AMBIVERT42
-
Постов
2 673 -
Зарегистрирован
-
Посещение
-
Победитель дней
148
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент AMBIVERT42
-
Иной раз "это" и швом назвать-язык не поворачивается... Как то-ухо рулевой рейки. Или проушина сайлентблока крепления кожуха приводного вала.








- 3 328 ответов
-
- 17
-

-
- технологии
- TIG
- (и ещё 1 )
-
Аппарат тут не при чём. Проблема может быть из-за грязного газа, грязного основного металла и некачественной присадки. Для проверки у меня всегда есть 10-литровый баллон с качественным и проверенным аргоном, эталонные присадки и пластины сплавов АК,АМг и АМц. Так-почти всегда можно вычислить "паршивую овцу".
- 3 328 ответов
-
- 9
-
-
- технологии
- TIG
- (и ещё 1 )
-
 Как всегда, долго запрягаем, но быстро едем. Заказчик сподобился загнать технику на ремонт только на первомай. Начнём-с... Мелкие порывы. Пробоина в борту. Наконец-то добрался до заднего борта. РАДС откладываем и берёмся за П/А. Ибо, если РАДС такой погонаж варить-то и жисть зазря пройдёт и борт станет похож по форме на крышу китайской пагоды... В нижнем положении-варил в режиме "пульс". Горизонт с зазором- "интерпульс". Стыковка полос-пульс и интерпульс. Вышеописанное оказалось прелюдией. Ситуация-из серии "не было ни гроша и вдруг-алтын". Разорванный седельный портал алюминиевой рамы. Всё-как обычно. Разделка, сварка. Трещины-РАДС в несколько проходов. Корень-с "окошком". Заполнение и "лицо". Ребро рамы-тоже РАДС. Обратный валик на ребре рамы и его зачистка. Токовый диапазон 260-320 А. Присадка 5183 ф 3,2 мм. Ремонтные накладки и косынки-вырезал из кусков старых рам плазмой. Тавровые стыки и накладки с косынками-полуавтоматил. Режимы-"пульс" и "интерпульс" в разных комбинациях, в зависимости от пространственного положения, зазора и толщин кромок. Токи-140-185 А. Проволока-5183 ф 1,2 мм. Чует моё эээ... ммм... сердце, вопчем, что на 9-е мая-тоже нифига нескушно будет...
Как всегда, долго запрягаем, но быстро едем. Заказчик сподобился загнать технику на ремонт только на первомай. Начнём-с... Мелкие порывы. Пробоина в борту. Наконец-то добрался до заднего борта. РАДС откладываем и берёмся за П/А. Ибо, если РАДС такой погонаж варить-то и жисть зазря пройдёт и борт станет похож по форме на крышу китайской пагоды... В нижнем положении-варил в режиме "пульс". Горизонт с зазором- "интерпульс". Стыковка полос-пульс и интерпульс. Вышеописанное оказалось прелюдией. Ситуация-из серии "не было ни гроша и вдруг-алтын". Разорванный седельный портал алюминиевой рамы. Всё-как обычно. Разделка, сварка. Трещины-РАДС в несколько проходов. Корень-с "окошком". Заполнение и "лицо". Ребро рамы-тоже РАДС. Обратный валик на ребре рамы и его зачистка. Токовый диапазон 260-320 А. Присадка 5183 ф 3,2 мм. Ремонтные накладки и косынки-вырезал из кусков старых рам плазмой. Тавровые стыки и накладки с косынками-полуавтоматил. Режимы-"пульс" и "интерпульс" в разных комбинациях, в зависимости от пространственного положения, зазора и толщин кромок. Токи-140-185 А. Проволока-5183 ф 1,2 мм. Чует моё эээ... ммм... сердце, вопчем, что на 9-е мая-тоже нифига нескушно будет...

































- 946 ответов
-
- 28
-
-
Ага, при зазоре в 6 мм и кромках из-под бензореза... К сожалению, люди, точно знающие, как управлять государством-очень занятые. Как правило-стрижкой волос и вождением такси...
-
Баловство-не баловство, а у меня в ходу электроды диаметром от 4 до 8 мм. Четвёркой можно ювелирно сделать зазор между кромками, всякую мелочь поковырять. Для "мяса"-ясен день, восьмёрка-в самый раз. Выше диаметры-только на серьёзных объёмах строжки и очень крепких электросетях. То бишь-на производстве с хорошим лимитом электроэнергии. Аналогично! Однозначно!!! Применительно к автомобильной и специализированной технике-даже и не знаю, как к ней подходить без строжки.
-
Блок чугунный, стенки его-толстые, а ляпки-отпали сами. Разделка и зачистка околошовной зоны-само собой разумеющееся действо. Поэтому блок варился просто отлично.
-
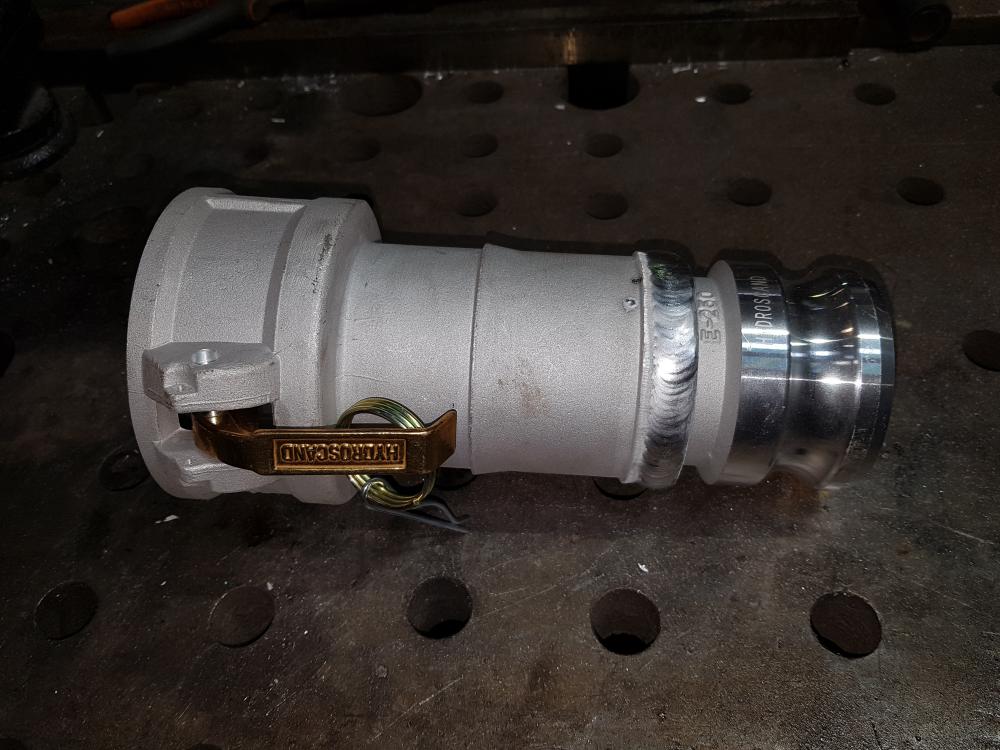
@ВлаДон, то есть лопнул шов электросварной гидравлической трубки? Я частенько такое чиню. В массе своей-если шов пополз, то лучше трубку менять целиком. Но, если такую трубку не найти-то приходится варить. Да, я практически всегда такие дефекты аргоню. Ибо РАДС даёт возможность очень хорошо увидеть концы трещин. Единственное-внутри трубки не должно быть масла. Иначе-трещину не заварить полностью. Заляпать сверху-можно, но провара толкового не будет. Масляная гарь очень мешает. Или, если по тем, или иным причинам, масло из трубки полностью не удалено, прожариваю трубку автогеном, охлаждаю, зачищаю, разделываю, завариваю. Гарь внутри трубки-не мой головняк, а того, кто поленился маслице оттуда удалить. Но, это уже-как говорится, проблемы индейцев штата Кентукки...
-
Есть такое. Но, в случае угловых стыков, корня и первых слоёв заполнения разделки-шлак обычно приходится выколачивать и вышлифовывать. Независимо от того, кто является производителем. Сам перепробовал УОНИ разные, остановился на магнитогорских. Судиславские до нас не доходят ( хотя раньше были и я пользовался не только УОНИ, но и Т-590, ЦУ-5), лосиноостровкие-несколько похуже магнитогорских в плане стабильности горения (качество гуляет от партии к партии, но это-беда всех отечественных товаров) и завозят с перебоями. Московские спецэлектродовские и омские-жуть кошмарная...
-
Как говаривал Жванецкий, "алкоголь в малых дозах-полезен в любых количествах".
-
Поэтому я грею такие, многое вынесшие, коллекторы-исключительно в поликарбонатном щитке, поднявши воротник и застегнувши робу на все возможные пуговицы. Отметины на коже такая "чешуя" оставляет знатные...
-
ВИК-ВИКом, а с просветом могут быть "сурпризы". Ещё АВН про этот момент рассказывал. Да и я лично-так попадал... Не шибко опытный "светила" может посчитать следы шлака по краям шва за несплавления по переходу к основному металлу, или по корню. Со всеми "вытекающими", как говорится... Более того, иной раз встречаются "светилы-коммерсы", что в случае чего-могут и стык зарезать и пересветить одно и то же по нескольку раз. За вашу денежку, разумеется... Вот-вот, подстраховка чистейшей воды.
-
Антон, если сеткой наварено-то это явно какой-то твердосплав. Соответственно, бор-фрезой его грызть не рационально. Воздушно-дуговая строжка и/или абразивная зачистка до чистого основного металла-наше всё.
-
@selco, изюминка подогрева коллектора до 600 градусов-это не только улучшение свариваемости, но и борьба с деформациями, а также-полное отсутствие отбела. Как завещают хирурги? Хорошо зафиксированный пациент в анестезии не нуждается... Вот и здесь-то же самое. Зафиксировал по привалочной плоскости (если надо, то с обратным изгибом), прогрел хорошенько и вперёд. Или я такой "Щукарь", или карма такая...Но, мне в основном попадаются коллекторы с неважной свариваемостью. Всё же, Сибирь-не Европа, в коей вы проживаете, технику здесь эксплуатируют просто на убой. Да и наши соседи-азиаты (японцы, корейцы) чугун делают хуже, чем европейцы. Впрочем, европейский новодел-тоже не ампир... Поэтому всё чаще отказываюсь от РАДС в пользу ГПН и даже РЭДС.
-
Если уж из стали, то, судя по соотношению длин трещин и общих размеров деталей-лучше вообще целиком заново делать. Я, вот, тоже предпочёл бы заварить трещины. Но, температурный режим выбрал бы пожёстче, градусов 600-650. Предварительный и сопутствующий подогрев-пропановыми горелками. Конечно, ГПН тут было бы в явном фаворе, но и РАДС ПАНЧем, пусть и помедленнее, но тоже должна прокатить. При хорошем прогреве ПАНЧ разливается просто изумительно.
-
Аристороды 55 и 69 от ЭСАБа, коими я нет нет, да работаю-все неомеднённые. А вот Аутроды-омеднённые.
-
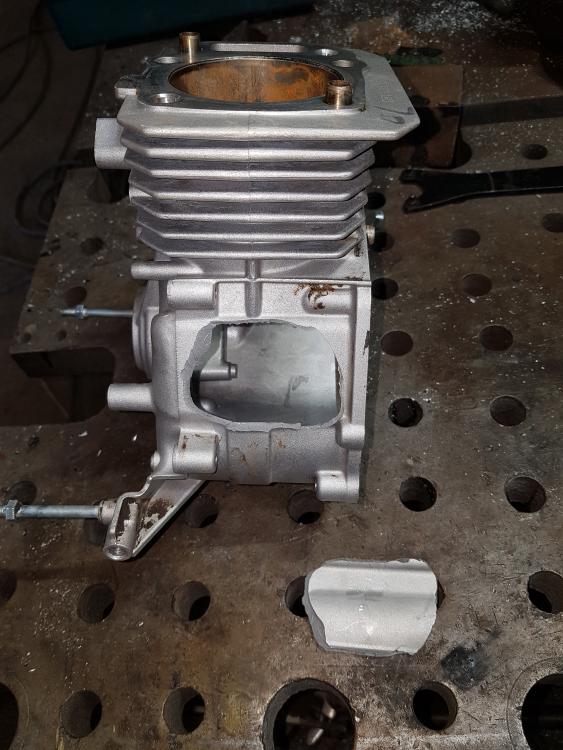
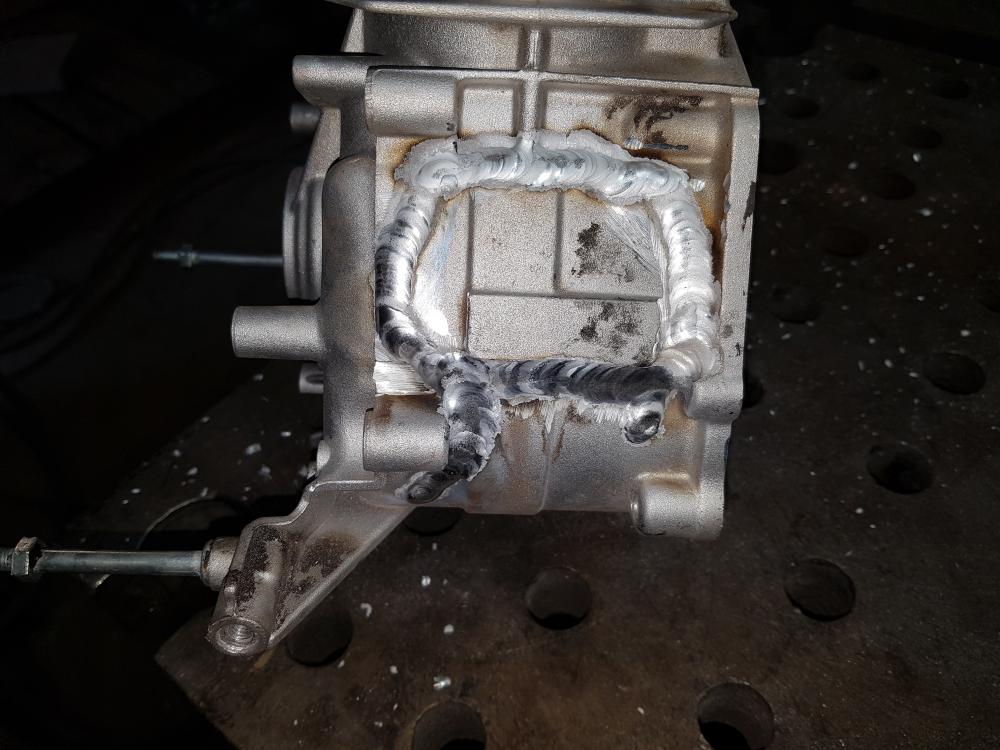
Блоки, блоки... Алюминий. От мотора БМВ М-50. Пробоина и трещина в масляном канале. Разделка, сварка с подогревом в массе. Для рядной "шестёрки" такая пробоина и выглядит не очень страшно. В случае одноцилиндрового мотора от безогенератора-куда масштабнее. Чугун. Блок от Опель-Корса. Трещина после ДТП. Блок цилиндров с магистральника Скания. Поломка рокера топливного насоса привела к продавливанию стенки блока. Поломка произошла вдали от дома. Детали заменили, а трещины в блоке-задиметили. По дороге от Челябинска диметные ляпки отпали. Отдельно отмечу, что скандинавский моторный чугун отлично варится. В массе ПАНЧа-ни единой поры, а при наложении горизонтального шва-отличная растекаемость,ни подрезов, ни несплавлений. Это-не первый блок Скании, который я делал, поэтому могу говорить о том, что это-не случайность, а закономерность. Американские и немецкие блоки, а тем более японские-обладают куда более худшей свариваемостью.



















-
Однозначно! Я с ПАНЧем ф 0,8 мм горя хлебнул, а 4043 ф 0,8 мм приобрёл только для того, чтоб всякое тонкое и ажурное аргонить. В П/А такой диаметр зарядить-даже мысли не возникало. 1,0-ещё куда не шло, а 1,2 мм-самое оно.
-
@Vovochker, и не избавитесь... Наш бензин-такой запашистый и проникучий! Вроде и жидкой фазы бензина нету и пары почти все вытеснены, а всё одно-запашок есть.
-
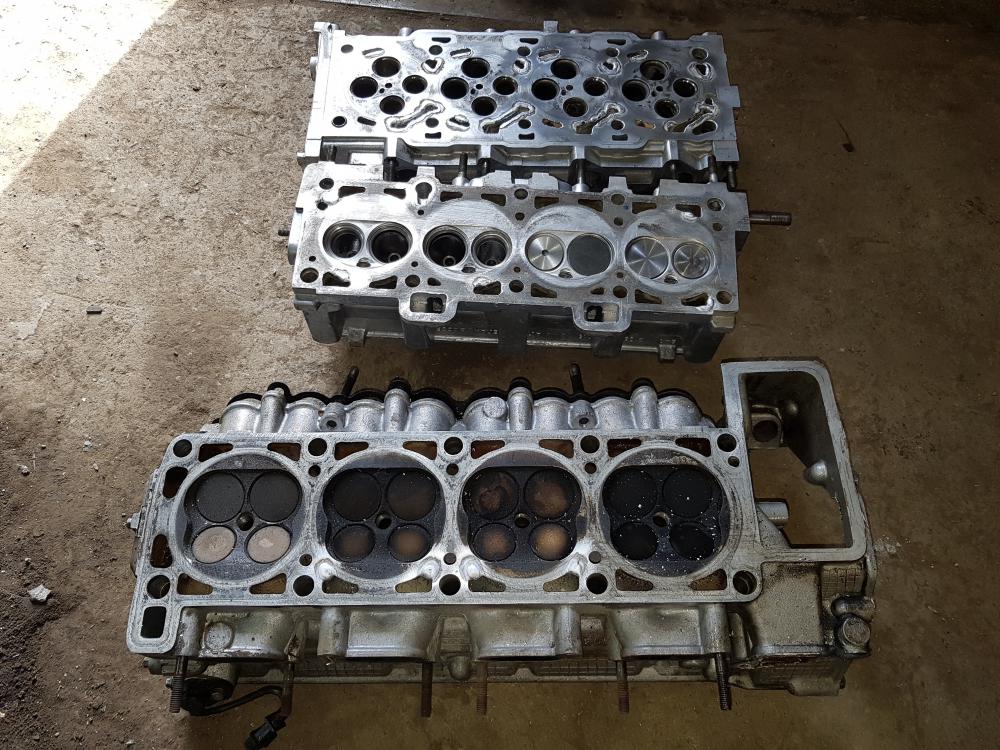
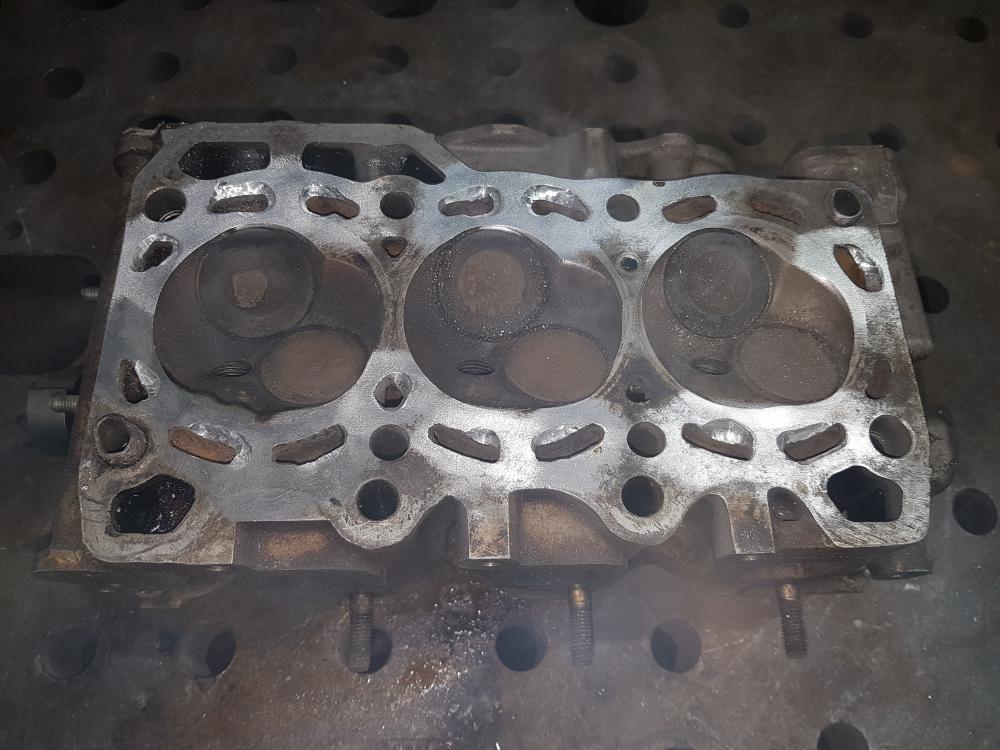
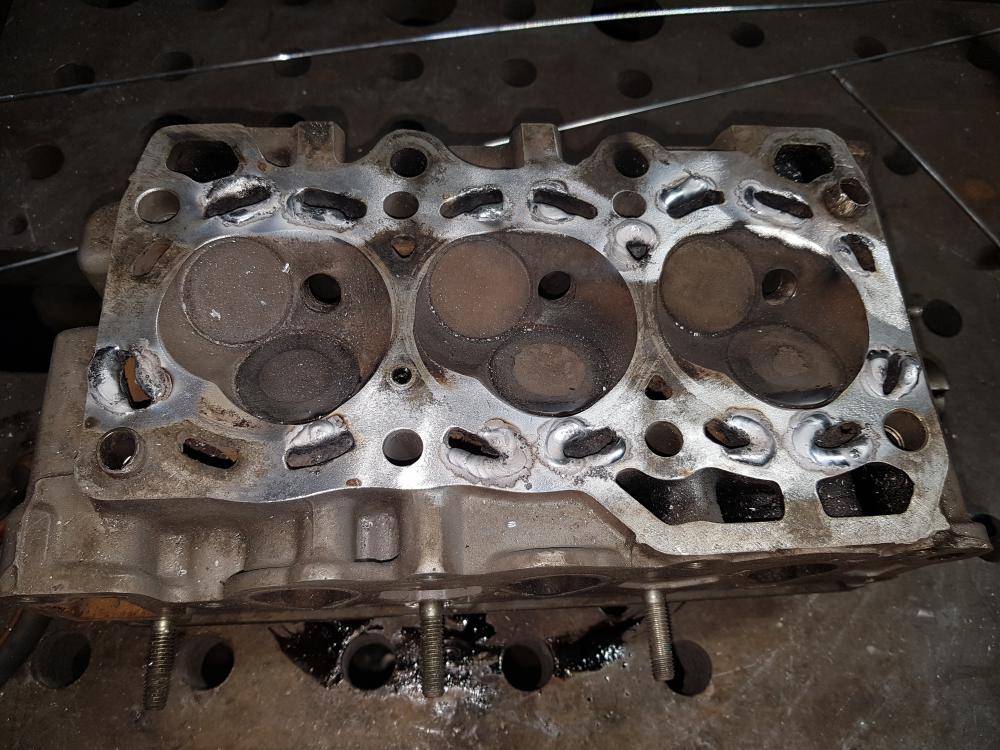
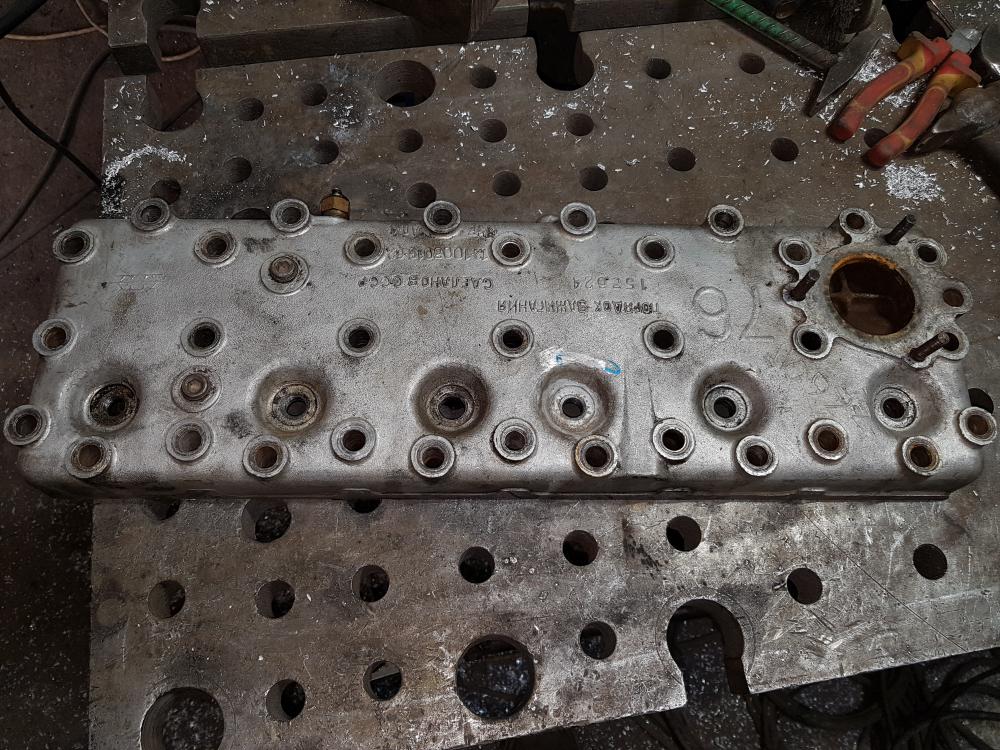
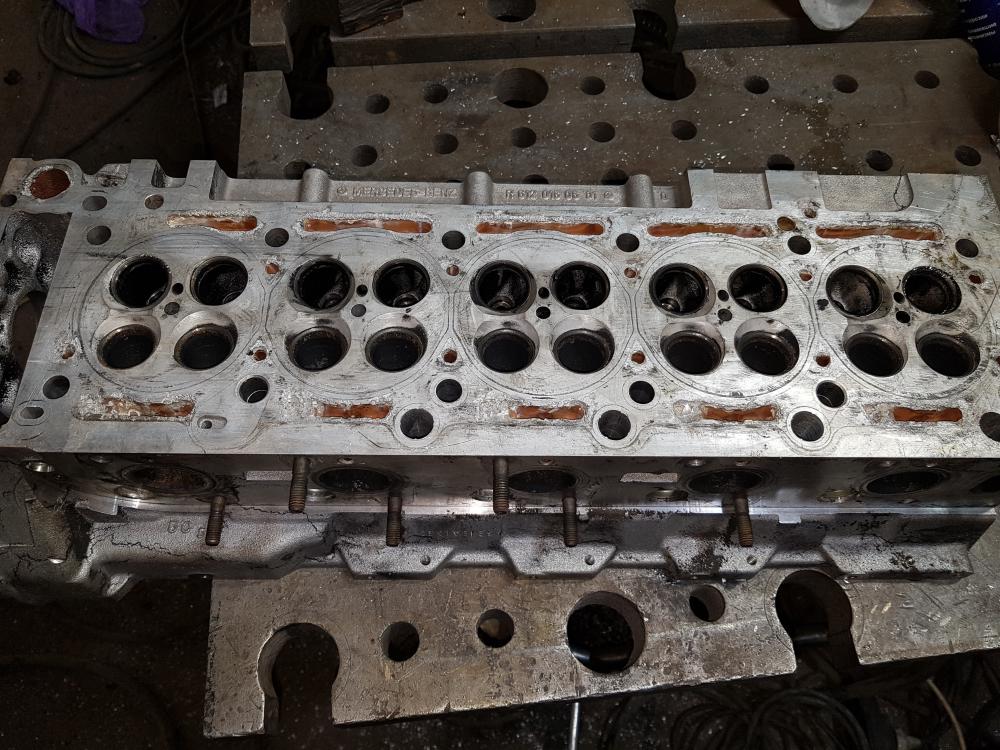
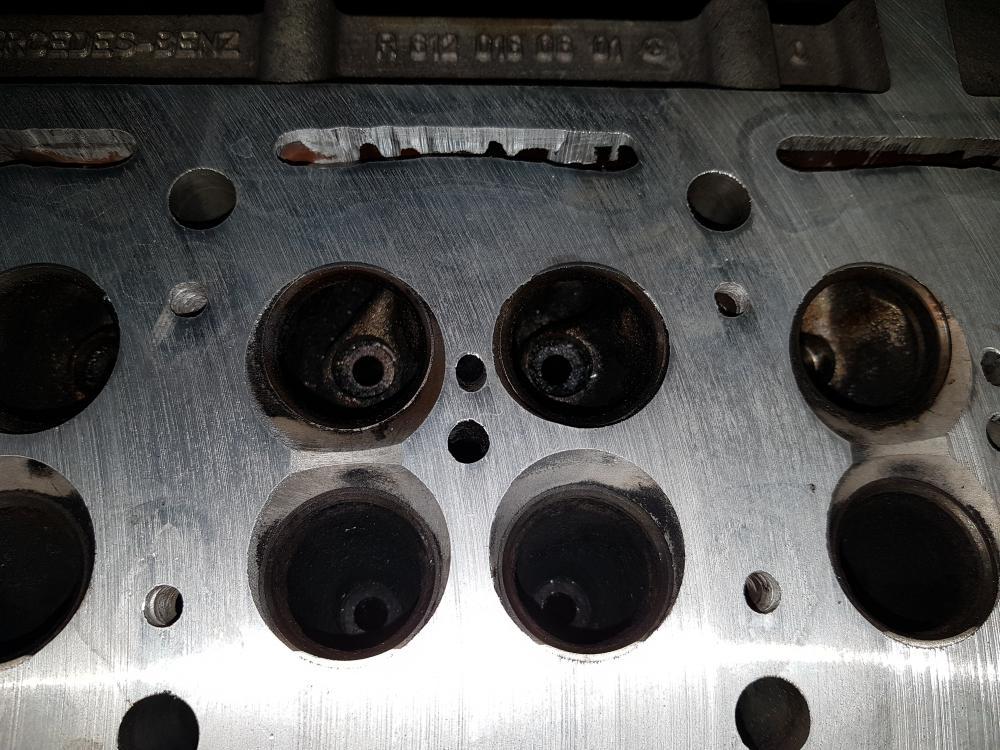
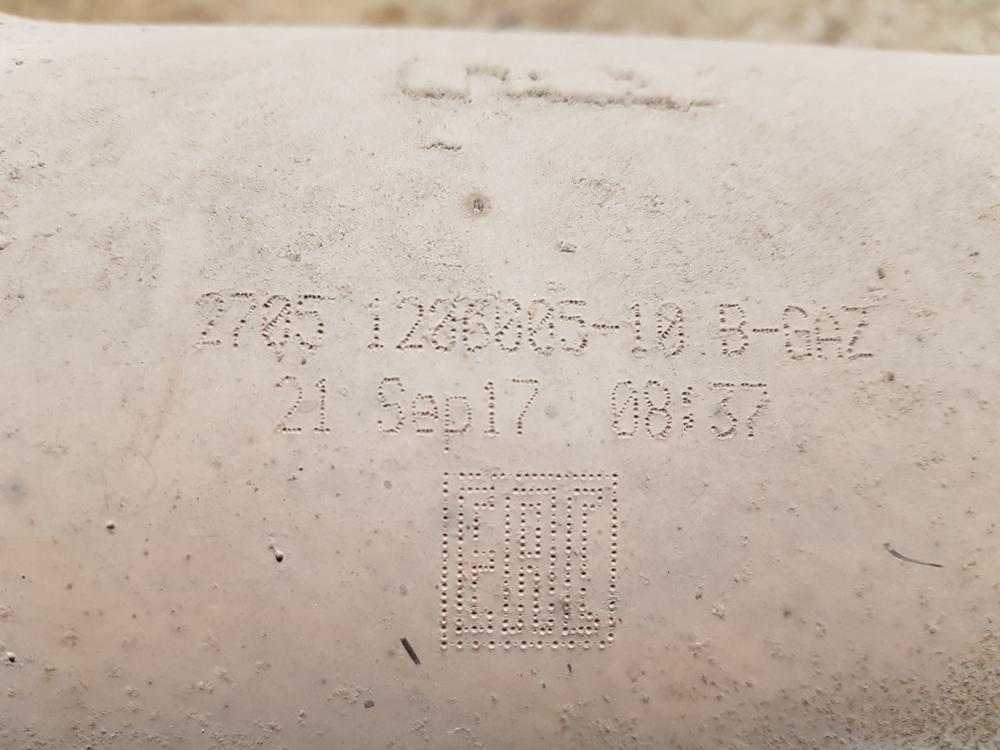
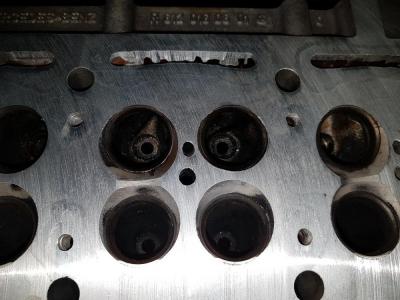
Головки, головки... В основном-кучка с мелкими дефектами. Коррозия, прогары, трещинки и забоины. Среди моторного ширпотреба-не бог весть как-оказался натуральный раритет-ГБЦ от ГАЗ-51. Иногда поиск трещин-сродни работе археолога... Внешне снаружи-всё путём, а копнёшь-ох, ёёё... В общем-всё обычно:холостой проход дугой, снятие "культурного слоя" бор-фрезой. И так-до обнаружения концов трещины и выхода в водяную рубашку. Немного помог мехобработчикам-снял излишки ручной бор-фрезой. Иногда бывает так, что и коррозия и трещины, причём,в самых неожиданных местах. Оптимизация-с... Ладно, можно понять, если трещина пошла возле места притяжки болта крепления ГБЦ к блоку, а тут-поднутрение под клапанную пружину... Это вообще как???!!! И ведь не хухры-мухры, а Мерседес-Бенц... После мехобработки.























-
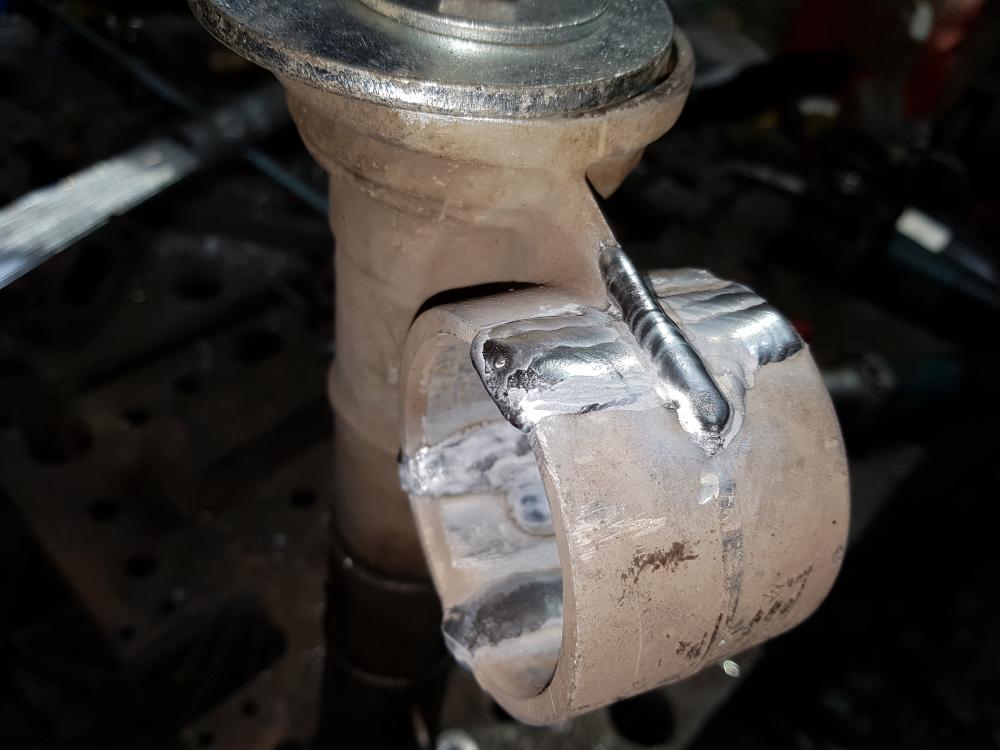
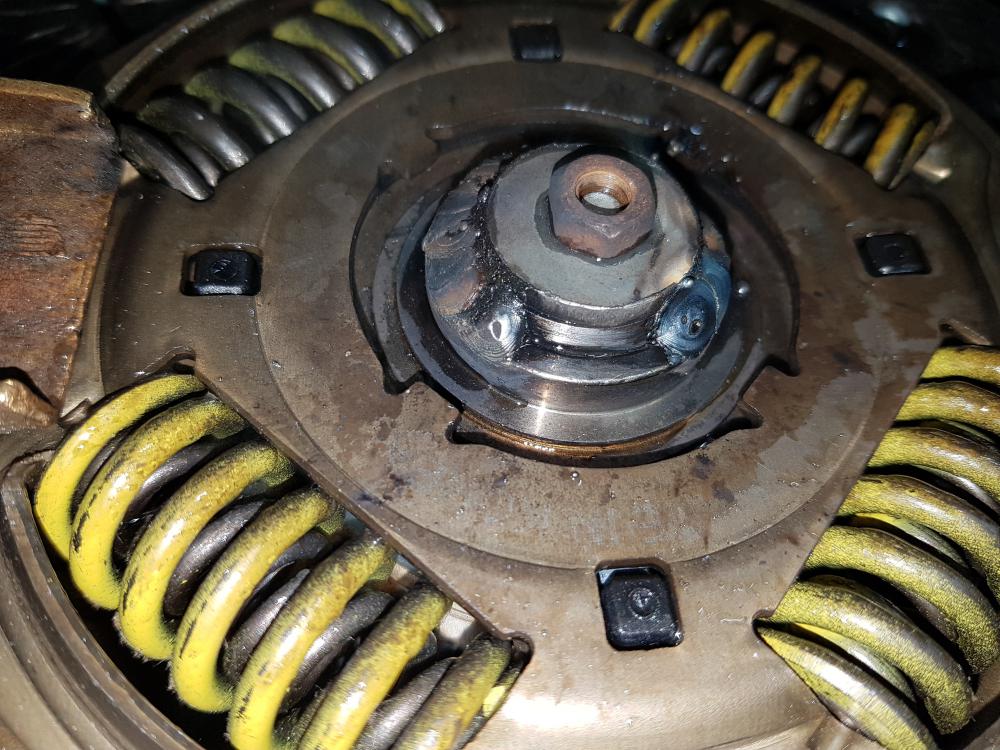
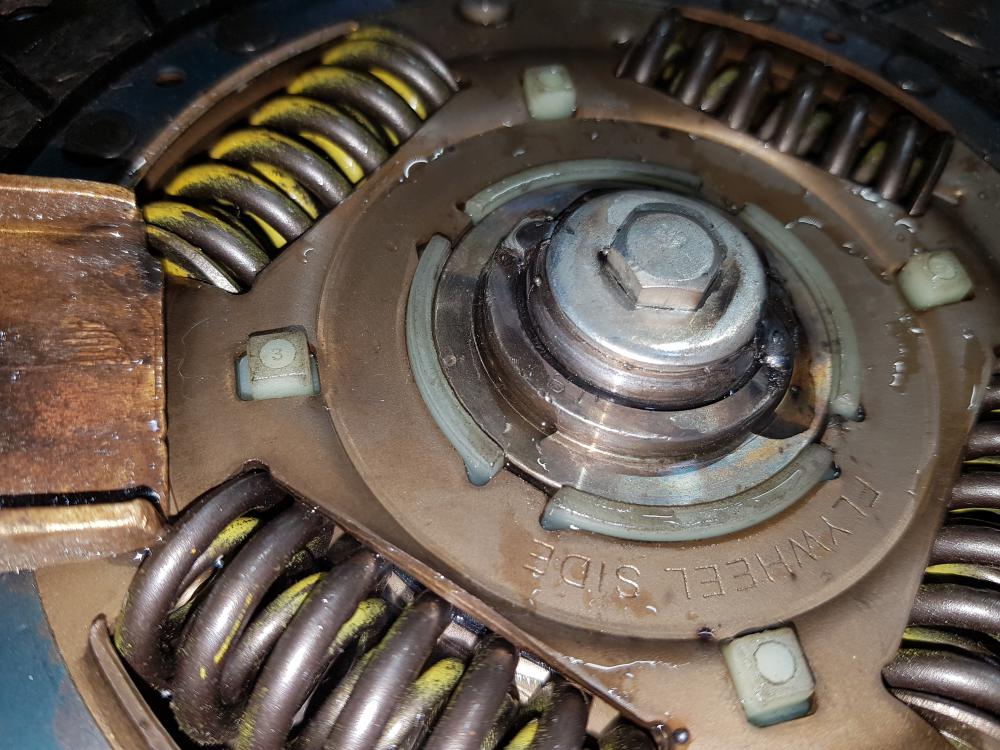
Ось балансира задней тележки 25-тонника КамАЗ. Ремонт-по месту. То есть-не снимая с автомобиля. Трещины в рёбрах жёсткости кронштейнов-строгал угольными электродами и заваривал электродами УОНИ-13/55 от МЭЗ. С соединительной трубой, треснувшей возле кронштейна-разобрался подобным образом. Выпускная труба с Газели-Некст. Оторвался фланец. Сам фланец-приаргонил, а усиливающие раскосы-прилепил П/А. Вот те и "двойной ресурс"... Ведомый диск сцепления с какого-то мини-погрузчика. Диск-сдох, такой же-не найти. Вырезали с диска шлицевую и пересадили на подходящий по размерам аналог. Приваривал П/А по капле, с охлаждением водой. Ибо рядом со ступицей диска-пластмассовые части демпфера. Далее-страшненькие швы обточили на токарном станке. Ампутация EGR с того же погрузчика. Детали от бочек-кислотовозов. Алюминиевый коннектор изготовил из двух штатных деталек методом стыковки и обварки. Крышка бочки-нержа. Наружный стык-электродами 61.30, подварочный- РАДС прутком 308. Напоследок-нарастил ромбический домкрат. Заодно-поразвлекался с П/А. Показывал хозяину домкрата эрзац-импульс "цмык-цмык" (верх), пульс (снизу) и двойной пульс (слева). Если что, то каракули в правой части снимка-это творчество хозяина домкрата. Электрозаклёпки-в MIG/MAG-режиме.




























- 946 ответов
-
- 22
-
-
На 200-м подъём при повторном включении начинается с текущего тока спада. То есть-на спаде работать можно с комфортом. На 200Е с завода идёт корявая прошивка. То есть-цикл завершается полным гашением дуги и повторным поджигом. Техсвар на тех аппаратах, что проходят через его руки-этот косяк исправляет перепрошивкой. А те, кто покупал аппарат не через него-"наслаждаются" чудным алгоритмом.
-
Ещё добавлю из своих наблюдений. Он слишком мягкий. Мой Меркле активно жуёт данный диаметр проволоки. И шибко быстро плавится, с брызгами и прикипанием к токосъёмному наконечнику. Я накрутил косичек и вовсю аргоню им.
-
Как говорится, два дебила-это сила!!! То есть "сладкая парочка" водятел+болтокрут может сотворить такое, что...
-
Однако, я не одинок!
-
Бедные Камминсы... Что ж им не везёт так? Вот и у меня, со зловещей стабильностью, приблизительно раз в месяц-прибывают очередные калеки этой марки. И именно с Соболей и Газелей. Ломают приливы, рвут резьбы,пробивают стенки и т.д. Прям нАпасть какая-то...