Лидеры




Популярный контент
Показан контент с высокой репутацией 15.04.2019 во всех областях
-
Работенку подкинули интеллектуальную,можно даже сказать творческую,с элементами художественными и немного извратными .Стенка с сеткой вроде наварена Сормайтом,фреза периодически искрила и прыгала при разделке,куча шлаковых включений,вольфрам задолбался точить -ванна плюет.Хотя точно не скажу,чем оно там наварено.Ну заляпал,как мог...
 8 баллов
8 баллов -
Первым делом скажу немного о вашей конструкции. Почему не "зарезали " профиль под рамку под 45 градусов и так бы деформации меньше было да и швов. Ножки сперва к одной боковине полностью приварить и потом проверить и может поправить чуток (но если все правильно и с импульсом или пусть линейный ток но не перегревая да и зазоры должны быть сведены к нолю то править на придется ) ну и потом второю боковину на стол и на нее уже сваренную и дальше по схеме. Вот смотрите до конца Поддержу и вот наверное уже этим надоел но покажу еще раз 0.8 и даже с зазором кое где .
7 баллов
-
Импульс такое дело его надо самому освоить ,,,, у каждого глаз ла и рука работают по разному и по сему параметры могут у всех разница в широких пределах. у меня вот так примерно , но можно и чуток поменять в любую сторону . http://websvarka.ru/talk/topic/10799-uroki-ot-vnuktig-nerzhavejka/?p=3775965 баллов
-
Лодочники готовятся к сезону , ну и прошлогодние поломанные ручки акселератора (не выдержала погони за щукой) .
5 баллов
-
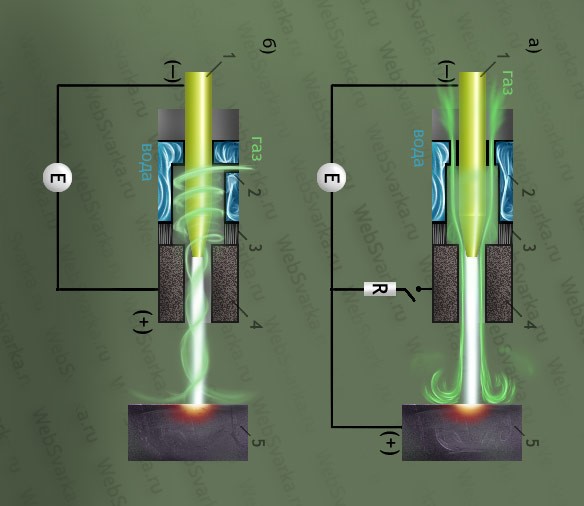
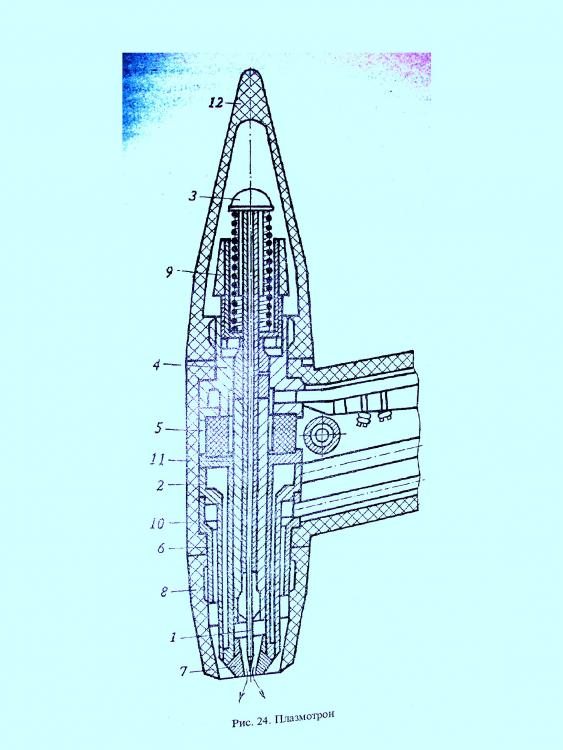
нЕ это не так и замечательный аппарат и он имеет цену , правду какую тоже не знаю. plazmennaya_rezka2 (1).pdf Анализ рынка оборудования для микроплазменной сварки.pdf Петр , будет для него работа и главное чтобы он в рабочем состоянии был. Вот горелочку и я бы тоже прикупил и мой Genesis ее бы потянул . Горелка супер и у капиталистов сейчас такой нет по концентрации дуги. Микроплазма.pdf
4 балла
-
Пришел силикон,пока только одел «змеиную кожу»,одевается легко,больше переживаний было.
4 балла
-
@СерегаSukhar, если вы думаете, что тут кто-то однозначно со всей ответственностью даст вам план действий, то вы ошибаетесь. С точки зрения перспектив развития сварка ни чем не лучше других сфер. Кто-то сидит всю жизнь на одной должности на ЗП, а кто-то пробивает потолок, ищет новые возможности... Есть одна притча: - Пришел как-то молодой парень к мудрецу и спросил у него совета: - Я повстречал девушку, которую полюбил, скажи - жениться мне или нет? На что мудрец ответил: - Ты можешь жениться или не жениться... В любом случае - пожалеешь... Эта притча не про то, что в любом случае будет какой-то отрицательный момент, а про отношения человека к событиям в жизни. Если не уверен - пожалеешь. В любом действии должна быть уверенность и личная ответственность, а не повод спихнуть свои неудачи на советчика.4 балла
-
первый котелок "будерус"варил в 2009году.до меня его уже лепили спецы но по времени максимально сварка держала 2-3недели и лопалась.пригласили меня через киповцов в тсж где стоит три котла и один постоянно трешит.так инженер скептически отнесся типа лопнет договариваемся что деньги через месяц вся сумма если не лопнет по сварке,если лопнет то оплачивают только расходку.вот такой был эксперимент.до следующего сварочьного ремонта в другом месте котел отработал три отопительный сезона.
4 балла
-
Я этим давно сталкиваюсь. Когда ещё плотно работал, то порубить металл, то погнуть, то кусок нужен. Было несколько мест, где мужики толковые работали, у них и оборудование более или менее исправное ( с учётом срока эксплуатации, древнее всё ) и металл в заначке найдётся. Прихожу, человека на месте нет. Где ? Нет его. А когда будет? Никогда. И смотрят, как на больного. Уволился, что ли? Нет, схоронили. И так несколько раз, как под копирку. Потом друга не стало, одноклассники, однокурсница. Чем дальше, тем больше. И понимаешь, что и твоя очередь не за горами . Ладно, когда за 80. Как моя бабушка говорила, мне 87, от чего нибудь умереть надо. Когда уходят люди, которым ещё жить и жить, жалко и обидно.4 балла
-
Ну так оно и есть , но не на всем чугунии. Вот обычно коллектора просто славно варятся и не надо их до 600г греть да и до 370 не к чему и хватит 100гр. Вот собрал коллекцию фоток коллекторов и все просто варятся как сталь 3 и даже испортил от своего Санг енга коллектор ЕГР пропилив его болгаркой и сварив на холодную и хто скажет что это не чугуний . Вот даже потрепанный временем янки и надо было мужикам добраться до дому за Урал , сварили и латку работает. @Serj55441, Сергей у тебя V Меркурий и думаю они усе качественное в том числе и чугун , ну и повторюсь прежде чем греть до 600 или чуть меньше , попытай дугой и две капли ПАНЧ и если не кипит (да не будет кипеть) то разделывай или отрежь вырванное (на усмотрение по месту и тебе там виднее ) ну и 100гр подогрев и вари и трещать не будет. Ну и коллекция коллекторов , пару часов собирал по компу усе раскидано . Ну и совсем старый Янки и казалось должно усе выгореть , но нет поддался сварке и даже не капризничал. испорченный (не я его могу в любой момент в строй поставить) собственный коллектор ,, искусство требует жертв
3 балла
-
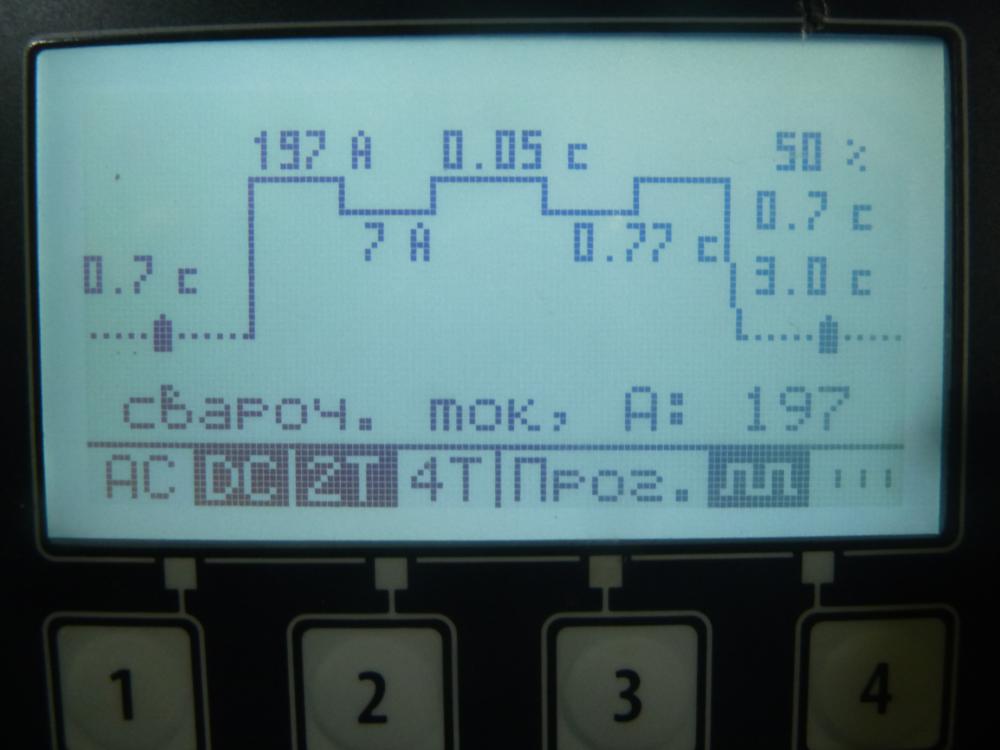
33% пика, 3..5Гц, ток от присадка и скорости. Можно вообще "ленивый" режим настроить. База может поддерживать нагрев(половина и менее от толщины при 30А/мм), может разглаживать каплю( до 0.8 от толщины), пик отгрызает присадок и организовывает провар, для 0.7мм и 33% пика при 3Гц тавр на ~30А.3 балла
-
Саратов. 53-й.
3 балла
-
Оба-на!Чо будем выбирать за двести рублей, аврору или меркле? А если порыться, то и у хелви кое что найдётся, и фроня тоже с натяжкой влазит в бюджет. Импульсники сразу дорогие, а простой синергетик за двести рублей можно и брендовый взять. Да, но он дороговат. Кобелковский куда дешевле выходит. http://gazss.ru/catalog/131/2253/Да, цены на сайте нет, но мы там закупаемся, и емнип филарк раза в два дороже сплошной проволоки, а этот по цене от неё почти не отличается, да и заточен сразу под СО2.3 балла
-
@VVB,Держит отлично и простым меднофосфорным,перепаяно штук 50.3 балла
-
Сварка чугуна, та ещё забава, никогда не знаешь, что произойдёт в следующую минуту.) У вас есть два, один можно запороть, второй потерять.3 балла
-
@Serj55441, Попробуйте сперва нагреть, вправить, а потом уже смотреть и думать.)3 балла
-
Если уж из стали, то, судя по соотношению длин трещин и общих размеров деталей-лучше вообще целиком заново делать. Я, вот, тоже предпочёл бы заварить трещины. Но, температурный режим выбрал бы пожёстче, градусов 600-650. Предварительный и сопутствующий подогрев-пропановыми горелками. Конечно, ГПН тут было бы в явном фаворе, но и РАДС ПАНЧем, пусть и помедленнее, но тоже должна прокатить. При хорошем прогреве ПАНЧ разливается просто изумительно.3 балла
-
Ну, так может и вам стоит взять нормальные электроды, а не непонятно что? Вдруг сразу все и получится, как надо? А это ЭА 395/09 на помойку отправить? А у того чела мне шов понравился. Все так невзрачненько, а шовчик- как будто машиной сделали. Опыт, понятное дело. Плюс хорошие техника с материалами. К этому надо стремиться. А вы пытаетесь чего-то выкрутить на хорошем аппарате, но с непонятными электродами. Могу сразу сказать - пока не смените электроды, никакие настройки вам не помогут.3 балла
-
3 балла
-
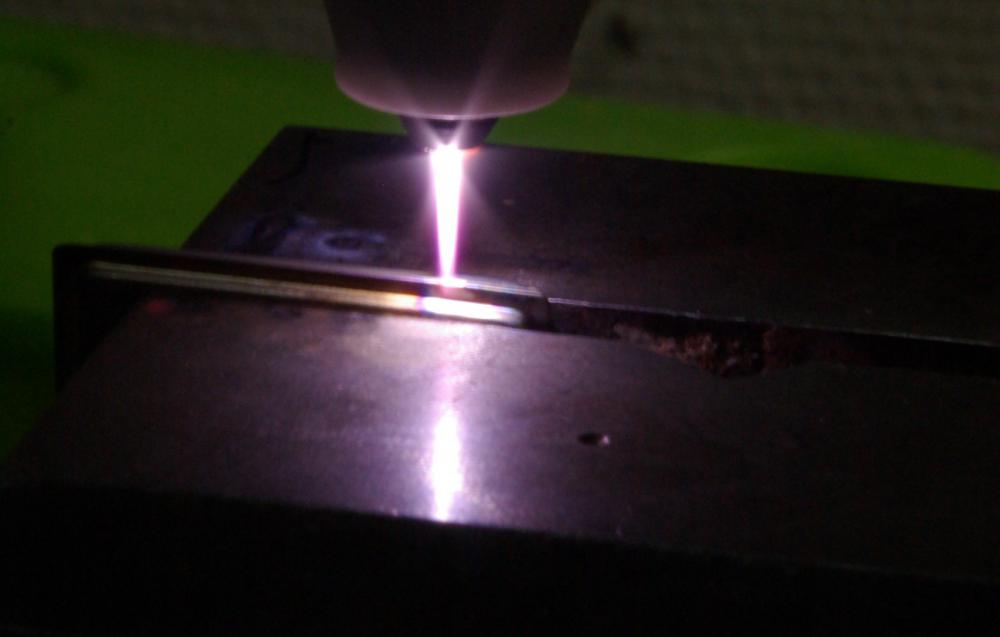
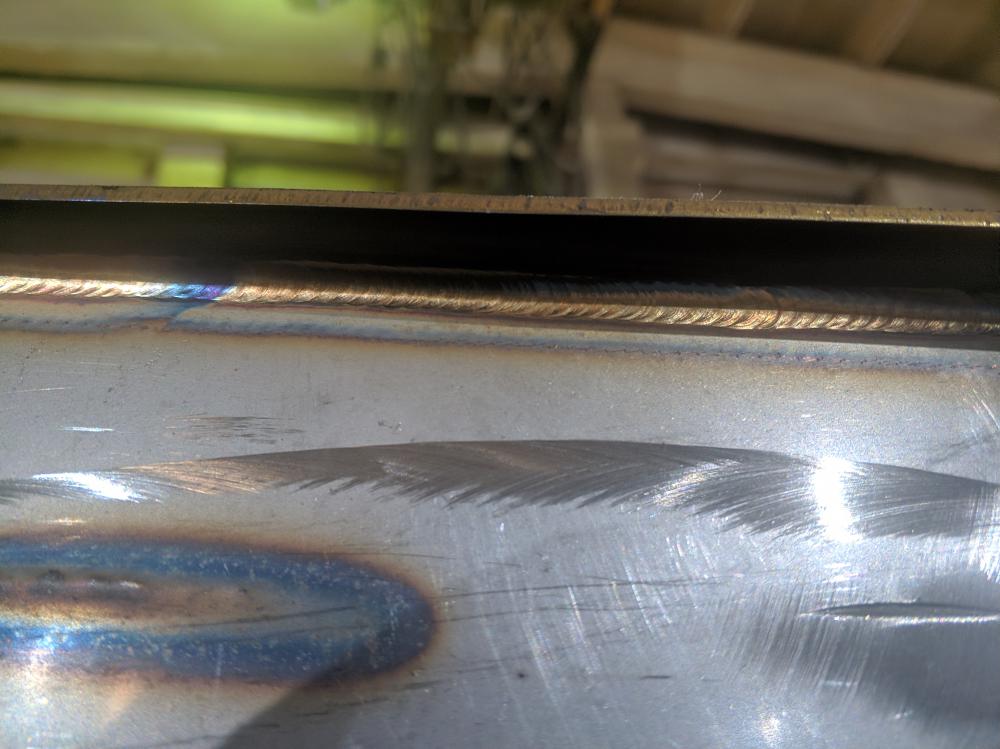
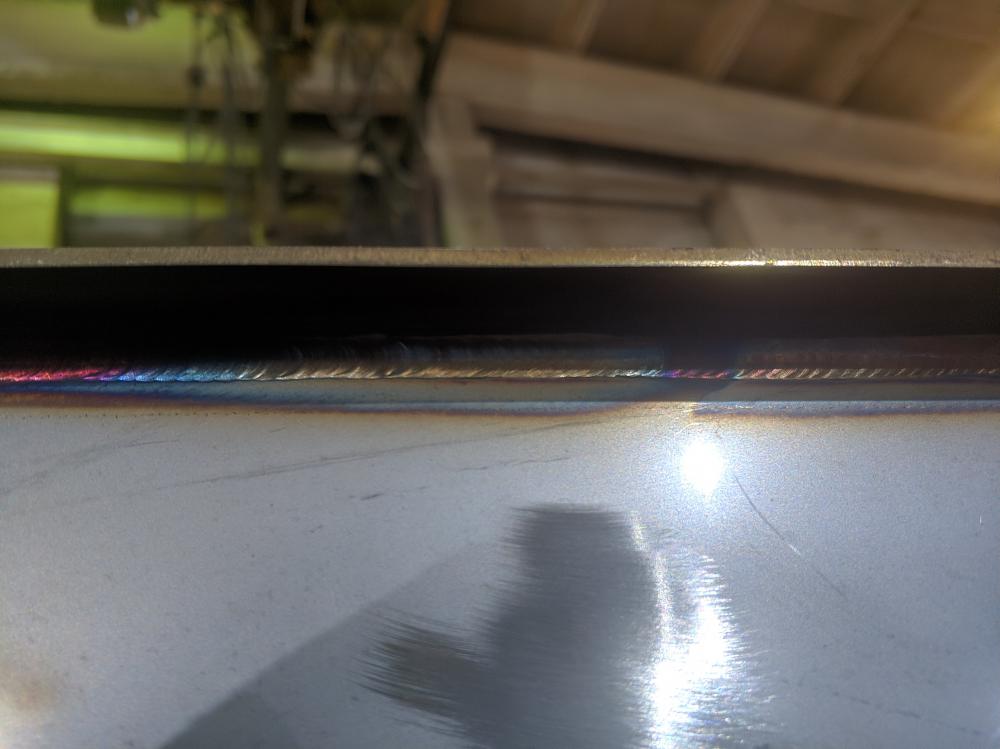
Потолок и вертикал тавровый стык, нержа, 120А, присадок 1,6. Железки 3мм.
3 балла
-
Тупо черняжка,ТИГ,пульс,с присадкой и телом...
3 балла
-
Ну да и это 2мм много , она нерж и так "вертлява" а туты еще зазоры такие. Пила вроде должна ровненько нарезать , да ладно разбирать не знаю есть смысл , может где подрезать и поправить и сделать некий контр уклон и потом варить .2 балла
-
2 балла
-
Затягиваю и 3мм на обычном, не импульсном режиме. Но это изврат жуткий, и деформации неадекватные. Импульсным режимом ни разу не приходилось работать, отсюда и вопросы. Нужно работу поделать, тренироваться особо нет возможности. Поэтому спрашиваю параметры для конкретных толщин, чтобы хоть отправную точку долго не искать. Может кто то все же подскажет для 0.8мм хотя бы для обычного прямого стыка в нижнем, на вертикал и тавр в нижнем. Ссылку посмотрю, спасибо.2 балла
-
Точно он? Может старая дева?2 балла
-
@Etalon, Длительность и ток пика выбирается так, чтобы присадка успела расплавится и дать растёкшуюся каплю. Их трогать не стоит. А вот частоту импульса на зазоре можно и увеличить, чтобы металл успевал кристаллизоваться. Поскольку скорость сварки в таких местах снижается, надо уменьшать подвод тепла. Иначе дырка будет. Хотя, залепит зазор в полтора миллиметра на 0,8, это надо очень очень постараться. Тут и присадку надо минимального диаметра, и токи маленькие, и скорость работы мизерная будет. http://websvarka.ru/talk/topic/10799-uroki-ot-vnuktig-nerzhavejka/?p=377576вот, как раз об этом разговор. Почитайте. Валера, тебя супруга вареники лепить не зовёт?2 балла
-
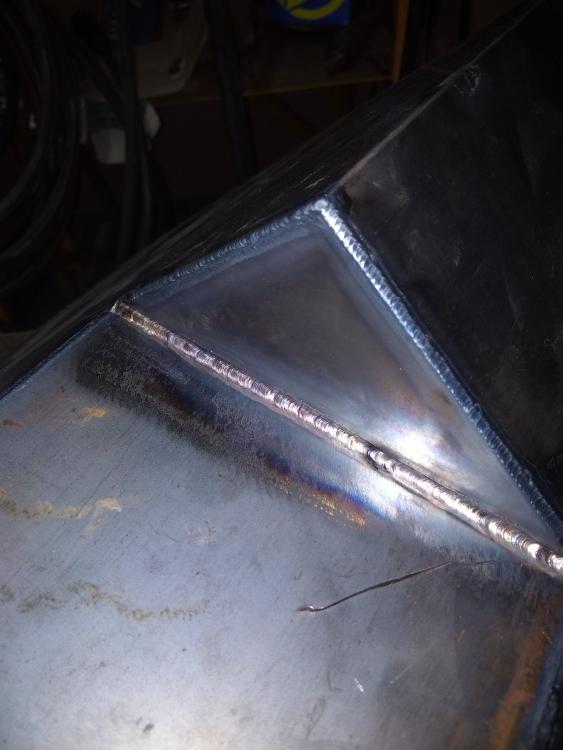
Добрый день! Вот тоже проблема с деформацией! Металлическая тумба, внутрь - салазки и ящики к ним. Прихватывал сначала одну стенку потом вторую. После на одну стенку 4 ноги (глубина корпуса) после положил вторую стенку и прихватил. Геометрию проверил плохо, спешил. Начал обваривать по внутренним углам в разнобой по диагонали плоскости. Вытоге разлетелись углы сильно. Да и приспособлений не хватает как зафиксировать. Вопрос аналогичен к вышеизложенной пробле: --- очередность сваривания (внешние или внутрение соединения)? --- последовательность сборки таких изделий --- поможет ли фиксация по всем углам, плоскостям? --- способы исправления геометрии! Один угол ровняешь, а с другой стороны ведет. Сидишь час думаешь какой стык необходимо пилить чтоб все не разбирать и выйти из ситуации. Буду рад любому совету!!!!! Нервы не выдержали! Плюнул и пошел домой! Осталось разве 5 капель начислить)))
2 балла
-
@Etalon, База в районе 10А, длительность импульса минимальная, ток импульса - достижение необходимого результата, вроде 100-110А для 0,8 - проплавление на 90%, если ежи не критичны можно и полное, зазор порядка 0,3мм перекрывается, больший не желателен. Частота импульса зависит от ваших навыков. Чем выше частота тем выше ток импульса, попробуйте 2-2,5Гц если без присадка. Ширина шва должна получится около 1,5мм.2 балла
-
Маловато! Хош - не хош, а маловато будет! Маловато!!! Георгий, Вы не одиноки во Вселенной .2 балла
-
@Вад11,это понятно,зря я наверное со стенкой 2 мм.взял,толстоват,да еще два пойдут.Вот привычка все время с каким то запасом стараюсь брать.2 балла
-
@Георгий 11, После обрезки оплетку опали чтоб не распускалась.2 балла
-
ПБ-03-273-99 "Правила аттестации сварщиков и специалистов сварочного производства": 4.8. К первичной аттестации допускаются сварщики, имеющие: разряд не ниже указанного в руководящей и нормативно-технической документации на сварку объектов, подконтрольных Госгортехнадзору России;....В случае если кандидат самостоятельно представляет заявку на проведение аттестации, он должен иметь разряд не ниже 4-го.2 балла
-
Будут. Предупреждать надо просто заранее, и тогда можно пропустить платёж без пени и штрафов. Стоит, но не много. Опыт в этом деле даёт опыт только в этом деле, и к сварке почти не имеет отношения. Это они, эти мелкие мастерские по изготовлению калиток, называют свою деятельность метало-конструкциями, а когда приходишь сдавать НАКС МК там с тебя требуют шов шириной два сантиметра, причём вертикальный, и ровный. Так что метало-конструкции, это обычно сварка деталек которые человек поднять не в состоянии. Вот туда надо смотреть. http://websvarka.ru/talk/blog/19/entry-238-fermy/ http://websvarka.ru/talk/uploads/monthly_07_2017/blogentry-13416-0-09096200-1500396289_thumb.jpg2 балла
-
Интересный динозавр Но боюсь цена его равна содержанию цветмета...2 балла
-
@СерегаSukhar, это хороший вариант - подработка по вечерам и выходным, но не бесплатно а на сделке. Можно даже рассмотреть вариант - слесарем на сварочное производство с возможностью обучения.2 балла
-
@СерегаSukhar, Как вариант , устраиваться в перспективную контору "на простого сварщика" - не все сидят на трубе и других "элитных" направлениях , кто то должен делать и черновую работу . Ну а там уже пытаться ситуацию в свою пользу склонить . Будет возможность и поднатаскаться ( что тоже немаловажно в любой перспективе ) , и себя при случае проявить .2 балла
-
Времена поменялись. Раньше шараг (таких. как сейчас) не было. А если и были, то к серьезным работам их на пушечный выстрел не допускали. Было дело ко мне приходили с 6-ми разрядами в трудовой, а принимали мы их по ТРЕТЬЕМУ))) Пример из недавнего: подала контора (мальчики с деньгами, заработанными на общестрое и дорожном строительстве - ВЫИГРАЛИ тендер на объекте: ГО, КО, ОХНВП) заявку на аттестацию технологии. При первой проверке организации (наличие оборудования, приспособлений, персонала, НТД и т.д. и т.п.) решили они похвастаться, что приготовили образцы для сварки, в частности прямую врезку:. На вопрос "А как варить?" ответили: "Да легко! Заложим кругляком))) - мы всегда так делаем)"... Какая аттестация??? Но, если бы можно было воспользоваться лазейкой в "ФНП "ПБ ОПО на которых используется ОИД" по аттестации технологии, то контора сама бы точно аттестовала её)))
2 балла
-
Всю жизнь именно им и паяли. Это сейчас он в прутках, культурный. А раньше я в Горгазе, через знакомых брал куски. Они то ли сами фосфор в медь добавляли, то ли у них он в кусках был. Потом его плавили и в наклонно поставленный уголок лили. Где то до сих пор такие куски валяются.2 балла
-
Так они с одного и того же V-образного мотора2 балла
-
Идея толковая,но на одном из коллекторов слева внизу пенетрант показал потайную трещину и она не соединяется с основным изломом. Ведь если вскрыть "крышку",то будет ясно и четко понятны линии состыковки\сварки. А если не вскрывать,то могут ли появится "подводные камни" в виде потайных трещин,которые не покажет пенетрат, или скрытых напряжений? Совет принят! Печь позволяет поднять температуру выше 370 градусов.
2 балла
-
И панелька прям очень похожая Режимы
1 балл
-
@vnuk,А Вы можете показать хотя бы схематично как именно рука с горелкой движется,когда скажем так шов пошел уже дальше по листу,как на видео лежащим на столе,т.е рукоять горелки не за краем листа,а уже непосредственно на нем?И если горелка не с гибкой головкой .Надеюсь понятно объяснил .Может видео в сети есть какое.На плоскости постоянно скрываюсь вольфрамом в ванну.1 балл
-
Про экономайзер, и принцы его работы, записали видео, отправляю ссылку, листайте в низ, и там видео на 10 минут https://rutector.ru/products/cea0209169-ustroistvo-ekonomii-zashitnogo-gaza-dlya-regulyatorov-s-rotametrom1 балл
-
Прикольно , было бы смешно, если бы не было так грустно, а что , у заказчика технадзор тоже для мебели или как? И накс тут скорее со следствием пытается бодаться , а не с причиной.А причина-в несовершенстве закона, когда подобные шараги пролазят на ОПО.Так может лучше первопричину поправить? А так похоже на ситуацию, когда клиенту дают хорошенько заболеть, а потом за дорого его полечить..1 балл
-
@VVB,именно им и паял, есть ещё кастолин с 5%,но пока его не использовал.1 балл
-
@welderman,Хотел к Вам в пятницу зайти, замотался в Кирове, не успел1 балл
-
@Serj55441,Мне чёт кажется,что если родные крышки вырезать и вваривать по кругу( а это с зазором сто пудов), то может потрещать,ведь шов тянет латку,а чугун очень жёсткий и малодеформируемый .Тогда лучше латку из мягкой стали с впуклостью/ выпуклостью предварительно сделанной .ПС.На правах голоса диванного сварщика)))1 балл
-
Думаю, что продаван правду говорит. У новых болгарок даже корпус "дешевле" (имеется ввиду пластик). Один нюанс только может насторожить, в каких условиях хранилась машинка столько лет. С запчастями на деволт можно не париться, ибо их просто нет (все под заказ и дорого). Своё машинка отработает и пока исдохнет пройдет немало лет, за это время запчасти становятся дифицитом, вот такой казус).1 балл
-
про воду не совсем понял но вот про поддув лучьше использовать спец проглушки газа меньше уходит,но если нет возможности то клеим, ждем,варим.если опыт есть то норма.если нет то косяки.
1 балл
-
@Seymur13, Я конечно не пайщик, но вы не думаете, что просто медь перегреваете?1 балл







































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)