трещина интересная и по толщинам, и по переходу в ребре рядом с посадочным местом шпильки. Задача была на переходе "вгрызться" глубже(в пределах разума) и залить так,чтобы потом возможно было уложить по плоскости шайбу с гайкой. Педаль,панч осветлённый от Александра,керамика 5L резанное пополам(удобней управлять\варьировать), вольфрам 2.4мм WT-20, горелка WP-20,сундук Edon 200,шаловливые ручки и дурная голова - молдавские
6 баллов
-
@SAV,разговор о сопромате начали вы. Теперь начну с последнего: нагрузки на скручивание на раме очень большие- наклоны ж/д полотна немаленькие, притом, что расстояние между тележками минимум 16 метров. В итоге сваренная рама без кузова на тележках имеет прогиб 400-600мм. После установки кузова скручивание по уровням составляет не более 50мм, но все равно оно есть. Насчет толщины стенки трубы вы правы- я неточно выразился, оплошал. А вот подкладной шнур, который вы советуете, на трубах пароперегрева с толщиной стенки 40мм, попробуйте установить потом проварить и пройти узк-узд. Еще попробуйте увеличить зазоры на гостовской разделке и по прихваткам попытаться их сдать скописту. Читаю ваши сообщения во всех темах и больше прихожу к выводу, что вы , батенька, больше умничающий теоретик, чем практик. Вы везде толкаете свою теоретическую "подкованность" смешанную с личными домыслами-выводами, насмотревшись интернета. На форуме предостаточно технологов по сварке, конструкторов, инженеров-сварщиков, профессиональных специалистов. Не нужно людей тыкать знаниями сопромата и пытаться ставить себя выше других в вопросах сварочного искусства. Варите образцы, делайте шлифы, публикуйте данные и фото по проварам и... будет вам счастье.4 балла
-
 Сварка стали Hardox СОДЕРЖАНИЕ Важные параметры, влияющие на результат сварки6Присадочные материалы6Требования по содержанию водорода в присадочных материалах7Присадочные материалы из нержавеющей стали8Защитный газ9Погонная энергия10Скорость охлаждения t8/511Порядок наложения швов и величина зазора между свариваемыми кромками12Температуры предварительного нагрева и между проходами12Водородное растрескивание13Температуры предварительного нагрева и между проходами для стали Hardox13Температура между проходами15Достижение и измерение температуры предварительного нагрева15Наплавка твердым сплавом16Рекомендации по минимизации деформации шва17Сварка на грунтовке Hardox18Термообработка после сварки18https://ruukki-ural.ru/upload/iblock/874/874907f5e606cd9bdc1592693d343f83.pdf Сварка на грунтовке HardoxСварка может выполняться непосредственно на грунтовке Hardox благодаря низкомусодержанию в ней цинка. Грунтовку можно легко удалить щеткой или зачистить в областисварного шва, см. рисунок 13 Удаление грунтовки перед сваркой может быть целесоо-бразно, поскольку может минимизировать пористость сварного шва и облегчить сварку внеудобном положении. Если грунтовка остается на поверхности шва, его подповерхностнаяи поверхностная пористость может немного увеличиться. Дуговая сварка порошковой про-волокой с основным флюсом обеспечивает наименьшую пористость. Важно поддерживатьнадлежащую вентиляцию при всех процессах сварки; в этом случае грунтовка не окажетвредного воздействия на сварщика и окружающую среду. Для получения более подробнойинформации, загрузите файл «TechSupport #25» на сайте www.ssab.com.4 балла
Сварка стали Hardox СОДЕРЖАНИЕ Важные параметры, влияющие на результат сварки6Присадочные материалы6Требования по содержанию водорода в присадочных материалах7Присадочные материалы из нержавеющей стали8Защитный газ9Погонная энергия10Скорость охлаждения t8/511Порядок наложения швов и величина зазора между свариваемыми кромками12Температуры предварительного нагрева и между проходами12Водородное растрескивание13Температуры предварительного нагрева и между проходами для стали Hardox13Температура между проходами15Достижение и измерение температуры предварительного нагрева15Наплавка твердым сплавом16Рекомендации по минимизации деформации шва17Сварка на грунтовке Hardox18Термообработка после сварки18https://ruukki-ural.ru/upload/iblock/874/874907f5e606cd9bdc1592693d343f83.pdf Сварка на грунтовке HardoxСварка может выполняться непосредственно на грунтовке Hardox благодаря низкомусодержанию в ней цинка. Грунтовку можно легко удалить щеткой или зачистить в областисварного шва, см. рисунок 13 Удаление грунтовки перед сваркой может быть целесоо-бразно, поскольку может минимизировать пористость сварного шва и облегчить сварку внеудобном положении. Если грунтовка остается на поверхности шва, его подповерхностнаяи поверхностная пористость может немного увеличиться. Дуговая сварка порошковой про-волокой с основным флюсом обеспечивает наименьшую пористость. Важно поддерживатьнадлежащую вентиляцию при всех процессах сварки; в этом случае грунтовка не окажетвредного воздействия на сварщика и окружающую среду. Для получения более подробнойинформации, загрузите файл «TechSupport #25» на сайте www.ssab.com.4 балла -
 День добрый, немного дополню Сварка сталей HARDOX и WERDOX. Руководство по сварке, сталей производимых SSAB, марок WELDOX и HARDOX..pdf Сварка сталей HARDOX и WELDOX.pdf3 балла
День добрый, немного дополню Сварка сталей HARDOX и WERDOX. Руководство по сварке, сталей производимых SSAB, марок WELDOX и HARDOX..pdf Сварка сталей HARDOX и WELDOX.pdf3 балла -
Карантинная работа лета 2020. Приехал скай на переварку банки. Разные диаметры по сечению, пришлось изгаляться. Старая и новая банки. Сужаю Отпилил поворотный фланец, прикинул по месту. Фланец готов, прихватил конечные удлинители. Мои корявые швы на кронштейнах. И на обварке поворотного фланца. Ну и резонатор с переходниками. К сожалению, конечный вариант уехал, сфотать я уже не успел.
3 балла
-
Забубенил такую чудо-струбцину из обрезка лома, арматуры, кусков рессор, рулевого наконечника MAN, боевого крещения не выдержала слизало резьбу в гайке - надо было 2 вместе сварить,
2 балла
-
В МИГ-2
2 балла
-
Вы знаете что, как в поговорке - "Нашли труп хороните, меня в это дело не тащите". Я тут вообще мимо проходил, а меня Вад11 подписал под это дело. А по поводу видео что мы видим, дык это натренированность человека который не первый месяц, может год делает эту работу. Да круто, что человек натренировал до такой степени свои руки. Можно посмотреть книгу рекордов и там тоже будут поражающие факты каких высот может добиться человек постоянными тренировками и имея большую силу воли к достижению цели. Что касаемо ВАШЕГО (selco,sherwood, Сергей09, NikOtiN, Георгий 11) вопроса, то понятно, что один человек может сваривать TIG сваркой так как показано на видео, а второй менее опытный будет сваривать MIG, то понятно что скорость сварки и наверное тепло-вложения будет меньше у человека который П/А берет в руки по большим праздника. Вообще то это надо очень сильно "поперчить" NikOtiN, он сделал это вброс. Написав что я борюсь с тепло-вложением. Я в данный момент борюсь с постановкой рук, и попутно задаю разные вопросы для информации.2 балла
-
2 балла
-
@NikOtiN,все претензии- в WSR! Вольное обращение с ЕСКД и прочей нормативкой-их фишка... Зато понтов-на миллион..... Но, с паршивой овцы-хоть шерсти клок ... Апломбы и амбиции этой шараги мы используем в свою пользу...2 балла
-
https://www.youtube.com/watch?v=N4hygu7zwHY&feature=emb_logo1 балл
-
Начинающим1 балл
-
Намного проще вам будет зайти в соответствующую тему по педалькам и начать с первой страницы. Все ответы на свои вопросы найдёте. http://websvarka.ru/talk/topic/4916-pedal-upravleniia-tig-svarkoj/ Кстати,даже выше написанный мной пост соответствует "Советы начинаюшему аргонщику"1 балл
-
ORRIL - гадкая штука,но с неё начать можно. Там полоз паршивый,перескакивает. Требуется переделка.1 балл
-
у меня больше 2-х лет пульсовый аппарат.варю от 1 мм до 6 мм.всё отлично.вообще считаю что к алюминию без импульсного полуавтомата лучше не подходить.люди варят конечно.но малость это не то...а вот пульс как раз делает то что нужно.а двойной вообще отпад.но так как у меня постоянно творческая работа и зазоры на деталях гуляют.то двойным пульсом я пользуюсь редко.1 балл
-
Да, с донора и тоже битого.1 балл
-
@SAV,я вам написал про большие толщИны, а не про диаметры. И не все трубы можно варить с подкладной пластиной, а приклеить вовнутрь вообще ничего невозможно. Зазоры и разделка определены Гостами, остальное отсебятина. Теперьпо поводу наклона и перпендикулярности: с сопроматом знакомы, однако объясните мне распределение нагрузок при сварке двух швеллеров перпендикулярно друг другу. Варить нельзя, однако ну очень многие рамные конструкции сварены именно так. Вы скажете, что верхняя и нижняя пластина у швеллера толще боковой и они как-бы являются несущими и воспринимают всю нагрузку на себя (расчет по запасу прочности), однако на многих рамах вагонов прифиль гнутый и толщина одинакова по всем сторонам. И варится и ходят десятилетиями.1 балл
-
Если посчитать чисто математически, то чем меньше значение справа от = мы подставляем (а у TIG сварки к = меньше всех) то и слева от = цифра будет меньше. Правда есть еще один показатель как скорость сварки не знаю у кого она больше, наверное у П/А то возможно и тепло-вложение будут меньше, но это все равно надо считать, так как на первый взгляд цифры 0.6 и 0.8 не так отличаются но если на это число умножить слишком разные числа полученные при вычислении то разница может быть ощутимой. Если опытные сварщики скажут что они могут сваривать TIG сваркой на такой же скорости или чуть меньше как и на П/А, то тепло-вложение у TIG сварки будет значительно меньше. Это все из формулы. Помните я же не сварщик, всего навсего решил пример с помощью формулы. Вы уверены что второй ник в этой строчки должен присутствовать?1 балл
-
@SAV, ты привёл меня к одной простой мысли -- контроль сплавления = контроль края сварочной ванны. Нет ванны -- нет контроля. Тут я имею ввиду что в режиме сварки жестянки, когда ванну невооружённым глазом уже не различить, мы не контролируем сплавление. Если ты не привык смотреть и видеть ванну, её размер, её края, то мы говорим на разных языках. То есть я вижу сплавление, а ты пытаешься идти чисто по приборам. Вот спроси у профессионального водителя со стажем, на какой скорости он пройдёт поворот 60о с радиусом 30 метров. Представляешь как он на тебя глазами захлопает после такого вопроса. Нет, посчитать то это можно, конечно. Но какой смысл?1 балл
-
@SAV, струя горячее и плавит соответственно глубже, очень жидкая ванна. Короткая дуга намного податливее в управлении ванной, и тягучее металл.1 балл
-
А что у производителя попросить помощи ,,,. и они просто обязаны дать вам информацию . Вот ваша приставка должна иметь заводской № и по этому номеру все должны предоставить , или даже в ремонт взять свое изделие . http://feb-spb.narod.ru/index.htm?/moda250.htm1 балл
-
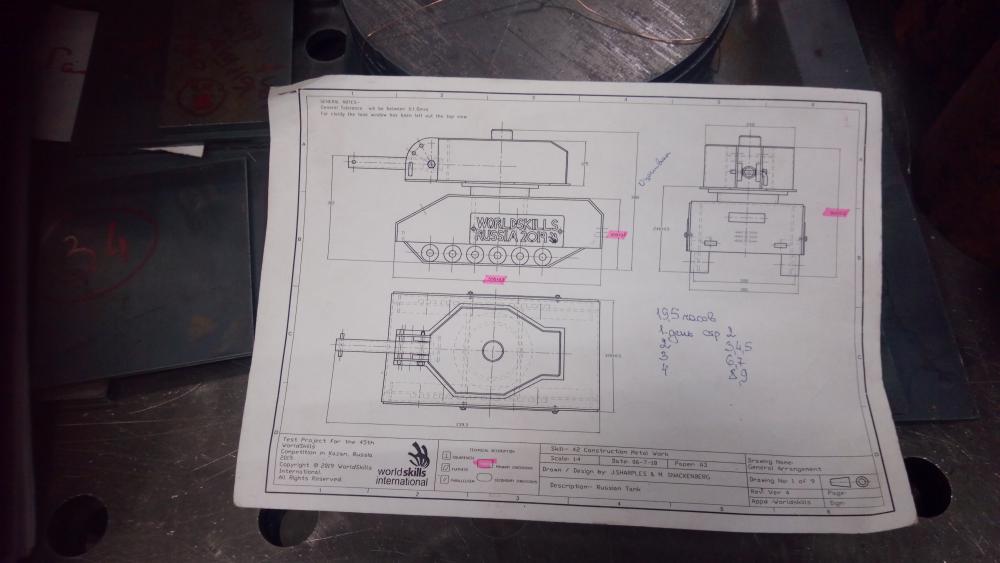
Это оптический обман ..так то это первый корневой слой без облицовочного, так сказать-промежуточный результат, линейный режим, токи до 120А,Эвоспарк500АСDС P...стальВСт3сп Вышли на финишную прямую подготовки к региональому Чемпионату WSR в компетенциях "Сварочные технологии " и "Производство металлоконструкций"....вторая-впервые в Кировской области...сегодня юные подаваны 2 курса ОитСП вылизывали родную мастерскую до чистоты хирургического оперблока... ..танк-это у производства м/к задание с прошедшего ЧР... таковы правила...весьма сложное задание....
1 балл
-
@Calma, Александр , добавлю с твоего позволения тоже самое но в формате PDF Aluminium Brochure 2015.pdf1 балл
-
https://mash-xxl.info/info/157044/1 балл
-
Не знаю то ли что требуется:
1 балл
-
Да нет и как это надоел , это очень пользительно для всех и меня тоже , выкладывай все не чего не таи1 балл
-
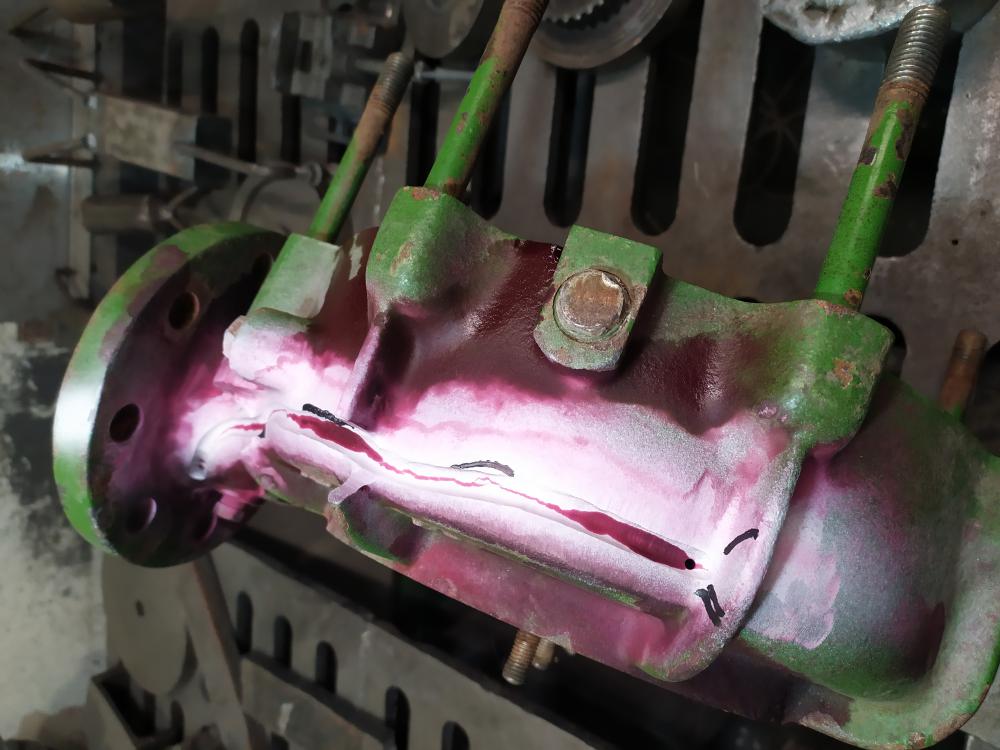
Если ещё не надоел с чугуном,то уже неплохо. В работу пришла "улитка насоса" с двумя трещинами. Пока работаю с одной и лишний раз убеждаюсь,что перепроверять окончание трещин всегда надо обязательно.
1 балл
-
просто DCS1 балл
-
Будет много букв.. В 2018 году я активно эксплуатировал старые алюминиевые цементовозы. После смены маршрутов с гладкой М2 на региональные колдо..ины поползли трещины по старым ремонтным швам.. К тому времени я уже приобрел опыт локальных взрывов на выгрузке из-за отрывающихся заплат и опыт общения с установщикам этих заплат... В общем подбил производственного сварщика на авантюру и полезли мы варить люминь.. Kemppi KMS 400 у меня на тот момент имелся, программ для сварки алюминия там хватает, баллоны с аргоном купил. Начали варить - получается полная фигня, все в дыму, потолок хрен заваришь, расплавленный алюминий падает на руки и в ботинки(, или накакиваются горки алюминия с малым намеком на сплавление при уменьшении тока. С помощью интернета и резака первую бочку работать отправили. ТИГа на тот момент у меня еще не было. Полез собирать информацию, что, как и почему... В том числе и на этом форуме. Вспомнил одно ТЗ на крышный фонарь из алюминиевого профиля - там было жесткое требование сварку осуществлять методом МИГ с проволокой 6061, для предотвращения явления толи HAS, толи HAZ точно не запомнил, но суть была в недопустимости перегрева околошовной зоны..Так же вспомнил слова одного из водителей - бочку варить только полуавтоматом.. В общем поехали мы с Алексеем на велдекс пробовать и покупать Аврору даблпульс. На выставке нам сей аппарат представитель Авроры включить отказался, сославшись на отсутствие межблочного кабеля, но потащил к образцам Аврора Динамика с речью что их свежекупленный в Китае завод вот-вот запустит в производство то, что сейчас тут известно как Магнум и прочий Шерман и надо подождать до весны.. Там же посмотрели на большие однофазные сундуки от Хелви и Гроверс, больше по бюджету ни на что не хватало... На этой же выставке пообщались с Виктором, который тоже интересовался в какой-то момент Авророй и полностью разочаровались в несовпадении потребности и возможности. В общем на той выставке я поимел мозги представителям всех компаний, предлагающих решения по сварке алюминия по поводу их возможностей и стоимости. Вот тут начинается самое интересное. На тот момент практически все представляемые аппараты от 300А в примерно одинаковой комплектации стоили примерно одинаково, насколько помню от 350000 до 450000. По этому поводу зацепились языками с представителем одной нижегородской компании. Слово за словом и я от него послушал такую речь: Х..ли та всякие Меркле, мы в СССР в конце 50-х на судозаводах люминь полуавтоматами варили как тетя Соня борсч, ранцевое подающее, короткий рукав, большие токи и вперед.. Пока санитарные службы не начали задавать вопрос, а от чего это у вас сварщики на производстве мрут как мухи зимой.. Виной оказался белый липкий дым от медленно сгорающей оксидной пленки алюминия, который оседал в легких и вызывал что-то типа силикоза... Вот тогда в СССР, умевшим делать только калоши, придумали и импульсную сварку для распространенного и перспективного на тот момент металла.. Тут Selco выкладывал фото или картинки из секретной литературы аппаратуры тех лет...1 балл
-
. ЪУЪ, Лео отжигает по-взрослому)))1 балл
-
Да педаль тоже купил но с ней еще не разобрался ). https://youtu.be/_ohPn4nYRh81 балл
-
Ох китайцы, что творят... https://youtu.be/ekwk5VsflKI1 балл
-
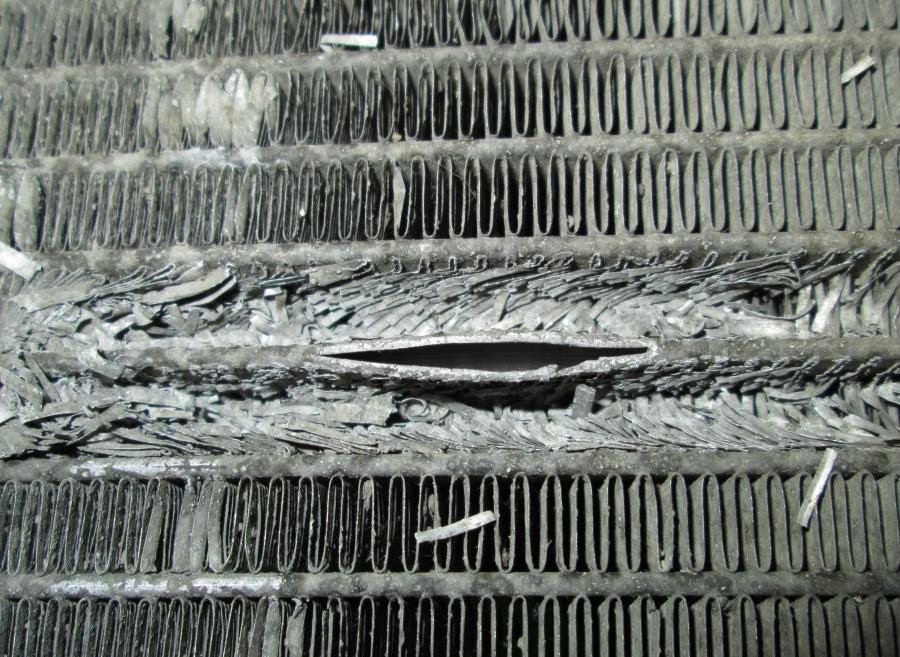
С наступлением морозов поехали теплообменники с колонок. Что характерно, уже был паянный-варенный. Клиент просто пожал плечами, мол бывает, второй раз разморозил. Танцы на граблях http://i.piccy.info/i9/2735a252e5ad85fd4e3a50c9e50a5ab0/1611121990/55472/1405052/20210119_174941_800.jpghttp://i.piccy.info/a3/2021-01-20-05-53/i9-14166221/450x800-r/i.gif http://i.piccy.info/i9/1f8d6910429d1b424c1dd99a2d3404c6/1611122096/80293/1405052/IMG_20210119_141243_800.jpghttp://i.piccy.info/a3/2021-01-20-05-54/i9-14166223/566x755-r/i.gif1 балл
-
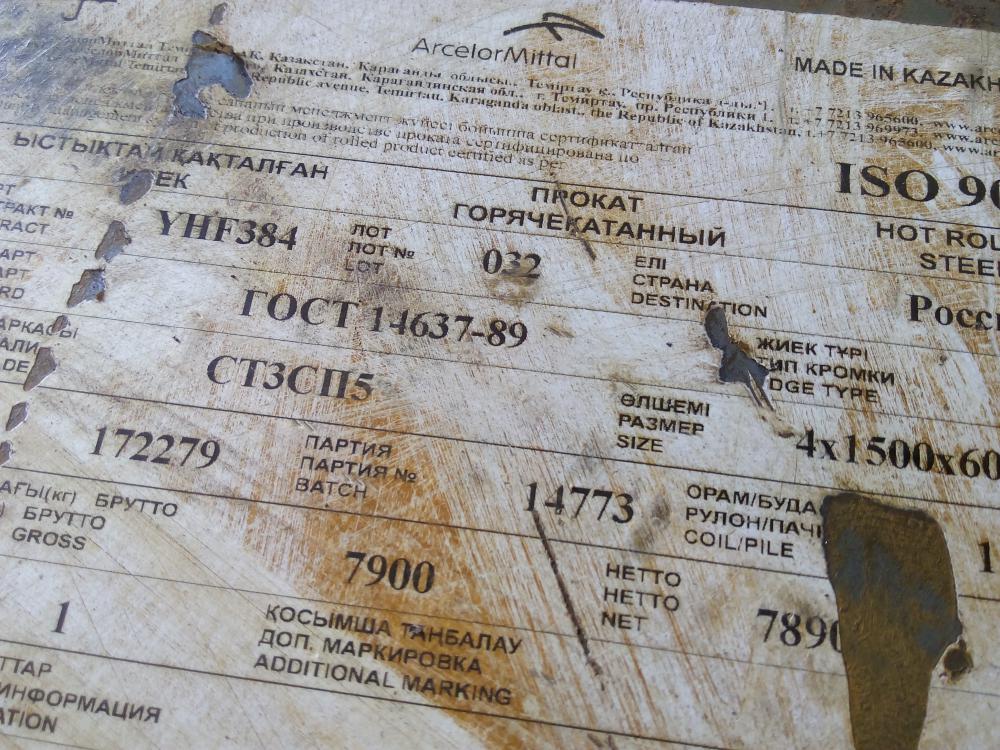
Вот такой лист металла 6/1.5/4мм.мне однажды продали на металлобазе в Красноярске. Подлянка была с нижней стороны поэтому и не заметил. Там же сразу и порезали по два метра. Привёз домой, начал кроить и охренел. Неделю боданий с базой договорились на скидку при следующей покупки. Вот такие закидончики заставляют держать "ухо востро"
1 балл
-
Трубогиб вспомнил сразу. Конечно он имеет вес и объём, но ускоряет работу, если его взять. Конечно без коротких отводов в ограниченном месте не обойтись
1 балл
-
Так-то инженерными сетями я уже не занимаюсь практически, но, что называется, "из любви к искусству"-иногда берусь. Под перспективные врезки в систему водоснабжения-сваял "крокозябру" и инсталлировал её в колодец. Знакомый слесарёнок взялся за замену кранов на радиаторах. Думал, что срубит бабосиков по-бырому, а тут-нежданчик. Резьбы немного не хватает... Наше дело-нарезать резьбу и приаргонить ремонтную вставку, не изгадив интерьер. Газовщикам иной раз так не охота заморачиваться с внутренними сетями отопления в частных домах, что они это готовы отдать на "аутсорсинг". Я и подхватил. Гидрострелка и подвальная разводка. Как завещал Генри Форд, один довольный клиент-приведёт двух новых. В одном посёлке, но на соседних улицах. Ничего "научного". Одинаковые котлы, одинаковые схемы. Первый пошёл. Врезки-просто образец простоты и доступности. И только в паре мест-пришлось полежать на боку и посмотреть в зеркальце. Второй пошёл. Обвязка котла и насоса-всё как обычно. Углов только в доме многовато. Один угол-одна "операция". С радиаторами-как всегда, лафа, да и только. С одним радиатором только повозились. Скачок по высоте, проход через несущую стену и достаточно плотно стоящий в углу радиатор. Слесарёнок, видать, замечтался и при сверлении трубы-проворонил "блинчик". Не печалься, старина! (С) Просверлил лежак, выудил магнитом "пропажу" и всего-то делов! Подумаешь, швом больше, швом меньше. И из совсем недавнего. Поселковая школа. После капремонта. Кабинеты начальных классов-люто мёрзнут. Причина-банальная ошибка проектантов. Переделывать всю систему после чистовой отделки в морозы под полтос, да в конец года-вообще не вариант. Дабы хоть как-то расшевелить зависшие участки системы- , пошёл коротким путём-вживил гидрострелку с циркуляционным насосом. За кадром-остались мероприятия по сливу части здания. Участок, куда врезал гидрострелку с насосом-просто не сливаемый. От слова "совсем", как ныне принято говорить... Врезка дренажей и продувка компрессором по причине аврального режима работы-на "скрижали истории" не попали.
1 балл
-
Несколько лет назад обещал показать нашу технологию по восстановлению гидро штоков после серьёзных ударов крюком, буром и т.д. Это вторая часть, самая главная, первая ниже.) Видосы снимались пару месяцев назад, буровая работает и сухо как в пустыни. https://youtu.be/YksxVF4RER4 https://youtu.be/1W7ag3_kYFs1 балл
-
Утечка по 2-ум трубкам, и по просьбе клиента заварил бачки.
1 балл
-
Сделал новый бачок ,в место лопнувшего, собрал . Только это и успел запечатлеть...
1 балл
-
Будень Новая игрушка "Новый" двухступенчатый редуктор Чуток люминя1 балл
-
Аргон , для меди не является инертным газом и от сель поры и т.д. . Инертный газ для меди АЗОТ и он хорош для нее , но вот вольфрам азот не терпит и не любит. И по сему компромисс в виде смеси аргон+азот, но это тоже экзотика или самому мешать и это не лучший вариант. Ну и будем исходить из самого простого то есть у нас в наличии аргон , аппарат более менее современен и имеет импульс , вот с ним и надо работать . Настроить так импульс чтобы не было перегрева но в тоже время медь плавилась и сваривалась быстро и не жжем ее на одном месте то есть не топчемся . Ну и конечно не перегреваем и для этого и есть импульс и чувствуем металл не давая ему вскипать а он это будет стараться сделать так как аргон не инертен для ее величества меди . И по сему работаем с медью быстро но осторожно и если надо то встаем на перекур и даем ей опомниться (отдохнуть) от температуры и усе получится в лучшем виде. http://weldering.com/inertnye-aktivnye-zashchitnye-gazy-ih-smesi1 балл
-
Несколько иллюстраций в дополнение. Пайка Кастолином 192 не вызывает проблем,а вот аргоновая сварка более трудная.Двухмиллиметровый алюминий и медная миллиметровая трубка.Полуда меди,ток 52а,78 Гц при балансе 45.Частоту повышать не надо - дуга будет блуждать.Электрод 2,4 пруток 1070. На снимке алюминий сварен с титаном - присадочный материал только 1070,1100.Также Кастолином можно выполнить пайку алюминия с чугуном и т.д.
1 балл
-
Кастолином 192 плакируй трубку и "приваривай"1 балл
-
https://www.youtube.com/watch?v=-7xvqQeoA8c1 балл
-
Тоже нижний бачёк МАН, простенький но метровой длинны
1 балл
-
Бачек Мазда 626
1 балл
-
А что там делиться, берёшь да варишь, лишь бы ТИГ соответствовал данным условиям.
1 балл