Лидеры

.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)


Популярный контент
Показан контент с высокой репутацией 29.08.2018 во всех областях
-
Корпус насоса.Сначала хотел сделать цельную латку,но подгонять муторно.В итоге разделил её на две части. Всё по старой схеме - Панч,длинная керамика,вольфрам WZ-8 диа.3.2(заточка в хорошую иглу),педалька. Проверка на мел.Сухо.
 12 баллов
12 баллов -
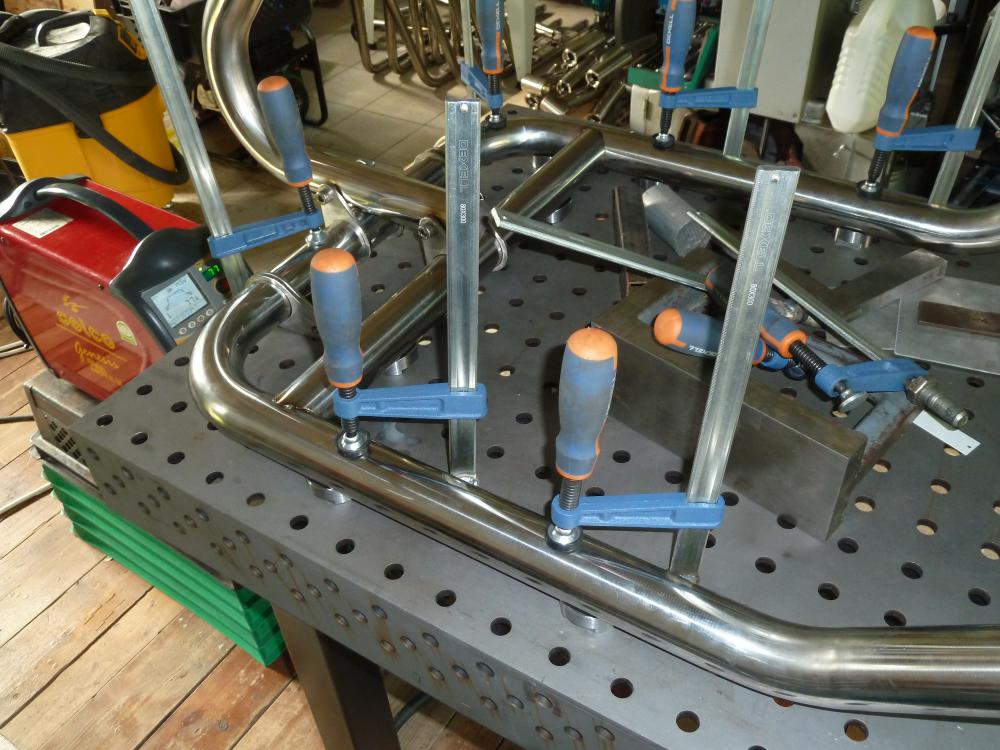
Универсальная скамья для жима с регулируемым наклоном. Материал скамьи: труба профильная 40х40х3, 60х40х2, полоса 40х4, круг 16. Материал спинки: фанера 21мм, изолон 30мм, кожзам. Покрытие порошково-полимерное, цвет 7024 по каталогу RAL.
10 баллов
-
Задний мост Дэу, просто нет слов. Результат этого срача, конченный редуктор. Первое фото, это тоже кроилово, только более красивое.
10 баллов
-
всем добрый вечер !!! недавно привозили направляющее ухо с пресс подборщика , привезли вечером и с просьбой нужно сделать желательно сегодня приехали с далека работа встала заготовка на зиму идет , почистил помыл зачистил корд щеткой , ушм пилить искра есть , на дугу аргоном проверяю ванночка есть хорошая ( Юрий Иванович спасибо большое за советы ) откусил Панч 11 пробую варится отлично ванночка чистая поры только лезли пустоты прям . сделал прихватки 12/6 и разделку и потихоньку начал варить этот пальчик проволоку откусил с запасом скрутил ее шуруповертом зажав два конца в тисы а ушко в патрон, самое смешное хозяин сказал что там просто подается веревка нагрузки ни какой нет по сути , ну да и ладно часа 1,5-2 примерно варил с проковкой первый раз до этого не разу не варил так чугун
9 баллов
-
Сначала маленький фильмhttps://www.youtube.com/watch?v=4ei-zGd1tYQи таким макаром аппарелям пришел капут, правда в кино машина полупустая, а так они под завязку грузят. И администрация района попросила привести все в порядок, по возможности усилить.ай это святое,и обед, молодость вспомнилась В пятницу сдаем Регистру.
9 баллов
-
Трудовой будень конца той недели. Сказали выкопать и пересадить можжевельник. Копали пол дня отбойным молотком. Под плиткой оказалось 17 см хорошего советского бетону. Зато корни росли очень компактно в бетонном плену, сохранили с комом процентов девяносто пять точно. https://youtu.be/pkTFwQSp0Oo Думаю на новом месте ей понравится.
8 баллов
-
Любимые ковши.... Трещины на режущей кромке, пока не критические. Разделка строжкой на 80% и сварка порошковой проволокой Т-71. Фото опять крутятся...
6 баллов
-
@selco,У меня тоже таких фото есть. В отличие от Вас я и мех. обработку произвожу, выдавая готовую к постановке на мотор ГБЦ. Нормально 4043 и 4047 работают. Оно еще немного не доделано, но тем не менее. Это мотор - ЗМЗ406.
5 баллов
-
Мужики , первое и я уже задолбал этим , алюминий любит чистоту и если варите в нахлест то и за швом то есть где две детальки ложатся друг на друга должны быть чистейшими как у кота ,,, иначе от туда "плывет" грязь и окисел который сбивает дугу и аргончику можно поболе пустить . Каковы аппараты и если есть возможность то частоту АС тока 200- 300гц то есть максимально что позволяет аппарат . Ну и в первом случае ампер очень очень мало и надобно около 100А и я бы для себя поставил 120 А . НУ и тренировки вот такие на разнотолщинном ой какую пользу несут и советую и через какое то время вы не будете замечать разнотолщинность. 0,8ММ и зазора не должно быть и надо постараться чтобы его не было иначе так и будет и подварить то можно но придется чистить потом так как уже шов не тот будет. Вообще 08мм лучше без присадки но это точная работа и требует усердия , ну и если с присадком то для 0,8 он должен быть 0,6мм проволочка от ПА и конечно с ней трудно работать но в помощь импульс , короткая даже супер короткая дуга . Ну и конечно тоже потренироваться нужно и конечно у меня это извращение и можно 0,8+0,8 или 0,8+ 1,2 или 2мм .
5 баллов
-
Чисто отсутствие опыта. Пока руки и голова САМИ не согласуют свои действия, никакие видео не помогут. Совет от меня, зажигаешь дугу на толстом металле, пусть будет в 5мм от стыка, при появлении ванны гонишь ее к стыку. Немного не доходя останавливаешься (3-4мм) и ждешь когда появится полноценная ( рабочая) ванна, далее чуть двигаешь ванну к стыку и сразу при появлении плавления кромки подаешь присадку. Вуаля, дальше проблем нет. Добавлю. При достаточном опыте " разнотолщинность" начинается при разности металлов в 3 раза, а остальное - просто работа где на разницу просто не обращаешь внимания. По току уже писал неоднократно. На этом форуме получил и делюсь здесь же. После зажигания дуги считаем - раз-два-три (3-4 сек) если нет ванночки , то мало тока. У меня обычно настроено на 1.5-2 сек, но нюансов тьма. На тонком (0.8-1мм) 2-3 сек.5 баллов
-
@Учусь,Вот, лист 2мм. При неправильной подготовке, после сварки будут " волны". Подготовка нужна тщательная и сварка пройдёт более прогнозируемо.
5 баллов
-
@Asples,0.8 лучше сваривать по отбортовке , если свариваете в стык то идеальная подгонка , частые прихватки. Листы около стыка прижать оставив минимальное место для удобной сварки . И не торопясь , не перегревая , лучше вразбежку сваривать, прижимы не убирать пока не остынет .5 баллов
-
@BelaZZ, здесь про трубы есть https://www.youtube.com/watch?v=SZ5jaeBR1sM5 баллов
-
А не усе так просто и некоторые ГБЦ кушают 5356 с удовольствием а вот 4043 и 4047 бывает поперек горла им. Вот 406 и металл ГБЦ светлый на АК не похож , и я вот их раньше постоянно для маршруток делал и первые 4043 , но заказчик сказал что швы намного слабее самой ГБЦ и не совсем хорошо происходить обработка плоскости . Поменял присадок 5356 и заказчик был полностью удовлетворен а он в ГБЦ профи и не одна сотня маршруток на нем.
4 балла
-
В общем сделал,на первых трех фото коррозия,просто залил,на остальных фото трещина.Были правы минимум 2 т.за диск,вымотался с ними,но хоть опыта немного приобрел.Клиенту сказал,что след.только за 2 т.как минимум буду делать.Криво-косо получилось что то.
4 балла
-
@NW51, Сверлильный станок. Насаживаем изделие на 32-е сверло (или его макет) в станке, зажимаем изделие, меняем серло на 40-е и сверлим. Сверло разумеется коронка.4 балла
-
Торцы- которые подгоняли с участием абразива рекомендую перед сваркой обработать напильником. Сварочная ванна будет чище.4 балла
-
8 мм+2мм+3мм... 8+... ток 140а, присадка 2мм, газ 7 л, баланс - немножко в минус))) зачистка лепестком, электрод 3,2... 2+3 ток 67 а, все остальное такжеАлюминий любит тепло! Перед собственно сваркой пробегаюсь дугой по более толстой пластине.
4 балла
-
Сегодня понадобилось отрезать от 25 уголка полоску, вдоль. Вспомнил про старинные разъединялки звеньев цепей бензопил - аккурат ими можно сжать пакет из 8 мм.
4 балла
-
на что отвечать? Да все в бюджет упирается. Если вы будете приобретать выше 20к рублей аппарат, то будет уже что-то. А если вы хотите купить за 4-5 к рублей, то ПРАКТИЧЕСКИ ВСЕ они на одном заводе штампуются и все внутри равные. Ну плюс минус не считается. Поэтому чего советовать? Идти в магаз и покупать там что понравилось, а то что вам посоветовали поинтересоваться по сервису, то это и будет критерием к выбору. Те кто берут аппарат для работы, то берут не ОМНО, а качественный и надежный. А те кто для забора, то любой китаец может как взорваться так и славно 10 лет отработать раз в год. Так что тут особо и советовать не чего. Ну нет того, за что можно зацепиться. Да и все фломастеры разного цвета, следовательно каждому свой и понравится. А то что внутри у них вовсе не определяется наружностью. Что описание характеристик, что название, что ... В общем все БЛА БЛА БЛА. И еще один момент. Ну посоветуй вам конкретную модель конкретного производителя. А он сломается да на следующий день. А нафига вы будете мне карму потом портить? За то что вам посоветовал не то и не так.... Как пример, возьмите ГРОВЕРС, бюджетно и с сервисом. Сервис РЕСАНТА или СВАРОГ ... Ну еще те грабли. Аврора то же может подвести. Хотя ... В общем каждый случай надо отдельно разбирать. Даже от ФОРСАЖ если рассматривать, то тоже можно попасть как на лучшее, так и на полное барахло. Вот вам и ни кто посоветовать ни чего конкретного не может. А наезд устраивать и ... не уважительно к другим, т.к. вы ни кого конкретного не знаете и руку не жали и в глаза не смотрели, а уже с такими претензиями обвинения.... манагеры... и т.д. ... Тут как раз к ним то предвзято относятся и большинство тут людей именно так или иначе к сварке имеют отношения не с точки зрения купи-продай. А как варить, а как зарабатывать выполняя работу. Удачи в вашем не легком выборе.4 балла
-
Так то я наверное один из первых пользователей Селко на форуме, в конторе 2200 ac/dc с 2012 года пашет, а в 2013 или 14-м году появился Genesis 3000 PMC. Поэтому оценил их по достоинству уже давно.4 балла
-
https://www.youtube.com/watch?v=3y1um6om0Ws4 балла
-
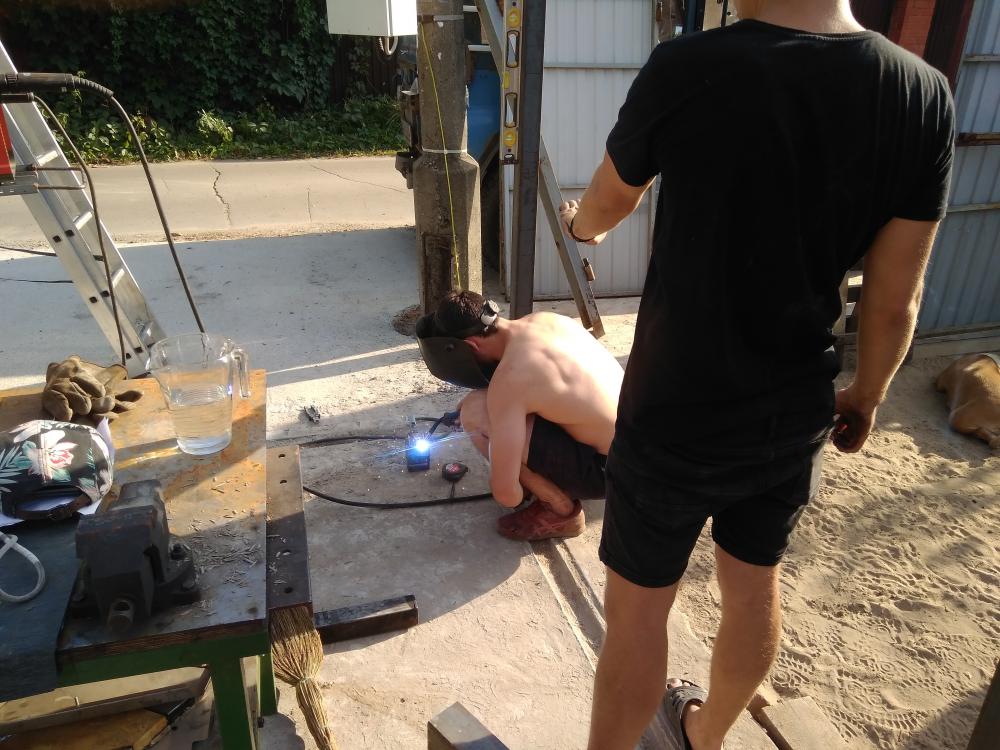
Ещё будень) А это мои помощники попросили попробовать сварку на зубок (пока я перекур себе устроил).
4 балла
-
Конечно, тут без резака никак.3 балла
-
Я из Полтавы, далековато конечно. Но одного дня хватит показать , рассказать и дать попробовать самому на моем оборудовании поварить.3 балла
-
@flo,так для начало лучше почитать: что такое сварочные деформации ,откуда они берутся и как с ними бороться.3 балла
-
Вадим, можно центр сделать.В чертеже S-4мм. хоть деревянный чопик забить и коронкой сделать отверстие на 40мм.3 балла
-
https://youtu.be/mmBtOtR32VY3 балла
-
Бабулька -соседка , готовит вкусности разные и угощает.
3 балла
-
@user123, та ж фигня и у меня получалась, когда разная толщина, тонкое плавилось, а толстое не прогрелось . Току больше надо, раза в 2 где-то, и греть толстое, тонкое само нагреется. А когда малым током, тонкое уже шариками скатилось, а толстое ещё не прогрелось . Может, опытные более толково подскажут, я ж новичок .3 балла
-
— Алло! Это база? Я насчет сарая. — Извините, но это ракетная база. Вы не туда попали. — Нет, блин, это вы не туда попали!3 балла
-
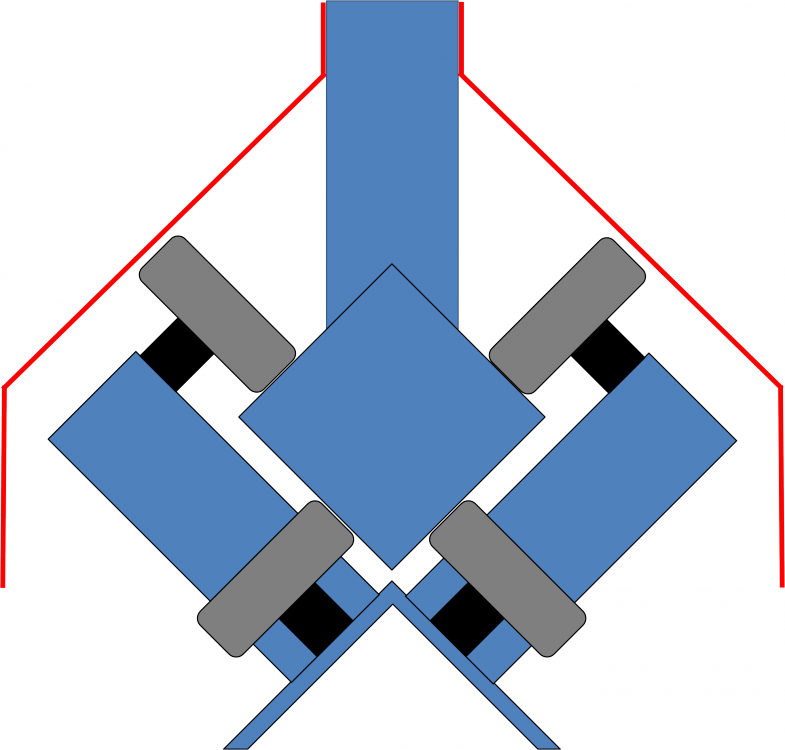
Судя по тому, что на фото-проектанты про науку гидравлику-не просто забыли. Они об неё ноги вытерли... Не надо ставить на самый длинный контур дополнительный насосик. Получите войну насосов (между насосом подмеса и допнасосом). Не зная данных по параметрам сети (температурный график, перепад давлений) и внутренней разводке (этажность здания, длина и степень извилистости контуров, тепловая нагрузка на них), могу посоветовать следующее (с солидным профицитом по диаметрам и расходу теплоносителя). Всё, что находится за электроклапаном на подаче и перед расходомером обратки-переделать. Гидрострелку делать из трубы не менее ф 108 мм, совмещённый с ней коллектор-из трубы ф 76 мм и ставить индивидуальные насосы диаметром 1" на каждый контур. Или один насос на 1 1/4" с приличной производительностью и балансировочные вентили на каждый контур. В любом случае, термометры на подаче и обратке каждого контура-крайне желательны. Иначе, на чисто тактильных ощущениях-регулировать контуры умумукаешься.3 балла
-
Ответы наверное туто надо искать , но это не для нашего ума . Мы исходим из требований захаказчика и своих так сказать "ощущений" что лучше будет именно для нее ГБЦ которая лежит на столе и смотрит на тебя , иногда нагло и ухмыляясь "попробуй почини меня и не хрена у тебя не выйдет" ,,,,. иногда наоборот с грустью "давай уж быстрее зажигай дугу и лечи , я еще поработаю" https://www.drive2.ru/l/9273363/ http://mashinform.ru/marochnik/aluminium/ak9ch-byvsh-al4-obj1667.html. http://nfmetall.ru/articles/36.html P.S. Как то один раз звонок и вопрошают с той стороны .. "алюминий варите" да варю ,,,. "а у вас есть такая сварка чтобы с простукиванием шва" ,,, не понял ,, " а мне вот сказали надо такую с простукиванием шва чтобы он хрепче был" ,, привозите посмотрим . В общем привез какой то прямоугольный бак обрамленный уголками с прихватками и вот они отлетели от бака и дыры , ,,,. простукивать там нечего было , сварил . http://aluminium-guide.ru/svarshhiku-o-klassifikacii-alyuminievyx-splavov/#i-22 балла
-
@Вад11,Доброго дня,подогрев не делали?2 балла
-
нЕ 200а для ГБЦ ЗИЛа маловато да и аппарат будет постоянно на максималке работать а это есть не совсем хорошо и по сему 350Ампер + чтобы частота тока регулировалась и вообще если на поток то аппарат должен быть посерьезнее. Про аппарат написал , стол сварочных хороший или самому колхозить или покупной но должен быть ровный да и ГБЦ чтобы любую к нему можно было "поджать" от поводок . Фрезы , шлиф машинки , хорошо бы пескоструй ну и если поток то мойка должна быть,,,и конечно учится сварке Ал сплавов и не только их . Да и присадочные прутки 4043 , 5356 ну и опосля можно еще экзотикой разжиться и лишнем не будет.
2 балла
-
C приобретения ПШМ и борфрез по алюминию аппарат сварочный с прочим имуществом приобретать и учиться варить.2 балла
-
Бред. При правильной сварке, наплавленный метал будет единое целое с основой. Сложного ничего нет. Ту на форуме есть ребята с Украины, может они помогут?2 балла
-
Кипит... Это как латунь сваривать, по чуть-чуть, взогрел - получай цинка.2 балла
-
@Вад11,не с чем сравнить,если с алюм.,то коряво,вот я намучился.Я так понял,что поры от перегрева начинают идти?2 балла
-
... знать где можно схалтурить .2 балла
-
П\а для таких работ надо и удобней и в разы быстрее. Соответственно поводок меньше. Что за конструктив? На бак не похоже, если только своеобразной формы...2 балла
-
Надо косичку плотнее крутить,вплоть до отрыва или у шуруповерта, или у тисков.При этом вытягивая её,типа держать струну.2 балла
-
Вот открываю тему, будет еще больше, но сначала сухая теория, подмажем попозже (видео) Когда будете знать принцип работы сварки и настройки полуавтомата, после этого по видео поймете и закрепите на всегда2 балла
-
Раз уж пошла воротная тема, то вот коротенький видосик моих весенних трудов. Сразу трое ворот. Одни навесные с калиткой и двое откатных. Навесные и откатные большие делал за место других. Которые начальник велел демонтировать. Жаль фото той порнухи не сохранилось.Нашли посредника, посредник нашел рукожопов, те сварили и поставили ворота. Мало того что уродские и кривые, так одними воротами забор сломало, а другие распушку на стене разбили. Крику было... https://youtu.be/5xPEctXpSKU Сразу сорян за вертикальную съемку) Привычка!2 балла
-
Ещё один не серый будень В работе трос с лебедки и все остальные троса из уазика (даже блок лебедочный в деле). Варил на земле, потом подъём.
2 балла
-
Приехал обратно через год просто стальной крашеный радиатор от квартиры . В двух трубках свищи "спародически образуюцца". В прошлом году заварил. Опять начали в других местах течь. Решили поступить радикально. Вырезал две трубки. Заглушки буду вваривать. Трубки порезал в разных сечениях. Труба бесшовная. Только вдоль одной стенки металл тонковат.На ленточке пилился как бумага. Купить новый пока не могут. Сопоставимый нержавеечный стоит как самолёт. Подготовил место сварки. Вот жёлтое - это что? Кто знает чем они варят или запаивают. Ну не латунью ведь . Если латунью, то мне надо заглушку с перекрытием этой пакости.2 балла
-
Да как бы не проблема. Один из вариантов. Конфигураций отлива можно приладить разных. Лично мне импонирует конечная стоимость ворот целиком по цене фирменного механизма.
2 балла
-
Чугунная деталька отвратительного литья и при работе с ней даже показалось,что Панч сам за меня всё сделал и в итоге всё сухо, не было подваров. Место немного неудобное,но сделать подготовку помогла приспособа с али с узкой лентой,шустро и удобно. Длинная керамика со скошенным(отрезаным) носиком,вольфрам WZ-8 диа.3.2 , педаль, проковка. Проверка на мел - сухо и комфортно. р.с. или сайт чудит,или мой комп.Фотки выставил не в той последовательности в какой их выставлял.Да и ладно.Последовательность понятна.
2 балла
-
Турбина , от чего не знаю , судя по размерам от какого-то трактора. Нагревал на глаз, панч
2 балла
-
Вот, второй патрубок не рвет так как он две стенки проходит. Опаял серебром. Если так не пойдет придется вскрывать бачек и делать две точки привязки. Конец трубки в бачке, крепить тоже как то.
2 балла