Лидеры




Популярный контент
Показан контент с высокой репутацией 24.04.2018 во всех областях
-
Шестерня редуктора японского трактора 96 г. выпуска. Во Владивостоке пытались заказать,но.. ,Местные наотрез отказались делать новую деталь ..последний шанс - попытаться наварить.Деталь интересна:закалка объемная с низким отпуском,что странно для шестерен.Твердость где-то 53-56 по Роквеллу. Вариться тяжело.Буфер никелевый,перекрытие 316.Хорошее уплотнение проковкой и наварка Р6М5. Подгонял часов пять,но,в общем-то,получилось,главное,чтобы приработка прошла нормально.
 14 баллов
14 баллов -
Болгаркой распустить на полоски - для наплавки пойдет,это не сварка.5 баллов
-
Техносварка: Советы и ответы в Советы в выборе "Малыш" Grovers.WSME-200 в Обзоры, тесты и отзывы Сварочный полуавтомат GROVERS MIG 200 в Обзоры, тесты и отзывы GROVERS WSME 200 AC/DC PULSED TIG в Обзоры, тесты и отзывы GROVERS WSME 350 AC/DC PULSE сварочный инвертор в Обзоры, тесты и отзывы Инвертор ENERGY MMA ARC 160 в Обзоры, тесты и отзывы Сварочный полуавтомат GROVERS MIG160 в Обзоры, тесты и отзывы Аппарат "Energy" от "Техносварки" в Обзоры, тесты и отзывы GROVERS ARC 160 PFC в Обзоры, тесты и отзывы GROVERS WSME-200 AC/DC PULSED TIG . в Советы в выборе Grovers Multimig 200 PFC Dual Pulse в Обзоры, тесты и отзывы4 балла
-
Данный раздел создан как навигатор по основным темам и представленным аппаратам. Если имеются вопросы вопросы по технике Гроверс (либо аналогичным аппаратам), милости просим сюда. Постараюсь своевременно отвечать. Помощь в ответах только приветствуется, т.к. всего знать невозможно. Так же делитесь какими либо секретами в работе и помогайте друг другу. С ув. Алексей !4 балла
-
Но это у вас так получилось и опыт ваш.4 балла
-
@SergDeminя насобачился их делать не спеша и быстро )) час времени и готово . сделал трубчатые сверла с алмазными сегментами под нужные диаметры и на малых оборотах , периодически проверяя глубину входа штангелем , потом простукиваю легонько . слушаю звук . если глухо то опять сверло . если при простукивании добойником есть поцокивание то кувалдой + штырь + легкий удар ))) единственно что вчера хорошо умыло со всех сторон ..... струя в потолок люка дала )))4 балла
-
Обалдеть,я тоже много разных шестерён востанавливал но это обычно были прямозубые(типа поворотного круга в грейдере или колоны гидроманипуляторов)а тут планитарка.Да уж,не оскудела земля русская талантами4 балла
-
А ещё лягухи по щелям попрятавши сидят,как массу на трубу повесишь то они вылезают и вытягиваются.Тащются4 балла
-
@Kondor416,ситуация понятна.В общем как и везде,работать ни кто не хочет,все хотят проверять и контролировать,только с таким подходом скоро некого будет проверять.Со свечкой и я постоять могу.Промбезопасность как легко сдавалась,тесты на компе,я просто ключевые слова запоминал в вопросах и ответах,в суть даже не вникал.Ведь все прекрасно понимают,что это бред сивой кобылы,но с важным видом делают вид,что это очень важно).3 балла
-
@Фунтик, в этом мне свезло. Я в эти стародавние времена ещё электронщиком был. А когда до врезок дело дошло, уже шаровые появились.3 балла
-
Да бесит уже- болт закрутить - давай СРО и фиолетово им на то, что его отменили, две пластины из ст.3 не ответственных конструкций сварить - давай НАКС и я не говорю уже про остальные дешевые удостоверения..... ну и вспомним еще аттестацию Ростехнадзора по пром безопасности вообще тихий ужас. Факт еще в том-замкнутый круг - нет корок-нет работы. Получил корки - не факт, что заберешь подряд)))3 балла
-
@Ganimed, какая гадость, это ваша заливная рыба . Не любил я врезки, вечно в сырости и грязюке делать надо.3 балла
-
3 балла
-
Ага , по телефону )) Как вчера с этой вырезкой : надо сделать врезку для полива на территории больницы , труба под давлением , отключать нельзя . Я грю а если чугун ? Что дальше ? Ну поедете на месте разберётесь , придумаете что-то . Ну повезло , стальная оказалась . Иначе пришлось-бы изобретать хомут со сгоном . Задолбало , ещё неделя и хватит3 балла
-
Шеф вам чертежи говорит? :-)))3 балла
-
Полотна советских пил с гарантированным составом быстрорежущей стали,а не сверла,в которых часто заменяют HSS на 9ХС3 балла
-
Закалка с низким отпуском..забыл добавить.Как оно будет работать - посмотрим.Еще раз повторю:не было другого выбора. Я имею понятие,что такое нарезка,шлифовка,прикатка/притирка зубьев конических зубчатых колес и понимаю сложность этой проблемы,посмотрим,может быть что -нибудь и выйдет . Эти люди обращались даже на вертолетный завод с вопросом - можете изготовить?Можем..комплект по индивидуальному заказу с соответствующей ценой.Сдается,что надо покупать тракторы "Беларус",а не японские...дешевле будет)3 балла
-
Возвращаясь к вопросу о зажиме для серьёзных токов. Зажим который много раз обсуждали Выглядит мощно, именно в таком ракурсе его фото во всех интернет магазинах, а вот вид с другого ракурса упс.. а король то голый, поплыл он очень быстро, всего на 300А, пришлось подлечить, чтоб доехать но это филькина грамота, не ведитесь на это фуфло Так выглядит комплектный зажим от Евы, уже после нагрузок в 400+3 балла
-
Как это не делать и делайте все будет работать. В общем основания поломанных зубьев ровняем (как стоматолог) сверлим нарезаем резьбу ( по фото не определить ширину шестерни и зуба и диаметр сверления и количество сверлений по шестерне в разумных пределах ) и закручиваем штифты на высоту зуда ну и обвариваем и тут от чугуна зависит или через панч или через нерж ( Точмаш23 думаю подскажет конкретнее) ну и далее сформируем зуб и думаю обычная СВ08Г2С пойдет.
3 балла
-
Онлайн )) очередная врезка под давлением
3 балла
-
Продолжение Марлезонского балета. Кладовочка. Ну, крепёж, естественно, из нержи . Куда же без неё, родимой . Общий вид в зеркале, прихожка маленькая, по другому в кадр не помещается Осталось 3 полки сделать. Материала пока нет.
3 балла
-
С чего Вы взяли, что "прощай гарантия" Это ещё большой вопрос, где гарантия реальней - в мелком захолустном магазине или в серьёзном интернет магазине. Если хотите с железобетонной гарантией - http://grovers.ru/catalog_grovers/MIG-MAG-svarka/mig-200-energy/вот Вам Гроверс. По поводу их сервиса, даже объяснять не буду, весь форум подтвердит. Как альтернатива - http://www.welding-russia.ru/catalog.html?itemid=16335, магазин проверенный. можете его ещё в Сварыче глянуть. А китайскую технику от мутных продаванов типа Ресанты покупать не рекомендую. Сварог и Гроверс - тоже китайские, но известно, кто и для кого их делает. По поводу Авроры, не худший выбор, но тогда уж лучше двухсотку берите. Разница в цене не велика, а запас по току не помешает.2 балла
-
... когда шаровых кранов не было в помине , пробковых не было в доступе , кипяточком малость пополаскало -шустро прикрутить к штуцеру не получилось .2 балла
-
Заходить сюда после 19*00, прям сплошное расстройство и бурление в животе2 балла
-
@Kondor416,не думаю,что зубья ковша подконтрольны ростехнадзору.Имею ввиду разрешается ли их варить в принципе,если нет,то и накс не нужен,потому что все равно не примут.Вы уточните этот момент,может и смысла тогда нет заморачиваться.Или просто шабашкой взять,швы зачистить,чтоб в глаза не бросалось да и все.2 балла
-
@Kondor416,ошибочка,посмотрел сейчас.У вас ПТО (подъемно транспортное оборудование),п.1 наверное (грузоподъемные краны),по экскаваторам конкретно не написано.В любом случае вам в АЦ все объяснят,они заинтересованы в ваших деньгах и всегда рады новым клиентам).А ГО-это газовое оборудование. @Kondor416,нет,хотя бы курсы какие то,разряд не ниже 4-го и вроде год работы сварщиком с записью в трудовой,плюс мед.комиссия по профессии.Посмотрю сейчас где то это все прописано.2 балла
-
@Kondor416,нет такого понятия как «общая аттестация».Вы при аттестации сдаете общий экзамен и по своей теме,т.е.допустим у вас грузоподъемное оборудование (ГО),там тесты,в общем вроде 30 вопросов,в специальном 20,нужно ответить на 85% (точно не помню уже),но обычно вытягивают,если даже на эти проценты не ответил,ничего там страшного нет,комиссия обычно идет на встречу,потому как пересдача никому не нужна.Но получить допуск к теоретическому экзамену можно только после того как сварите контрольные образцы,если их качество устроит комиссию,то тогда на теорию.По образцам не подскажу,я варил как раз на ГО катушку 100 мм под 45 гр.Смотря какие требования и допуски вам нужны,это уже в АЦ нужно интересоваться при или перед подачей заявки.Каждый образец стоит денег,если несколько образцов варить,соответственно дороже и аттестоваться можно только максимум на три темы.2 балла
-
по ТБ, да. По факту нет причин стравливать если это НЕ кислород, пропан и т.п., т.е. то что не взрывоопасное. Ни разу не видел у буржуев этой процедуры - стравливание. А вот насчет держать давление: то хоть неделю будет. На шлангах малого диаметра хомутики винтовые не допустимы. Нужно использовать зажимные (обжимные). Так же между редуктором и баллоном уплотнитель не вечный. Ну и остается шланг до аппарата, сам аппарат. Обычно клапан в аппарате достаточно качественно закрывает. Но когда попадает грязь: с резинового шланга частицы шланга, а так же когда одевают и снимают постоянно на редуктор и т.п. то в клапане забивается отверстие и он начинает залипать. Конечно обычно в открытом состоянии. Поэтому ни 10 минут ни час не допустимо! Должно много и долго держать. А аппарат виноват или шланги - это уже дело мастера, а не гадалки. P.S. старые российские шланги перешедшие к нам с СССР, не допустимо применять. У меня от них изжога только при одном виде. Конечно если вы не в морозы на них работаете. Для морозов нет ни чего лучше чем они. А вот при температуре выше 0 градусов, нет ни чего лучшего чем силиконовые армированные. Или даже не армированные. P.S. P.S. И насчет резиновых. Раньше их промывали и выдавали спирт для этой процедуры. Поэтому разложения не оставались ни в клапане ни в горелке ни где. Вот это способствовало их положительному применению.2 балла
-
https://www.chipmaker.ru/topic/198963/page__view__findpost__p__3714398
2 балла
-
@Luza,2 балла
-
У меня день давление держится. Редуктор буржуйский.2 балла
-
@Mikhailsvarka, это нормально. Полностью избавься от минимальных утечек практически не возможно, особенно под головкой вентиля на баллоне. Объём газа в редукторе мизерный и если он за час утекает, это практически ничего. Если, конечно, баллон открытым на месяц не оставлять.2 балла
-
Итак, после некоторого количества перипетий, мы имеем вот так Прошивка имеет некоторые новшества, в циклограмме появилось два новых пункта относительно прошивок 1.0.1221 и 1.0.1115, с которыми успел познакомиться ранее. К сожалению сфотать забыл, потому на пальцах. Появилась возможность регулировать время разогрева электрода. Следом в циклограмме есть возможность сформировать шарик на электроде, прежде чем перейти к процессу установления межмолекулярных связей. Выставил обе фичи в ноль, ибо нужды в них никогда не испытывал и разбираться лишнего времени не было. Сразу поясню, аппарат не мой, возможности вдумчиво и разнообразно экспериментировать с ним у меня нет. И работать чуть чаще чем всегда, он будет с люминем, потому всё о чем пишу касается АС режимов. Убрали возможность вручную выставлять полярность поджига, тем не менее поджиг по очучениям стал уверенней, по крайней мере на большом токе и толстом электроде. Как оно будет с тонким материалом, пока возможности испробовать еще не было. Изменилась регулировка баланса, если ранее была как на форсаже, 50% - нейтральный баланс, больше - отрицательный, меньше - положительный. Теперь нейтральный - 0, отрицательный - от 0 до -30%, положительный - от 0 до 30%. Это при условии выключенного автобаланса. Который при включении будет ограничивать этот диапазон, в зависимости от настроек тока, диаметра ляктрода и т.д. Но при первых же попытках поработать всё это как-то очень странно себя повело. При попытке выставить уже опробованные на предыдущих прошивках режимы получалось чего-то не того. Уже несколько после в телефонном разговоре, Александр с ЗТИ объяснил, что 0 там условный, по сути 0 это баланс который выставил аппарат, а +/-30% это коррекция на усмотрение сварщика. Может это для кого-то и полезная вещь, но я предпочел бы иметь возможность регулировки старым способом. Собственно боевое применение, 380А, корневой проход Хорошая иллюстрация способности люминя впитывать всякое в себя, заготовки вышли из гальваники несколько дней назад. После первого прохода, дальше всё идеально белое. Заполнение 400А Облицовка 350А присадка ф3мм для масштаба общий вид изделия Так выглядит шов, после габаритной обработки Теперь о дёгте, я уже говорил как-то, что найду минусы, дайте только полапать. Первое, режим 2Т, линейный без изысков, имеем к примеру стартовый ток 60А и основной ток 300А. Зажимаем гашетку и наблюдаем как в течении выставленных 1.5 сек он нарастает до заданного значения, но если в процессе нарастания, сразу после поджига, кнопку отпустить, то... ничего не произойдет, аппарат продолжит наращивать ток до основного и только потом перейдет на спад. Это прямо скажем не комильфо, на разнотолщинной дребедени и тонком материале явно даст о себе знать в негативном ключе. Дабы исключть возможность ошибки, выставил нарастание в 5сек, провел повторно процедуру - нет не показалось. в 4Т как оно не проверял ибо там это не критично. Второе, режим снова 2Т, те же вводные, только цмыканье кнопкой на завершении (не люблю длинный спад, предпочитаю клацать), но как-то бурно аппарат подкидывает газу, дай думаю увеличу нарастание и... ничего не поменялось. Дабы исключить ошибку, снова ставлю нарастание 5сек. Но нажатие кнопки на спаде приводит, бурной перегазовке, субъективно что-то в районе 0,5 сек. Недостатки этого явления те же самые, что и пункта раз. Придет в работу миллиметровка - проверю на практике, но оптимизма мало по этому поводу. Далее чистый субъектив. 500А - это круто Ева способна пахать в нонстопе, за несколько часов работы на режимах 350-450А АС и температуре в помещении 20С, удалось нагреть силовые модули до 38С и ОЖ до 42С никаких вынужденный перекуров и прочих подождём Напоследок, пожелание разработчикам, не ограничивайте свободу опытного сварщика, просто спрячьте её от неопытного поглубже. Возможность регулировать всё вручную - бесценна в некоторых случаях.2 балла
-
Для совсем криворуких конечно пойдёт), но заточка не совсем правильная, да и углы разные нужны под разный материал. Ещё интересно на сколько сверл хватит грани гайки, пока она будет стираться об камень)2 балла
-
И таки законченный шкафчик )
2 балла
-
Luza , с Днём Рождения !2 балла
-
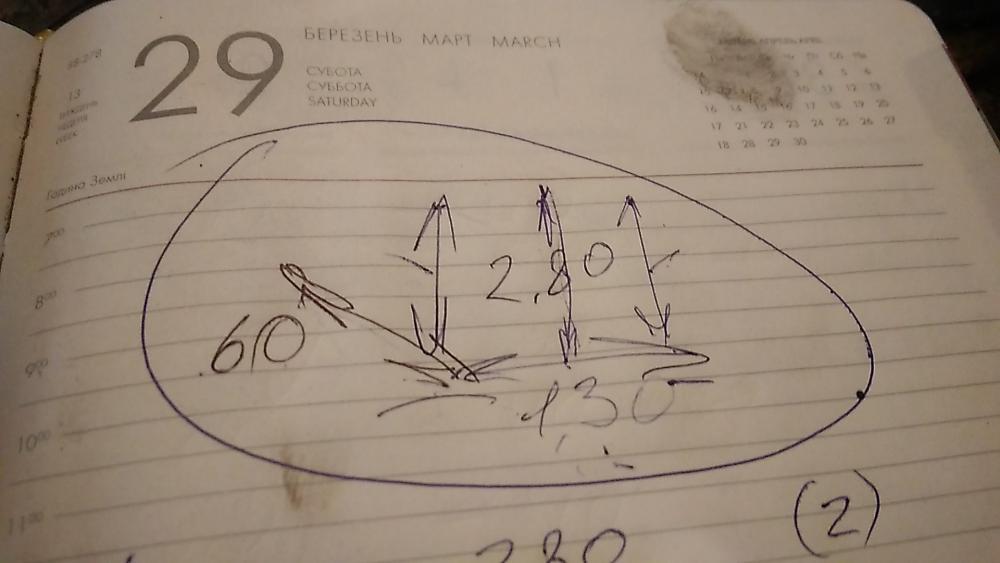
да у нас такая хренотень каждый день сделайте тройник 150 - 200 - 300 металл найдете на базе . фланцы у завхоза как-же мы с ним .....
2 балла
-
Кухню закончил. Почти . Пока на прихожку переключился, мелочёвки буду по ходу доделывать, так лакировать удобнее. Кухня маленькая, фоткать особо не разгонишься. Как сумел ." Чтобы продать что нибудь ненужное, надо сначала купить что нибудь ненужное " (кот Матроскин сказал. Или Дядя Фёдор. Не помню ) Продал Asea 250D , купил печку. Чтобы ручки жиром не забрызгивались из обрезка нержи козырёк сделал Сбылась мечта идиота, потолок я таки в плитку укатал! Кризис кризисом, а петли Blum, с доводчиками. Ручки недорогие, с Али. из нержи. Ну и ножки под стать ручкам, из того же материала. Болты, гайки, шайбы от лексана. В нижний ярус разорился на стеклянные полки Ну, вниз и самый верх поскромнее, из сосны. Кризис всё таки . С петлями для низа повозится пришлось. Столик из нержи делал лет 30 назад, особо о дверях и петлях не думал. Как нибудь выкручусь. Выкрутился, конечно. Купил на Али петли из нержи, резал, варил. Готовых дверей с решетками не было, пришлось в крестики - нолики пару дней поиграть Дверь повесил, тоже лет 30 назад место под неё сделал. Дозрела.... Не так много осталось, дверь обналичить, стол обеденный, ящик выдвижной между печкой и мойкой и крючки для лески из нержи. Вот, как то так. Ну, и праздник завтра. Куличи, как в детстве, бабушка пекла. Теперь опять бабушка печёт. Только не моя, а моего внука . Жаль, внук далеко, не попробует. P.S. С удивлением узнал, что есть лимит на количество смайликов в сообщении. Причём, весьма жёсткий. -))
2 балла
-
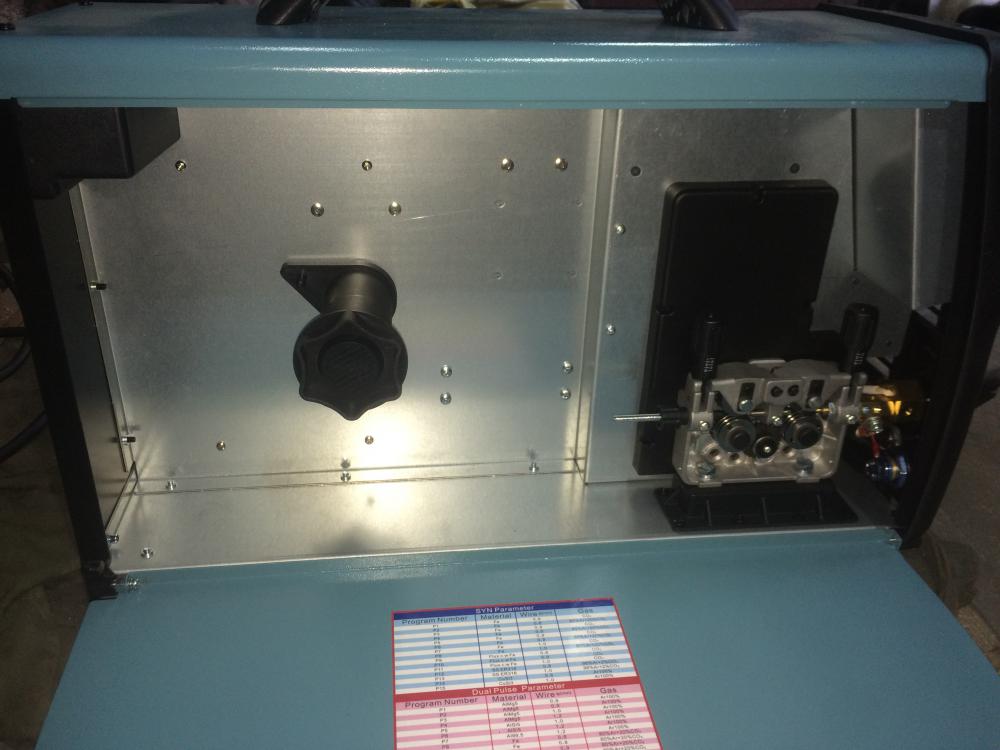
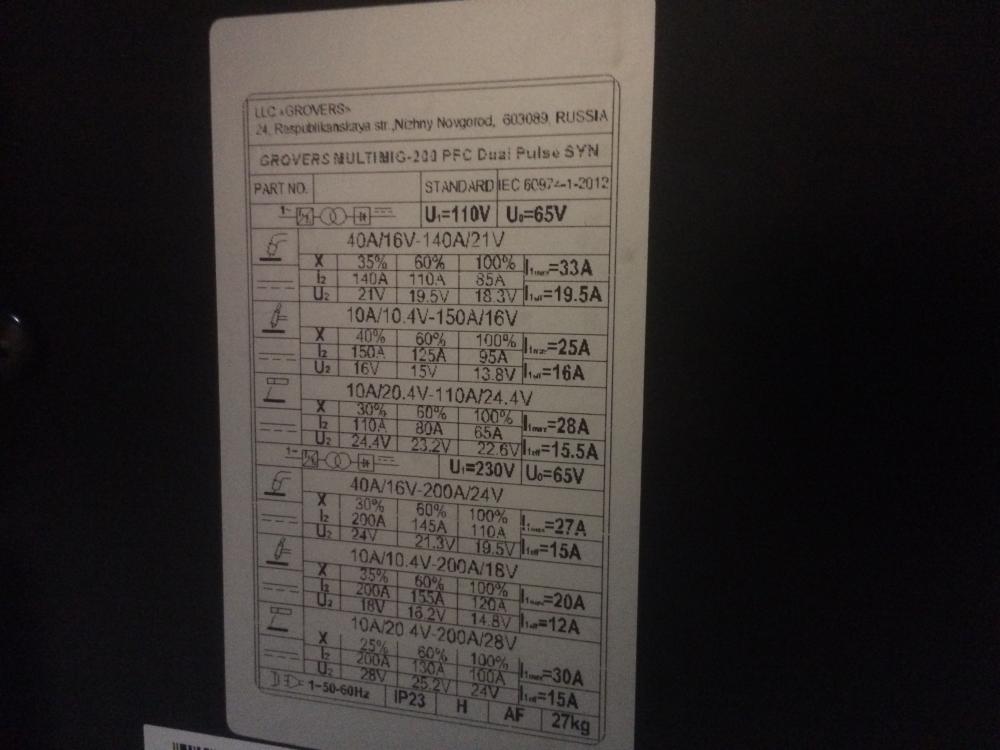
К вечеру только получилось забрать с ТК, успел только включить-выключить. Не такой уж он и маленький как казалось на картинках. Кабель питания очень мягкий, горелка TIG с управлением током и пол метра до рукояти шлейфа в коже. Думаю мягкая на деле. А вот сечение кабелей массы и держака, не впечатлили, можно было и потолще сделать. Кстати, Алексей шутник однако!!! Инструкция оказалась очень подробная, с картинками и фото, с описанием всяких мелочей и нюансов, даже основы сварки не обошли стороной. 50 листов книга. Все правильно Алексей, новичкам, да и знающим будет интересно почитать, вопросов меньше будет возникать. Включается и выключается очень логично, продувая систему. Работает и от одной фазы с напряжением 110В. Сзади имеется разъем управления штатным БВО, к месту считаю. Можно докупить холодильник и использовать с водоохлаждаемыми горелками малой мощности, удобно, а главное легко в руке. https://youtu.be/fVEq7k0JIko
1 балл
-
@Георгий 11,Кричат о поднятии малого бизнеса бла бла бла. Но все дороги к нормальным работам закрыты. Все сделано для крупных предприятий, больших контор с кучей дармоедов, но мне эти дармоеды не нужны. Да допустите нас к работам, сделайте нам мини СРО какое нибудь, мини НАКС для небольших контор. Я готов платить за лицензию тысяч 100 в год, но не миллион. Нет не сделают. У меня маленькая бригада, я точно знаю, что мы сможем вытягивать проекты стоимостью до 10-50 млн. рублей. Но увы.1 балл
-
Неплотно прижимают? Я как только всё это купил, с новья давление падало после закрытия баллона, на что в таком случае думать?1 балл
-
@Kondor416, Мне сайт ваш понравился. Уже много значит. А если чел поставит УЗО вдогонку к уже имеющемуся автомату - так лучше будет? А если автомата нет, то нефиг вообще париться с узо. И еще вопрос - а почему дифавтомат дешевле УЗО? Или он только дешевле комбинированного УЗО? Есть УЗО, которые стоят от 3,5 тыр - это нормальные УЗО?1 балл
-
Как процесс начнешь, лишние мысли уйдут и все покажется очень простым и понятным. Система достаточно гибкая и любую железку можно с пользой приспособить к процессу.1 балл
-
@Hlorofos, При такой цене он божественен У нас хрень, что запостил выше, полтора килорубля весит...1 балл
-
@Vanguard, я чего-то очкую такую прошивку ставить. Кое-что подправить да, но баланс и поджиг засинергетили, это уж слишком. Понятно, что проще в настройках хотят его сделать, но не так ведь жестоко. Я согласен, если поджиг до 100А на минусе, а после мне уже все равно, но так ли это происходит? Баланс тоже должен быть реальным, адаптироваться аппарат должен ко мне, а не я к нему. Крупные предприятия хотят видимо так видеть и баланс и поджиг, а нас тут даже не спросили, жаль!!!!1 балл
-
Небольшой прибамбасинг. Достало болгаркой облой с листового металла после резки счищать. Тут товарищ рассказал про шабер для снятия облоя после резки УШМ. Видел, дескать, он в ютубе такой самодельный шабер сделанный из старого напильника. Всем хорош старый напильник, но я ведь иногда и с нержей работаю, а ей углеродка не подруга. Тут вспомнил про две твердосплавные пластики от токарного резца. откуда они у меня я не знаю, т.к. токарник у меня крохотный, а пластинки эти уж больно большие для него. Тут в голову пришла шальная мысль, тем более, что твердосплавные шаберы для снятия облоя то же есть в интернете. По их образцу и сделал. Что получилось: Работает примерно так (на фото рез из под лазера и его шабер не возьмёт - просто взял для иллюстрации): Материалы: полоса металла s=4мм, два каких-то винтика (надо будет найти с головой поменьше), две пластинки со своеобразным расположением углов (очень удобно подошли) и сломанная рукоятка от какого-то ручного инструмента.
1 балл
-
приходит шеф ..... нужен шкаф под оборудование чертеж прилагается ))) остальное додумывали сами )))
1 балл
-
Сегодня апгрейдил свои тиски.Я на них подтачиваю,обрезаю и свариваю всякую всячину.Раньше они у меня крутились по кругу а теперь и наклоняются и разворачиваются в любую сторону,вообщим все 33 удовольствия.Зажим сделал из камазовской рессоры.Шар тоже с камаза,фиксируется мёртво.
1 балл
-
Нямнямки с капустой)
1 балл
-
@tehsvar, Алексей, спасибо вам огромное. Радовался первому классу как дитя. Принесли сегодня утром, при получении, трижды расписался не там, а цифры почтальон сказала заполнит сама.
1 балл