hvr63
-
Постов
1 294 -
Зарегистрирован
-
Посещение
-
Победитель дней
105
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Да я тоже сильно не заморачивался, штыри в тиски с алюминиевыми губками просто зажал, заодно от их смещения при нагреве зафиксировал.
-
Я подобный блок питания под свои нужды переделывал - контакты лудил с флюсом. Штыри штекера зажимал в теплоотвод. Облюживается практически мгновенно, паяльником обычной ваттности.
-
Наверное все таки это называется 3-х слойная система окрашивания. 1. Белая подложка. 3. Краска - перламутр. 4. Лак прозрачный. или 1. Краска - основной цвет. 3. Пегментированная прозрачная подложка (обычно с крупным алюминием). 4. Лак прозрачный. Но с натягом, можно считать применение колеруемого серого грунта за окрасочный слой.
-
 Баки из РЕHD. Разнополиэтиленовую присадку я не встречал. Ее даже не обозначают как РЕHD или РЕLD при продаже, просто РЕ.
Баки из РЕHD. Разнополиэтиленовую присадку я не встречал. Ее даже не обозначают как РЕHD или РЕLD при продаже, просто РЕ. -
120 А в тонких перчатках, близко к ванне - уже неприятно.
-
А что, идея дельная. Я перчатки переодеваю потолще на алюминий, а с экранчиком можно и в тонких работать. П.С. Экранчик лучше делать из плитки термоизоляции "Бурана".
-
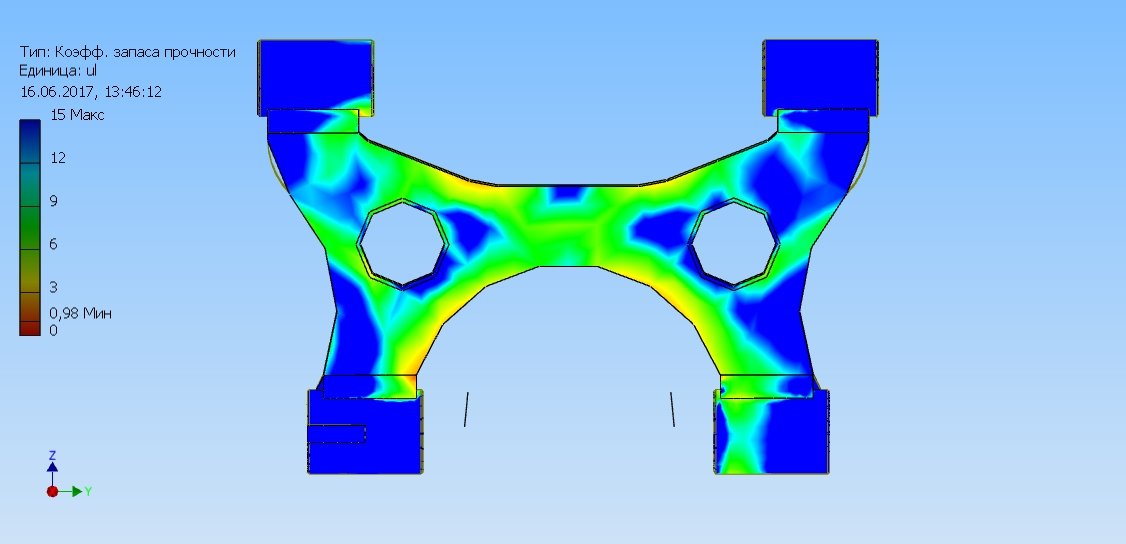
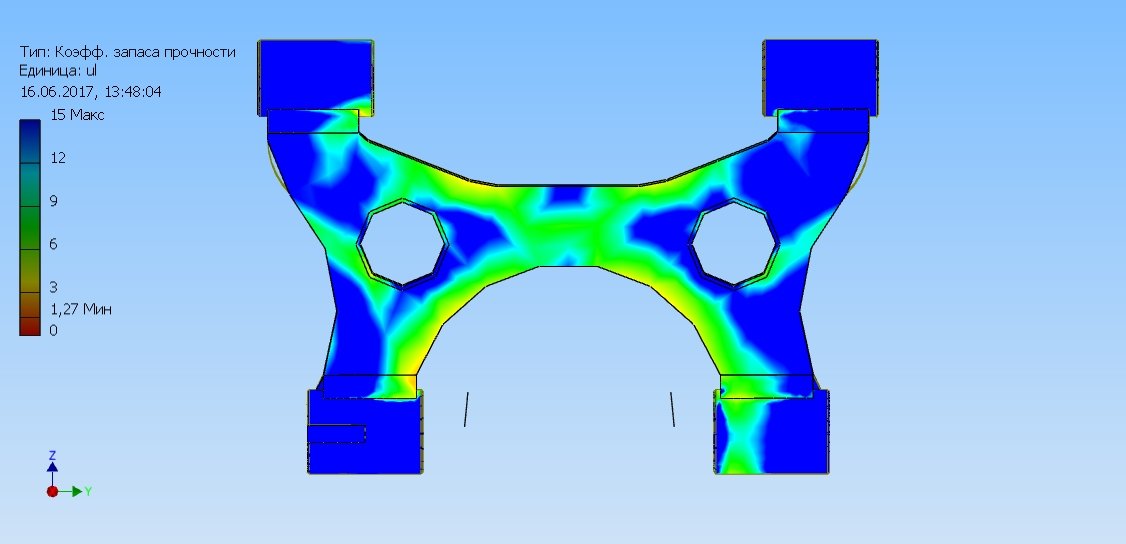
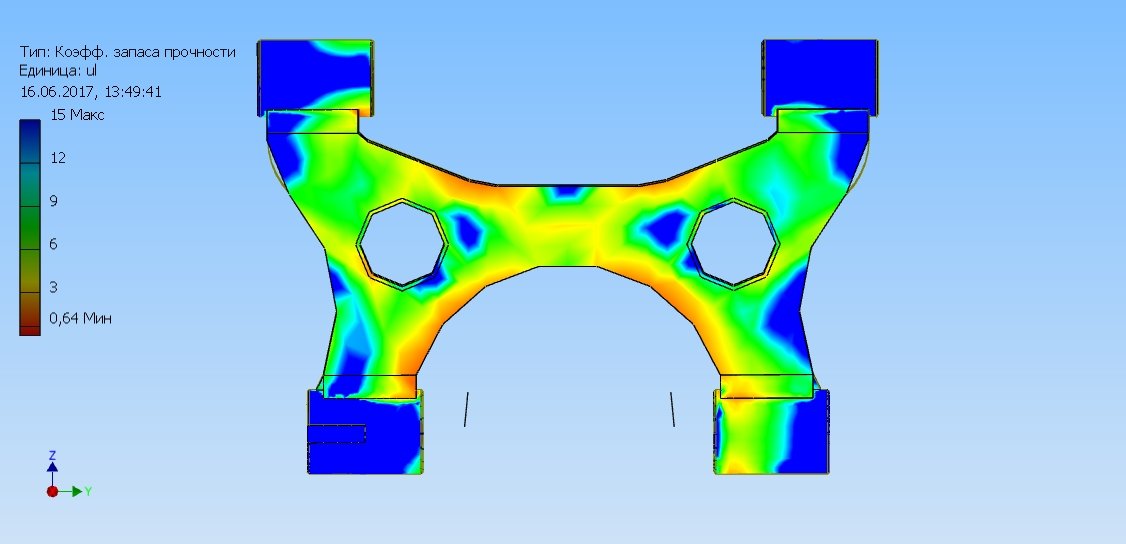
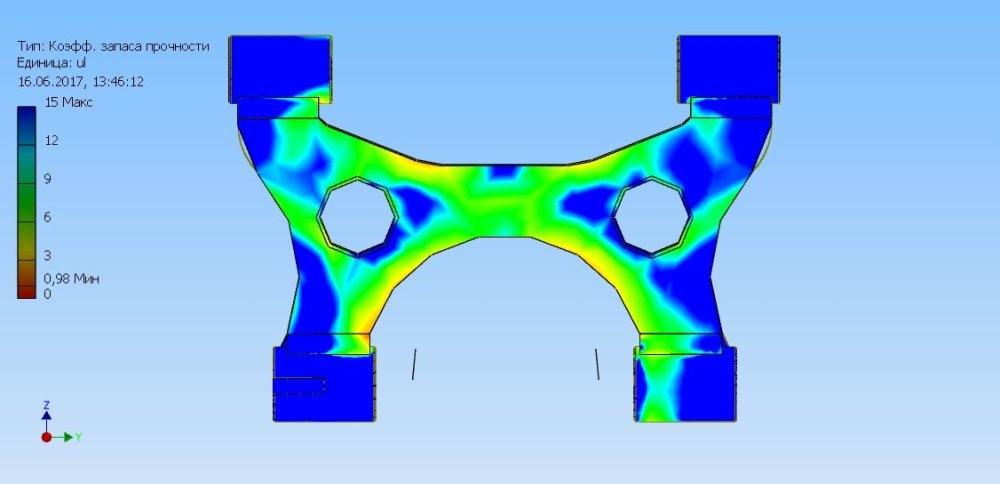
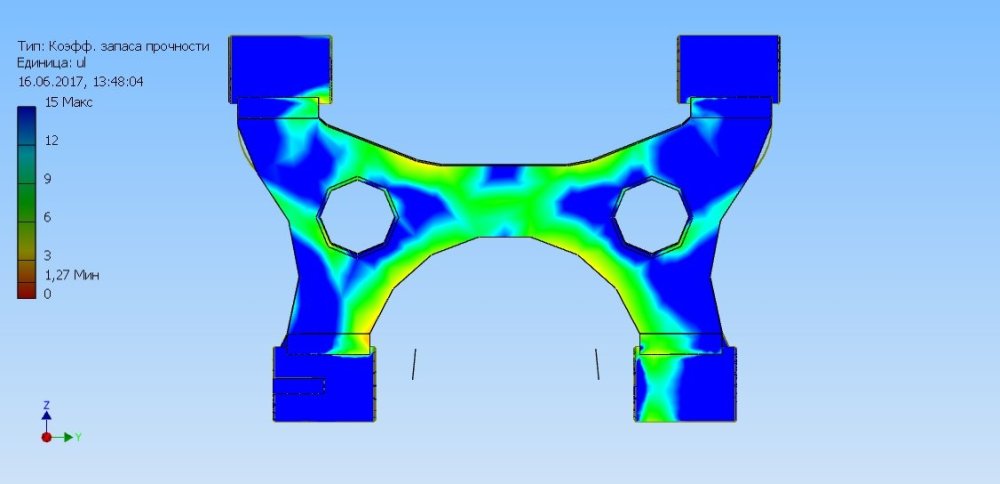
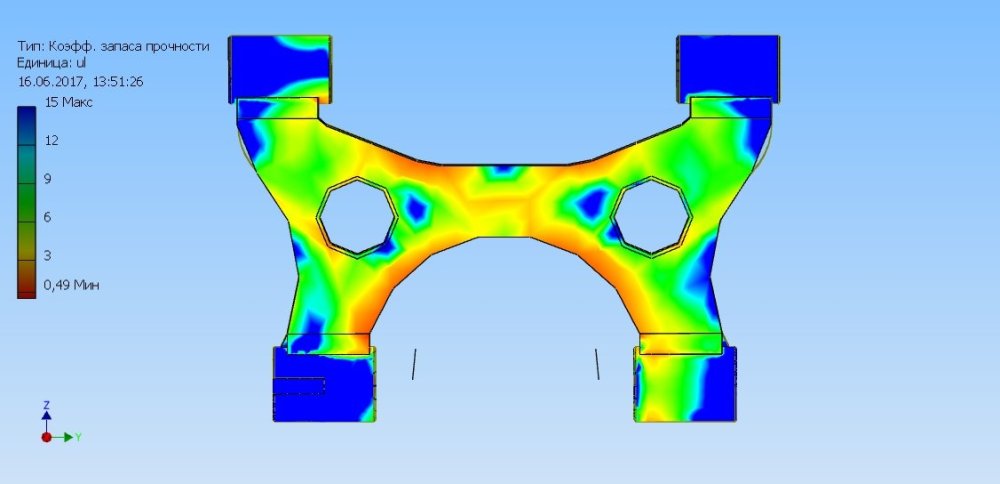
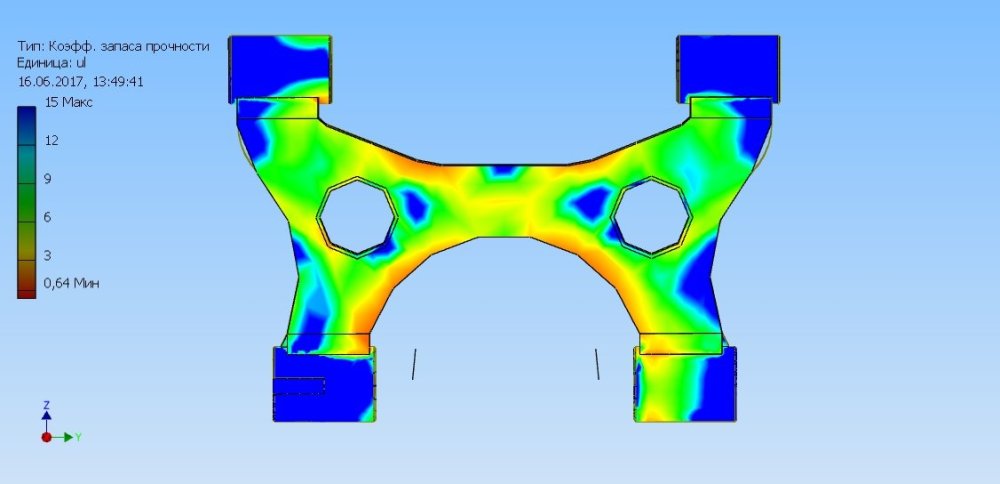
Для примера, какой должен быть подход к проектированию подобных вещей. Вот совершенно примитивная скоба тормозного суппорта, но я провел анализ нагружения с номинальной и с разрушающей нагрузкой и по двум видам материала Сталь 20 и 09Г2С. А амортизаторную стойку, которая является частью динамической системы, склонной к резонансным явлениям, я бы еще подверг бы и модальному анализу. ,

-
Валер, тут "сиди не сиди, а начинать когда-то надо..." Кто же, если не мы (все как один) исправит эту ситуацию. К слову, про незаконные фаркопы, колеса. Про фаркопы. Я много делал кузовов с ударом сзади в фаркоп. Сминаемая зона (зона поглащения энергии удара) работает с установленным фаркопом принципиально по другому. Деформации просто катастрофические и не там где привычно. А это совершенно другие показатели ускорения замедления, при которых шейные позвонки могут и не выдержать еще до момента начала работы подголовника. Когда фаркоп от производителя, то есть надежда (но небольшая), что он, производитель, проводил краш-тесты с фаркопом. По колесам. Как-то по безмозглой молодости изменил вылет передних колес на своем MB W129 (проставками), так вот чуть не промахнулся по мосту нашей Иванькоской ГЭС. Малозначительная колейность перед мостом привела к жуткому рысканью на ускорении, еле попал в створ. Даже незначительное изменение плеча обкатки может радикально изменить управляемость.
-
Все это незаконно, если только автор не побожится что пойдет потом в НАМИ оформлять изменение конструкции транспортного средства. И судя по сформулированному ТЗ, технические/технологические возможности - мягко говоря не на высоте. Советовать по такой незаконной переделке, это как советовать как наркотики изготовить. Кто нибудь да ухайдакается.
-
Вот тоже нечто подобное, но более внятно. https://aluminium-guide.com/wp-content/uploads/2019/04/MIL-HDBK-5H-Design-with-Metals.pdf Страница 3-24 7075 Сварка контактная точечная (Resistance Spot): В - Weldable with special techniques or for specific applications which justify preliminary trials or testing to develop welding procedures and weld performance (свариваемый специальными методами, или для специфических применений, которые оправдывают предварительные испытания или испытание, чтобы разрабатывать процедуры сварки и исполнение сварки). Сварка TIG: С - Limited weldability because of crack or loss in resistance to corrosion and mechanical properties (ограниченная свариваемость из-за трещин, или ухудшения коррозионных и механических свойств).
-
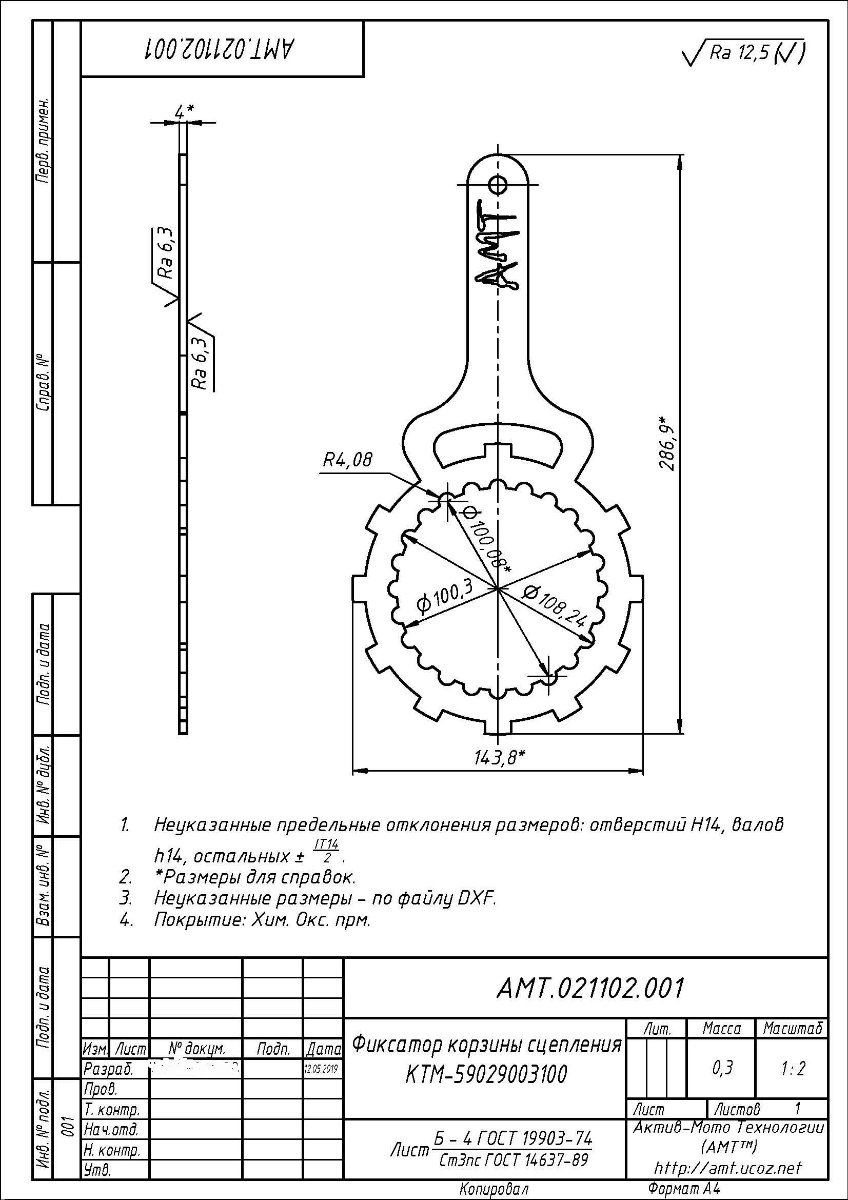
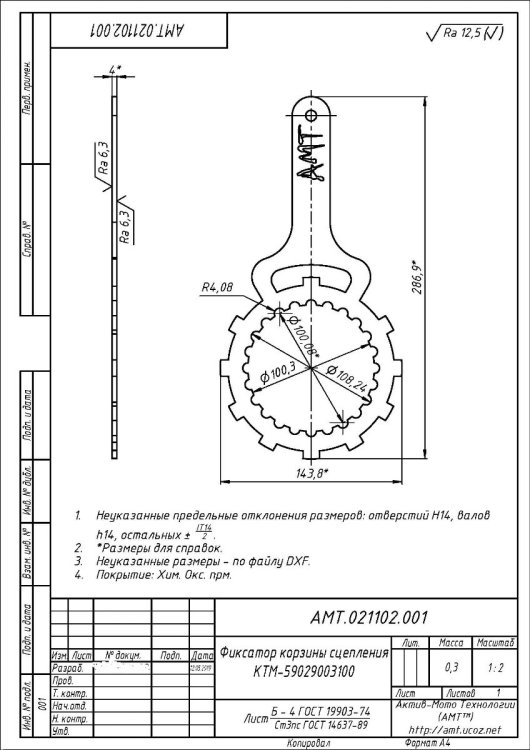
Я на раскрой отдаю в два места. В одном режут восхитительно (во всяком случае то, что мне кроили), все режимы подбирают под конкретную задачу. Другое место расположено удобнее, под боком, но они в две смены режут сотнями метров и сторонние заказы не берут, только по знакомству соглашаются. И не всегда получается попасть на свежую расходку лазера. Бывает такого нарежут - напильником не исправишь. Вот для примера. Делали две такие детали, так вот, одна нормально, а другая не влезла (по внутренним зубьям), пришлось все надфилем допиливать. И в размеры детали добавлять такие дикие припуски (чертеж). Я к чему. Если КД общеупотребительного назначения, то надо в ТТ оговаривать нюансы раскроя, а то если не влезет, то на доработку такого количества отверстий 20 кг развесток уйдет.

-
А какие по качеству отверстия получаются при раскрое? И какой на них припуск, если есть?
-
https://vuzdoc.org/199640/tehnika/ispolzovanie_robotov_svarki_alyuminievoy_ramy_mototsikla
- 3 328 ответов
-
- 3
-

-
- технологии
- TIG
- (и ещё 1 )
-
Это роботизированная сварка (я статью читал как на БМВ внедряли роботизированную сварку видовых швов на алюминиевой раме). Так что претензии по качеству только к Железному дровосеку.
-
Это велосипедная статья (из чего рамы). Если мы здесь начнем рассказывать за велосипеды, то наверняка велосипедисты начнут смеяться.
-
Вот пиндосы крохоборы. Даже я, с нищенским спортивным бюджетом, новый обод купил, а варил его чтобы не простаивать по тренировкам. Логики в их действиях никокой нет. Видеть, что трещит по заводскому сварному шву, который выполнен на отожженном материале, а только потом закален и надеется на результат, лучший чем заводской.
- 3 328 ответов
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
Такое разрушение называется "рассыпалось само", или говоря по полунаучному - хрупкое разрушение.. Я вот кованый рычаг кик-стартера также варил, тоже после сварки "рассыпался". А сам рычаг я пытался слегка переподзагнуть кувалдой, я думал я тиски с верстака снесу, а загнул на пару градусов.



- 3 328 ответов
-
- 3
-
-

-
- технологии
- TIG
- (и ещё 1 )
-
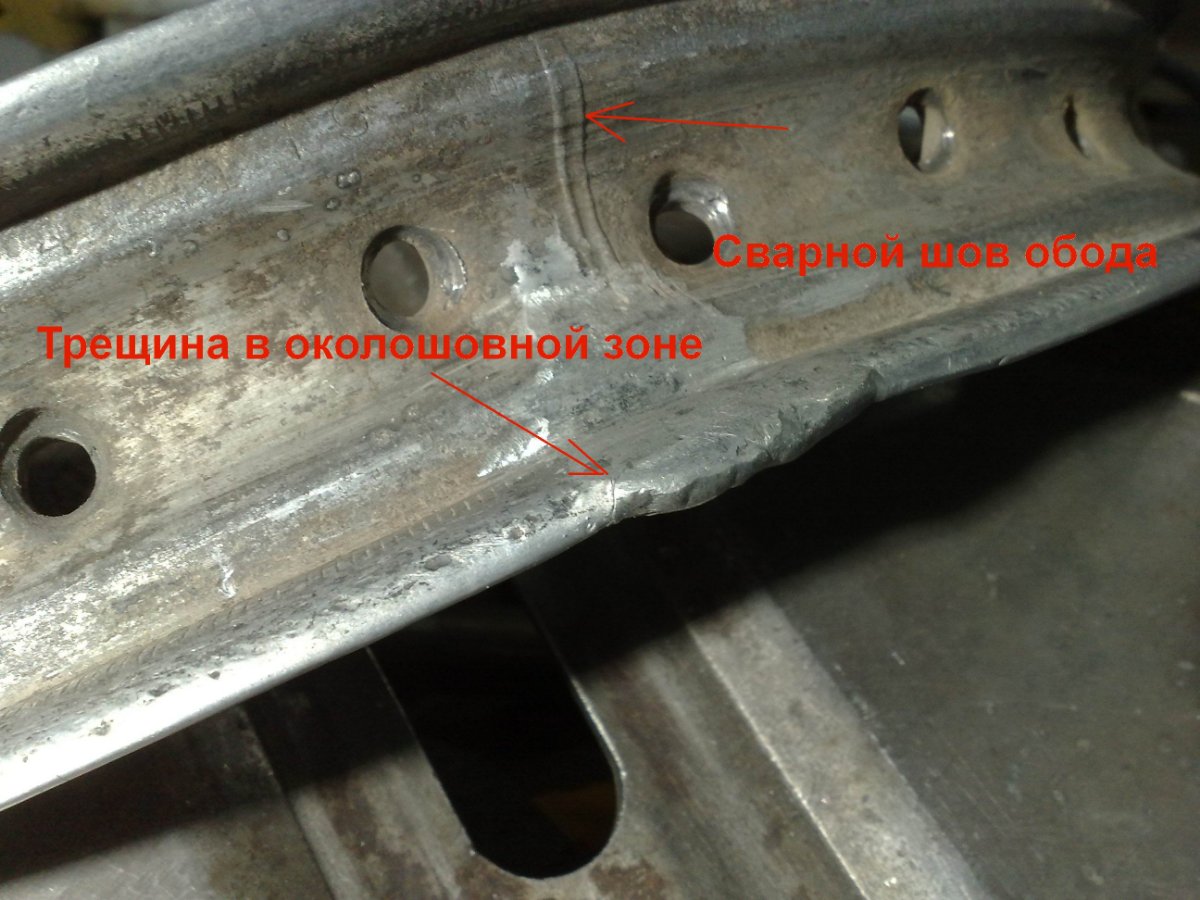
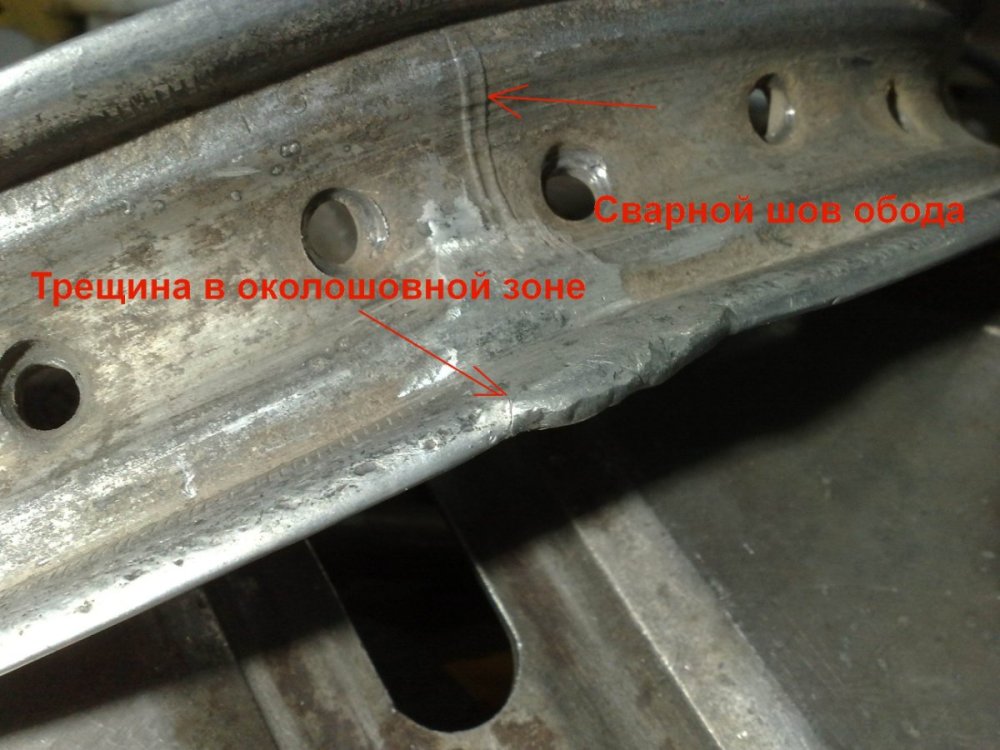
Сразу скажу я не знаю из какого сплава обод. Ни один производитель не сообщает сплав. Если про рули четко указывают сплавы (7075Т6; 7010Т6; 7010Т73; 2014Т6), то про обода пишут, что из специального сплава 7000 серии. По ощущения сплавы разные, одни как пластилин, другие кувалдой упаришься править. Обод треснул по заводскому сварному шву (самое частое место разрушения). Отсюда можно сделать вывод, что надежно сварить такой сплав даже в заводских условиях, со всеми видами термообработки, та еще проблема. Такой вид ремонтного шва, это последствия попыток заварить появляющиеся трещины в околошовной зоне. Результат сварки нулевой То, что я на нем ездил - это просто мне очень сильно надо было. Если браться варить на заказ кому-то, то этого кого-то можно с легкостью угробить. А настоятельно не советую браться за подобную мотоциклетную тематику.

- 3 328 ответов
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
https://www.kryptobike.ru/velo/alyuminievye-splavy-dlya-velosipednyx-ram-sovremennye-alyuminievye-splavy
- 3 328 ответов
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
Из личного опыта сварки В95. Речь пойдет о деталях из сплава 7075Т6 и для простоты будем считать его аналогом В95. В полный рост я видел применение этого сплава на мотоциклах. Кстати, в советское время стаканы передней вилки Иж Планета Спорт были из В95. Самое широкое применение сплава 7075Т6 - на кроссовых мотоциклах. Из этого сплава там (в стандартной комплектации): руль; стаканы передней вилки; ободья колес; некоторые кронштейны. Из всего этого мне доводилось ломать только ободья колес. Рули я только гнул, но видел и как рули ломали. Про ободья. Лента обода сварена контактным способом и потом закалена и искуственно состарена (я это доподленно не знаю, но есть все основания предполагать). Один раз сломал передний обод. Наехал очень сильно на острый край ямы и обод сломался по сварному шву, сломался почти с полным разделением. Я правда этого даже не заметил, увидел потом, когда мотоцикл мыл после гонки. Уже потом все обстоятельства вспоминал и вспомнил что слышал какой-то звонкий щелчок. На кроссовом мотоцикле резина очень жесткая, к тому же я ехал на старой, задубевшей как камень Питерской резине, так что даже сломанному пополам ободу деваться из резины некуда. Обод мне заварили (варил не сам, я тогда еще не был "сварщиком"). Варили два раза, так как трещал. В те времена запчасти стоили очень прилично дорого и сварка для меня была безальтернативным вариантом. Так на вареном и ездил до продажи мотоцикла. Обод в последствие по сварке не трещал. Второй сломанный обод был задним. Трещина была на треть от ширины обода. Времена изменились и я смог себе позволить заказать новый, но пока он шел с пендосии, нужно на чем-то было ездить на тренировку. Пришлось варить этот. Варил опять не я. Варили его три, или четыре раза. Обод постоянно трещал по околошовной зоне. В конце концов удалось заляпать. В последствии (несколько тренировки откатал) образовалась небольшая трещина но я успел накататься до приезда нового обода. Обод оставил себе на добрую память, теперь всем показываю как обращаться с 7075Т6. Фото сделаю попозже. Про риски. Я был готов ко всему (у меня пружина в задней подвеске на ходу ломалась и ничего). Я это все к чему? Да сам не знаю.
- 3 328 ответов
-
- 4
-
-
-
- технологии
- TIG
- (и ещё 1 )
-
Можно я поставлю точку в диспуте? Что, как, когда и главное зачем варить (речь о стареющих сплавах) - необходимо, прежде всего, рассматривать в свете металлургии. Если внимательно посмотреть на термообработку таких сплавов, то многое наверное будет понятно. Теперь поставьте себя на место конструктора, перед которым стоит задача создать конструкцию рядового назначения (не Шатл-Буран-АПЛ Акула). Зачем конструктору этот геморрой в виде всех этих отжигов; многостадийных закалок, с жесткими рамками термоконтроля (плюс-минус 5 градусов); химического контроля поставленного материала; контроля его состояния поставки и т.п.? Когда можно взять беспроблемный сплав и компенсировать его недостатки конструкторскими решениями. Да, будет чуть тяжелей, может не так изящно, но зато надежно. И голова не будет болеть о предварительной и последующей термообработке (надо еще печь хорошую иметь, я вот на своей, с имеющимся терморегулятором, даже 40Х неохотно калю, стараюсь в своих изделиях обходиться 45-й). Мое мнение: если пришлось варить проблемный сплав (ко всем сплавам относится - и к черным, и к цветным, титан отдельной темой) - то это серьезный конструкторский просчет (многие не замечают как становятся конструкторами, взяв на себя ответственность за принятые решения). Термическая обработка алюминиевых сплавов.pdf
- 3 328 ответов
-
- 4
-
-
-
- технологии
- TIG
- (и ещё 1 )
-
Любопытные результаты.
-
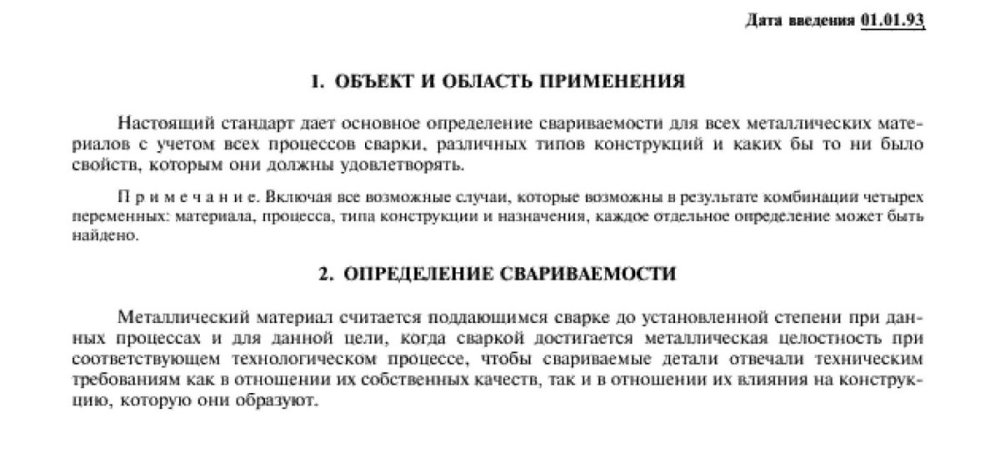
Свариваемость определена вполне конкретно в ГОСТ 29273-92. Этот подход к определению чего либо справедлив и во многих других областях. Например окрашиваемость. Необходимо, например, окрасить полипропилен, ну скажем бампер. Краска на него ляжет отлично, будет блестеть, но адгезии не буде никакой. Если красилось с пластификатором, то снять окрасочный слой можно просто как пленку. Но если применить соответствующий грунт, то адгезия будет очень хорошая. Так вот полипропилен относиться к окрашиваемым материалам. А вот фторопласт и с грунтом не будет обеспечивать адгезии с краской и он относится к неокрашиваемым материалам.
- 3 328 ответов
-
- 2
-
-
-
- технологии
- TIG
- (и ещё 1 )