hvr63
-
Постов
1 294 -
Зарегистрирован
-
Посещение
-
Победитель дней
105
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
 Материалы. Поликарбонат - ПК (РС) (торговые марки: макролон; оргалан; синвет; лексан). Про оптический поликарбонат (тот что на фарах) говорить смысла нет. Такие детали редко ремонтируются сваркой. Разговор пойдет о поликарбонате PCPBT (в конце могут быть еще буквы (торговые марки: Xenoy; Pocan) - поликарбонат с полибутилентерефталатом. Изделия из PCPBT - бамперы. Изделия из этого материала, как правило, тонкостенные, что в купе со свойствами материала приводит к большим короблениям при сварке. Выправить остаточную деформацию бывает очень трудно, иногда невозможно. Все это необходимо учитывать при ввязывание в такой ремонт. Не смотря на то, что материал позиционируется как прочный, растрескивается он очень сильно, с множеством, незаметных при осмотре, трещин. Я берусь за такую работу с крайне неохотой. Пример из практики. Когда только вводили в строй завод Форд во Всеволжске (под Питером) мой хороший знакомый , работал там топ-менеджером с одним из направлений ответственности - локализации производства, комплектующие (кстати, этот знакомый, после того как ушел с Форда был директором автозавода Солерс во Владивостоке, строил этот завод а потом им руководил). Служебная машина у него была Форд Фокус, которую этот завод потом и выпускал. Вот на бампере на этом Фокусе я и столкнулся первый раз со всей говнистостью поликарбоната. Бампер слегка задели (может даже зимой, не помню) и он весь растрескался. Я этому топ-менеджеру высказал все, что думаю о Форде (и о Генри и о заводе), о конструкторах, которые этот материал применили и о самом поликарбонате. Мой знакомый сказал, что они в курсе этой проблемы и усиленно работают над ее решением. Правда чем дело закончилось я не знаю, наверное ничем, Форд лишней копейке хрен затратит. Этот мой знакомый нашел для конвеерной поставки алюминиевые диски колес по 7 долларов за штуку, Нашел даже где-то в Сибири производителя кованных дисков по 4 доллара (на порядок лучше по по характеристикам, чем те, литые по семь), но производитель не мог добиться качественной окраски своих дисков, пришлось брать по семь.
Материалы. Поликарбонат - ПК (РС) (торговые марки: макролон; оргалан; синвет; лексан). Про оптический поликарбонат (тот что на фарах) говорить смысла нет. Такие детали редко ремонтируются сваркой. Разговор пойдет о поликарбонате PCPBT (в конце могут быть еще буквы (торговые марки: Xenoy; Pocan) - поликарбонат с полибутилентерефталатом. Изделия из PCPBT - бамперы. Изделия из этого материала, как правило, тонкостенные, что в купе со свойствами материала приводит к большим короблениям при сварке. Выправить остаточную деформацию бывает очень трудно, иногда невозможно. Все это необходимо учитывать при ввязывание в такой ремонт. Не смотря на то, что материал позиционируется как прочный, растрескивается он очень сильно, с множеством, незаметных при осмотре, трещин. Я берусь за такую работу с крайне неохотой. Пример из практики. Когда только вводили в строй завод Форд во Всеволжске (под Питером) мой хороший знакомый , работал там топ-менеджером с одним из направлений ответственности - локализации производства, комплектующие (кстати, этот знакомый, после того как ушел с Форда был директором автозавода Солерс во Владивостоке, строил этот завод а потом им руководил). Служебная машина у него была Форд Фокус, которую этот завод потом и выпускал. Вот на бампере на этом Фокусе я и столкнулся первый раз со всей говнистостью поликарбоната. Бампер слегка задели (может даже зимой, не помню) и он весь растрескался. Я этому топ-менеджеру высказал все, что думаю о Форде (и о Генри и о заводе), о конструкторах, которые этот материал применили и о самом поликарбонате. Мой знакомый сказал, что они в курсе этой проблемы и усиленно работают над ее решением. Правда чем дело закончилось я не знаю, наверное ничем, Форд лишней копейке хрен затратит. Этот мой знакомый нашел для конвеерной поставки алюминиевые диски колес по 7 долларов за штуку, Нашел даже где-то в Сибири производителя кованных дисков по 4 доллара (на порядок лучше по по характеристикам, чем те, литые по семь), но производитель не мог добиться качественной окраски своих дисков, пришлось брать по семь. -
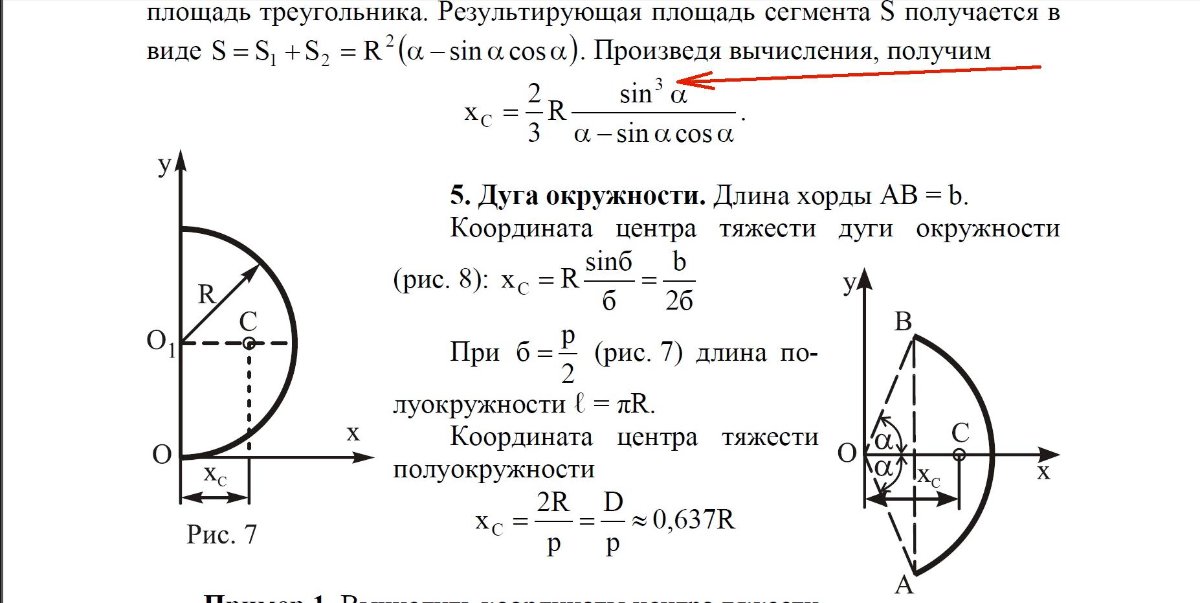
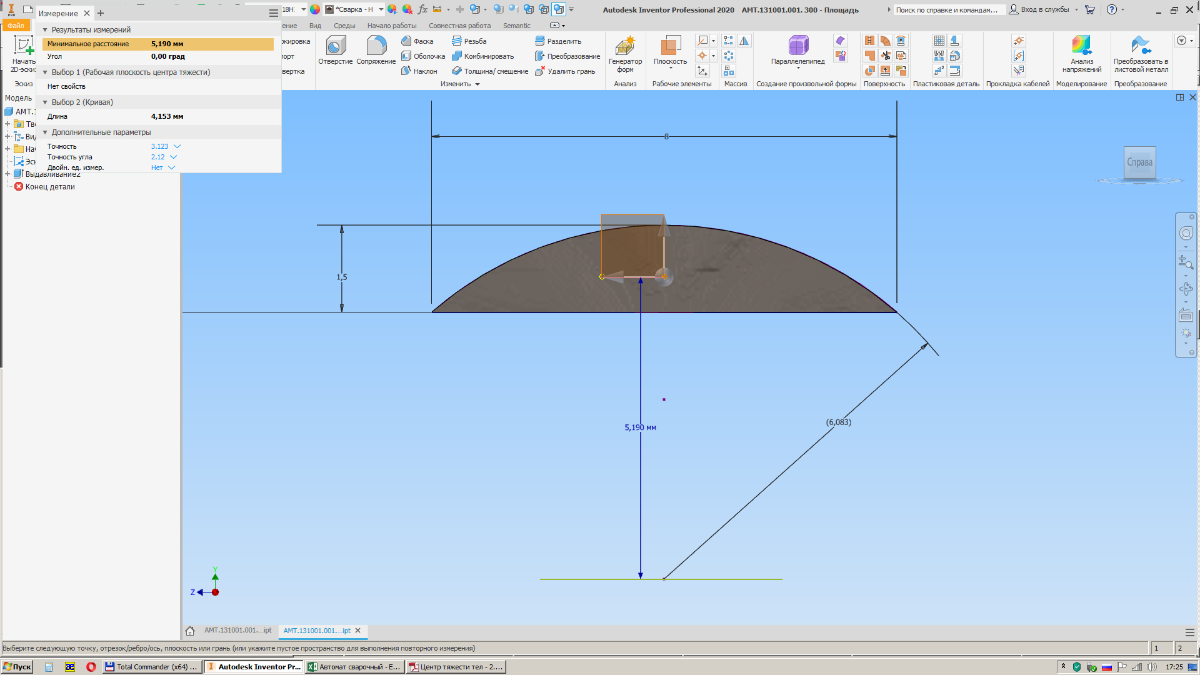
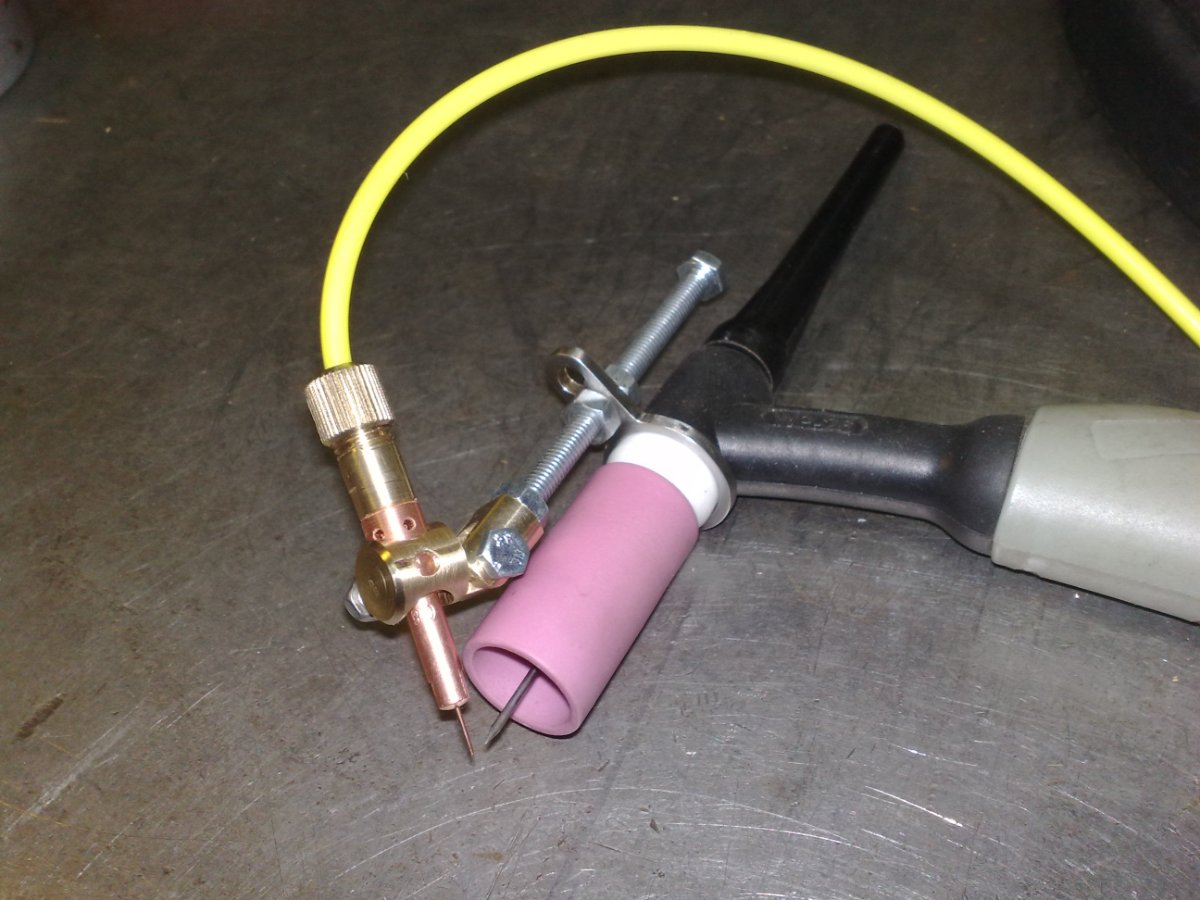
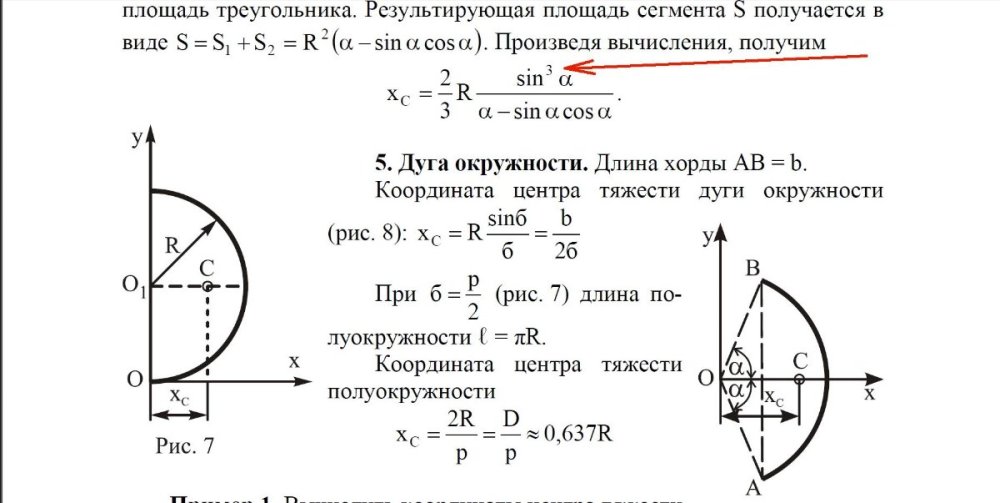
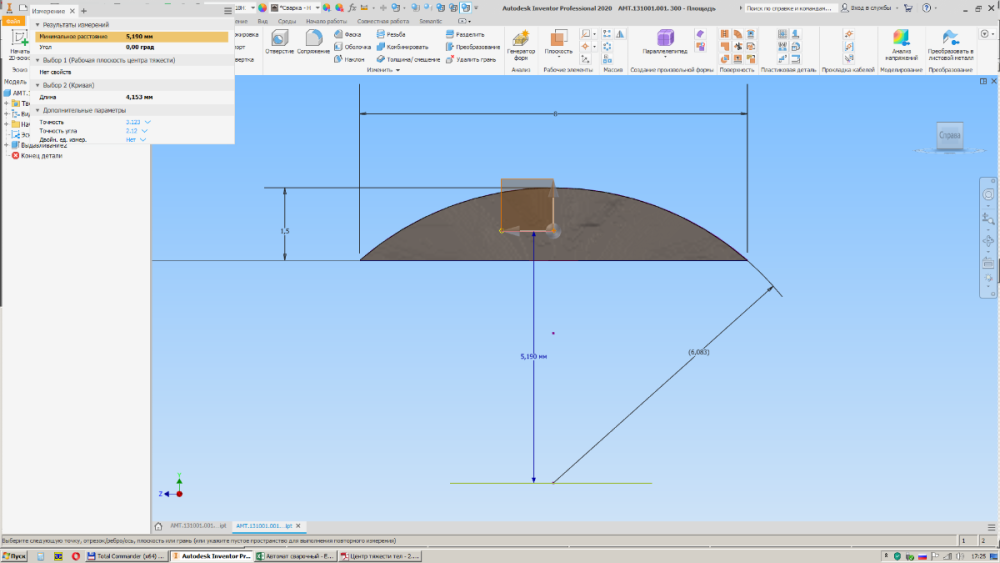
Потребовалось найти центр тяжести сегмента. Нашел в интернете формулу. Так-как я воробей стреляный смоделировал геометрию в CAD для проверки результата. Результаты не сходятся. Хорошо под рукой был еще одно пособие. Посмотрел, там вместо степени 2, должна была стоять степень 3. Целый час корячился, искал где я ошибаюсь.

-
Полиэтилен - ПЭ (РЕ)- полимер этилена. Виды полиэтилена (основные). LDРЕ (ПЭВД; ПЭНП) - полиэтилен низкой плотности (low density). Варианты обозначения: ПЭВД - полиэтилен высокого давления; ПЭНП - полиэтилен низкой плотности. HDРЕ (ПЭНД; ПЭВП) - полиэтилен высокой плотности (high density). Варианты обозначения: ПЭНД - полиэтилен низкого давления; ПЭВП - полиэтилен высокой плотности. Изделия из LDРЕ - прозрачная пленка. Изделия из HDРЕ - топливные баки. Полиэтилен - материал с низкой адгезией. Наверное, поэтому он сваривается посредственно. Проще сварить толстостенную массивную деталь, например, топливный бак, когда применяется полноценный скос свариваемых кромок и можно беспрепятственно соблюдать скорость сварки, то есть необходим полный контроль над сварочной температурой. Хуже дело обстоит с тонкостенными деталями. Тонкая стенка при нагревании до температуры, еще далекой от температуры плавления становиться термопластичной и легко продавливается, или рвется при небольшом давление. Само плавление полиэтилена происходит резко и сразу до очень жидкой фазы. Может получиться так, что расплавившаяся и уже потекшая фаза попадает на еще твердую часть сварного соединения, при этом сплавления не происходит. Сварное соединение будет напоминать накапавший воск, который, если его подцепить, легко отделяется от поверхности. В этом случае сварку ведут методом «закапывания» места соединения расплавленным присадочным материалом, одновременно добиваясь расплавления основного материала. Работа очень муторная и не гарантирующая результат. Все может усугубить старением материала ремонтируемой детали. По личному опыту - сколько раз я брался за расширительные и масляные бачки, столько же раз я жалел об этом. Без проблем удавалось варить только автомобильные и снегоходные топливные баки. Мотоциклетные через раз. Недавно мучился с баком мотоцикла КТМ. Австрийцы пахарукие, сделали очень сильную разнотолщинность стенок, от чего бак склонен к растрескиванию в нагруженных места. Трещина была миллиметров 10, в очень неудобном месте. Потратил на нее полтора часа. Констатирую: если хочется отремонтировать полиэтиленовое изделие - нужно отказываться под любым предлогом.
-
Материалы. Полиамид - ПА (РА). Основные марки полиамида: РА6 - полимеры е-капролактама (торговые марки: акулон; дуретан В; грилбн; нивионпласт перлон; ренил; сниамид; текнил; ультрамид В; велламид), по нашенски капрон, сюда же и капролон; РА66 - полимеры гексаметилендиамида и жирной кислоты (торговые марки: акулон; дуретан А; минлон; нивионпласт; нейлон; сниамид; текнил, ультрамид А; велламид; зитель); РА12 - полимеры додекалактама (торговые марки: гриламид; рилсан А; вестамид). Применение полиамида грубо можно классифицировать так: РА6 - втулки на трение; РА66 - силовые элементы; РА12 - трубки. Сваривается (РА66) даже легче полипролина (по удобству). Не любит перегрева, начинает кипеть и в конечном счете проиходит деструкция (обугливается).
-
Glass Fiber -стекловолокно. 30 - процентное содержание (наверное). Еще бывает Carbon Fiber (CF) -углеволокно. Если сам растрескался, то ремонт только для себя и то только ради экономии. Трещины без видимых причин (не было несрабатывания редукционного клапана давления) признак старения материала от температуры и воды. Тут как со сваркой алюминия, если все прогнило и окислилось, то ремонт может быть технически и экономически нецелесообразен. Из белого пластика? Я не вижу маркировку материала. Маркировка всегда в треугольных скобках. Материал без маркировки (такое редко, но бывает) варить только после тщательного вынюхивания (в прямом смысле) что за вид материала. Позже будет статья про определения вида материала методом "нюхнул-лизнул". П.С. Бело-желтый цвет пластика бачка наводит на мысль о полиэтилене (старом, как полковая лошадь). По сварке полиэтилена тоже будет отдельная стать и про полиэтилен есть что по рассказывать (будь он неладен).
-
Красил как-то МВ W-140. Полностью, со снятыми навесными деталями (все отдельно но за один раз: кузов; накладки; зеркалами; бампера; двери-капоты с обеих сторон), с прокраской проемов , моторного отсека и ниши багажника (видовых поверхностей) - адова работа. Площадь двенадцатиметровой камеры была полностью занята. Шесть часов не останавливаясь. Только круги по деталям-кузову нарезал. И ко всем бедам температура на улице была 27-28, что добавило пляски с медленными отвердителями-растворителями.
-
Да, конечно. Полиамиду я планировал следующую статью посвятить, а сейчас - кратко. Вариться даже лучше полипропилена (по удобству). Не любит перегрев, начинает закипать с последующей деструкцией (обугливается). К фену ГЭП-2 советую прикупить насадку и пруток РА (сначала присадку найти), очень желательно треугольного профиля. Круглой честно говоря никогда не варил, что либо посоветовать не смогу. Насадки (первое что открылось на запрос: "Насадка на фен для сварки пластика"). Где нибудь рядом и присадка наверное есть. https://www.ozon.ru/category/nasadka-dlya-fena-svarochnaya/
-
Вот из 308 D2,4. Варил на весу, без фиксации, намучился. Несколько раз упускал - когда ванна образуется, висящяя часть падает. Хорошо себе, а то был бы бит, возможно ногами. В общем как и говорил, главное фиксация.

-
Да, стеклонаполненый полиамид 66 (полимеры гексаметилендиамида и жирной кислоты).
-
Необходимо все свариваемые элементы жестко фиксировать в пространстве, иначе, при образование сварочной ванны, они будут падать, или переламываться.
-
Материалы. АБС-пластик (ABS) - акрилонитрил бутадиен стирол. Торговые марки: циколак; новодур; ронфалин; терлуран. Самый приятный материал для сварщика и головная боль для обладателя сломанной детали. Так как большинство деталей из АБС, это детали облицовки сложной формы, то они ломаются, как правило от ударов. Ударное разрушение приводит к образованию многочисленных трещин. Головная боль для заказчика заключается в том, что новая деталь (если она довольно крупная, в основном мото-облицовка) стоит или дорого, или очень дорого, а сломанная деталь, как правило, после удара покрыта многочисленными трещинами, ремонт которых тоже стоит не дешево. Приятность для сварщика. Первая приятность - доходность с одной крупной детали большая. Конечно если ценообразование повременное, а не "я эту деталь починю за 30 минут и 200 рублей". При втором подходе это, как правило, выливается в три часа, так как в ходе ремонта выявляется еще с десяток не выявленных при первом осмотре трещин и начинаются терки с заказчиком. Вторая приятность - это самый легкий в ремонте пластик (по версии рассказчика). Температурный диапазон сшивки полимерных связей относительно широк, что позволяет без особой спешки сформировать сварное соединение, после прекращения подачи тепла. Но саму сварку надо проводить оперативно, так-как даже с температуры сварки материал склонен к деструкции по мере нагрева. Проще говоря, если чуть передержать, то он может обуглиться. Если провести аналогию со сваркой металла, то сварочный процесс АБС похож на сварку полуавтоматом, когда как сварка полипропилена ближе к TIG. При сварке присадочный материал очень легко и быстро "слипается" с основным, при этом давления практически не требуется. Это позволяет без труда заваривать самые маленькие трещины и соединять многочисленные разрозненные осколки. Это же позволяет вести многослойную наплавку, например недостающих фрагментов детали. Так-как скорость сварки высокая, то температурная деформация детали практически отсутствует, но и сам материал не особо склонен температурной деформации. Так же на АБС легко выполнять правку: нагрев участка сгиба приводит к быстрой термопластичности без потери формы ограничивающих поверхностей. Термопластичность сохраняется довольно долго, что позволяет не спеша придать детали нужную форму. "Застывание" происходит резко, что позволяет без опасения потери формы отпускать деталь без дополнительного охлаждения. Есть еще одна приятная особенность - в нагретом состояние присадочный материал легко рвется, что позволяет при завершение сварного шва отрывать остаток присадки, а не откусывать, отпадает необходимость в третьей руке. В этом плане полипропилен нужно обязательно откусывать, причем оперативно (на видео в первом сообщение это хорошо видно). Оторвать полипропиленовую присадку не получится она будет тянутся, или, если уже немного остыла, вырвется из сварного шва. Из неприятных особенностей АБС хочу отметить склонность к старению от ультрафиолета. Постаревшая сломанная деталь может принести сюрпризы в виде многочисленных сопутствующих трещин. Старению подвержен и присадочный материал. А так выглядит разрушение полипропилена (заднее крыло кроссового мотоцикла, гонец перевернулся назад на трамплине). Трагедия произошла на морозе, поэтому такое растрескивание. В тепле просто переломилось бы пополам, а то и вообще бы не сломалось.





-
Ну это это общепринятые технологии с удешевляющими добавками. Вон в некоторых автомобильных грунтовках (те что грунт-наполнители) мела наверное процентов 70, весом они как кирпич, да и в лаках их до пса.
-
Это полезная информация, которая формирует полную картину мира. У нас здание гальваники было метров 100х100 и винипласт варили в промышленных масштабах, только я никогда не обращал внимание чем. Теперь буду знать. Да, такой горелкой варят по сути как газосваркой, моим феном тоже так можно, у него сопло диаметром миллиметров шесть. Я иногда так и варю, но о-о-чень редко.
-
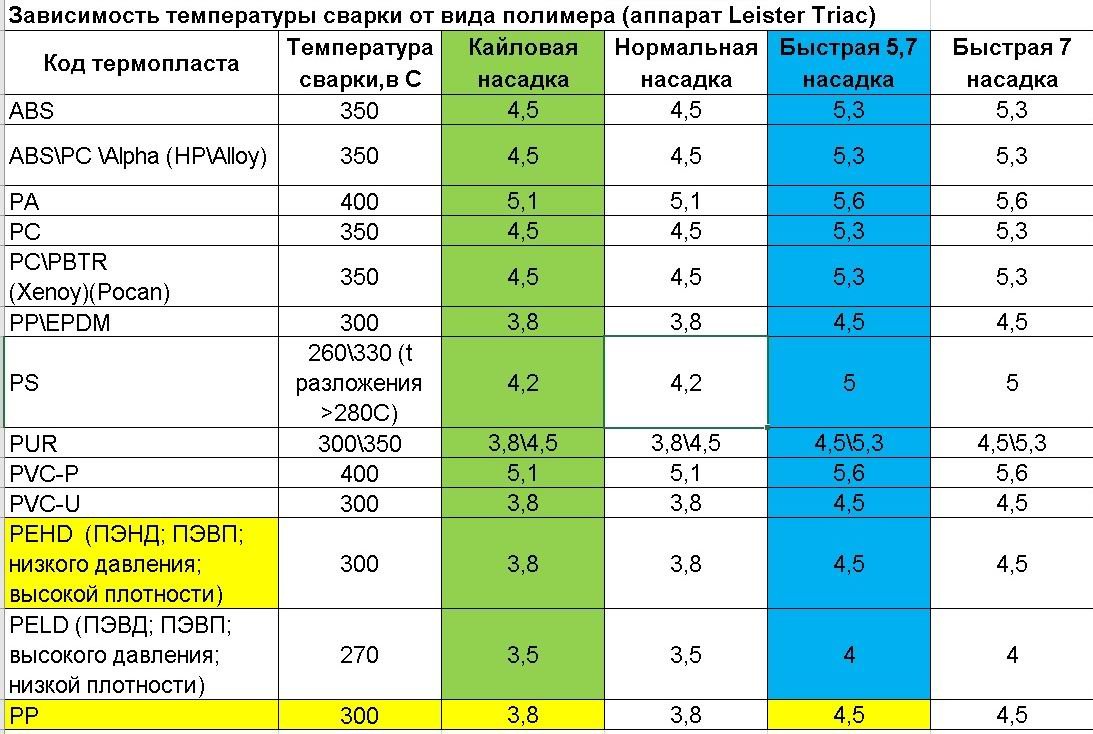
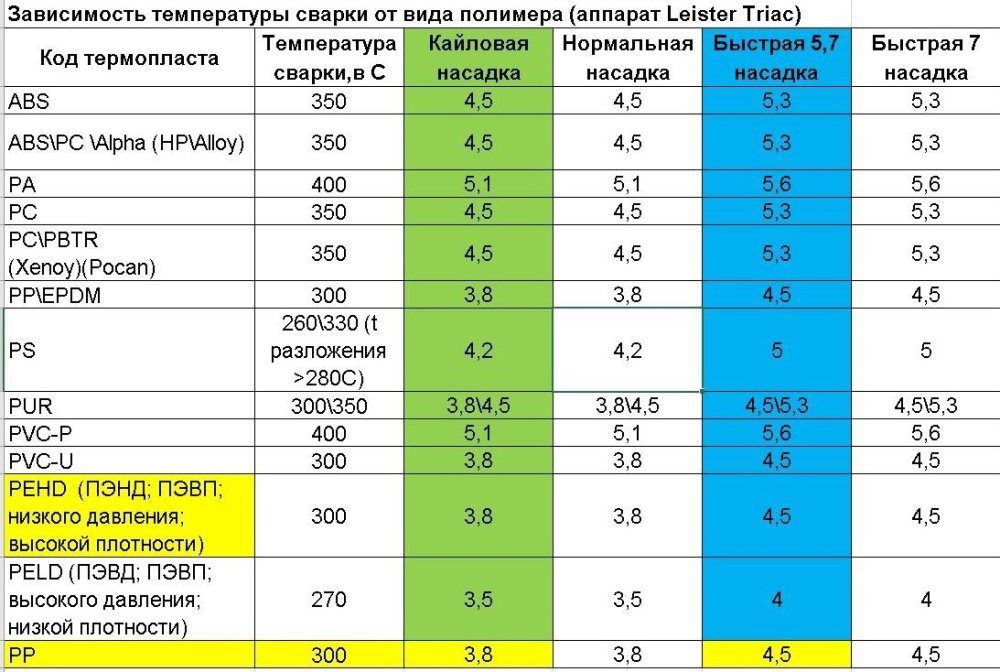
Конечно такой прибор компактней фена и наверняка его удобнее держать, но я акцент делан на то, что принципиально важно знать какое значение регулятора температуры выставить для сварки материалов различных пород. Именно значение регулятора, а не саму температуру, так как к температуре сварки это имеет весьма относительное отношение. Я приводил в пример историю о том, как без сожаления отдал почти 12-14 тысяч по сути только за эту информацию. Вот эта информация за 12-14 тысяч.
-
Честно говоря такие не попадались, но я уже почти двадцать лет автотранспортом не занимаюсь. Тальк, наверное, добавляют для облегчения извлечения из пресс-формы сложных деталей. В мое время бампера были формой попроще, чем сейчас. Но как правило, любой наполнитель требует очень тщательного расплавления зоны сварки, почти до жидкого состояния, иначе риск несплавления Вот гляжу где что применялось, только корпус фильтра вижу.

-
Материалы. Начнем с короля всех пластиков - полипропилена (ПП) (он же Жора, он же Гоша: даплен; гостален РР; моплен; стамилан Р; старпилен; вестолен) Изделия из полипропилена маркируются "РР". Также распространены изделия из PP\EPDM (чаще всего подкрылки и бампера) - смесь полипропилена и этиленпропиленовой резины. Встречаются и другие сочетания смесей. Все эти изделия свариваются с присадочным материалом РР. Не путать маркировку смесевых материалов с маркировкой сборных изделий, где перечисление материала сборочных единиц идет через знак "+". Такое встречается например на бамперах или фарах, где на одном корпусе смонтированы несколько деталей из разных материалов, но за неимением места, маркировка нанесена на основной корпус. Толстостенные детали свариваются с разделкой обеих соединяемых кромок, с применением треугольной присадки. Тонкостенные изделия (2-3 мм) свариваются без разделки, с плоской присадкой. Более тонкие изделия сварить скорее всего не получить, или будет слишком большая деформация и риск сквозных прожогов. Прочность соединения сильно зависит от качества разогрева места сварки и присадочного материала, при недостаточной температуре возможно несплавление, хотя визуально все будет выглядеть приемлемо. Такое происходит когда распределение тепла в сопле недостаточно для присадки, то есть холодная присадка погружается в расплав материала детали, в этом случае сшивка полимера будет слабая. Такой дефект выглядит так - если потянут за приваренную присадку, то она может целиком выдернуться из сварного шва. На прочность соединения также влияет качество присадочного материала. Как-то (лет 15 назад) я решил с экономить и закупил вместо присадки Leister присадку отечественного производителя. У купленной присадки температура плавления была выше чем у свариваемого материала (по субъективным ощущениям) и получался дефект несплавления, описанный выше. Хаять отечественных производителей не хочу, наверняка уже все изменилось (не проверял). К тому же, с поставками забугорных материалов могут быть проблемы, мне уже продавцы предлагают замену отсутствующего. По самой сварке. Хочу обратить внимание на завершение сварного шва с выходом за деталь. Тут нужна расторопность. Необходимо, пока материал присадки горячий, успеть ее откусить с припуском и оставшийся хвост пальцами загнуть на обратную сторону детали и вдавить в шов. Если хвост успел остыть, его необходимо подогреть дополнительно. Если так не делать, то прочность на разрыв этого места может быть низкой, так-как при завершении шва с выходом, необходимо снижать давление на присадку, а то свариваемые кромки могут разойтись. В некоторых случаях, если толщина детали позволяет, можно приварить присадку на кромку детали поперек сварного шва для усиления выхода. С какой стороны варить? Правило простое - если хочется обойтись минимальными затратами и при условии, что не было разрывов и сильных деформаций, то можно варить и изнутри. Но, как правило, приходиться снижать глубину провара, чтобы присадка не вылезла на видовую сторону, а это снижает прочность сварного соединения. Если деталь будет окрашиваться, то сварку ведут с наружной, лицевой стороны. Это позволяет избежать последующего растрескивания шпатлевки и краски по остающемуся несплавлению свариваемых кромок, если бы деталь варилась с невидовой стороны И в завершении совет. Как правило, большие корпусные детали (типа бампера) повреждаются при ударах и имею остаточную деформацию. Такие детали перед сваркой должны быть выровнены. Способ выравнивания простой: нагреть участок до температуры текучести, деформировать до нужной формы и не снимания деформирующего давления дать остыть ниже температуры текучести, а лучше охладить губкой с водой.
-

- 3 328 ответов
-
- 2
-

-
- технологии
- TIG
- (и ещё 1 )
-
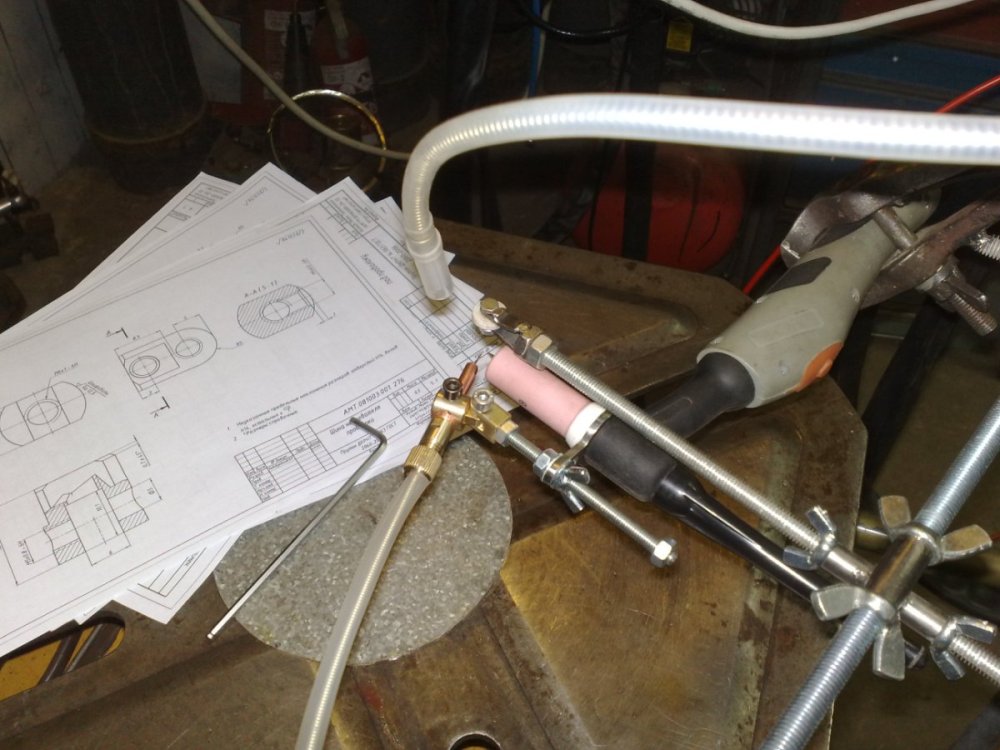
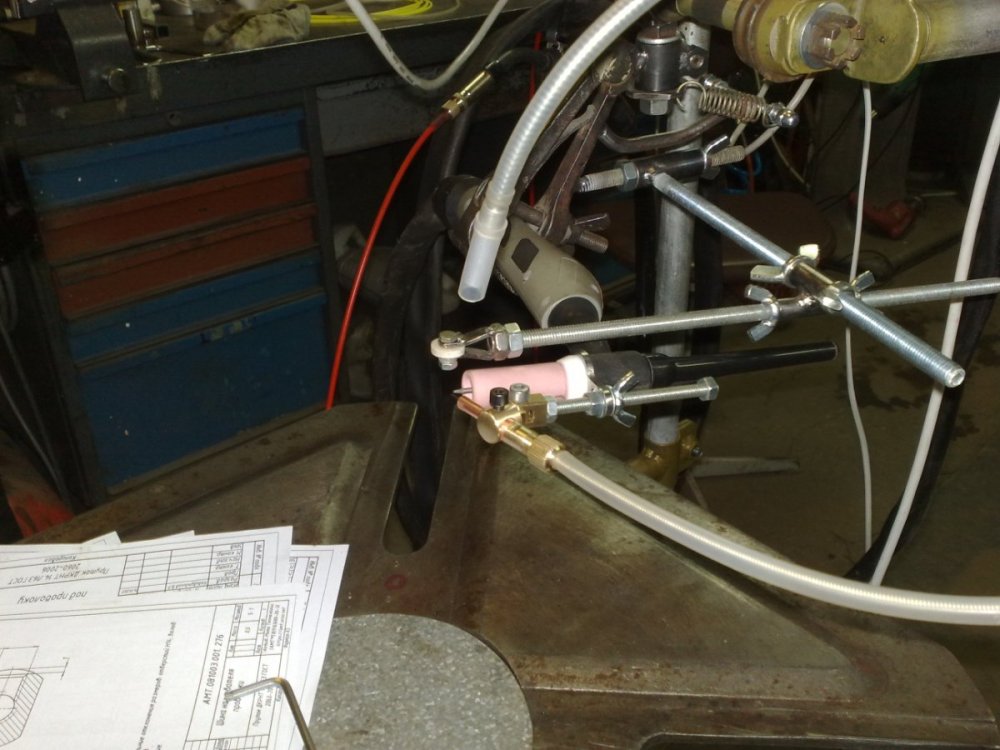
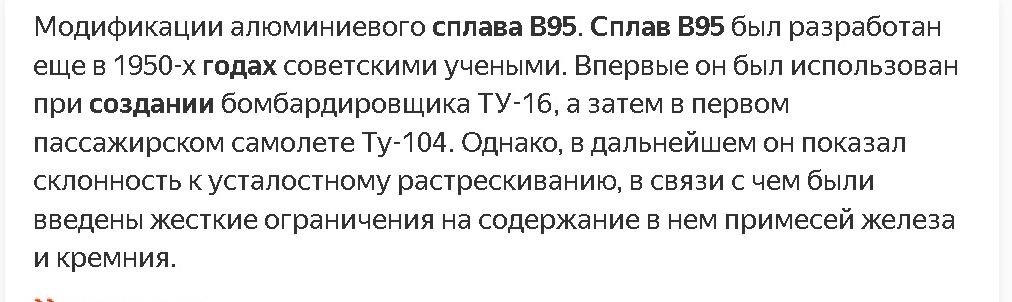
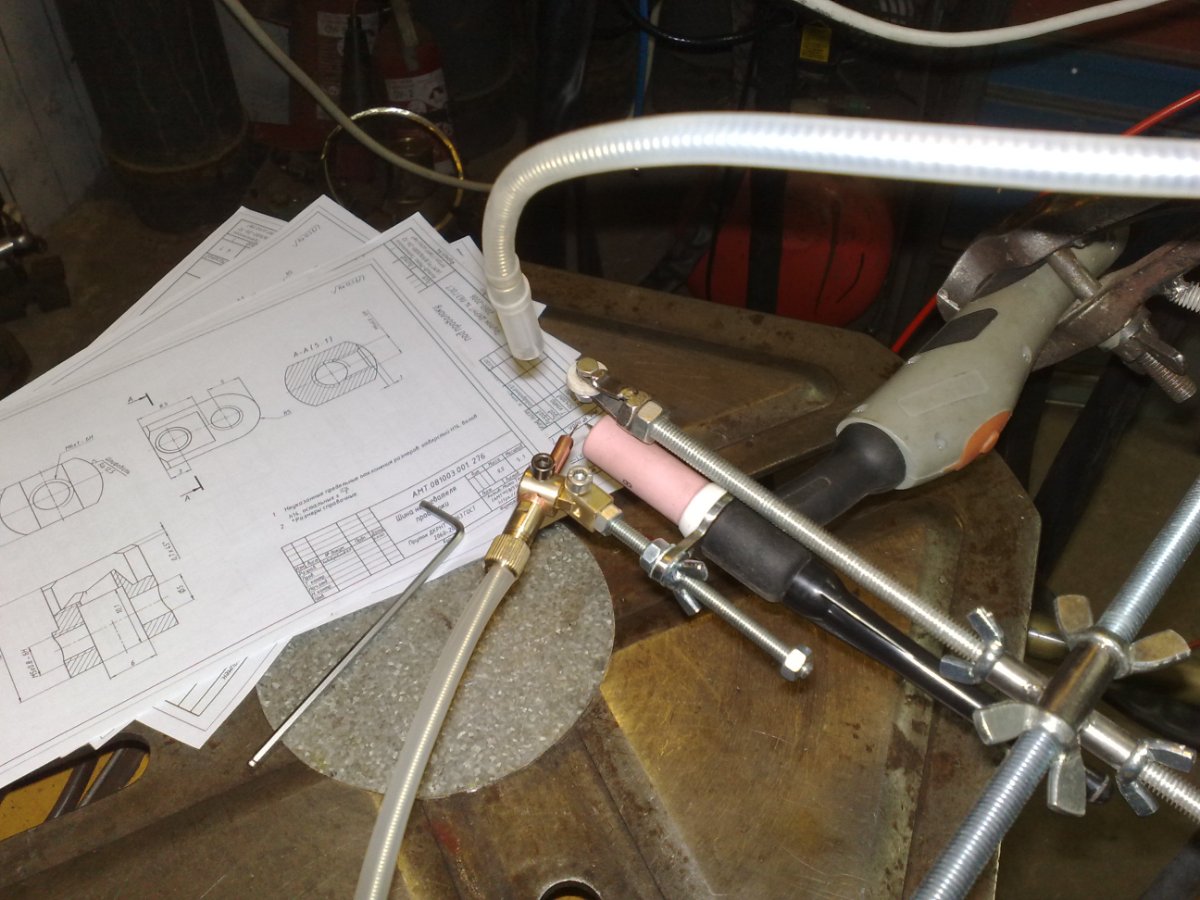
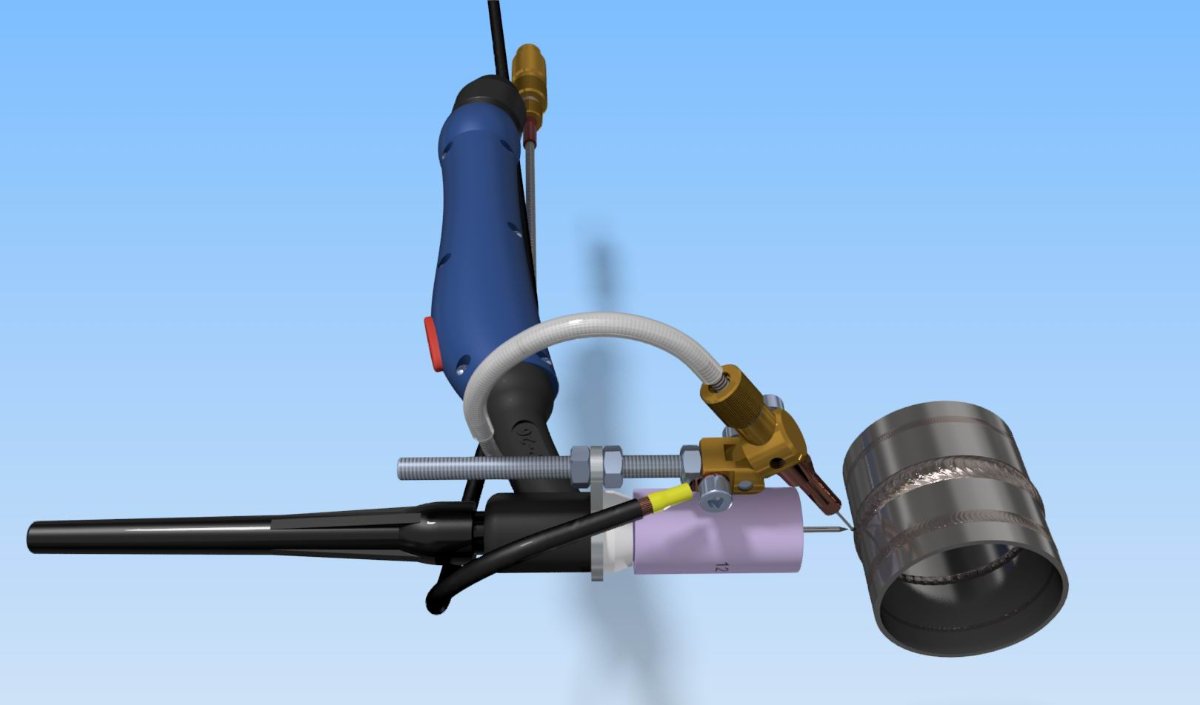
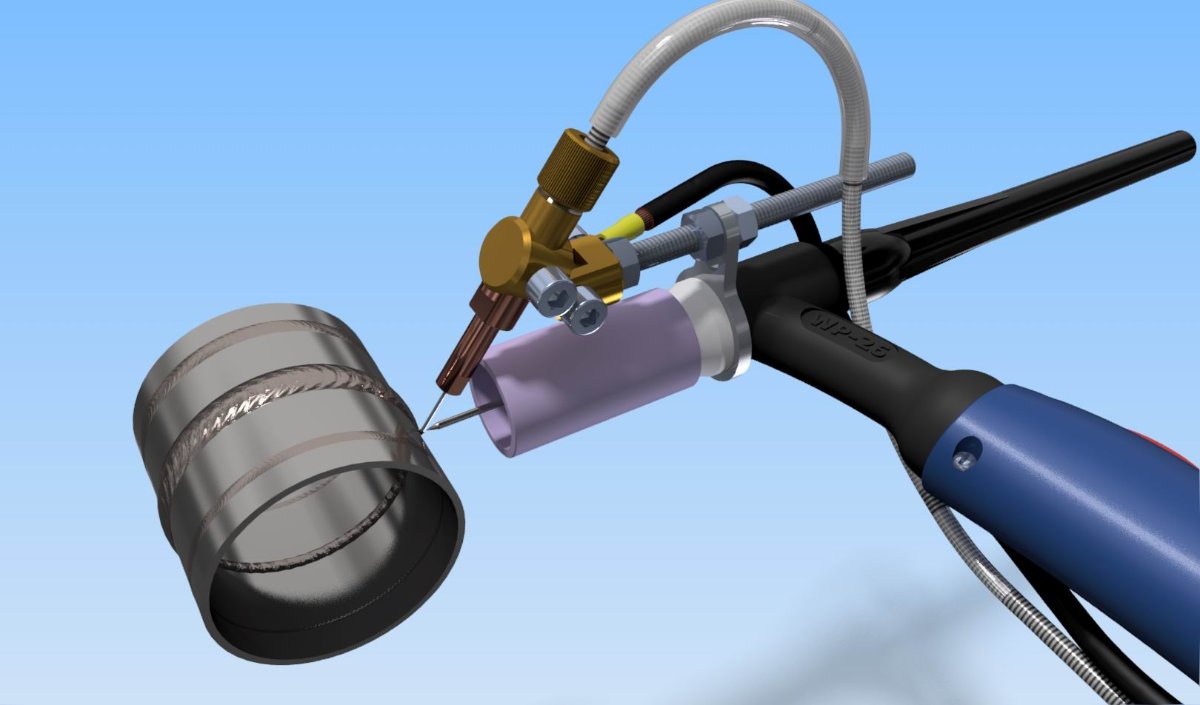
Оборудование. Руководства "Как починить Мерседес с помощью проволоки и синей изоленты" в двух томах - не будет, уж извиняйте. Сварка пластмассы не имеет принципиальных отличий от сварки металлов (есть особенности, но о них позже): необходим источник тепла и присадочный материал в свариваемой зоне. Присадочный материал - обязательное условие, это как раз и обусловлено отличием от сварки металлов. Дело в том, что для сварки пластмассы необходимы нагрев и давление в зоне сплавления. Данный процесс очень похож на сварку металлов трением (сварка пластиковых трубопроводов - так прямо один в один). Сварные соединения для пластмасс имеют такие же виды как и для металлов: стыковые; тавровые и т. п. Подготовка свариваемых кромок тоже не отличается от металлов. Но то, что в зоне сплавления необходимо давление, вносит особенность в сварное соединение. По сути свариваются между собой две кромки детали и присадочный материал, то есть всегда сплавляются три обособленных тела. Сварочное оборудование представляет из себя фен со специальной насадкой, обеспечивающей подачу присадочного материала в зону плавления с одновременным вдавливанием его в сварной шов. Профиль канала насадки, через который подается присадочный материал, повторяет профиль присадочного материала. В зависимости от толщины материала и вида сварного соединения, профиль присадочного материала может быть плоским и треугольным (круглый профиль является разновидностью треугольного). Плоский профиль присадочного материала 8х2 мм применяется на стыковых соединениях, как правило тонкостенных деталей. Треугольный 5,7х3,7 мм (круглый D=4 мм) - на тавровых соединениях и соединениях со скосом кромок. Отдельно хочу выделить операцию прихватки свариваемых кромок. Операция прихватки является обязательной. Как исключение может быть сварка нераскрывшихся трещин на жестких пластиках типа ABS. Прихватка представляет из себя предварительное сплавление соединяемых кромок по всей длине соединения. Обязательность выполнение данной операции вытекает из особенности технологии сварки, о именно давления в зоне сплавления. Без предварительной прихватки соединяемые кромки могут сместиться или оплавиться. Для прихватки применяется специальное насадка, так называемая "кайловая". Я использую оборудование и присадочный материал фирмы Leister. Фен модели Triac S. Сейчас китайчата продают аналоги (по цвету во всяком случае похож). Этот китайский вопрос не изучал, советовать конкретику не буду. Но вот показательная история. После закрытия автосервиса, я решил что сваркой пластиков заниматься больше не буду и продал комплект оборудования за 5000 руб. знакомому (давно это было, в 2009 году). Как назло, сразу опять понадобилось варить. Некоторое время брал попользоваться у того, кому продал, но это быстро надоело и решил опять купить. Кому продал, продавать обратно отказался (хотя практически и не варил), пришлось покупать новый за 30000 руб. (с комплектом насадок и необходимым набором присадки). В компании где покупал был фен попроще (обходилось все тысяч в 16-18), но на Triac S у меня осталась технологическая документация от предыдущей покупки (новый продавец такой документации не предоставлял), а у фена попроще градуировка шкалы температуры была в попугаях. Пришлось пойти на такие затраты, не рискнул потерять связь с реальностью. По этой же причине цифровой регулятор температуры я тоже не приемлю (да и неоправданно дороже и для меня менее удобно). Еще понадобятся: перчатки с нитриловым покрытием, чтобы руки не жечь (иногда приходится пальцами формировать расплав шва); пара борфрез, для скоса кромок и зачистки шва (вид на фото); дрель с регулятором оборотов (именно дрель, а не бормашина, нужно оперативное регулирование оборотов для предотвращения оплавления пластика); бокорезы - кусать присадку; отвертка с полированным, скругленным жалом, для формирования поверхности шва. Ну вот собственно и все оборудование, просто и со вкусом и главное IGBT модуль не откажет. Из недавних поделок (на фото) - зачинил защелку (полипропилен) ремешка штанишек (даже не разбирал). Оплавление прилегающих к зоне сварки областей детали - вещь неизбежная, все таки горячий воздух и сопло, да и деталь слишком мелкая, на крупных полегче. И из давних - кронштейн бокса камеры (поликарбонат). Камера на шлеме в мотокроссе, все тряски и падения сварка выдержала. Белесый цвет шва (вне зоны мех. обработки) из-за кипения поликарбоната при сварке. Потерю оптических свойств поликарбоната при сварке необходимо учитывать. Если захочется, например, починить "стекло" фары - нужно очень постараться. Да, кстати, чинить задние автомобильные фонари (PMMA - полиметилметакрилат, если не путаю) конечно же лучше с помощью дихлорэтана, оптические свойства получаются безупречные. Фонари чиню именно таким способом, растворив подходящие по цвету опилки в дихлорэтане, главное все осколки смести с места ДТП, чтобы потом не выпиливать недостающие из донора.






-
Виды пластмасс (шершавым обывательским языком). Пластмассы делятся на два основных вида: термопласты и реактопласты. Термопласты - молекулярные связи при нагревании до определенной температуры разрываются, при остывании связи полностью восстанавливаются. К термопластам относятся: полипропилен; полиэтилен; полиамид и т.п. Реактопласты - молекулярные связи возникают при необратимой химической реакции. Молекулярные связи в таком полимере при нагревании практически не изменяются, но при достижении критической температуры необратимо разрушаются. К реактопластам относятся: фторопласт; полимеры на основе синтетических смол и т.п. Коль речь идет о сварке, отдельно упомяну полиуретаны, которые бывают как термопластами (TPU), так и реактопластами (PU). Не стоит пытаться сварить реактопластичный полиуретан (Мерседес любит делать такие бампера, во всяком случае раньше). И те и другие виды бывают с разного рода наполнителями. Детали из таких пластмасс широко применяют на автомобилях. Бачки радиаторов, защита двигателя, впускные коллектора - стеклонаполнитель. Подкрылки, бампера - каучуковый наполнитель.
-
Ну в стартовом сообщении и не планировалось от начала и до конца все описать. Тема ложная (относительно), не все сразу. Буду потихоньку цедить.
-
Многие, когда возникает потребность отремонтировать пластиковую деталь (речь исключительно о термопластах), начинают предпринимать действия, которые в лучшем случае приносят очень посредственный результат, а в худшем - безвозвратно губят ремонтируемое изделие. В общем - тема ликбез, как без помощи паяльника, проволочки и супер-клея отремонтировать чего нибудь термопластичное. Так-как это Вебсварка, то и выбираемый способ ремонта будет сварка. Другие способы ремонта конечно имеют право на жизнь (на безрыбье и хрен за мясо), но все они являются сильной головной болью для тех кому потом приходиться эту лепнину переделывать, так что только сварка.
-
Забыл добавить. Чтобы выбрать аппарат необходимо вопрошающему немного по этому поводу почесаться. Интенсивность чесанию даст более приемлемый результат, но никак не идеальный. Но я предлагаю свой способ "выбора имен". Результат будет примерно одинаков (руки будут держать какой-то новый аппарат), но зато не будет "Мучительно больно, за бесцельно прожитые годы" (с), в смысле: "не старался и винить не себя ни других нечего, за ошибочный выбор". Я этим регулярно пользуюсь и прекрасно живу в гармонии со своим сознанием.
-
Есть международное рейтинговое агенство Мудис (прости Господи) все что хочешь отрейтингуют.
-
Выбрать что либо на самом деле нетрудно. Опишу два способа, на примере того, как мы с товарищем выбирали имена своим детям. Мой товарищ, большого ума человек, выбрал научный подход: все заинтересованные лица (жена; теща; его мать; он сам) составили каждый свой список из нескольких имен, отранжировав их по предпочтению (каждому имени присваивался рейтинг). Эти списки, с установленными рейтингами, были объединены и с помощью несложной математической формулы было получено имя, которое максимально устраивало всех участников. У моих родственников тоже были многочисленные варианты имен. Я всех заслушал, потом пошел в ЗАГС и записал имя которое нравилось мне.
-
Натыкнулся на старинное сообщение по знакомой тематике (может уже где-то этим и тряс, не помню, а пусть тогда еще будет).