Лидеры




Популярный контент
Показан контент с высокой репутацией 21.03.2019 во всех областях
-
Вот и всё , моя , почти 12-и летняя эпопея , на данном поприще закончена Переквалифицируюсь в управдомы
 19 баллов
19 баллов -
Очень долго у нас этот проект стоял замороженный, наконец то добрались до него. Это Австрийская раскладушка (хатценбихлер) с размахом крыльев 12 метров. Вот так должно получиться (фото с тырнета): Разложили пока без гидравлики, перемеряли размер будущих гидроцилиндров. Теперь её надо разобрать, приварить всё что на прихватках, и аж потом собрать уже с гидравликой, рабочими органами (которые ещё пока в макете), и выгнать в поле покатать. Короче я чувствую что в этом бою мы войну с Австрией не закончим, но всё равно уже ближе к победе.
19 баллов
-
Что бы не быть censored выставлю сегодняшнюю работу, где есть начало и окончательный результат. Рукоять экскаватора, до нас делали на участке, когда сдувал накладку сразу понял что варил трубник, у них свой почерк. Строжка - как я рад что она у меня есть!!! Пошел снежок с дождем, поставили халабуду..... вы не поверите, когда все доварил, только убрал оборудование - она рухнула... но грамотно - точно закрыла от осадков зону сварки... Сашок греет рУкоять, усилитель подготовленный.... такая работа.... В перерывах еще поварил люминь, и попаял радиатор. Универсалы, мля.....
13 баллов
-
Уделали и куды он денется . -----------------------------------------------------------------------------------------------------------
12 баллов
-
Продолжение. Пошел мокрый снег... строим "штабики" . Рукоять почти готова, а еще стрела без разделки...засада в том, что обещал отдать завтра вечером. С погодой непруха......
11 баллов
-
Итак, @Георгий 11, визуализирую то о чём вчера рассказывал. Зазор Ток 100А, присадок 1,2 в ванне. Кстати это я еще мало поставил, шов не достаточно литой получился, зря перестраховался. Обратная сторона, как будто ПА сварено. Сварка с периодическим подаванием рисадка. Разительная разница во внешнем виде. Сварка по отожженной стороне, без зачистки. Присадок постоянно в ванне ток 120А. Красивая сварка по отожженной стороне без подготовительных процедур, как впрочем и сварка с зазором, возможна только с помощью постоянного присутствия сварочного прутка в ванне.
11 баллов
-
Смысл видео в том что скорость нужна для тока , а не ток для скорости. Ещё тут наглядно показано как слаботочники, со своим "не перегревай большим током нержу" идут лесом, и правило 33а/мм он тоже озвучил на 18:29, опять же не много задета тема длинной дуги, наглядное видео. Визуально показано то,о чём я писал выше. Но я бы сваривал такой стык с постоянным присутствием сварочного прутка в ванне и не трогал верхнюю кромку, на такой толщине это вполне достижимо и выглядит очень прикольно. Ещё заметьте чистоту газа, белый ореол вокруг пятна говорит о его частоте, как собственно серебряный цвет. Хреновым газом никогда не получите белый шов, зато лгбт-цвета выходят без проблем.7 баллов
-
Чертеж столешницы, в ZIP архиве находится файл формата DXF. Вы можете смело отправлять чертеж лазерщикам в этом формате. Внимание!!! Стол собирается по системе шип-паз, поэтому чертеж сделан под толщину металла 5 мм! Если вы нарежете этот раскрой из большей или меньшей толщины - стол не соберется! Габаритный размер стола указан в названии файла - длина 1000, ширина 600, высота 100. Последняя цифра - толщина металла. Так выглядит сам чертеж: Между деталями - 10 мм (обычное требование лазерщиков). Шипы сделаны короче паза - под сварку. Боковины к столешнице, шип паз сделан в ноль, т.к. обычно лазер режет немного в плюс и такие соединения отлично и плотно собираются. Но это зависит от настроек лазера - куда вы будете обращаться, возможно придется дорабатывать шип. Три ребра жесткости стоят через 250 мм. На них шип сделан в минус 0,4 мм, ну и по высоте так же короче паза, под сварку. Высота ребра жесткости - 55 мм. Отверстия по чертежу ровно 16мм. От края стола до центра отверстия - 25 мм, шаг между отверстиями - 50 мм. Внимание! Если вы собираетесь самостоятельно закупать металл и везти на лазер - учтите, что фактический габарит раскладки - 1417 на 815 мм. Если с размером 1417 - все понятно, он с запасом входит в ширину листа - 1500, то по длине на 820 может не войти, иногда требуют запаса не меньше 10 мм от края листа, тогда надо будет брать лист длиной не менее 835 (по 10 мм сверху и снизу), либо сдвигать детали ближе. В общем узнавайте у лазерщиков - какое нужно минимальное расстояние от края листа до детали и расстояние между деталями. Под ноги ни чего закладывать не стал - думаю проще исходить из имеющихся материалов, чем навязывать свою конструкцию. Могу переделать чертеж под ваши пожелания и размеры как писал выше. Уточнил расчеты. По факту - длина реза 34,5 метров, пробоев - 400 шт. Т.е. при цене 44 руб/м и 2,5 руб/пробой, получаем цену - 1520+1000=2520 руб. - резка. Расчетный вес столешницы - 39 кг. Если вдруг у кого не откроется - пишите, на старых версиях Автокада и Компаса такое может быть. Чертеж создан в Компас 16.
6 баллов
-
Копус насоса, местный подогрев (знаю что чревато последствиями , но нужно было посадить на место привалочную поверхность ) в итоге все получилось , проверку на керосин прошел и привалочная плоскость обрабатывалась напильником
5 баллов
-
@olegstark,Доброго дня,сваривают только люди незнающие технологию или когда жаба душит,но результат Вас не обрадует:шов будет иметь отбеленную прослойку,что в итоге приведет к появлению новых трещин. Последующая переделка навсегда отобьет желание к таким экспериментам. Не экономьте на сварочных материалах,переделка всегда обходится дороже.5 баллов
-
Так же как и у автора темы Алексея, у меня была проблема со строжкой. Форсаж 315 АС\ДС справлялся, но на пределе. Да и такой аппарат угробить не хотелось бы. И был приобретен 500 А Элитек. ПДУ не предусмотрено, это-минус. Пахнет Китаем, очень сильно пахнет. Кабели сварочные-в комплекте. Масса-2 м, на держак-3 м. Варит мягко, УОНИ тянет на ура, пищит в нем что-то. Вентилятор-бешенный. В общем, за 27690 рублей-сойдет. Мощь! Электродом МР-3 ф 5 мм-пластину толщиной 16 мм проткнул за 2 секунды, на фото. Пока впечатления нормальные, уже варил им лесовоз, 3 рубля он мне заработал.
5 баллов
-
@BelaZZ,Ну я ж надеюсь Вы со сваркой вообще не подвяжете и мы ещё Ваши отличные швы увидим?5 баллов
-
Снова кожухи ...На оригинальном зелёном кожухе видно отечественное хваленое качество.К моему величайшему сожалению практически все наши станки полностью изготовленные на таком уровне- не только такие мелочи,как защита .Печально.
5 баллов
-
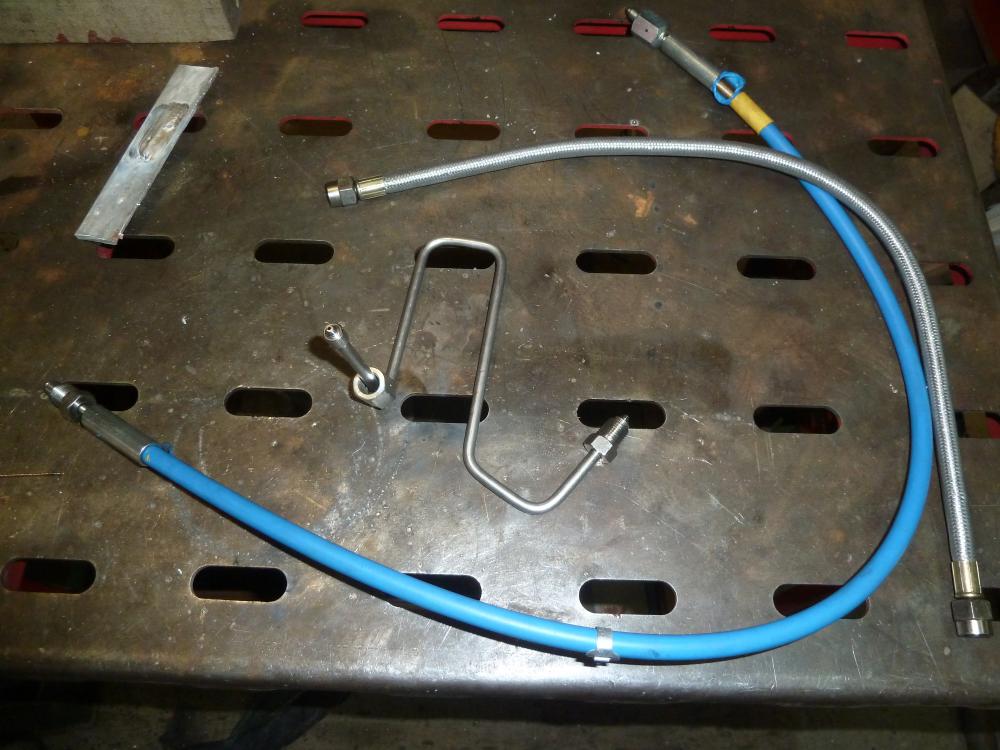
Сегодня-совсем мелочевка. Хотели поддон от большегруза притащить, но пока отложили в сторону в виду того, что гнилого много и поищут б/у... Не, оторвали от дел, звонок-поддон привезут. Может, даже и сегодня . И так, мелочевка всякая, трубки от стенда наладки дизель аппаратуры давление 160 бар . Церковная утварь. Потратил совсем малехо CuSi3 Стеклоочиститель от большегруза , не мажут вовремя и, как следствие-клин получают. Результат-ухо оторвало. Материал-силумин низшей пробы. А вот и поддон - американец ,,, не так страшен черт как его малюют , завтра мы его уделаем . Сейчас на мойку отправил .
5 баллов
-
Абсолютно верно! Мы работаем с нашими инспекторами (контроль под Рентген, всё хочу небольшой познавательный пост "замутить", да с фотографиями , руки не доходят В какой раздел только?). Ой, они сколько рассказывали про алюминиевые швы, показывали снимки с просвета... Внешне красивые швы, а на просвет - поры, поры, поры... Очень капризный металл. Пару недель назад разбирал возможности купленного очередного Фрониуса, AC/DC. Ну и ради интереса, пульсом поварил алюминий, делал варианты швов. Если завтра найду этот кусок, то выложу на обозрение и обсуждение. Внешне - не плохо, но я не спец по алюминию, а вот провара не увидел. Будем тренироваться4 балла
-
Александр , обманчиво усе это и ...... Да во внешнем виде почти такой же , но разница есть и разительная внутри..... Вадим это еще худший вариант и косяки внутри еще больше будут. Вот даже на автопродавалках от ЕВМ и т.д. есть режим подачи прерывистый и не зря это. Вот я с человеком говорил по сему поводу и сделал видео с непрерывным "купанием " присадка и с классической подачей , результат считайте сами сколь выдержало сгибаний непрерывная подача и лопнула ровно в середине шва а это говорит о том что середочка под присадком кое как "слепилась" вот именно слепилась . А вот прерывистая подача и шов цел и сгибаний выдержал более чем в два раза больше лопнуло не по шву . Правду это Ал но суть та же и как нить и с нерж сие проделаю .4 балла
-
Трещит,особенно когда РДС электродами по нержавейке пробуют. Потом срезать насранное очень трудно и долго. Очередной "пациент". Что получится и получится ли - не знаю.Пока прикол в том,что при разделке масло сочится из чугуняки. Просьба "тапками не кидать" , но у меня нет радиаторов отопления,как у форумчанина morgmail (рекспект ему,что делится наработками ). Поэтому приходится тренироваться на кошках варить тиски разные. Про рентабельность\нужность\экономию и "нормальность" заказчика и исполнителя даже не спрашивайте( но справки о пригодности к строевой службе и управлению авто от психиатра у обоих есть )
4 балла
-
Вот вам надобно копить уже не парные перчатки и потом обмен , Вадиму - левые от Виктора , ну а Вадим - правые Виктору . Вот в СССР не дураки были и был защитный экран , и сейчас можно на современные что то придумать похожее но сделать ближе к соплу или какой нить "фигуристый" чтобы и вторую руку от излучения спасал.
4 балла
-
@ЛехаКолыма,чугун трещит или по шву,или рядом,ложится нержа вроде хорошо,а результат 0.На работе некоторые спецы рассказывают сказки как они чугун нержей варили и все хорошо было,мне смешно от этих рассказов,даже не пытаюсь переубедить,пускай варят как хотят.4 балла
-
Вьетнам, Нячанг азиатская версия Геленджика. пляж/море не очень, всё в торговле за городом гораздо красивее и интереснее. деревни очень бедные, но народ очень добродушный. квест "перейди дорогу", причём ещё не самый худший вариант снял если на пляже хочется поваляться, то в Тайланде на Пхукете где-нибудь на Ката или Карон лучше. а так вообще очень интересная страна.
4 балла
-
Желательно бОльшое содержание никеля, в любом случае, это гораздо лучше чем УОНИ.4 балла
-
Георгий току навалишь и может запузырится и стрельнуть в лучшем случае пойдете ляктрод перетачивать и всему есть придел . Вот он 6061 , он знает толк в сварке и смотрите да у него присадок тонкий и он почти перпендикулярно шву , ну и в конце концов показал оба шва и ручками - прерывисто видно что в разы лучше да и качество тоже. Вот от что то не чего не катает и присадку не купает и тренировал себя с метрометром подачи присадка.3 балла
-
Александр , там толщина то всего 1,2мм и проварилось там и там , но с непрерывной подачей в самой середине хде "купается присадок" просто прилепилось и по сему там и сломалось по шву. Тоже самое и с нерж и с черным и т.д. Насчет перегрева и еще не известно где он больше я вот прерывисто подаю и не перегреваю. Впрочем , вот смотрите , можно и подавать беспрерывно , но присадок не должен "купаться" и мешать дуге . Panasonic до этого дошел да и другие тоже и думаю на испытания-исследования кучу денег в бухали .3 балла
-
П/а пользуюсь недавно, первая катушка в аппарате, поэтому советов не даю делюсь наблюдениями, на фото в обоих случаях настройки не менял, материал тоже, а направление движения разные, углом вперед и углом назад, мне как-то удобнее вести углом назад. Но углом вперед валик более низкий, соответственно думаю и провар. Фотографии
3 балла
-
такой грелка весит тонну. варил я. оно для проволоки 2.0 и ни хрена не спасало. рукавиц макс на неделю. краг не было. войлок или сукно. манипуляции затруднены в узкостях. неудобно. современные получше. и да- не было четырехтактного.3 балла
-
Все верно. Но тут опять двояко. С одной стороны я его туда запихиваю и ванна берет столько сколько ей нужно, с другой стороны, увеличив его диаметр ванна будет более холодная, а шов может стать более грубый (как на первой фотке где 100А). На тавре я частенько работаю 1,6 в случае 3мм железки и ток еще чутка выше, но вот внешний угол и стык все же предпочитаю 1,2мм. Почему в этот раз 1,2? Фиг его знает, пришло в голову 1,2 и попер, аронником в последнее время почти не работаю.3 балла
-
Георгий , делать будут аппараты но вот может имя изменится у него , точно сказать про имя не могу так как пока не знаю. И Форсажи принимать на прошивку и ремонт будут ,,,,, а завод может и будет выпускать Форсажи а может и нет мне тоже не ведомо . Антон , это не сторонняя фирма а как есть родная и в ней собрались Отцы Форсажа . И вот теперь интересно , где ты видел чтобы прошивка бесплатно делалась ,, не веришь спроси у Кемппи . Лорх, Фрониус , Меркле , и т.д . слупят за обновление прошивки не хилые деньги. Антон , ну после прошивки нормальный поджиг и еще доправят и там осциллятор в норме и именно алгоритм поджига изменить . Вот у меня на 500ке нормальный поджиг и не разу не напрягает , да если на вольфрам посадить "соплю" или пост газ экономить что многие и делают и вольфрам становиться похож на ржавый гвоздь то да поджиг с таким не сразу и аппарат капризничает но и правильно делает , это он хозяина приучает к порядку и просит переточить вольфрам. Есть проблема и на моем , при включении вентилятора иногда отрывает АС дугу ,,,, усе доложено и так же будет изменен алгоритм работы его , то есть он сейчас молчит и как только нагрелся аппарат то резко включается и это не правильно. Сделают как у Селко вент работает в четверть силы всегда и по мере нагрева аппарата прибавляет обороты в плоть до полных .3 балла
-
@RWS87, ну да. это дорога вдоль пляжа, далеко не самая оживлённая. а так вообще кому больше нужно - тот и прав. разметка/светофоры вообще ничего не значат. за городом ездил на мопедке - норм, в городе привыкать нужно.3 балла
-
Антон, в том то и дело!Вот если б ты был собственником и пользователем форсажа-это одно и у всех есть понимание ,что ты не диванный эксперт всех наук.Но щас ситуация наоборот.Никто понять не может твою цель .Я по себе сужу-о чужом аппарате я могу сказать только одно дорого или дешево.По остальным характеристикам а тем более косячкам мне воспитание не позволит высказаться.Ну как то безосновательно это.Если тебе не нравится пройди мимо это темы.Зачем спорить ,потом тут же забывать про отдельные свои фразы или привязываться к новым .И тереть перетертое.3 балла
-
@Кустарь,дааа,предоплата душу греет),еще момент:значит работодатель в тебе уверен и доверяет,а если 100% предоплата,то потом как то и работать не хочется,деньги то на кармане))).3 балла
-
Вадим , я вот англицкого не знаю но для себя перевел по видео и вот я примерно знаю что он в сей момент говорит --- так нельзя . Может кто переведет кто силен в англицком не усе конечно смысл доведет основной. Антон , согласен и с этим полностью , но общий пожалуй смысл видео в том,,, что если усе правильно выбрано и настроено то можно добиться почти идеала , вот он и показал например с током и 60А к его железякам хуже чем 90А а идеал 110А вот как то так я понял смысл видео .3 балла
-
А кто как горелку держит, а? 90% видео на ютюб, люди варят одной рукой. А после половину времени снятого видео, шлифуют швы. И вот смотрю я, речь диктуют грамотно, мысли изъясняют доходчиво, а варят одной рукой и коряво! Вопрос закрадывается сам собой, вы дебилы? Чухать по ушам несколько минут о том, какой хороший аппарат и все умеет, а потом довести своими швами публику до блевоты, это сейчас как называется???? Речь тут не о швах, что выше, речь о сварке п/а в целом, что мешает людям держать инструмент (горелку) двумя руками и «рисовать»? А ещё, вы знаете, что рукастым ребятам ничего не стоит, на данный момент своими руками собрать горелку на п/а супер флекс, хош воздушку, хочь водянку. Шланги силиконовые, центральный канал для Проволока направляющего канала можно тоже из мягкой резины использовать. Вот и можно получить на выходе, горелку, ощущать и манипулировать только рукоятью с гусаком, а не бороть всем весом дубовый шлейф, который всегда пытается скрутиться в кольцо, помнит тварь, как в упаковке был скручен. Самое противное, 21 век, технологии космические, а сварщик до сих пор с оглоблей в руках на муху охотится. А об АГНИ промолчу, эти ребята мне ГРПЗ напоминают, все то же самое, выкинь их на вольные хлеба, и года не протянут. И пока при Севмаше, не ждите хороших шлейфов, мягких/эластичных шлангов, все будет как обычно3 балла
-
Ни за что, за понты и премии топ-менеджерам....практической пользы-НОЛЬ..из одной серии с чудо -аппаратом псевдоплазменной сварки"Мульти.....чего-то там"..Резюме-ситуация напоминает старый анекдот-про сэра Баскервиля, Бэрримора, и гей-парад....3 балла
-
3 балла
-
Шкура из велокамеры
3 балла
-
Он в душе - экспериментатор как и я и показывает свои идеи и думаю усе правильно что показывает. Это да но думаю бабочка или "купание " ему не интересно да и не составит труда сделать это. А вот на люминии катать то не получится , сопло оставит след не сгладимый , но можно с эмитировать и навесу крутить о чем вчера выше и писал. Да на люмини бабочка круто и вот ее имитация на баке и жаль чернота Ал бак старый .
2 балла
-
Я вот как то в Дмитрове был на заводе и они подъемники делали под Икарус - гармошку . Подошел посмотрел , у них подающей висит над головой на рельсе там же катуха проволоки 2мм весом наверное за 100кг , так вот у них усе настроено на самую высокую скорость это я про шестеренки , да и на ВД тоже почти на всю и они больше не чего не регулируют , толстое к толстому , тонкое к толстому , в общем супер профи и самое главное быстро усе.2 балла
-
а изменение скорости подачи проволоки с помощью механической коробки передач?(шестеренки) любого в ступор вгонит. два рычага и табличка скоростей. люблю я свою работу! жарили на 450-500 ампер. а сопла сами делали паронитовые. медные стекали (:(:2 балла
-
@Вад11, правую, я левша!2 балла
-
270 вольт не может там быть. Это либо реле не замкнулось и просадка на резисторе зарядном, либо что то с сетью. При выпрямлении 220 получится 310 вольт. При выпрямлении 380 получится примерно 500 вольт постоянки. Либо у Вас тестер врёт. Схему скинул, но вряд ли она Вам поможет. Superior Plasma 60 HF.pdf2 балла
-
@niis2008, гусак в принципе еле тёплый, а руку спасаю двумя х/б перчатками одна на одну + крага спилковая.2 балла
-
@Ferio,я не силен в литье,точно,матрицу заказывали,то что льется-это я так выразился,может и прессуется.Про заказ это мне руководство так объяснило,когда я начал узнавать по чем нынче опиум для народа.Если у вас есть другие выходы на такой профиль,то огласите где его можно приобрести и по чем,может меня в заблуждение ввели.2 балла
-
С разделкой малехо переборщили, а ток убавлять лень было... так коротко и заварил на подъем, Провар 100%.2 балла
-
@niis2008, двойной у гроверса конечно интересный, я настраивал по звуку так, что мне казалось в тройном варю. Настройки конечно странные, по временным промежуткам конечно намного логичней и удобней, но уж как есть! @niis2008, у меня средние токи на люмине 220А в одиночном пульсе (потолок), в нижнем эти же толщины 250А, тоже одиночный. Не верю, что вам что то жжёт!!!!!!2 балла
-
так я не настаиваю не на чём.хотел помочь.а не приподняться в глазах.тем более возвеличивать китайский аппарат.странно как то.попросили фото я выложил.у меня на каждый шов своя программа.ну да ладно.за сим откланиваюсь.удачи в сварке. так я про двойной импульс и говорю.в простом не работаю.не понравилось. я двумя руками горелку держу.на длинных швах бывает так нагревается и жжёт руки что сразу наводит на мысли.поставить(придумать)какую нибудь направляющую.умную.2 балла
-
При сварке чернухи я горелку обязательно стараюсь придерживать свободной рукой для точности движений, а на алюме эта точность должна быть на порядок выше ...2 балла
-
Георгий , да и не обязательно все эти каталки и я их не признаю только потому что дуга размазана и лижет металл да и по времени "классика" быстрее , да может где то на трубе корневой или заполнение еще и можно покатать , а по большому счету можно и просто не опираясь соплом с эмитировать !"бабочку" и главное с правильной а не размазанной дугой . Вот смотри человек и не каких намеков на бабочку да и присадок не "утопленник" в ванной , равномерная подача не махать им и чтобы под газом лежал и можно шов вообще "без цветный ! заполучить. Поучительное видео.2 балла
-
2 балла
-
2 балла
-
Сбылось! Отдал аппарат местным электронщикам. ПДУ взял от Гроверса-350, который к аппарату приспособил Техсвар. Только резистор заменили на другой, с иными характеристиками. Старый, 7-ПИНовый разъём ремонтёры трогать не стали. Исходили из предположения, что вдруг где-то да найдётся штатный ПДУ. А на лицевой панели-закрепили новый, 3-ПИНовый разъём. Поучилось несколько колхозно... Ну да ладно, как говорится, с лица-воду не пить. Главное-что получилось вполне работоспособно. Уже опробовал в деле. Понравилось.
2 балла















































































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)





































