Лидеры




Популярный контент
Показан контент с высокой репутацией 16.04.2020 во всех областях
-
Карантин.Есть время заняться тем, что в " Буднях" отнимает много времени. Вентиляционные решётки - сделал сетку, вырезал отверстия, приклепал.
 10 баллов
10 баллов -
Очередная гаражная поделка
8 баллов
-
Немного на сегодня, но то что есть))) в конце уже слесарь шалит)))
6 баллов
-
Типа "юмор-антиутопия"6 баллов
-
@SergDemin, я не разбираюсь в начинке, варит да варит. Проблем не создаёт, я и рад.
5 баллов
-
@Бархударов, такой хороший станок да под абразив - это преступление! Понятно, что человеку его будет достаточно,если он заказывает. Но сюда прям просится твердосплав, уж больно хорошо делаете!5 баллов
-
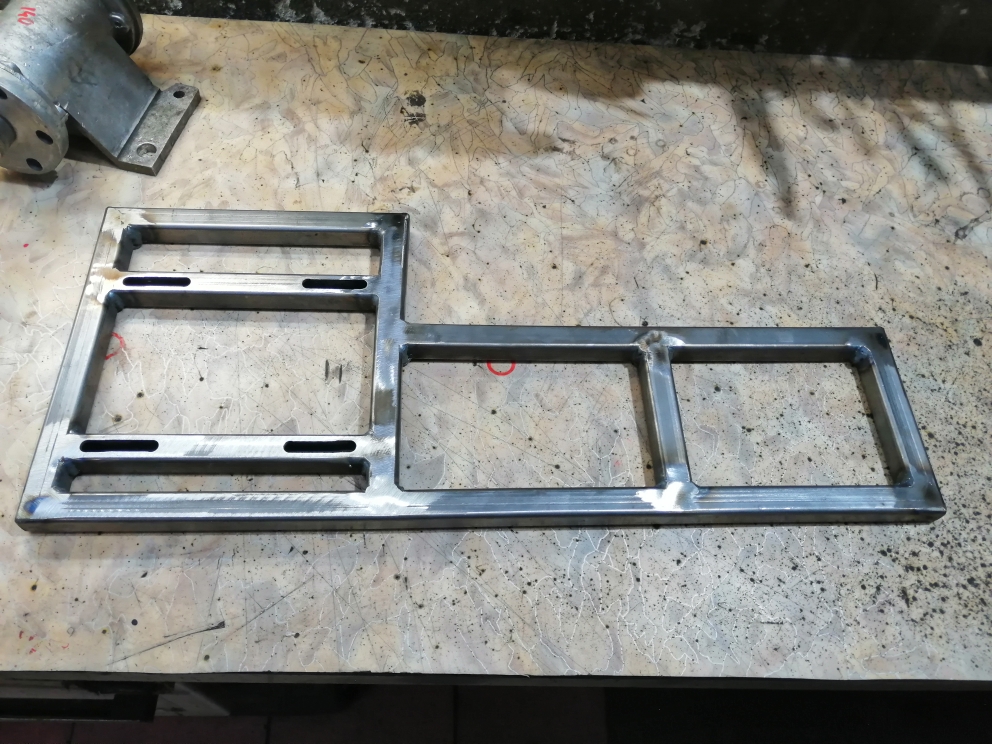
Продолжение... Чтобы понять габариты и размеры нужно определиться с зажимом! Делаем тиски: Насмотревшись в ютюбе на разные варианты, решил делать эксцентриковые. Взял заготовки от невостребованной струбцины СтУ100 В нужных местах фрезеруем-сверлим, лишние отверстия завариваем-шлифуем Свариваем Токарка И тут, что то пошло не так.... как я ее не регулировал -не смог добиться четкого зажима. Проигрался пол дня -плюнул на это дело. Решил делать классические с винтом Опять токарка, левая резьба И пришлось чуть нарастить по высоте Зажим -130 мм
5 баллов
-
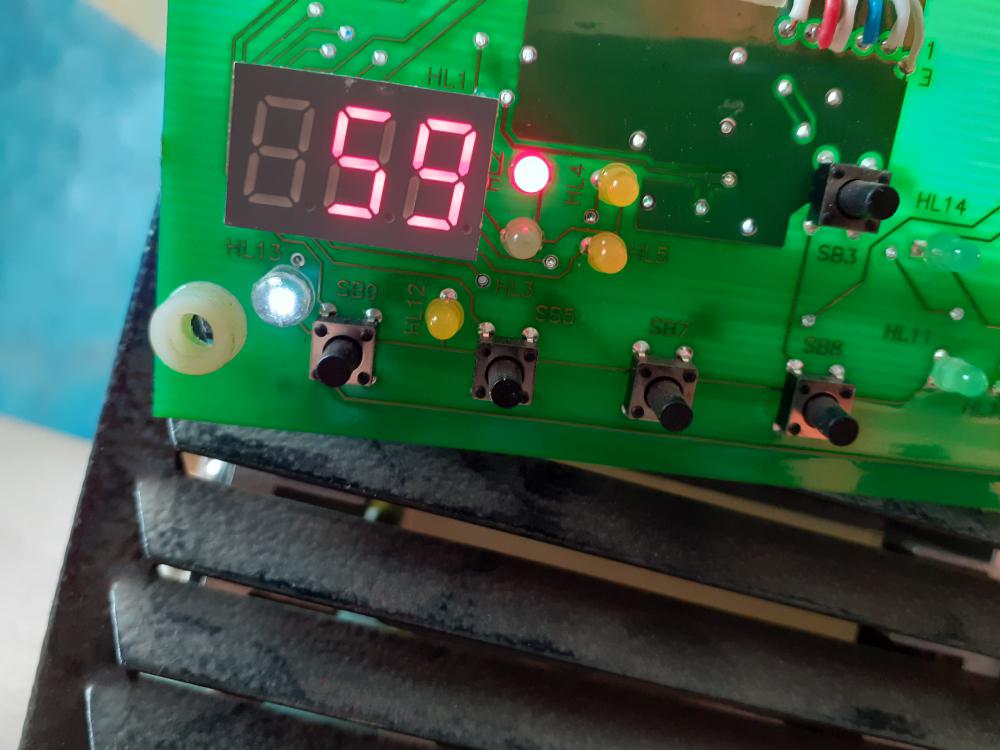
@selco, так было и с моим, разъём к плате морды лица нужно пошевелить и все гут!4 балла
-
То есть мой ответ Вы за ответ не считаете !!!4 балла
-
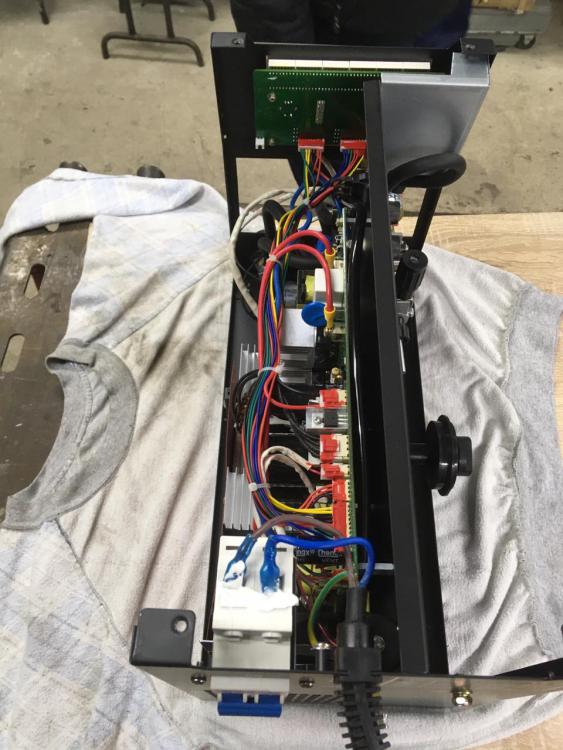
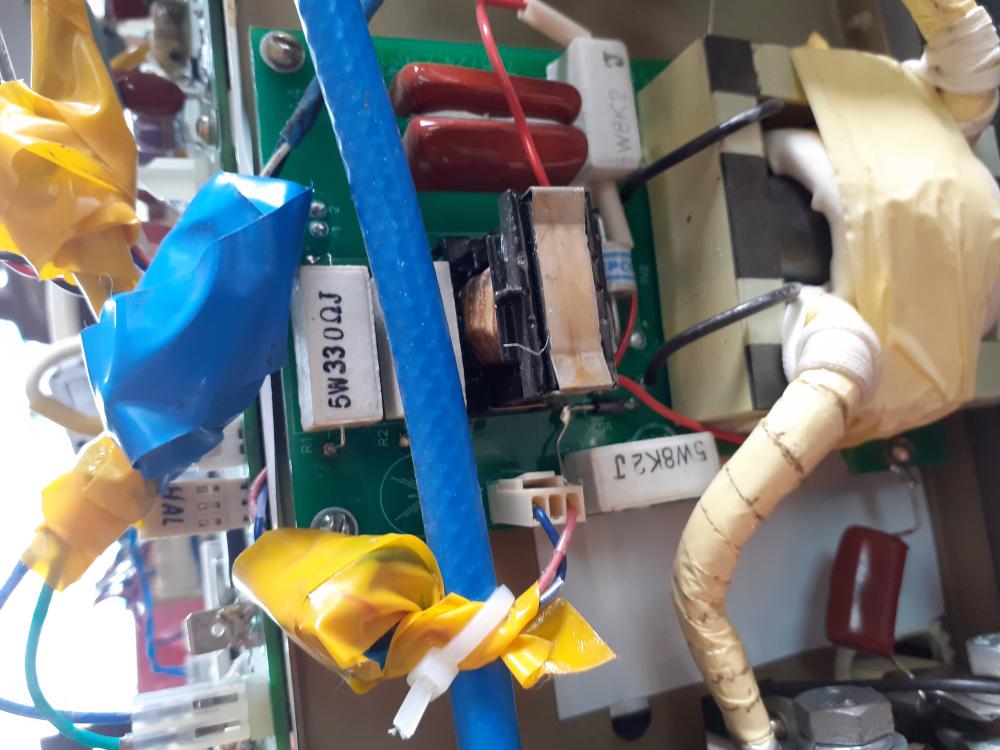
@SergDemin, 200А на дисплее максимальный ток в любом процессе. А не так как у megmeet, в mig/mag 300A, в pulse - 220A. Кроме этих фото, других нет, вскрывать больше не хочу.4 балла
-
@RWS87, шкивы поменять и можно твердосплав ставить. А можно как на сверлильных второй ряд шкивов.4 балла
-
1 А с чего решили, что он заявленное ПВ отрабатывает? 2 Почему решили что он будет работать от просаженной сети? То что аппарат работает от сети хоть 120В не означает, что он варить будет на такой сети или электрод будет нормально плавить. Т.е. искрить или прилеплять электрод, это одно, а держать дугу это другое. Тем более, что диаметр электрода, тоже играет не малую роль. Такое как "тройку" уже может не потянуть.3 балла
-
Это надо сказать Виктору @Hlorofos, который уже несколько месяцев обманывает сам себя, сваривает алюминий на максимальных токах проволокой 1,2 мм и в пульсе и в двойном пульсе. Думает наверное у него с головой что-то не так , аппарат за 50 тыс.руб. этого не может выполнить, обман зрения Мужики, не верьте менеджерам-продаванам брендованных поделок - эти аппараты работают на уровне европейцев, ПОКУПАЙТЕ ПОКА ДЁШЕВО, наши толстосумы продаваны прочухают, закупят партию и привезут в Россию, но цена уже будет не такая сладкая. Только и могут сейчас кидаться словом "ГАРАНТИЯ", хотя это понятие относительное, процент отказа хоть у "брендов" хоть у хороших азиатов один и тот же. Да и ещё с этой "ГАРАНТИЕЙ" весь слезами обольёшься пока получишь вменяемый результат, а так в основном ремонт за ваш счёт - НЕ ГАРАНТИЙНЫЙ СЛУЧАЙ.3 балла
-
@OBN_RacerMan, Депресняк какой то. Вот юмор - антиутопия: Незнайка на луне / Николай Носов, 19653 балла
-
Да, как вариант! Пока цена на твердоспрлав, такого размера-не нравится!3 балла
-
При определённой наработке часов, механические узлы аппаратуры разбирались, и проводилась очистка, мойка, промывка, смазка, сборка. Конкретно каждому узлу регламентирован конкретный порядок работ с расчетом используемых материалов, сил и средств. Регламент №6 - годовой регламент, одного из видов аппаратуры связи.3 балла
-
Дымлама) кто-нибудь уже написал производителю сварочных масок с просьбой расширить щиток? Очень надо. Роба уже пошла в 62+ р-р)))
3 балла
-
Я вот в другой ветке вспоминал, как давеча в начале недели знакомые праздновали первый понедельник в рабочей неделе.... с последствиями празднования. )))) Хороший был праздник, да так, что скармливали мою Масю икрой красной. Говорили, что потребляла она ее, но без особого энтузиазма... Сегодня очередь до Салями дошла. То ли салями очень твердая попалась, то ли апетита е нее не было, но принимала она ее так себе. Даже кусок колбасы достался ее кавалеру. А вы тут про кризис говорите. )))
3 балла
-
С утра сегодня занимался немного кузовщиной. Потом принесли корпус водяной помпы от VW. Мыши попрогрызали насквозь дыры в корпусе. С внутренней стороны еще как-то можно было почистить борфрезой, а с внешней — ужОс, люминь черный, местами не подлезть из-за конструкции... Думал не заварю, но все же получилось. Клиент остался доволен. В обед привезли треснувший поддончик. Вчера ребята праздновали первый понедельник рабочей недели и допраздновались до того, что у одного по дороге домой изъяли права за пьянку, а другой катнулся на мерине S класса и разбил поддончик. Хорошо, что только этим закончилось )))
3 балла
-
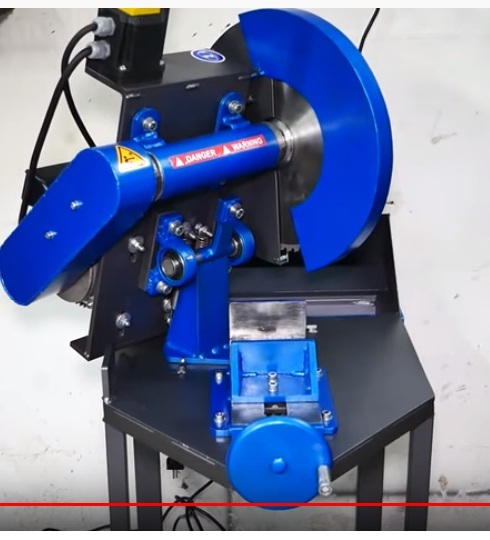
Очень хорошему знакомому понадобился отрезной станок, намечается у него хороший калым и нужен как всегда "скоро"... до 1-го мая! Ну да, берем его за основу: Прикидываем размеры, режем заготовки с примуском: Режем в размер, крепим на стол: варим верхнюю раму: Первая примерка: Двигатель Аир90, 3 квт, 2800 об Шпиндель от какого то кухонного оборудования Шкивы Ф120 Ремень В1180 Отрезной диск Ф400 Продолжение следует...
2 балла
-
Валерий, приветствую. Ну мы же взрослые люди, мало ли что могло отлететь при транспортировке, у меня один в один так Lorch X 350 пришёл (да и с Kemppi Master 3500 точно так же случилось, но был научен на Лорхе уже). Так там один из разъёмов на плате чуть отошёл, видно от тряски, я в прединфарктном состоянии звонить и посылать вот такое же видео. Мне в ответ привозите обратно за 700 км будем разбираться. Хорошо у меня товарищ Миша - гениальный электронщик, дай бог ему здоровья, говорит что чудес не бывает, не могу только перепрошить так как нет прошивки, давай гляну. И глянул и через 5 минут он заработал. P.S. Да и таких видео про любые "сверхкосмичесие бренды" можно найти вагон и маленькую тележку. Во, не успел ответить, а Виктор точно с таким же симптомом подтвердил.2 балла
-
"Дело было вечером - делать было не чего" - это присказка всем известная , ну и исходя из этой присказки тем паче карантин в том числе и на форуме а о чем то разговаривать надобно и по сему ,,,,,, вы свою песню поете ,,,,,. я свою. ----------------------------------------------------------------------------------------------------------------------------------------------------------- Вот Александр у тебя вроде есть и ЕВМ Picomig 180 puls , вот и сравнить можно в одно лицо . В общем даже сравнивать не надо и пусть Шерманы годок потрудятся и сколь их уже здесь ,,, ну и посмотрим сколь живых останется. Вот видюха загружена 29 марта и аппарат новый , но сразу проблемы , нет выбора режимов , проволоки и т.д. , хотя азиаты постарались . https://www.youtube.com/watch?v=SiZ_ZDeNpsU2 балла
-
@tehsvar, всё как обычно, участники форума тут из всего изобилия параллельных вселенных. Ну хоть сварка там тоже есть, уже хорошо.2 балла
-
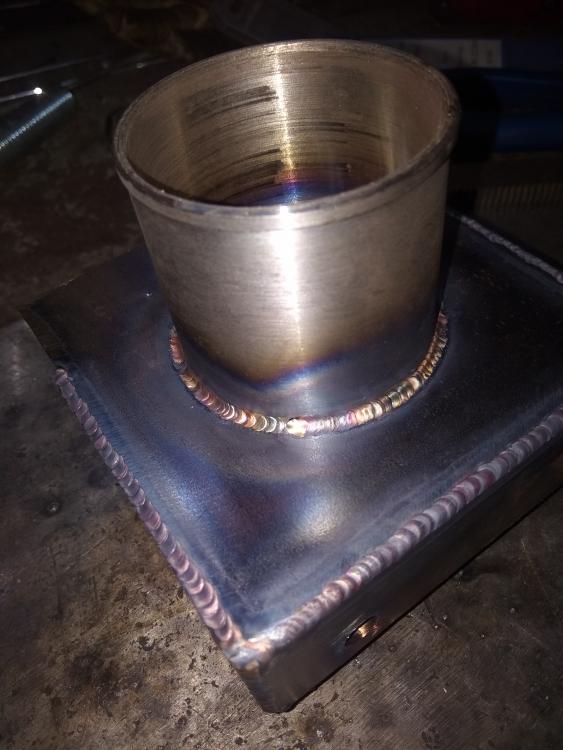
@taras8114, Это просто валики, они не дают никакого представления о вашем мастерстве. Можно только судить что вы можете держать электрод под нужным углом и равномерно вести им. Видно только что у вас неровное сплавление по краям шва, попробуйте зачистить метал до блеска перед наплавкой валиков.2 балла
-
Друже, во ты прямо подходящий момент выбрал)))2 балла
-
@almac, посмотрел. Удивили меня китайцы , но на 50%. Сделали таки бюджетный вариант импульсного аппарата. Кстати, дисплей на нём есть, только не ЖК , а светодиодная матрица. Не так красиво, но необходимую информацию выводит. Ну , а дальше, удивляться не чему. Если в аппарате под алюминий стоит МПП с одним ведущим роликом - даже не с двумя, то возникает вопрос - что у него внутри? Значит, сэкономили, на чём только смогли ( электролитические конденсаторы , силовые ключи) Большой вопрос к долговременной надёжности аппарата. Насколько его хватит? Если работать от случая к случаю - скорее да, чем нет. Если постоянно, я бы не рискнул. Как и с любым низкобюджетным ПА. Заглядывал я в некоторые. Первое, что в глаза бросается - конденсаторов на входе по минимуму стоит. Значит, при длительной нагрузке греться будут и сохнуть. Это первое, на чём экономят. Ну и на МПП, везде самый дешёвый вариант стоит.2 балла
-
Брал тонкую нерж трубку, сверлил отверстие под тросик, вставлял сам трос и запаивал латунью.2 балла
-
@круазик, однозначно не пройдёт! http://websvarka.ru/talk/topic/7289-krizis-nam-nipochyom/?p=421972и плюс прогулки в горку почти каждый день ( кардиотренировки с разгоном пульса до 120) - какие вирусы ? Завтра жена ещё куличей напечёт - иммунитет точно непробиваемым станет . Некогда будет болеть - куличи трескать надо!2 балла
-
Андрей, сегодня получил 2 шт СтВ. Впечатлён высоким качеством изготовления струбцин. Давно хотел приобрести что-то подобное, тут реальность совпала с мечтой на 146%. Не было информации о весе и реальных размерах, но когда увидел, то вопрос цены, который поднимался в этой теме, сразу отпал. Простые тиски такого веса и размера имеют цену, как минимум, в два раза выше. Хорошая работа! Спасибо!2 балла
-
Старая школа!2 балла
-
Помирать не помирать, но по мск и области лучше без сильной нужды не шарахается в принципе.1 балл
-
Я вам ответил. Обычно 36В ни где в схемах не применяется. Т.е. для организации 36В нужно дополнительно либо трансформатор либо импульсник. В инверторах (сварочниках): 24В, 12, 9 ... бывают и всякие 18 и т.п. А так же 42-48В, но 36В нет. Для 36В нужно придумывать отдельно. В трансформаторных источниках, т.к. там уже лишний КГ роли не играет, то воткнуть обмотку на 36В сильно не удорожает. Поэтому встроенную розетку на трансформаторных источниках можно частенько встретить. Даже если это будет отдельный трансформатор. В инверторных источниках, это дополнительные затраты. На плате вы 36В ни где не возьмете. Да и импульсники просчитываются, поэтому дополнительная нагрузка будет не на пользу. Вот вам и ответ. Не чего придумывать или додумывать. Тут все явно и однозначно. Поэтому, более вам нет смысла отвечать. У блондинки в Москве спрашивают. В: Какая вероятность на дороге встретить слона? Б: 50\50 В: Почему? Б: Ну так можно встретить, а можно не встретить. Ясно же?! Если так рассуждать... то рано или поздно найдется добрая душка, которая покажет куда подключить вам нагреватель.1 балл
-
Гайку обжать на тросу, быстро, дёшево и сердито и намертво. Для сильнонагруженных тросов конечно не пойдет, а для сцепления и газа хватит вполне. Минус большой только в том, что трос у обжимки такого рода меняет сечение с круглого на плоский, где и появляется слабое место).1 балл
-
Читать умею... Волгоград Южнофедеральный округ Рязань централый округ. Не близко, поверьте. ВЫ вправе выбирать.брать не брать. Вы еще не взяли а уже столько движухи. Берите то что с вами рядом.Вот и все.1 балл
-
Без проблем зажигается, и повторный поджиг тоже. Пико и фубаг, оба справляются.1 балл
-
@eai, с обрешеткой через пэк 700р в одну сторону.из 34 региона в 62.1 балл
-
Какой "пульс" может быть за 47 тысяч? Что им можно делать? . Силовая с импульсом стоит гораздо дороже мозгов с дисплеем и экономить на дисплее в аппарате такого уровня просто смысла нет. Полуавтомат начального уровня с импульсом, которым можно нормально работать, меньше сотки ну никак стоить не может. Всё остальное -обман верующих .1 балл
-
Это — видимо ошибки перевода. На самом деле имелась в виду бронза кремниевая. Самая распространенная — CuSi3.1 балл
-
Спасибо! Обращайтесь еще!1 балл
-
Ну сие не присадка а припой и по вашей же ссылке Никакой сварки миг или Тиг.. Остальное вот тут и температуры и классификация припоя и спасибо Точмаш 23 , он знает свое дело . http://websvarka.ru/talk/topic/13292-nizkotemperaturnaia-pajka-aliuminiia/?do=findComment&comment=4225841 балл
-
Богата старая дама, молодому альфонсу, предлагающему ей руку и сердце - Если для пересадки, то я согласна!1 балл
-
Пока до конца ещё далеко, т.к. всё много раз перемеряю и стараюсь делать точно. Полуавтоматом варю недавно, вот и практикуюсь потихоньку. На обварку петель (40х160мм) ушло 2 часа с учётом остывания после каждого шва, на подгонку и выставление - 2 дня (правда меня отговаривали от трёх штук, что это типа будет не так просто, как с двумя, но я хотел изначально вообще 4, поэтому "сторговался" с собой на 3). Вот, если кому интересно:
1 балл
-
Побалую своими байками . Грешен я. Верю в гороскопы и работаю в религиозные праздники. Гороскоп говорит быть осторожным(особенно в финансовых делах). А тут кум уже неделю конючит заварить ему начальственное офисное кресло. Не может кумов зад сидеть на обыкновенном стуле. Офисные стулья и глушители - отдельная тема для сварки аргоном о зачистке этого барахла, горелой краске, ржавчине и о пушках по воробьям. Вырвало юбку газового амортизатора из основы "седалища". Ну думаю вот он карачун. Начну варить и эта гадость стрельнёт самым непонятным образом. Решил с четырёх сторон хорошенько прихватить. Заварил по-быстрому одну сторону и до полного остывания пошёл в телефончик о ЦАМе на форум свою ересь писать . Заварил, покрасил - вроде обошлось. А как же гороскоп. Решил ножичек из мехпилы вырезать и заточить на гриндерке. Чета все плакали что сталь эта очень плохо режится и обрабатывается. Ну думаю на что покупал болгарки 125 почти двухкиловатные, диски BOSCH иноксовые, гриндерки с лентами кубитроновыми. Да труднее режется, да тяжелей обрабатывается, но всё как по маслу делается. Заточил заготовку и давлю большим пальцем на остриё лезвия. Вроде и заточил по-острому, а как то никак. Начал собираться да убираться, фоткать изделия- да заметил следы кровавые( вот сбылись предсказания, предупреждали что сталь эта едкая ). Будешь ты и домочадцы ходить с пальцами резаными.1 балл
-
1 балл
-
1 балл
-
@Calma, а мне нет. Очистка далеко по сторонам от шва именно об этом и говорит. А матовый горбатый шов подчеркивает. Не хочу никого задевать, не утверждаю, что все что говорю истина. Каждый волен понимать и делать по своему видению. Мне эта работа доставила много хлопот, и косяков в ней тоже много, но в одном я уверен, тепла на 100% хватило. https://youtu.be/4UcaFfJbd2U https://youtu.be/sFzUe_DV1jg1 балл
-
Сегодня запустил 200ку.Был не большой перерыв.И опять после него проблемас...Не стало поджига.Не горит светодиод поджига.Что сделал : Снял крышку.Дал ЛЕЩА по плате ПОДЖИГА..Заработало))).Со светодиодом индикации пришлось повозиться .Поменял его.Заодно светодиод ММА перепаял.Щас все работает.
1 балл
-
Шо четверка,шо восьмерка нормально режется 125-й даже болгаркой,вплоть метров до 20 и более в одно рыло за смену.Так же нормально варится электродом ф3-3,2.Че там сиськи мять?1 балл
-
Увыжаемый, а вы не смотрели в глобальной сети, как оно делается? В яндексе, в гугле? Может вооружиться мастерком и строительным феном будет проще, чем искать 5мм электроды для сварщика-неуча? Гидроизоляция делается как прослойка, и не обязательно толстая, Вам наверно и рубероида хватило бы, или 1мм полиэтилена. На металлобазе, где вы купили бы свои листы металла, обычно существует услуга резки: газом, на обезьяне или на гильотине. Но в случае толщины листа 4мм и более вам придется исполнить свое обещание больше не пить соединения по ГОСТ 5264-80, иначе ваше жырно навалятое продержится годика два, а потом под слоем краски обнаружится ржавчина и водичка.1 балл
-
Гремитских Владимир Георгиевич. Сварщики Куйбышевской ГЭС в обеденный перерыв. http://www.sovjiv.ru/images/painters/16/large/1339252876_50.jpg "Сварщики на строительстве Куйбышевской ГЭС" http://ruskartina.ru/images/art_media/1999.jpg "Сварщики" http://ruskartina.ru/images/art_media/1997.jpg http://ruskartina.ru/images/art_media/1996.jpg1 балл