Лидеры




Популярный контент
Показан контент с высокой репутацией за 15.05.2026 в Сообщения
-
Что самое главное в сварке? Совершенно верно - токарный станок.
 7 баллов
7 баллов -
7 баллов
-
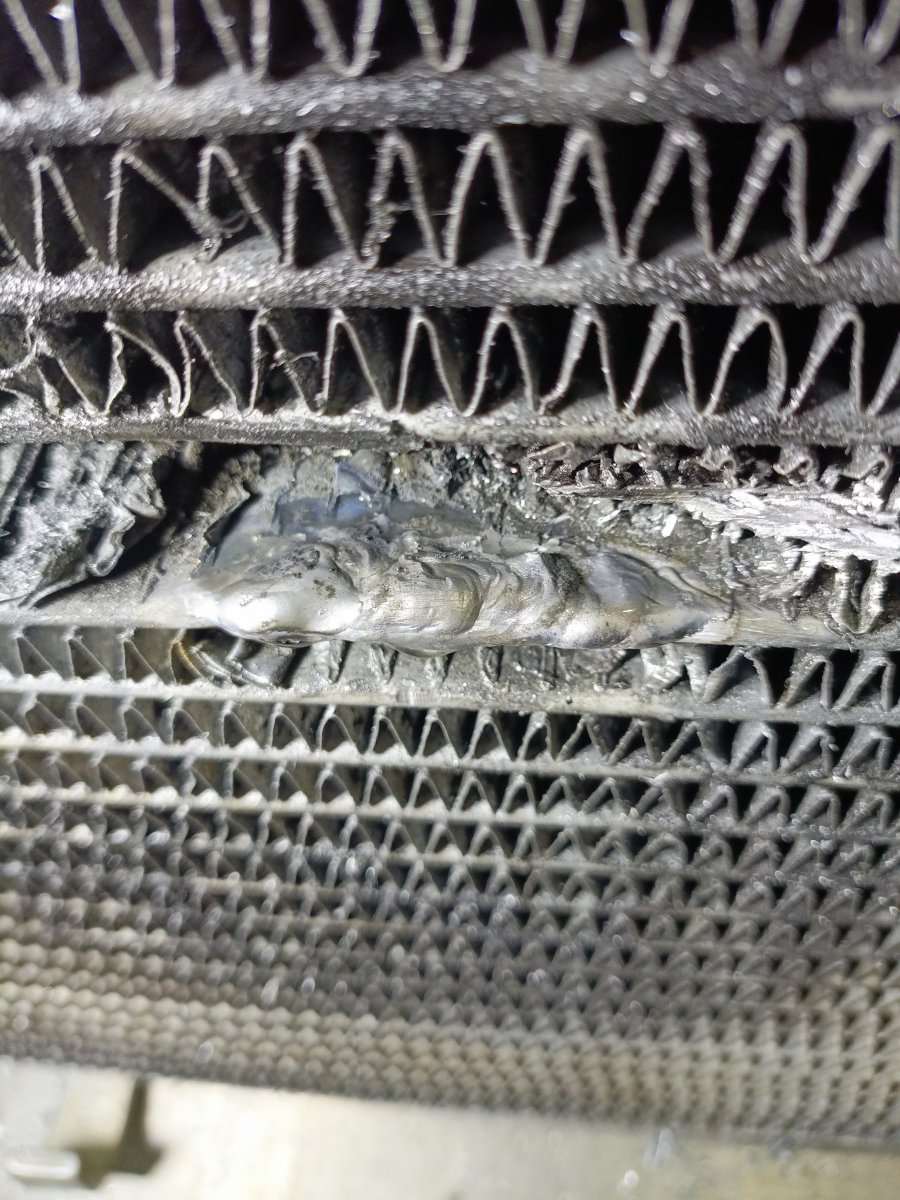
Коллектор Мерседес. Работа простейшая -буквально минут 10, не больше. Некоторая незаконченность валика,но не суть важно-все равно срезается,тем более это второй проход с подогревом,т.к. вставка 5мм. Совершенно на скорую руку, пренебрегая так горячо всеми любимыми "чешуйками"Часто коллекторы такой длинны имеют прогиб по плоскости-в процессе эксплуатации происходит коробление коллектора,не говоря уже послесварочной деформации,даже с закреплением и подогревом. А вот фрезеровка плоскости представляет проблему:трудно выставить на столе,неоправданно много времени уходит на это,конечно,лучше использовать УСП .Поэтому лучше напильники,абразив и лекальные линейки
6 баллов
-
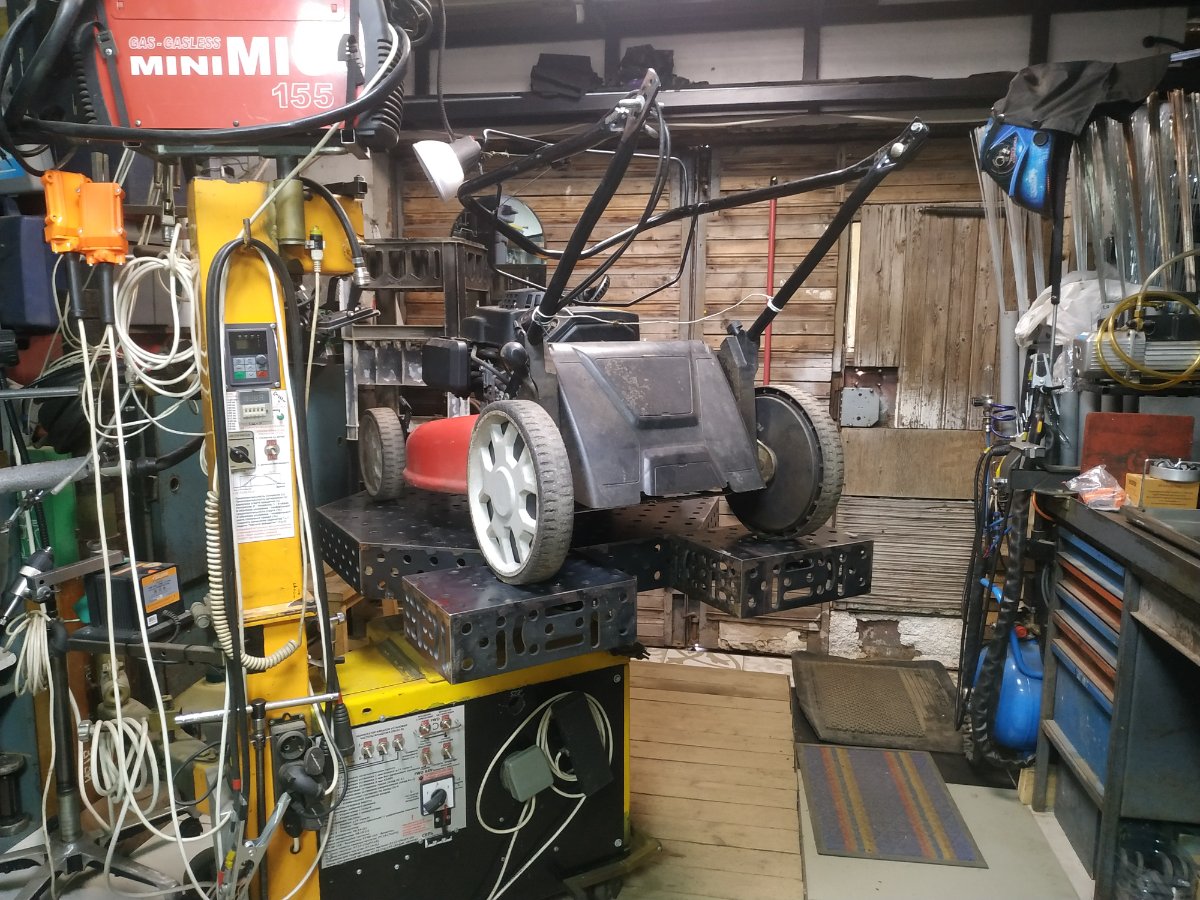
Моя первая металлоконструкция и относительно "серьезная" шабашка на три дня, поэтапно не фотографировал, т.к был весь потный и торопился. Получил несколько хороших уроков, ожогов (залетел подлый шлак в рукав куртки при сварке потолком и прям в подмыху провалился и там и остался ) и полезный опыт. Ближе к концу работы навострился ровно отрезать квадратный профиль отрезным диском и ровно на глаз под 90 градусов стыковать не пожалел, что под эту работу взял полуавтоматик, только РДС было бы сильно дольше, к тому же привезли часть материалов тоньше, чем оговаривалось, речь шла только о толщине 2,5мм, а привезли профиль 40х40х1.5. и 50х50х2.5 Хорошо, что у меня с собой было два аппарата (п/а и ММА), было удобно варить потолочные балки с одной стороны полуавтоматом, с другой ручкой не тратя время на лишнее переставление сварочников. Что я для себя вынес, для таких работ неплохо иметь хотя бы 5 метровую горелку (хотел купить но бабок не было) и сварочные кабели, клеммы массы должна быть магнитными, ушм надо иметь аккумуляторные, а лучше две, под лепесток и отрезной. Дико бесило, что провода путаются, мешаются под ногами и переставлять часто сварочники. Очень не хватало лазерного уровня, с ним было бы в разы быстрее, чем использовать связку уголок + пузырьковый уровень. Так же было бы неплохо иметь пару прожекторов ярких. Ну и столкнулся с ненадёжностью людей, человек который подрядился помогать не вышел в последний день и основание под стол пришлось делать самому. А так в целом интересный опыт, по затратам на самом деле немного вышло, полбаллона смеси, четверть пачки электродов, катушку проволоки на 5кг полностью не смог потратить. Смарт миг 200 мне очень понравился, шустро варит точками, с профилем им работать одно удовольствие, z203, тоже хорош, на токе 50а сплошным швом работал тройкой, дуга в рутиловом шлаке не захлебывалась и не прожигала тоненький металл, проваривая его. Текмен 740-ой отлично себя показал, очень удобно в нем работать в условиях плохой освещенности из-за 2 дин в незатемненном состоянии. Было бы очень интересно поработать с более крупными конструкциями. Размер этой довольно скромный - 7х4х3 метра.
6 баллов
-
5 баллов
-
Сделаю. Есть такое, 1-ое вентиляторы ( 4-х пиновые), модули на 3 амп. с возможностью программирования продаются ( сложностей задать алгоритм работы нет). Отключение - включение ( тоже модули есть). Насос можно поставить на вибропрокладки . Если есть уже вентиляторы, даже 2-х пиновые могу простенькую схему показать , можно "на коленке" собрать, только небольшой нюанс присутствует, переходной режим .5 баллов
-
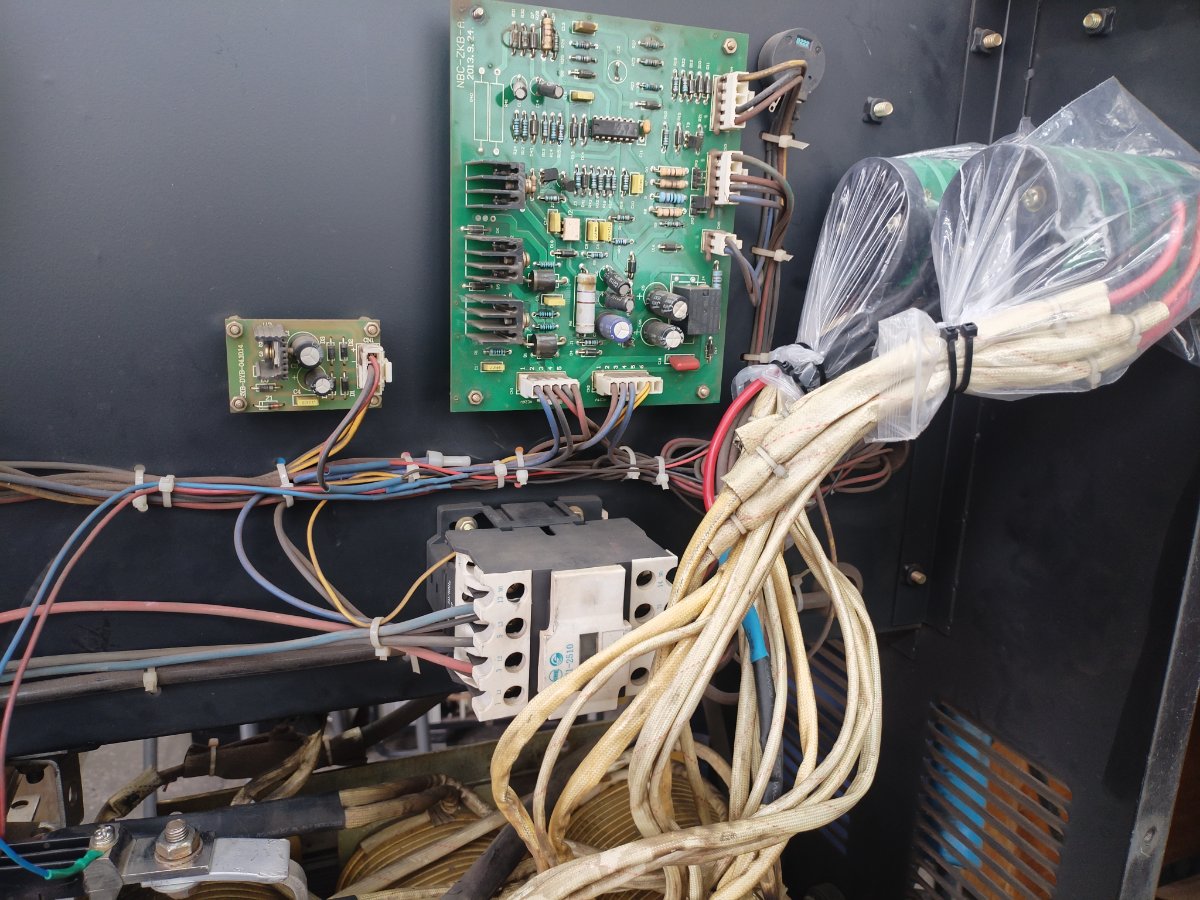
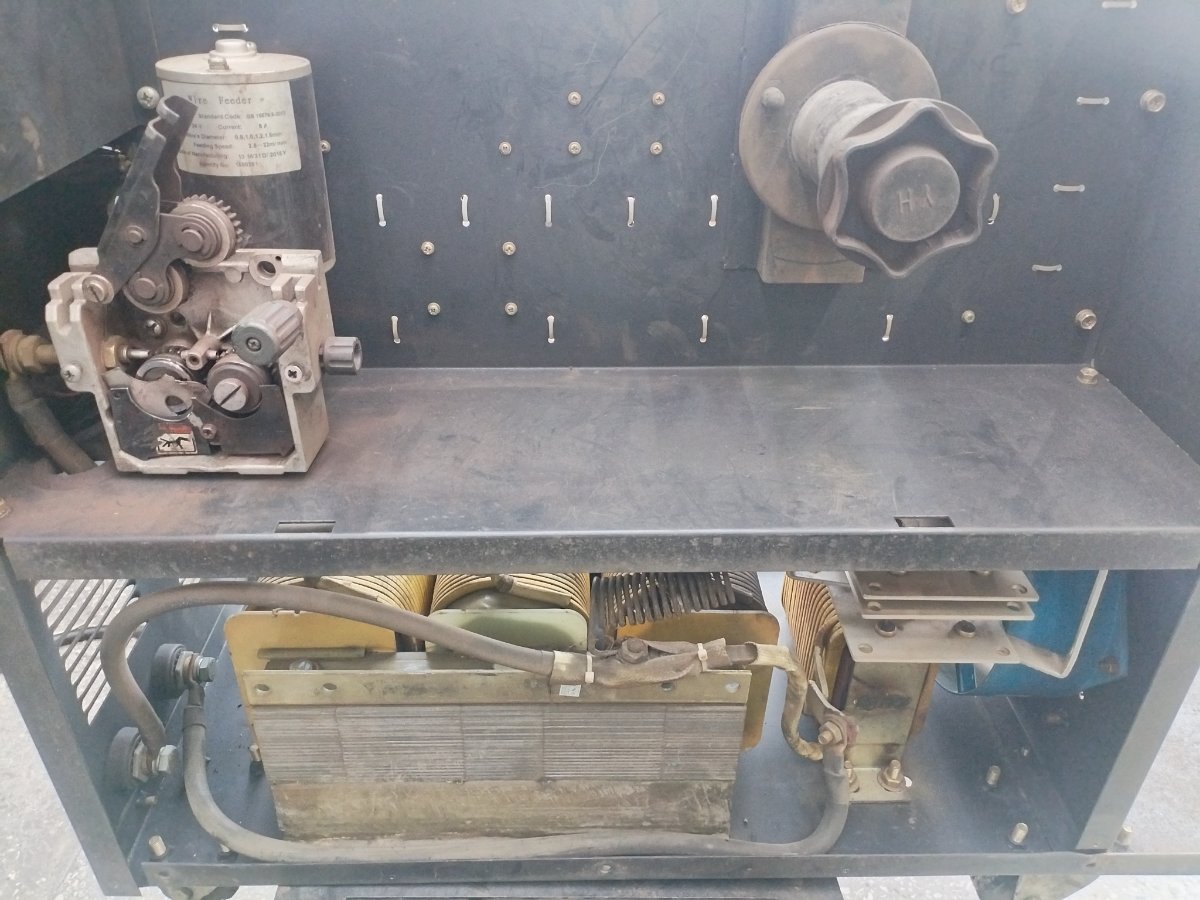
Сгорел трансформатор силовой на Гроверс МИГ 395. Абразивом и металлической пылью протёрло первичку на корпус. Разобрали, продули, сняли переключатели, проверили их на правильность переключения. Установили другой транс , подключили мост, переключатели, одев на них пакеты для защиты от пыли. В итоге аппарат работает.
5 баллов
-
А потом в этих закладках...
5 баллов
-
Запомните, зарубить себе, выручите как отче наш, окисленный кончик проволоки, с шариком, или без шарика, после остановки процесса сварки, перед новым циклом откусывается, кусачками, мультитулом, на Ваш выбор, но откусывается обязательно, это должно войти в привычку, как сходить в туалет))).5 баллов
-
Собрал удлинитель 5-ти метровый+ 3м горелка, могу 5м поставить вытянет. В первом (3.5 м .) отработал технологию изготовления, там много оригинальных частей ( 3-Д фрезер помог) , во втором больше заводского ( и всё равно модернизировал). Возможность поставить на большинство аппаратов, Фирмы предлагают только на свои устанавливать и цена очень ... Super Snake как идея взята.5 баллов
-
Надо и горелку помощнее, не " вывезет" 24-я. Пульс, смесь, 1.0 мм.
5 баллов
-
уже же сказали. Плоские детали: пластины и еще раз пластины. На них отрабатывается режим, координация, понимание процесса. Потом уже пространственные вещи можно брать и уже на них на отработанных режимах работать над дополнительной координацией движений. Как можно дольше держать дугу изгибая руку либо делать более равномерные промежутки на старт\стоп. Визуально это значительно лучше выглядит. А если старт\стоп у аппарата не настроен, то и результат становится ... не ахти. При этом, каждый старт\стоп может провоцировать дефект, если говорить про герметичность соединения. я не люблю очень крупное зерно. Визуально может казаться чисто, а вот вершины могут содержать остатки грязи. Основной материал, что блестит, иногда дает обманчивое понимание, что чисто. Особенно в ТИГ это все сразу видно.5 баллов
-
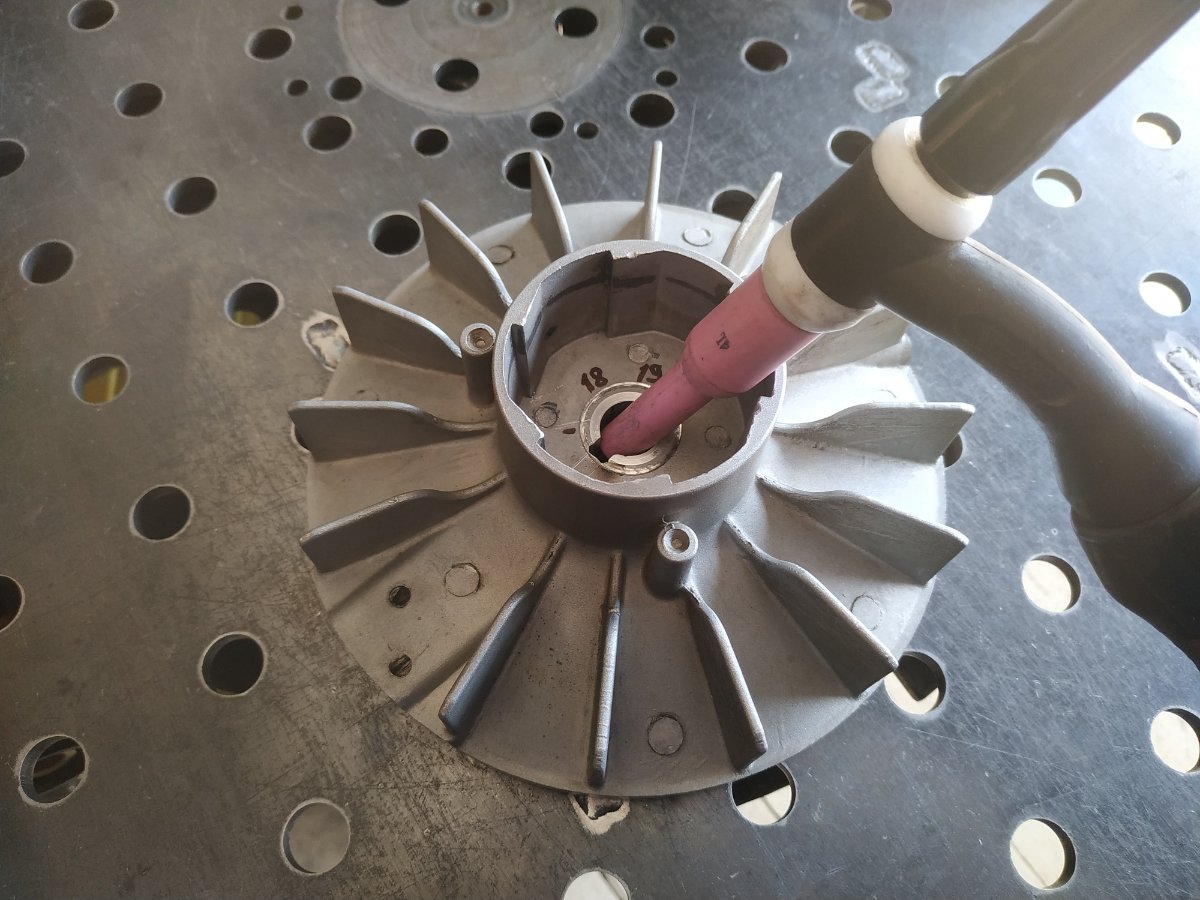
К тому,что продается на маркетплейсах. Допустим,нужно изготовить новую трубку. Делается это очень просто,но вместо трубки для фреона можно поставить что-нибудь дешевое маслостойкое тысячи за полторы. В этом случае поставлена качественная трубка,только порт лень было паять,поэтому сварка. А так не отличить от заводской.
5 баллов
-
Энерджи ТИГ 200 АС/ДС. Нет выходного напряжения. Неисправность силового вторичного инвертора. Ну и так, по мелочи. Пропаять, заменить шину алюминиевую на медную, что участвует в передаче силовухи с первичного инвертора на вторичный.
4 балла
-
Лет 10 упирался в профессиональный рыболовный спорт, денег ввалено было - ух.... А оборудование мало того, что стоило неприличных денег, так еще и редкостью было. При этом на 90% это оборудование - конструкции из алюминиевого профиля. Вот и появился первый в моем хозяйстве сварочник - ТИГ АС/DC (ММА появился много позже)))). Слава Богу, баллоны, редукторы, шланги - были в наличии. Да и сейчас, хотя и перестал упираться в спорт, всякие приблуды и удобности - тот же профиль. Так что ТИГ - не брошу!
4 балла
-
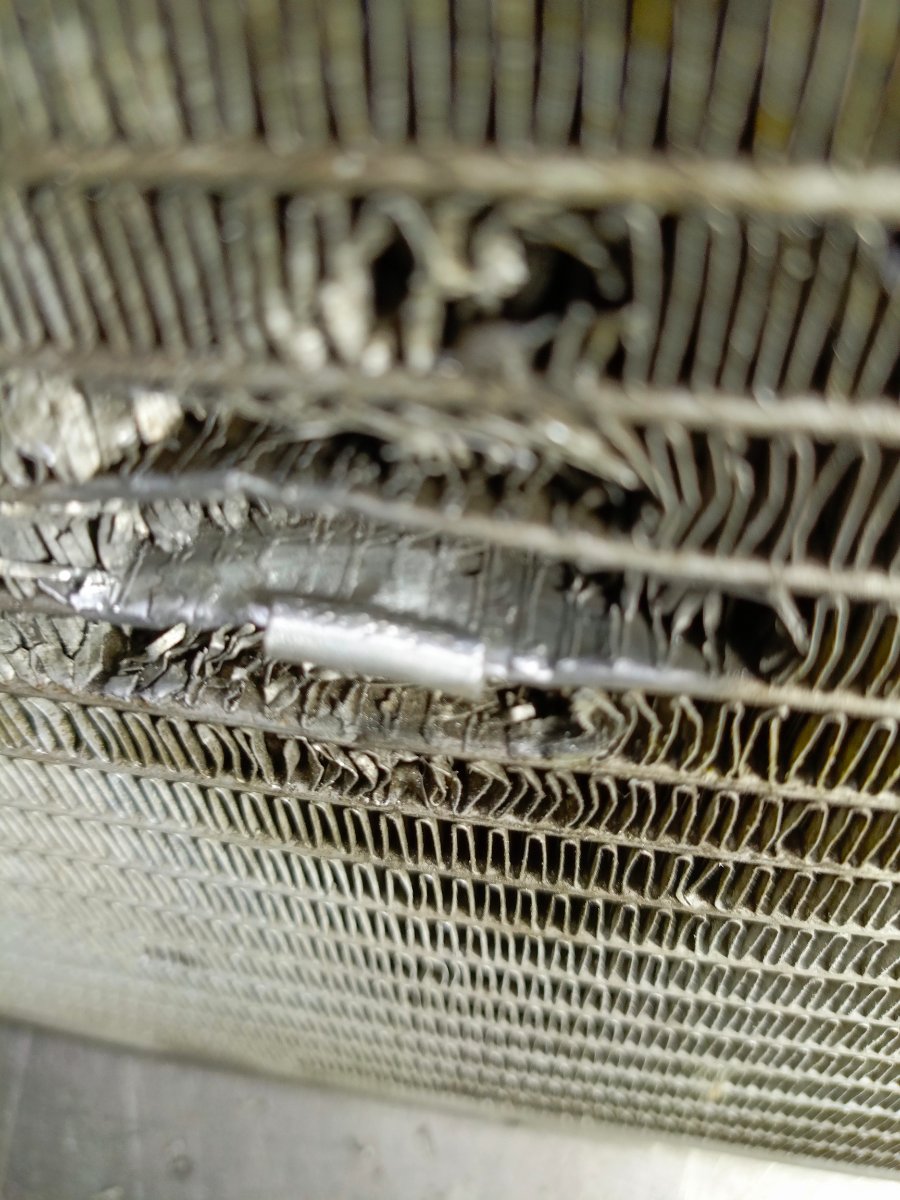
В продолжение поста. Вернулся этот радиатор -раздуло трубку.На таких радиаторах нельзя подобным образом глушить трубки,но что есть,то есть.Появился надрыв.Надо спасать трубу,поэтому бандаж. довесок...
4 балла
-
Принесли какую-то чугунную подставку, думал максимально простой работа окажется, в итоге трещины за трещиной рядом со швом по верхней плоскости, по итогу победил конечно, разделывая трещинки фрезой, но результатом неудовлетворен. Вроде все правильно делал (в своей голове). Зачистил лепестком и фрезами, V-образная разделка с трёх сторон на всю глубину. Прихватил по нижним краям и по верхним точкам, сначало от краев стянул одну боковую сторону, потом другую боковую, затем верх и уже потом полный корневой проход с проковкой, затем второй проход с проковкой и для "красоты"сделал облицовочный проход без присадки на малом токе (в этом и была походу ошибка). Увидел трещинку изнутри, разделал фрезой, заварил, появилась трещина сверху, и так по несколько раз. По итогу победил конечно и визуальных трещин не видел, но ребятам, что эту подставку принесли, сказал, что лучше изготовить стальную подобную или отлить новую по образцу этой. Не думаю, что долго протянет. Для себя сделал вывод, что в плане сварке чугуна больше не буду стремиться к красоте, главное соблюдение технологии и полученная прочность.
4 балла
-
обычно болтается кожух на некоторых горелках. латунный разъем прижат гайкой. Ощущение, что все болтается.4 балла
-
А с сервисом как? И с адекватностью работы всего этого фарша? Вот лично - остановился на Гроверсе главным образом потому что есть tehsvar, да продлит аллах его годы и укрепит здоровье!4 балла
-
В качестве доброго совета. Отложите свой аппарат в сторону.Забудьте о нем дней на десять-вы уже устали от него и он от вас,а усталость не лучший помощник для понимания процессов и овладения навыками сварки.4 балла
-
Попробуйте начать сначала. Не нотация ни разу, просто ваш поединок с аппаратом желательно превратить, наконец, в сотрудничество уже. Купите (да, да, - не с грядки/теплицы/помойки, а именно с металлобазы) пару отрезов уголка с полкой 40/45/50мм по 3м, толщина 3-4мм чтоб была. Порежьте их по 150мм или около. Зачистите до зеркала. Массу не на стол, а на заготовку. Проволоку возьмите есаб или что-то более менее толщиной 0,8-1мм. Новый наконечник. Газ на щёку или по ротаметру 10-15 поставьте. Сядьте/встаньте удобно, чтобы руки с опорой были. Не на ветру. На аппарате уберите недосинергетику/пульсы/шмульсы, а также, по возможности, всё, что может САМО вносить корректировки в процесс сварки. Короче, чтоб только сами регулировали напр., подачу. Индуктивность в минимум или в среднее положение. Её в последнюю очередь крутите, когда более менее начнёт получаться. Сначала в нижнем положении пробуйте просто вести горелку углом назад, чуть-чуть (по мм на сторону) делая движения по ширине. Потом 2 уголка в стык с зазором 2мм. Ориентируйтесь на слух и отсутствие брызг капель. Дуга должна приятно журчать. На аппаратах с крутилками, удобно тем, что можно крутить прямо в процессе сварки. У вас не знаю можно ли так. Смотрите проплавление и обратный валик обязательно. Каждую заготовку подписываете мелом или маркером (подача, напр., инд., положение). Потом можно пробовать вертикал. Он у новичков получается самый красивый по швам почему-то. Потолок - самый последний, когда остальными овладеете. Если результат не изменится, то отнесите аппарат и чистые заготовки туда, где умеют варить. За немного денег или ликёро-коньячно-водочной продукции, вам его проверят. По результату, его или оставите или купите другой. Сорри за нудятину.4 балла
-
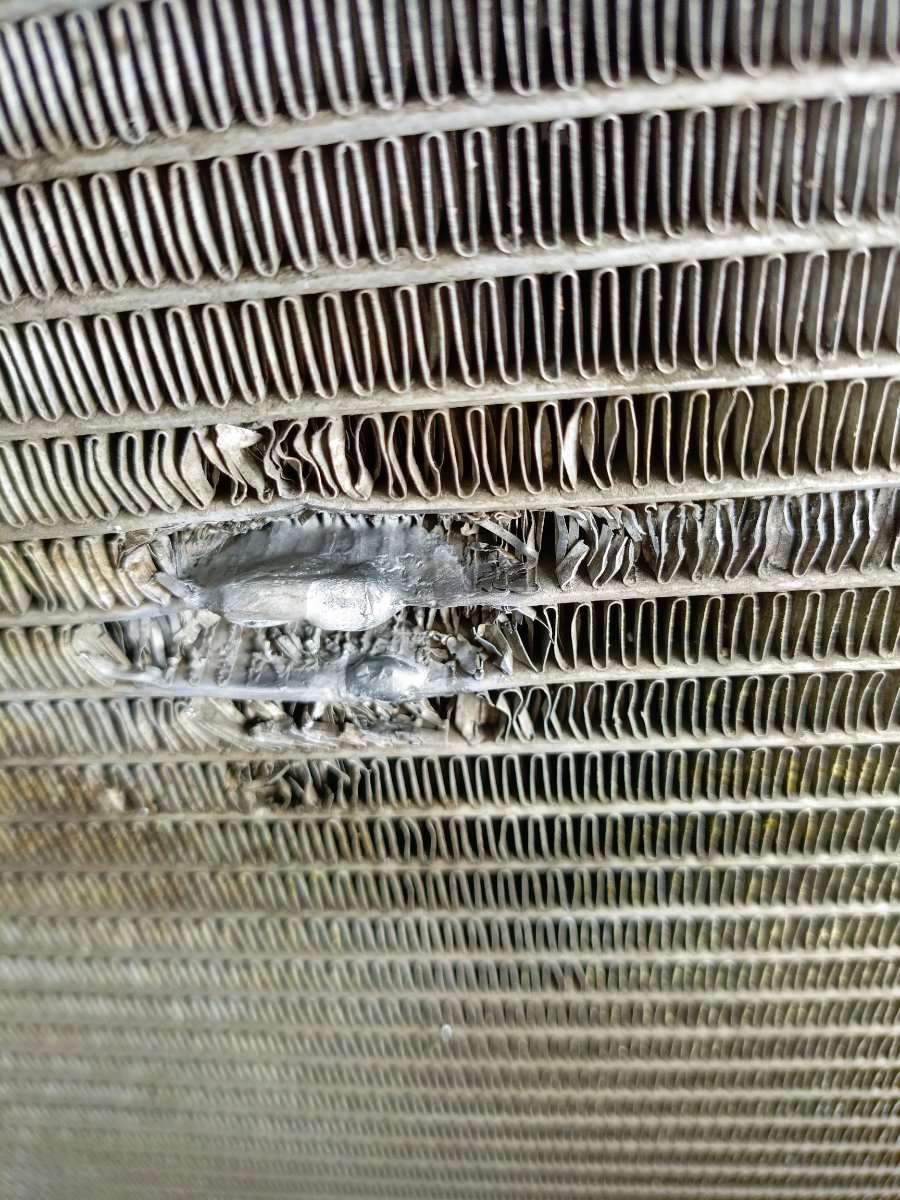
Радиатор Мерседес. Повреждение в дороге.Заклеено смолой. В этом случае лучше поставить скобку.
4 балла
-
Добрый вечер всем, обновили мне прошивку, на моем аппарате, из нового появился процесс Пульс Гц, регулируется от 10 до 50 Гц, всю прелесть этого режима оценил на сломанной рабочими перекачивающий помпе, они ей воду качают. При разгрузке уронили, корпус треснул, L 500 мм примерно длина трещины получилась. Так как корпус с маслами и прочим ГСМ не контактировал, ну и испытать новый режим очень хотелось, было принято решение работать полуавтоматом. Проволока d 1,2 мм, АК-5, разделка борфрезой. Попробовал 10-15-20-25 Гц на пластине. Остановился на 20-25 А. Очень похоже как на ТИГ аппарате, на котором есть возможность регулировки частоты тока АС. Видео не снимал, т к сожалению камера на телефоне приказала долго жить, да и особо некогда было, потом сниму отдельное видео про этот режим.4 балла
-
И чистить, чистить! ....а то какие-то какули....4 балла
-
У меня, кроме программного деления, есть возможность прямого деления окружности (дискретность 3 градуса). Единственное, дугу на каждом секторе приходится включать-выключать вручную. Я это использую для прихваток, хотя и прерывистый шов можно исполнить. В данной схеме - сложность в реализации управления всем циклов включения-выключения дуги. И кроме управления дугой нужна система слежения за ней (что она зажглась-погасла). У меня инфракрасный датчик зырит за дугой.
4 балла
-
Кронштейн . Плоскость деформирована,поэтому правка в одном случае,а в другом технологический рез-так будет лучше. Облицовка тиг. Стенка 16мм. Основная проблема,это неоправданно большой расход св.материала.
3 балла
-
Всё, хорош сиськи мять! Курс молодого бойца пройден, все зачеты сданы. Патроны и гранаты получить у дежурного и в бой.3 балла
-
Теперь 400-ка со своим БВО будет.
3 балла
-
Не ради спора.....просто приведу себя, как исключение из общего. Когда в хобби по машине/дому/мастерской накопился достаточный перечень желаний, требующих ТИГ, то он был приобретён (это был уже третий тип сварки). Т.к. осточертело с хотелками бегать по подрядчикам. Более осточертела не сама беготня, как таковая и оплата, естественно, сколько ощущение, что "почему я не могу так или примерно так" и, конечно, многие работы требовали примерок, что увеличивало время на все эти походы. Потом уже стало легче что-то ваять, когда аппаратура стала у себя. Что сам не могу, то по-прежнему таскаю туда, где это - работа, но такого всё меньше))) Ну и удовольствие от процесса и результата, тоже не на последнем месте.3 балла
-
Она там уже....3 балла
-
"Образование не лечит от глупости, оно её вооружает." - Escolios a un texto implícito (Nicolás Gómez Dávila)3 балла
-
"Чему нас учит семья и школа? Что жизнь сама таких накажет строго." (с) Есть такой принцип необходимой достаточности.
3 балла
-
Я по не до конца очищенному бетону разок сваривал, одна деталь была новой и чистой, а вот труба НКТ не очень. Там главное, чтобы дуга разожглась. Потом ведешь тихонько, чтобы расплавленный металл это тихонько все переплавлял. С учетом назначения соединения и нагрузок на него, все держится. Но такое никогда советовать не буду3 балла
-
Для источника на 220В можно успокоиться, выдохнуть и смело уполовинить бюджет, а то и на три поделить. В ваши края разве что доставка еще сверху накинет пятачок сверху, да время выгадать, чтобы забрать съездить. Это для случая "чтобы было", "поучиться работать" и им подобное. Из критериев - доступный потенциальный ремонт в виде мастеров или мастерских. Для целенаправленной работы можно уже покопать посильнее.3 балла
-
Отпустили триггер горелки, решили снова 10 мм валик продолжить, откусили кончик проволоки. Окисленный кончик может не сразу контактировать с металлом, и проволока толкает, потом этот треск и рывки, Вы же сами на это жаловались)))3 балла
-
да то что надо смотреть на процесс. Капля и разбрызгивание ... Капля мелкая, когда напряжения на дуге меньше и наоборот, хотя еще очень сильно зависит и от скорости подачи. Если в аппарате есть обратная связь по оборотам двигателя, то дуга держится на запрограммированной высоте. И следовательно вы регулируете размер капли и разбрызгивание корректируя напряжение. А индуктивность, это как финишный штрих к уже подобранному режиму. Если мотор не контролируется, то очень важно держать высоту горелки на постоянном уровне. Тогда регулируя напряжение вы увидите зависимость и когда тут получите стабильность, то далее уже смотрите как влияет индуктивность. Следовательно, разбрызгивание это не только зависит от индуктивности, а от размера капли, на какой высоте она отделяется и в какую среду попадает, т.е. в расплав или на холодную часть железки. Индуктивность смягчает переходный процесс. НО!!! главное получить базу и потом ее уже до шлифовать. Поэтому я и спросил про ваш подход и чем обусловлен был выбор. А лезть в дебри ЭДС и т.п. это хорошо, что вы понимаете, но на практике то как используете? Я еще раз скажу, что оборудование отличается. Могут изначально применяться некоторые смещения. И задавая вопрос, что, зачем и почему, я хотел услышать именно ответ чем обусловлено, что тут так а там то ... просто для интереса, не более. Настроить, если аппарат это позволяет, я могу. Но вы учитесь и я хотел натолкнуть на порядок действий. Но ... в ответ теория и корявенькие швы.3 балла
-
опять суета и ... в итоге безобразие. Не важно, завышает, занижает или реальность. Важно, что вы по факту видите. Цифры, что кто-то говорит или вы где-то увидели, для очень грубого пристрела. Если у вас аппарат дает рекомендации, то цифры кого-то вам не нужны. Аппарат ваш и к нему нужно вам привыкнуть. У вас свои попугаи у других свои. Главное - действовать по алгоритму, а не крутим все что видим. В некоторых аппаратах или на некоторых материалах иногда надо "толщину" выбрать меньше иногда больше. А так же зависит от массивности самой детали или того зазора, который перед глазами.3 балла
-
Такие мысли и меня посещали, " и понеслась..." и БВО сам себе делаю и горелки собираю, токовые жилы сам кручу, пока остановился полный комплект.3 балла
-
На кислоте провар глубже. Да, дуга холоднее чем на смеси, поэтому и оперировать расплавом ванны легче из-за меньшей текучести, но провар глубже из-за того что это активный газ (без тонкостей процесса). Кислота в смеси как раз для глубины провара. Смесь 80/20 - универсальное соотношение, обеспечивающее глубину проплавления с приемлемым разбрызгивание. Для тонкого металла - долю кислоты можно смело уменьшать.3 балла
-
Что это даст? Ни на процесс, ни на результат не повлияет. Используйте свой полуавтомат по основному назначению: сварка сталей небольшой толщины в линейном режиме в углекислоте или самозащитной проволокой. Все равно со смесью у вас трудности, так что о пульсах на стали помышлять не придется, а для алюминия ТИГ есть (несколько месяцев ваш процесс освоения на форуме практически в топе). не тянет он нормальную работу на таком токе. Или сеть просаживается, параметры плывут, или просто стабильности в подаче проволоки на повышенной скорости нет. Это же внисок, так сказать бренд уровня "со дна пожиже", где что угодно могут продать и ожидания могут быть любыми. используйте его по основному назначению, а не для бессистемного баловства. В теме про будни Слава Luckystorm наглядно показал и рассказал, где уместен компактный однофазный полуавтомат.3 балла
-
Его там у Вас нет и не будет.То, что сейчас есть–смена по алгоритму импульсного режима нескольких токов ( напряжения и скорости подачи), но без адекватного импульсного каплепереноса.То есть хрен знает что.Поэтому и загаженное сопло и отвратительный визуал шва,брызги и прочее удовольствия в кавычках, кои "правильный" импульс не имеет.3 балла
-
Импульсные режимы в том виде, какие принято считать импульсными в сварке плавящимся электродом в защитном газе,разрабатываются под аргоноуглекислотные или аргонокислородные смеси.В чистой углекислоте данные режимы корректно не работают.Для углекислоты есть режимы типа STT от LE,CSC от Эвоспарка и ряд других, совсем не бюджетных моделей. В Вашем китайце данных режимов нет и никогда не будет, даже если украдёте прошивку.Ибо железо не потянет.3 балла
-
Разбирать было очень сильно неохота.
3 балла
-
Мы тут со знакомым летчиком самолеты строим (он строит - я иногда варю). Приносит детали (черные) с прокатной окалиной почищенные на троечку (не, не по степени очистки ГОСТ). Я ему каждый раз показываю как элетрод обгорает, как дуга гуляет по этой окалине, как цинк на оцинкованных деталях горит - бесполезно. Сам чищу.3 балла
-
Да-да, а то книжек начитаются, а металл чистить не хочут!3 балла
-
не мутите воду . Сложно объяснить и даже некоторые не видят разницы. По факту дуга есть, метал плавится и там и там, но дуга все же имеет отличия и надежность ... некоторые китайцы работают и работают, а вот европейцы бывают, что и ломаются, а еще очень дорого. Так что ... будем ждать развития рынка ... как с автомобилями. У нас уже штучные запросы появляются, только не китацев предлагать. так что и на ваш аппарат найдется спрос. Мы поставляем станки из китая и ... они реально надежные. И некоторым именно такая цена и такое качество вообще выше головы. Да, есть нюансы в отличии от европы, но ... каждому свое. Просто, пока в других странах развитие, мы скатились обратно и лампочки с дисплейчиками некоторым важнее некоторых полезных фишек в функционале. Т.е. работу выполнить проще и быстрее, не так важно как заплатить меньше. А еще лампочки и дисплейчики3 балла
-
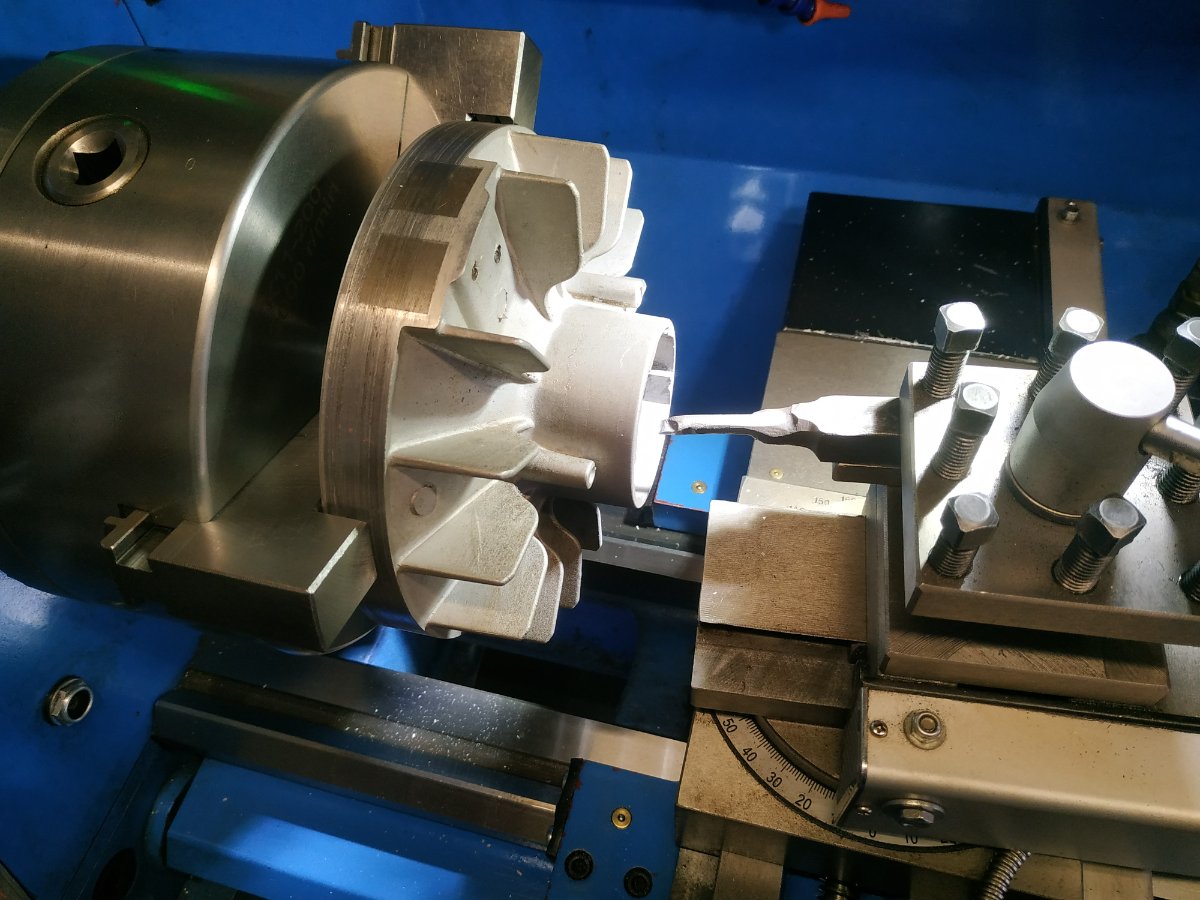
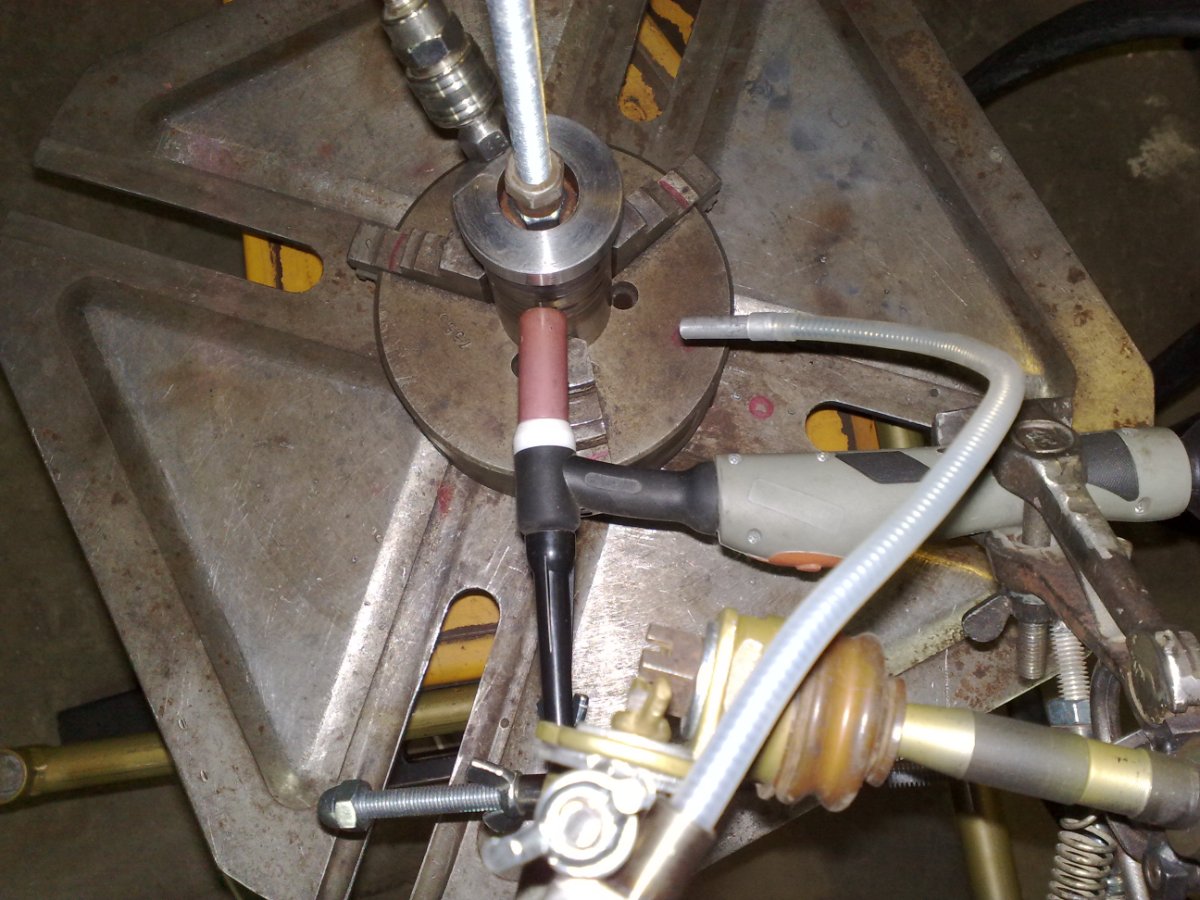
У меня отладка техпроцесса смещена в теоретическую область. Саму сварку приходиться производить без практической отладки. Вот как выглядит подобное соединение, но без проточки. В данном случае, расход материала на сварной шов "своим телом" идет полностью из втулки. Основная проблема с расходом материала из втулки - сохранить ее ровный край торца, так-как по ходу сварки деталь нагревается и шов увеличивает свою ширину. Я борюсь с этим программированием задержки старта вращения и нелинейного ускорения вращения после старта (кому любопытно - нелинейное ускорение по S-образной кривой). Титан, кстати.
3 балла
-
Все серьезные ребята уже на дорогих китайцах работают.3 балла
-
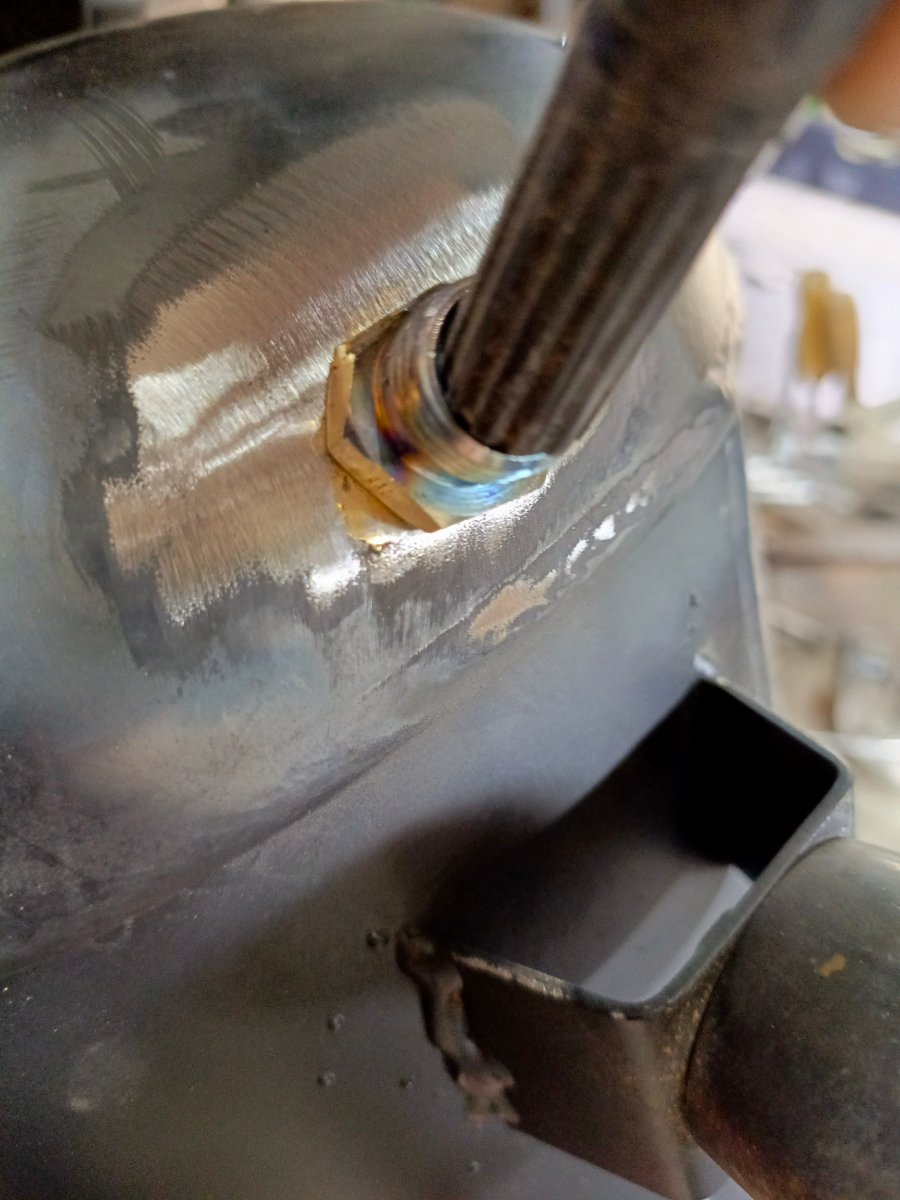
Латунный переходник к стальному баку -это просто.
3 балла
-
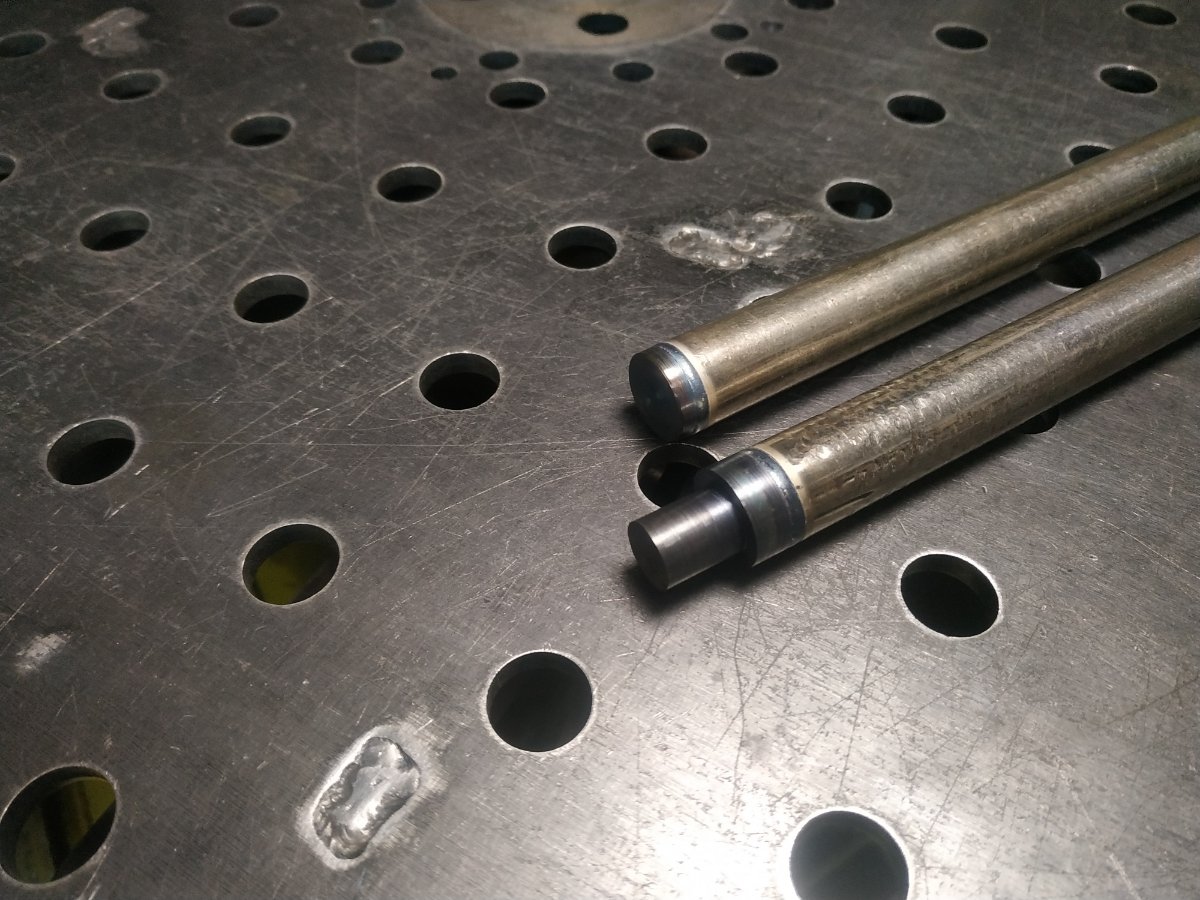
Простые вещи сложным способом (чтобы сварной шов не протачивать). Труба: нержавейка, 19х1,5. Вставки: черная сталь (вот так захотелось); итоговый цвет - оксидирование промасленное. П.С. Удлинитель линейки для замера колеи автомобиля для сход-развального стенда. Стенду тридцать лет, за это время колея у бибик заметно подросла, штатного расхода линейки уже не хватает.
3 балла