AMBIVERT42
-
Постов
2 673 -
Зарегистрирован
-
Посещение
-
Победитель дней
148
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент AMBIVERT42
-
@psi, ништяки сварочные наблюдаю, а где же розы собственно Бухыч?
-
Ооо, спецтехника после "военно-полевой хирургии"-это что-то с чем-то... И хорошо, когда в дело шли ОК-46. Обычно же-в ход пускают МР-3 сомнительного качества. Плюс к тому-аляповатые накладки и усилители, сделанные из того, что под руку попадает. Никакая квалификация исполнителя работ-по умолчанию. Разделка, провар с обратным валиком, равнопрочность? Что? Не, не знаем...
-
История получила продолжение. Тщательный визуальный контроль поверхности, прилегающей к месту сварки-не выявил дефектов. Но, через некоторое время-они обнаружились после покраски. Внутренние напряжения после сварки сделали своё дело и невидимые трещины стали видимыми. Опять-строгаем и варим. Переделка труб бетоноподачи на штетер японского производства. Новый комплект тянет на 1 млн. руб. Поэтому-решили перепиливать имеющееся. До меня пытались сваривать самостоятельно электродами ОК-46.00. Всё это-выстрагивал нещадно, ибо треснуло. Варил электродами ЭА-395/9 ф 3 мм. Спецтехника поменьше. МКСМ-800 из конторы, где я раньше работал. Оторвало верхнее ухо одной "оглобли". Проварил трещины, приварил обратно и услил оба "уха". После обварки все пальцы вошли от руки-значит, с геометрией не напутал. Проверка работы гидравлики и механики. Момент прощания. Смахнув скупую слезу, принялся за "гуся" (лёгкий, выдвигаемый вручную, сегмент стрелы) с японского крана-"паука". Прогрел гнутый участок и притянул шпильками. Для усиления стрелы-изготовил из стали 10ХСНД толщиной 5 мм пластины. Просверлил отверстия и приварил усиление электрозаклёпками. Далее-"спецтехника" по мере уменьшения... Надорвавшаяся рохля. Подъёмную тягу-отрихтовал обычной кувалдой. Каркас-пришлось пилить, рихтовать и сваривать. Совсем другое дело! Один мой знакомый занимается производством детских инвалидных колясок по индивидуальным заказам. Алюминиевые обручи из трубки ф 8 мм-надо пристыковать к колёсикам. Проставки из алюминиевой полосы мастер уже приделал. Моё дело-состыковать трубку и приварить кольца к проставкам.

- 3 962 ответа
-
- 35
-

-
Сбылось! Отдал аппарат местным электронщикам. ПДУ взял от Гроверса-350, который к аппарату приспособил Техсвар. Только резистор заменили на другой, с иными характеристиками. Старый, 7-ПИНовый разъём ремонтёры трогать не стали. Исходили из предположения, что вдруг где-то да найдётся штатный ПДУ. А на лицевой панели-закрепили новый, 3-ПИНовый разъём. Поучилось несколько колхозно... Ну да ладно, как говорится, с лица-воду не пить. Главное-что получилось вполне работоспособно. Уже опробовал в деле. Понравилось.
-
@G_Kar, это дополнительный бак. Ставят те, у кого маршрут длинный и часто пролегает по безлюдным местам. Компоновка МАНа позволяет такие вольности. Если подвергнуть ампутации систему AdBlue (впрыск карбамида) и допилить систему выпуска-то вообще получается достаточно просторно. В отличие от Мерсов и Вольво, где всё достаточно плотно насыщено всякой навеснухой.
-
@Miners, очень похоже на кронштейн тросов переключения передач, судя по двум вырезам под крепление оплёток тросов. По внешнему виду уже заметно, что материал детали-не торт. Вторсырьё с низкой степенью очистки от примесей. Сейчас все производители стараются неответственные детали делать из максимально дешёвых материалов по недорогим технологиям. Это, к примеру, головки с блоками-ещё более ли менее чистые, а всякие крышки, кронштейны, корпуса-ой, прости Господи... Немножко поделюсь своим опытом сварки ажурных и тонкостенных деталюшек. После фиксации детали-прихватки делаю вразнобой, как интуиция и возможность подсказывают. Но, по краям-обязательно. Когда-в наглую оплавляю и соединяю каплей присадки едва поплывшие кромки, когда (если не уверен в образовании полного провара с края)-делаю пропил и заплавляю его. Второй вариант-для грязных сплавов. Потом, от проваренного края-легче стартовать. Можно уверенно продавливать ванну и не бояться, что края поплывут. Когда идёшь от середины к краям-всегда есть большой шанс получить нехилый подрез на краю, а то и провис. Тепловложение-то уже солидное, деталь прогрелась в массе, а края-тонюсенькие, теплоотвод маловат.
- 3 331 ответ
-
- 12
-
-
- технологии
- TIG
- (и ещё 1 )
-
 Хмм... Мдаа... А аппарат какой?
Хмм... Мдаа... А аппарат какой? -
@krech, токовый диапазон какой? Как я разумею, если и дальше продолжать варить детали двигателей, то из разряда "дёшево и сердито"-только "сундук" на 315 А.
-
@Alex_DRUMMER, а в чём конкретно затруднения. Лично по мне-так Лбшки-самые любимые электроды. Варят очень мягко, шлак-вязкий и неназойливый. Отлично зажигаются и держат дугу на малом токе. Тянуть корень ЛБшками-одно удовольствие! Основные ОКшки (53.70, 74.70 и т.п.) и те-горят как-то пожёстче, что ли. Больше похоже на УОНИ. Вполне возможно, что в вашем случае и опыта по работе именно с основными электродами недостаёт и аппарат их не тянет.
-
Здесь: http://websvarka.ru/talk/topic/11946-elitech-ais-400t/?p=366875-немного про аппарат, который я приобрёл для воздушно-дуговой строжки. В перспективе-и для РЭДС (когда дооснащу ПДУ). Настало время поработать аппарату по прямому назначению. Итак, надо переделать поворотную кран-балку в токарном цеху дружественной конторы (в коей я подрабатываю сессионным музыкантом приглашённым сварщиком). Балку сняли, а уши-надо срезать и опустить на 300 мм ниже. Срезать УШМкой таким образом приделанные уши-удовольствие сомнительное. Особенно-стоя на стремянке, когда-кругом станки, пластиковые окна и керамическая плитка на полу. Воздух-из центральной магистрали, аппарат расположил по-соседству, а для улавливания брызг металла-на магниты установил ведро с водой. Сдул швы на раз-два. На "бенгальский огонь" собралась поглазеть добрая половина работников автоцентра. Не видели они в жизни такой технологии...Приваривал срезанное-тем же аппаратом. Из тёплого автоцентра-в холодный гараж частного АТП. Элитех-на строжку, Форсаж-на сварку. Воздух качает местный дюжий компрессор С-416. Пациент-старый знакомый экскаватор Комацу. Готовим операционное поле и выстрагиваем трещины. Строжка-электродами ф 6 и 4 мм. После строжки-зачистка бор-фрезой и корневой проход эл-дами ЛБ-52У ф 2,6 мм. Зачистка от шлака и проковка-пневмозубилом. Корень (ф2,6 мм) и первый слой заполнения (ф3,2 мм)-ЛБ-52У, остальное заполнение и облицовка-ОК-74.70 ф 3,2 мм. После сварки-зачистка. То же самое, даже больше-с другой стороны. Работать с пневматикой в минусовую температуру, да без осушителя-не соскучишься... Чтобы не обмерзали строгач и фитинги-шланг на выходе из ресивера надставил медной спиралью, которую грел в ведре с кипящей водой. Жалко, что фотку с этим девайсом-снёс по ошибке... Сам же-отогревался в теплоузле офисного здания. Опущу "подробности" гидравлики здания, это-следующий этап, осуществимый по окончании отопительного сезона. Да данный момент-надо заменить один общий насос на четыре контурных. Вместо общего насоса-влепил двухдюймовый байпас и ,о, чудо, здание "ожило". Даже регулировка контуров не потребовалась. Наверно, все со школьного курса литературы-слышали про шестикрылого Серафима. А тут-двенадцатикрылый Франкенштейн!
- 3 962 ответа
-
- 31
-
-
Вот тут: http://websvarka.ru/talk/topic/11726-svarka-detalej-dvigatelia-transmissii-i-podves/?p=366865 -я выкладывал "трепанацию" ГБЦ Пежо-208. По моей просьбе-токарь перекинул мне фотку после мехобработки. А владелец авто сообщил, что машина уже на ходу и благополучно пережила сорокаградусные морозы.
- 1 344 ответа
-
- 16
-
-
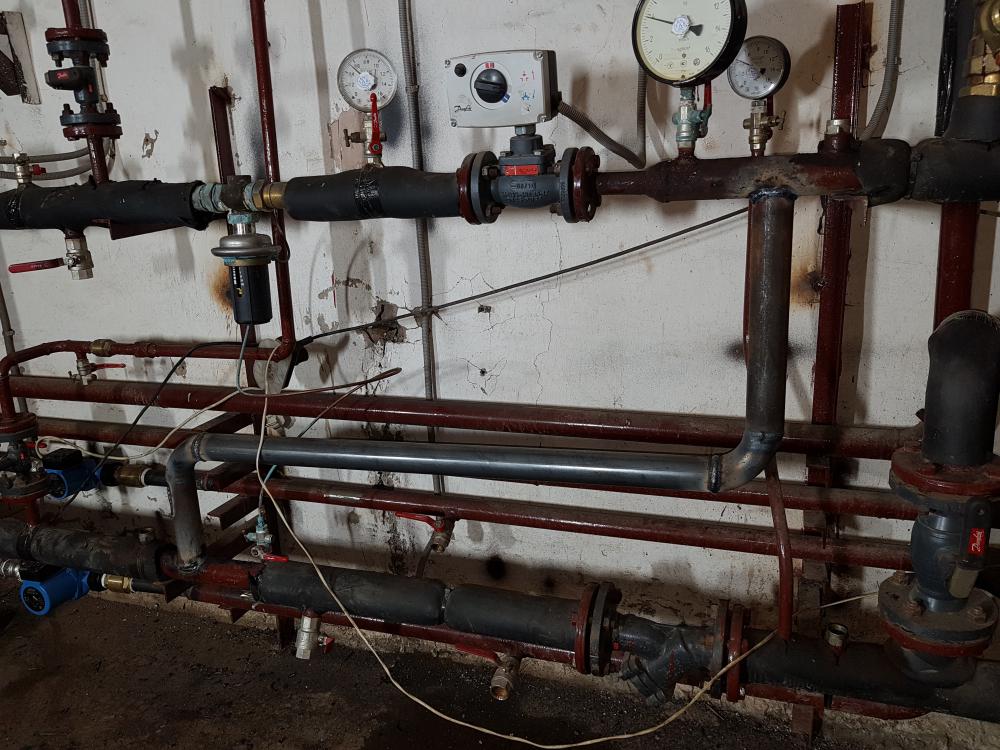
Ааа, вот оно что... Что-то я в последнее время-подтупливать стал. Надоть себе пару выходных сорганизовать, штоль... Толщина стенки бочки и перегородки-3 мм. Обрамление-трубка ф 20 мм. Концы трубки я приварил к обечайке перемычки, имеющей треугольное сечение. По жёсткости это место-прочнее собственно стенки бочки. Саму перегородку я в этом месте вырезал с галтелью радиусом эдак 30-35 мм (на фото-не видно). Не думаю, что в этом месте-будут критические напряжения. Тем более, что штатные вырезы-вообще усиления не имели и ничего там за 10 лет не лопнуло. Пару лет назад на одной из этих бочек-подваривал обрамление среднего выреза. Так как бочку заливали глицерином и только до половины. Вот её так и раскачало. Сейчас же-будут возить эмульсию и под самую пробочку. Так что активного движения масс груза там не будет.
-
@ЛехаКолыма, благодарствую! Отхватить такой аппарат, да за такие деньги-реальное везение.
-
@Точмаш 23, конечно! Но, мне уже не раз и не два-приносили и алюминиевые детали с послесварочными трещинами и деформациями. Ибо варили второпях, на холодную. А иные "деятели"-ещё и водичкой поливали, для ускорения остывания, или в сугроб отправляли...
-
@Точмаш 23, немного неточно выразился... Имел в виду участки приграничные, по которым обычно и идут трещины при остывании. Наплавленное при возможности-стараюсь расковать.
-
@krech, как показывает лично моя практика, от части работ приходится отказываться. Именно оттого, что часто всё упирается в мехобработку. Как предварительную, так и последующую. Ну нет возможности обработать и всё тебе... Ваш станочный парк, думаю, у многих-вызывает благоговейный трепет. Но, это же столица! В наших едренях-и вертикально-расточной станок-уже повод для радости. Что уж там про остальное-то...
-
Учитывая приличное тепловое расширение алюмосплавов, предварительный нагрев даёт возможность наплавленным участкам при остывании испытывать сжатие, а не расширение. Тогда шансы услышать звонкое "хрясь!!!" будут минимальны.
-
@Точмаш 23, подобного рода детали (головки, блоки, картеры агрегатов)-в абсолютном большинстве случаев грею в массе. За редким исключением-на холодную, при исправлении мелких местных дефектов.
-
То да! Человек сильней железа! Но, в данном конкретном случае-основная беда в том, что ответная часть гидромолота была изготовлена непонятно кем (такую уже купили вместе с экскаватором) и как попало. Приходилось подправлять, подваривать, подтачивать. "Проект" усиления-разрабатывался не мной. Я в этом случае-тупой исполнитель. Что сказали, то и изваял. Тем более, что времени-в обрез. В моём распоряжении была одна ночь... @Вад11, пожалуйста, что называется, на будущее-объясни подробнее, что имеешь в виду под термином "бочка" и куда надо было доводить усиление. Так-то, на мой взгляд, все возможные (и выявленные на практике) направления деформации-усилены. Если уж ляпки из "десятки" марки ХЗ-не давали фасонным частям зацепов разъехаться, то "тридцатка"-тут с запасом. Тут-не вариант. На этот адаптер-рассчитана куча навески:штук 5 ковшей, крюк, вилы, рыхлитель,гидравлические пика и долото, грейфер. Так что надо было сохранять конструкцию.
-
Вот я и не тороплюсь расставаться с хорошим аппаратом. А доселе-даже и не подозревал, что его "хорошесть"-распространяется на РЭДС и даже на строжку. Всё на алюминии его гонял.
-
Виктор Михайлович, я-тоже хорош. Как говорится, кто о чём, а вшивый-о бане... В тексте вашего сообщения- , а я-всё про ПДУ... Главное-все всё выяснили!
-
Тьфу ты-ну ты... Вот тупень... Конечно же... Только ВАХ у аппарата-падающая, а не жёсткая. Для П/А-совсем не "торт". Или придётся в схемотехнику лезть. А я в этом-"не копенгаген"... Мне бы ПДУ с горем пополам одолеть... П/А у меня есть. Аж две штуки. Педальная Брима-250 и даблпульсовый Меркле-300.
-
Дык, про то и речь!
-
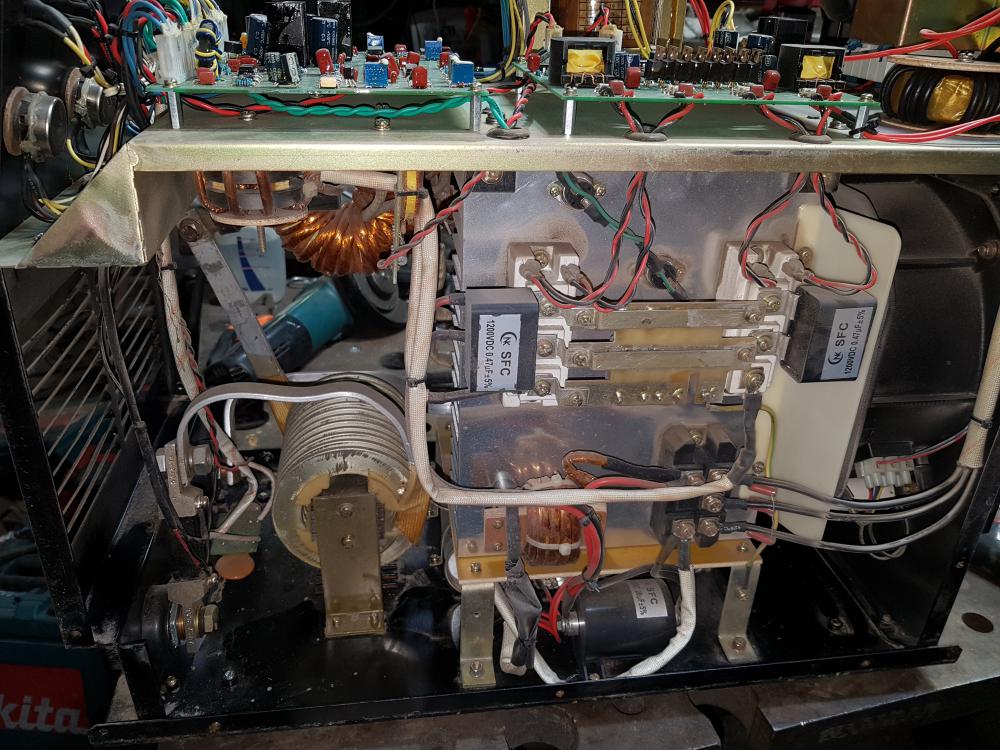
Работ по строжке у меня всё прибывает, а персонального источника под это дело-у меня до недавних пор не наблюдалось Задействовал аргонники Гроверс-350 и Джасик-315. Понятно, что это как-то не совсем правильно. Но, всё как-то не складывалось. По-хорошему, надо аппарат не менее, чем на 400 А, желательно с приличным ПН на этом токе. Я на выездных работах-работал таким: Очень понравился. Мощный (при 500 А ПН=100%), мягко варит, уверенно строгает, стоит недорого (на момент покупки в апреле прошлого года-33 тыр). Только тяжеловат (65 кг) и довольно габаритный. Но, в продаже таких аппаратов не стало. Да и с деньгами в последнее время-всё туже и туже. Четырёхсотамперники по цене-всё больше к "полтиннику" тяготеют... И тут на Авито в Брянске-нашёл АИС-400Т.За 10 тыр. Габарит и масса-меньше, а при ПН=100%-400А. В принципе, для меня-хватит, чтобы уверенно строгать "восьмёркой". Большее-не всякая сеть выдюжит, учитывая ещё и компрессор минимум о 6 кВт движка. С проверкой и отправкой мне помог форумчанин Сергей (Сапёр24), за что ему-великая благодарность. Упаковал аппарат он на совесть! Распаковал. Вот он, родной! Табличка с ТТХ-внушает доверие. Снаружи аппарат был заляпан бетоном, грунтовкой ГФ и "бетон-контактом", что явно говорило о работе на стройке. Заглянул внутрь. Аппарат изнутри был практически чистым. Это свидетельствовало о том, что аппаратом пользовались мало. Немного поварил электродами УОНИ, Т-620, МР-3 и ТМЛ-3. Всеми вышеназванными-варить очень комфортно. В ближайшее время-загружу строжкой. Поскольку я уже привык к Форсажу с ПДУ, то и Элитеха буду дооснащать ПДУ. Благо-разъём на панели и переключатель режимов работы-уже есть.
- 16 ответов
-
- 21
-
-
А то! Обноски от 230-й УШМки заканчивают жизнь на малых УШМках, да и то- когда гайка по металлу скрести начинает... Ночные будни и выходные-со спецтехникой. Кислотовозы. Всё забавляются, тасуют сливные трубы. То отрезать попросят, то обратно приделать... Поддув. Температура в боксе -20 град. Сквозняки-в ассортименте. Так что за внешний вид швов-"миль пардон", как говорится... Обратный валик-плоский и блестящий (не фоткал,"смотрел выносным глазом"). Остальное-не столь важно. Две ёмкости-переоборудуют под перевозку эмульсий. Для того-надо расширить сливные прорези в перегородках. Плазморез и сварочник-разместились на бортах бочки, компрессор-багажника авто не покидал. Вытяжка на морозе замёрзла почти насмерть (шланг задубел, а мотор вентилятора-остановился). Поэтому РАДС отменил и обрамление прорезей приваривал РЭДС электродами ОК-61.30, надев на две балаклавы маску с "Эдфло". Абразивным образом зачистил. Ремонт адаптера быстросъёмного механизма на стреле экскаватора и разъёме гидромолота. С источником тока-едва не попал в просак... Недавно купленный, в качестве источника тока для строжки, аппарат-был ещё в пути, а 350-го Гроверса-в очередной раз спровадил в "стационар". Оттого строгач пришлось запитывать от последнего, что у меня осталось из трёхфазного и способного выдать хоть 300 А. Честно скажу, аппарат сей-меня не то, что не разочаровал, а прямо-таки приятно удивил! Вполне адекватно работал разными марками электродов. Вот-его "меню". И то-неполное. Всё скушал с удовольствием, ни разу не поперхнувшись. Для начала-наплавил электродами ОК-74.70 шпеньки адаптера. Потом-построгал нормально так. Диаметр электродов для строжки-5 и 6 мм. Что за артель мазала стыки швейцарским сыром??? Заготовки для усиления "головы" гидромолота-резал автогеном. Резак не брал в руки уж лет несколько. Толщина-30 мм. Вроде, ничего так вышло. Усиление приваривал электродами ТМУ-21.
- 3 962 ответа
-
- 38
-