copich
-
Постов
6 611 -
Зарегистрирован
-
Посещение
-
Победитель дней
125
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент copich
-
да, тенденция четко прослеживается. Ищут кто дешево, а еще лучше если бесплатно. А следующий шаг, если сам еще и платить будешь . И еще хотя получить результат, положительный.
-
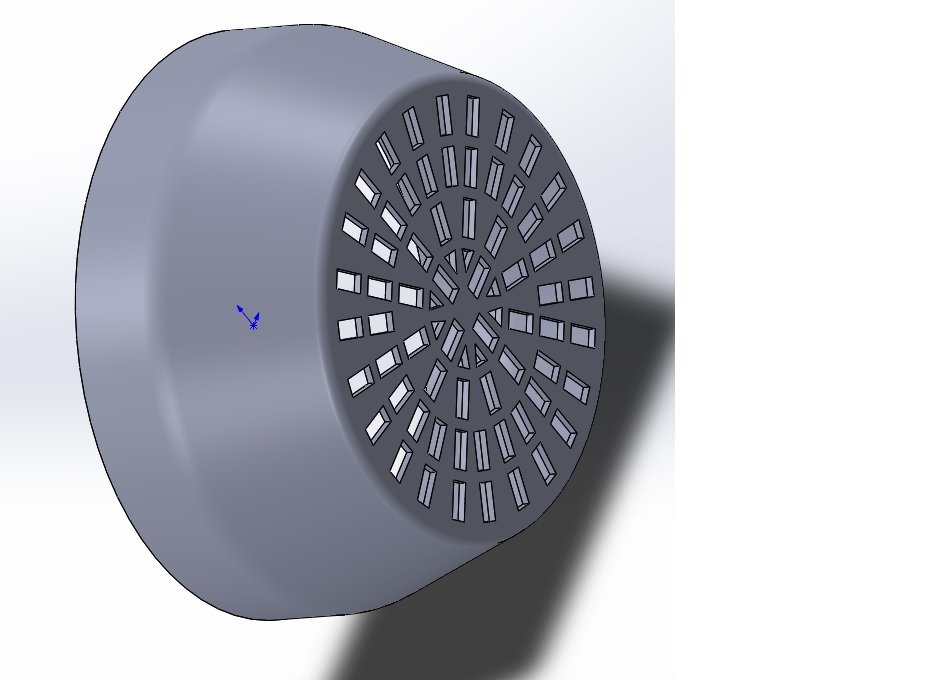
в современных реалиях, 3D принтер, сильно мне помогает. Готов ли клиент за это платить ... Но для себя много чего сделал. По работе, то же есть реализация. Пластик с дополнением карбона, очень хорош. Крышку под охлаждения двигателя в выходные напечатал для того электро мотора, что подваривал на прошлой неделе. Осталось покрасить и можно начинать собирать. После надо будет еще вентилятор спроектировать и распечатать.

-
немного колхозно, но если клиент доволен, то хорошо. А вообще, всегда всем говорю, что заменить плазматрон не просто нужно знать характеристики старого и нового. В целом, то все просто, пока на практике не попробуешь. Это не к тебе, Алексей, относится. Я для тех, кто подумывает это сам делать.
-
а какой вы хотите ответ, если читать не умеете Выше был ответ: это же опять читать видео наверное надо, как заменить тиристоры
-
прорезиновые ХБ перчатки, очень сильно помогают. Есть и температура стойкие... но хотя бы обычные, не раз выручали. Успеваешь вспомнить, что тяжелое, прежде чем подплавить шкуру успеваешь. И главное, чтобы без дыр были в противном случае, через дырку в перчатке, опять вспоминаешь ... наверное уже не раз говорили, что алюминий обладает свойством впитывать грязь, масло и прочее. То что на поверхности не видно, не значит, что не полезет. А гнилушки по большому счету, уменьшенная толщина стенки и если дыру сделал то внутрянка на верх полезет, а она грязная, окислы и прочее. Такие вещи припоем по алюминию и горелочкой, легко исправить можно. По прочности вполне, а вот по легкости процесса, на порядок проще.
-
torros, если не ошибаюсь, аналогичное выбросили на рынок (у блогера он на заднем фоне стоял). По цене не скажу, т.к. не интересуюсь этим. и да и нет. То что условно - однозначно. Но есть нюансы как применяемые компоненты, так и труд программиста - испытания - надежность - адекватность работы в критичных условиях и прочее и прочее. Поэтому на цену влияет много факторов. Есть бренды, где не нужно ни чего ремонтировать. Гарантия - меняем на новое. А после гарантии ну либо платите много либо ищите другого продавца или у этого но покупаете новое. Я 1000 раз слышал, что вместо европы куплю 2-5-10 китайцев. Сгорит и ладно. Но ... приходят лечить своих китайцев, не бегут новый покупать вот так и живем. Хорошее - жжется, а плохое - жалко на это потратить. есть в этом смысл, но есть и дорогое затраченное время, которое затрачено на изучение море разной информации. Мне как самому купить, если что и отремонтировать, не страшно. Но не всегда. При стоимости нового оборудования и б\у с неизвестным ресурсом, не плохая такая рулетка. Сейчас CEA Rainbow 150, 150А Карл, в потрепанном состоянии за 40 000!!!! Ну я все понимаю, но 40 000 за такой аппарат в потрепанном состоянии... точно уже за гранью зла.
- 73 ответа
-
- 1
-

-
- сварочное оборудование
- алюминий
- (и ещё 2 )
-
тут сразу и не скажешь, что к чему и почему. Не готов как-то разобрать по полочкам, что к этому приводит. Да и тема сейчас другая. Как вариант, создавать новую тему. А вообще я говорил про стабильный процесс, когда дуга горит. Ведь эффект сжимания есть и это не имеет смысла как-то скрывать, умалчивать или еще что-то. И именно я про него говорю, когда "силой" импульса, мы обычную дугу ТИГ ужимаем ... ну не до эффекта плазменной сварки, но все же эффект есть. А как реализовал производитель старт или как он поработал с переходными процессами, это уже разбираться надо. А главная мысль, про то, что кто больше цифру напишет тому и респект скажем так, тема то интересная, но с учетом вводных данных не всегда имеет место быть. И следовательно, целесообразность под большим вопросом. Особенно в ручном режиме. вспоминается реклама велосипедов, 145 скоростей, рама карбон .... Только в реальности это так не работает. к сожалению, это так. Продает сейчас кто красивее коробку сделает и больше "фишек" напишет на этой коробке. Канал 100А постоянно говорит, а коробка цветастая или обычная, серая или какой там цвет картона . А ведь важно, что внутри той коробки, ведь коробка то по сути через день, два уже в помойке будет или хранить что-то уже другое ... не нужное Возвращаясь к теме: по факту может не только на экране что-то меняться, но и по факту. Другое дело, на сколько это меняется в реальности, диапазон и можно ли этим пользоваться будет?! Вот тут как раз и большие сомнения, что данный функционал будет в том диапазоне, который необходим для применения. Но это ... только мысли. Может кто-то да и купит, и похвастается
- 73 ответа
-
- 1
-

-
- сварочное оборудование
- алюминий
- (и ещё 2 )
-
недавно была одна ситуация. Говорили про частоту импульса в DC. И немецкая компания сделала исследование на эту тему. Получается, что по факту, более 6кГц, очень сильно снижается эффект сжатия дуги. Т.е. новомодные 20кГц и более, кто там понакрутил, ни чего кроме как маркетинг. А еще одно замечание, что для передачи высоких частот, условно высоких для сварки, нужно использовать специальные кабели, чтобы это хоть как-то передать до электрода. Лично мое наблюдение, мы имеем еще и инерцию дуги. Т.е. звук есть, на уши давит, а на ванну метала эффекта нет, ну или мизерный, что не возможно его лицезреть. Это по факту как динамик. Вы на него можете, что угодно подать, но если он не способен выдать, то он и не выдаст. Если кому надо статейку, знает немецкий или готов со словарем посидеть, обращайтесь в ЛС. Второй момент по формам волны. Тут на 1000% согласен, что этим всем надо уметь пользоваться. Да не просто уметь, но еще и понимать где нужно применить, а где это баловство. Лично на мой взгляд, более важный параметр, минимального стабильного тока, когда дуга будет гореть, а не пыхтеть. Ну и конечно, чтобы максимальный ток, был с достаточным ПВ, а не пара секунд и далее отдыхать 10 минут. Недавно очередной блоХер с Владика выдал... он даже доску достал и графики рисует, мол какая полезная это вещь и как это круто. А без этого у вас ни чего не получится. Третий момент, все эти китайские экранчики, это хорошо, приятно глазу, но внутри - как была аналоговая схема, так и продолжают клепать. Следовательно, выдавить что-то полезное и нужное это очень большая проблема. Поэтому изменение элементов с DIP корпуса на SMD, ни чего не дает кроме как еще проще собирать платы и удешевлять сборку, делать легче по массе и габаритам. Четвертый момент. Это касательно доработки. Если раньше посидеть и прикрутить "педали" можно было, то нынче с микроконтроллером и отсутствием прошивки, ни чего не сделаешь. И после по рынку бегают и спрашивают, а у вас прошивается и какая версия прошивки, а то тут проблема, там проблема... Это начиналось с отключения VRD, форсаж и т.п. т.к. производитель наделал так, что пользоваться невозможно. Но так или иначе это решалось. А вот если все это на микроконтроллере ... вот тут только ты и твоя боль будет. И последнее. я так и говорю, когда спрашивают, почему это не работает: ЗА ТО ДЕШЕВО
- 73 ответа
-
- 3
-
-
-
- сварочное оборудование
- алюминий
- (и ещё 2 )
-
немного сварки: было, промежуточный итог и в итоге. Отверстие под крепление, без сверловки, в промежуточном итоге, подправил "кукурузой".
-
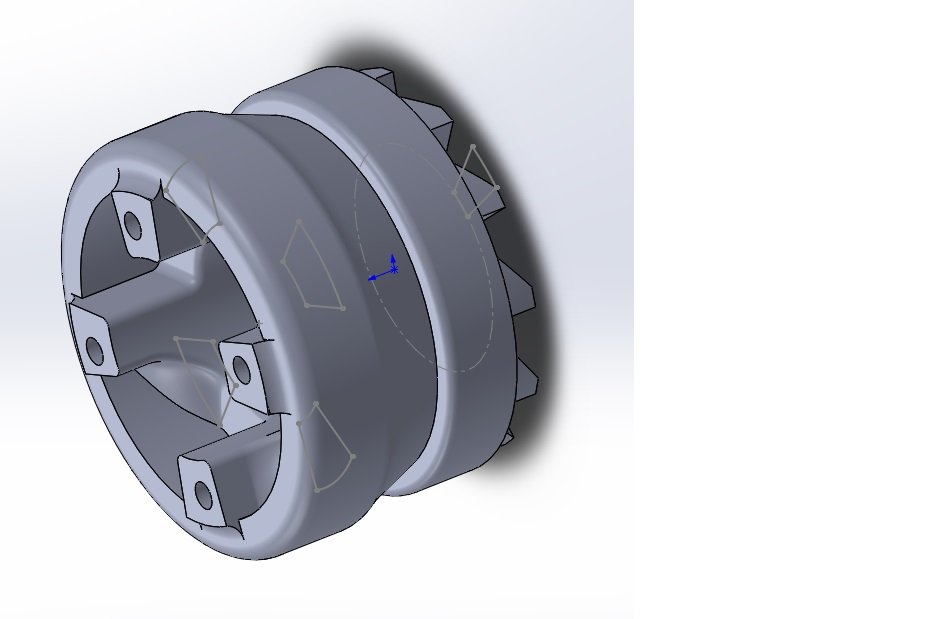
 на стол попал советский электродвигатель... надо подлечить, аналогично, одно ухо вырастить и еще одно ухо отломано (трещина), крышки подшипника. Чем делали? Или чем посоветуете мне сделать? (по слому - похоже на чугун) Ухо под выращивание, думал нержой сделать (посадочная плоскость под винт, целая. Только эстетику добавить и ребро жесткости вернуть) . А ухо на крышке подшипника, CuSi использовать. Все элементы не силовые (не крепление мотора), ухо под выращивание (подшипниковый щит к корпусу мотора), а крышка подшипника, на некоторых электродвигателях, используется дополнительная крышка для удобства смазывания без разборки электродвигателя.
на стол попал советский электродвигатель... надо подлечить, аналогично, одно ухо вырастить и еще одно ухо отломано (трещина), крышки подшипника. Чем делали? Или чем посоветуете мне сделать? (по слому - похоже на чугун) Ухо под выращивание, думал нержой сделать (посадочная плоскость под винт, целая. Только эстетику добавить и ребро жесткости вернуть) . А ухо на крышке подшипника, CuSi использовать. Все элементы не силовые (не крепление мотора), ухо под выращивание (подшипниковый щит к корпусу мотора), а крышка подшипника, на некоторых электродвигателях, используется дополнительная крышка для удобства смазывания без разборки электродвигателя. -
это основное во всем, что работает от микроконтроллера . Без прошивки это не более чем кучка деталек. Тем более, что эти детальки стали до безобразия дешевые.
-
Для меня ИИ сейчас как лекции в институте. Достаточно конкретная вырезка под мои задачи. И например, программу при программировании нет нужды полностью писать своими руками, это ИИ сделает, а объединение блоков, наполнение новыми, это делаю, я. Программа получается больше чем это делать самому, но ... в некоторых моментах, значительно быстрее, чем это я бы писал ручками.
-
ну собрать, дело не хитрое. А что конкретно хотите на выходе получить? Вот тут и есть над чем задуматься. Фоткать то не лень, но лень потом на компьютер перекидывать. Использую такое и аналогичное, и что-то да, могу. Поэтому, накидайте, хоть в ЛС некоторое ТЗ для подумать, отвечу, смогу или нет. Если особенно не прямо надо здесь и сейчас, могу начать, может кто-то более знающий еще подключится.
-
это не реально для китайского аппарата. Только снимут с производства, сразу на него ни чего нет. Да и на новый не всегда есть. Только если гарантия, то еще что-то получите в виде запчастей. Главное, как это реализовано, а даже мастеру не вскрыв корпус аппарата, не понять, если до этого такой не вскрывал. Визуально, по пластику, кнопкам и прочему они идентичные, но пришла новая партия и скорее всего будут отличия. В Европе, было условие, что после снятия с производства, еще 10 лет можно было купить вплоть до винтика, а китай таким не балует. Сейчас и Европа упрощает правила. Поэтому главное - ремонтопригодность. Но обычному человеку, это ни как не поможет. Поэтому пункту не стоит сильно морочить голову при выборе аппарата. А вот характеристики сварки, т.е. тесты тесты и еще раз тесты разных блогеров и бывалых, это главное на что стоит обращать внимание. После уже задать вопрос про ремонтопригодность, но ни наоборот. Если он в сварке 0, то конечно с синергетическим режимом, аппарат будет в приоритете. Если он все же что-то да понимает, то смотрите в сторону, как сказал @tehsvar . Вот чем проще, тем надежнее. Если его время от времени внутри продуть воздухом, то реально практически вечный аппарат будет. Ну это конечно если говорим про низкий бюджет.
-
как новый выглядит, я то знаю. Не скажу за других. Но тут главное посмотреть, как он сейчас выглядит, после 6 катушки. Вот это интересно. То что варит... тут от многих факторов зависит. И иногда наконечник уже по диаметру направляющего канала может быть, но им продолжают варить . Поэтому, сравнительное фото, как новый выглядит и как уже хорошенько поношенный, вот это будет полезно для многих. Хотя из личного опыта, прямо вау чуда, с такими наконечниками, я не увидел. И тем более : то же мимо меня прошло.
-
некоторые устраняют проблему, но не разбираются в причине. А заставить разобраться в причине, мастера, невозможно. вам Алексей, уже написал, что это ... просто и элементарно. Напишите, @tehsvar в личку. Договоритесь по стоимости, срокам и прочее. Я ... в последнее время занят и уже одной ногой в самолете в очередную командировку. Поэтому даже не уточняю ваше географическое положение. А кто понимает суть проблемы, точнее понимает и определяет, что сломалось, а не меняет платы :) , то понять причину, почему это произошло и что можно сделать, не сложно.
-
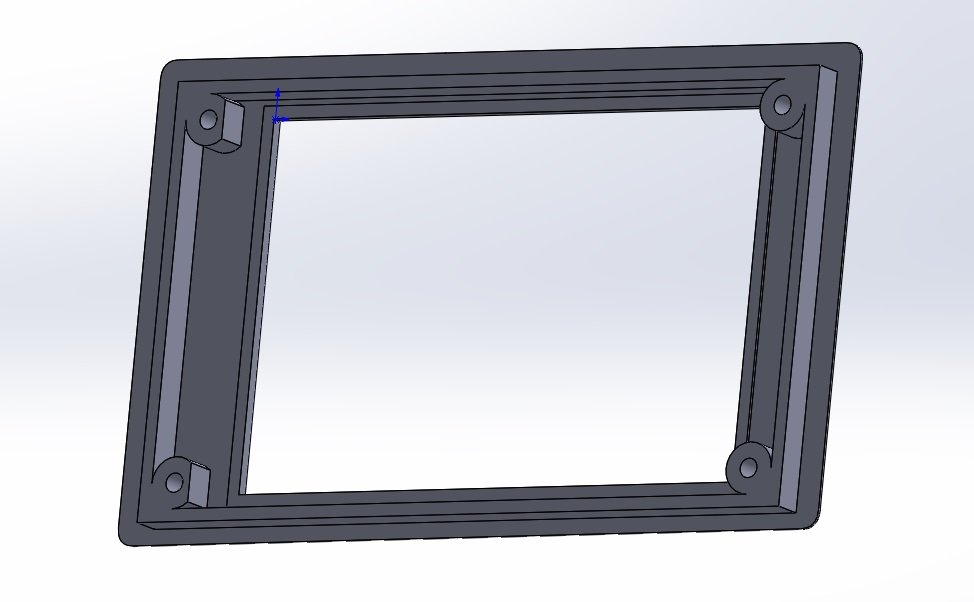
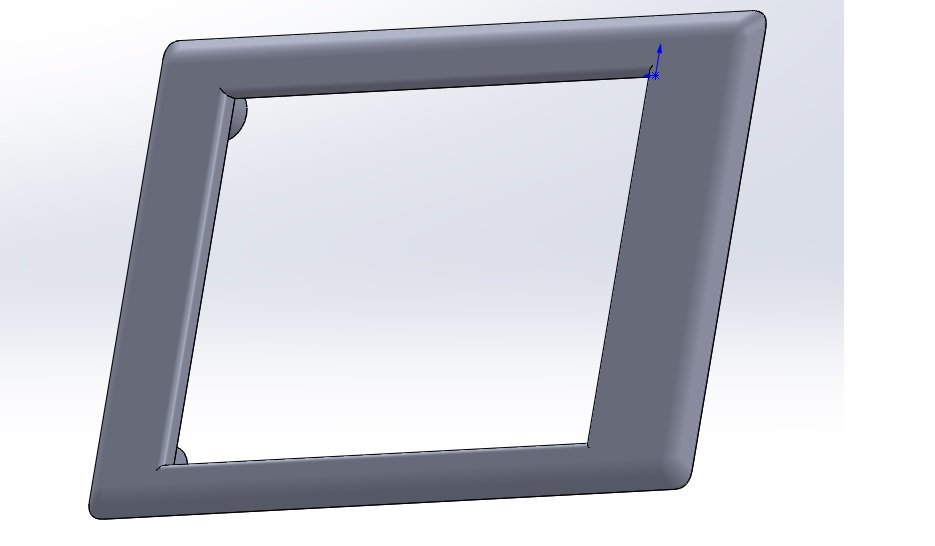
есть один нюанс. Как ей пользоваться. Маленький ход, резко ограничивает плавность регулировки во всем диапазоне. линейный резистор. Для примера, очень плоский: https://radiomir-s.ru/catalog/elektronnye_komponenty/passivnye_komponenty/rezistory/peremennye_rezistory/importnye/polzunkovye_dvizhkovye/polzunkovye_128mm/rezistor_peremennyy_b100k_lineynyy_stereo_polzunkovyy_dvizhkovyy_6pin_128_0x16_0x7_0_mm_ekran.html Просто и дешево. Далее проектируем для 3D принтера модель и можно пользоваться. А дальше можно накрутить, т.е. микроконтроллер еще добавить, где сделать например не с минимального значения, а с некоторой другой величины, если аппарат не позволяет. Хотя это уже и на аппарате можно у некоторых установить. Но сделать например от - 20% до +20 от установленного, только микроконтроллером можно сделать. Но все равно, лично мое мнение, на горелке это не очень удобно, в отличии от ножной педали. Банально физиология человека. Горелка удерживается рукой, двигать или нажимать сильнее или ослаблять нажим, будет приводить к смещению горелки, либо утыкание либо уход в сторону. Педаль снимает нагрузку с руки, ноги свободные. Плюс достаточно большой ход. Я пробовал горелку, где рычаг используется для убавления и увеличения тока. Мне неудобно, т.к. я не вижу значения тока. Если бы еще в маску передавать значение тока, тогда ... тогда имеет место быть. Но все равно, задержка между головой и рукой, инерция. Поэтому, подождем обзора от @круазик , что из этого получилось и плюсы с минусами. Ведь сделать, опробовать это одно, а пользоваться на протяженном периоде, это уже другое. P.S. а вообще уже давно продаются горелки с крутилкой на горелке. Паркер, делает сменную часть, туда либо кнопка, либо крутилка. Наверное и у других есть. Это я так, для примера.
- 81 ответ
-
- 2
-
-
-
да это много у кого. У кого в инструкции написано. Да кто ее открывает?! Если нет синергетики, то обычно плюс\ минус стартовые параметры обычно приводятся. На аппаратах, не инверторах, а на трансформаторных, всегда такая была приклеена на подающий. Дублировалась в инструкции к аппарату. Возможно, что из-за бюджета, с китайского на русский где-то упростил и не вложили. Может специально ободрали, если там много символов. Еще раз скажу, что именно это актуально для простого аппарата с отсутствием синергетики. Мне это не нужно, а смотрю и слушаю - настраиваю. Поэтому мой контроль наличия таких рекомендаций, еще на трансформаторных аппаратах закончился. В поддержание темы. Многие не обращают внимание на наличие переходной втулки в аппарате между подающим и сварочной горелкой. Кусочек короткий, но иногда очень может делать голову. При транспортировке, в сервис, например или между объектами, обычно вставляют кусочек проволоки и загибают со стороны горелки, а со стороны подающего, самим подающим. Иногда просто оставляют катушку проволоки. Иногда, редко, встречал - малярный скотч.
-
серьезная и дорогая проблема, если менять плату + повтор проблемы. Если детально ремонтировать, то относительно бюджетно. Если сделать еще как сказал @tehsvar , то и в дальнейшем проблем не будет. А дорого это или дешево ... у каждого свой карман, а сервисник тратит на это время + детали и оно должно быть оплачено. Ремонт стоимостью пачка доширака, точно не обойдется, если делать правильно.
-
я пользуюсь 3D принтером. Есть рекомендации производителя принтера, есть рекомендации от производителя филамента. И это плюс минус километр. И чтобы получить ХОРОШИЙ результат, надо понимать что происходит и делать поправки не только в режим, что дает производитель но и в модель. И все это опыт, упорство и куча проб с ошибками. По проволоке. Был вообще смешной случай, когда в канале осталась проволока и в него проходила вторая, но соответственно очень туго. Клиент - аппарат не варит как раз все к этой теме и относится. Просто у кого-то есть опыт и сноровка. На одном и том же оборудовании у одного идеальный результат, а у другого ... скажем просто, брак. Сколько уже раз проходил это, когда как только к сварщику привязыают аппарат, т.е. он ответственный, то аппарат уже работает и не один год. И если на станке или аппарате работает один и тот же, то этот аппарат подстроен под него и горелка и стул стоит как ему удобнее. Я пользуясь чужим аппаратом ощущаю дискомфорт. Продувка не та, горелка не так в руке лежит и т.д. Результат то я грубый получу, но я понимаю, что на своем я сделаю совершенно иначе. Я подхожу к токарнику через пару месяцев и уже имею сложности. Перехожу на ЧПУ, опять нюансы забыл. Но по факту, то и то и другое работает. Но результата то нет, по крайней мере, которого я ожидал и ранее получал.
-
у брендов, которые и на американский рынок поставляют, это вообще норма, без этого ни как. А вот полезной и важной информации - мизер, т.к. опять же, к оборудованию не допускается персонал без обучения. Т.е. режима, что русские любят спрашивать, не дают, а вот что ослепнуть можно, обжечься и прочее - пожалуйста. Ведь за членовредительство можно суд получить, а то что у тебя режимы не получаются - плати бабосы. Но у нас и тут хотят получить бесплатно, посмотрев видосики и сделав вывод, что оборудование кривое.
-
это был частный случай. Если развивать тему, то крутилку (не энкодер), а с ограничением оборота, можно свернуть. Но ни кто же не говорит, что в инструкции не указан максимальны момент с которым можно крутить эту крутилку. Если рассуждать как вы, то это опять производитель накосячил. А еще провод сетевой не устойчивый к высокой температуре может оплавиться. Получается опять косяк производителя. И таких примеров я могу 1000 + 1 настрочить. Да, если на аппарате есть наклейка гарантии, то тут возникает вопрос, как обслуживать. Но мы приходим к тому, что и масло в машине рекомендуют менять 20 000 - 25 000 раз, а чем это в итоге выльется? 100 000 - 150 000 пока гарантия, это все проходит, а дальше это проблемы пользователя. Поэтому, на нормальных предприятиях, прежде чем допустить к оборудованию, человек подписывает кучу бумажек, где он то знает и это прослушал и т.д. Другое дело, что у многих это бумажки и не более. Но надеюсь смысл понятен, что это обученный персонал. А если ты частник, то уж будь добр так же иметь навыки, как они получены, на своих ошибках или учился у других, не важно, но знания нужны!!! Для этого этот форум имеет полезные темы и где уже не раз обсуждалось про нюансы использования МИГ\МАГ, с чернягой и (или) алюминием. Но поверьте, я огромное количество сварщиков встречаю, которые не знают этого. Именно сварщик, а не мальчик 5-10 лет. И поэтому, если у тебя возникает вопрос как обслуживать, если ты не заплатил за обучение при запуске оборудования, то ХОТЯ БЫ позвони и спроси. Но нет!!! Это лень и все всЁ знают, пока жаренным не запахло. Поэтому если делать как в Америке, уходить в полный идиотизм, покупая горячий кофе, подавать жалобу, что ты обжегся, то инструкция на аппарат будет больше по размерам самого аппарата и по массе, однозначно превышать.
-
Что-то всех понесло не туда...Производитель должен ТО, должен СЁ. Не считаете, что это абсурд? На велосипеде и то показывают что да как и придерживают на первых метрах. А начинается вообще (у некоторых) с установки дополнительных колес. И главное - в живую, на конкретной практике. И если кто-то взял в руки П\А и решил на видосиках тренироваться, то флаг ему в руки и барабан на шею. Сказали, не услышал, значит это его проблемы. А то что раньше было, ну так палка копалка, теперь трактор и ни кто не запрещает палкой копать, но как минимум все возьмут лопату. Вот тут не возникает сомнений. А вот сделать правильную заточку электрода или купить нормальную проволоку и газ, так почему-то позволяют возражать, мол раньше этого не было... Синергетика сильно упростила использование П\А и теперь каждый хорек стал агрономом. Только забыл получить хотя бы минимальный уровень знаний и прислушиваться не желает. А дальше начинается обслуживание: наконечники, канал, ролики и т.д. и т.п. И тут опять сра ...пор. А вот там на канале сказали ... А вот не нравится одному сопло фиксирующееся на пружинке, теперь всем не нравится. А когда в живую показываешь и рассказываешь, то уже и пружинка - хороший фиксатор и удивительно, сопло не болтается. Вот так и живем. Может стоит вернуться в русло темы? @welderman P.S. приехал на завод. Говорю не гарантия, тут все в стружке игольчатой от УШМ. Надо было продувать. Или как минимум выключать аппарат пока работаете на УШМ. А в итоге, мол покажите в инструкции, что продувать аппарат надо снимая кожух аппарата, а не через решетки вентиляции как мы делали. Т.е. вот им не надо инструкцию на туалетную бумагу, что ее не в рот надо класть, а к месту прикладывать и после утилизировать и опять же не ртом. А как обслуживать, так подавай инструкцию. Ну так если туп ... мало знаний, ну так обратитесь к тем у кого знания есть. Но нет, так сложно. Проще не платить и потом спорить. Просто в последнее время идио ... одаренных, что-то сильно увеличилось количество. Как делать правильно или прислушаться, они не могут, не интересно, как бы быстрее это закончилось и свалить куда подальше. А как спорить, вот тут в первых рядах. Прошу прощения, если кого-то мои слова затронули. Крик души, так сказать. Пост можно смело удалять
-
1. зависит от сети 2. в целом, не мощный аппарат, да на вполне вменяемых электродах, до 3-ки включительно не сильно то и просаживают сеть. Да КПД меньше чем у инвертора, но вполне качественный аппарат не проблема для сети и ЛАМП Ведь микроволновками многие пользуются, а там трансформатор из которого многие потом точечную сварку делают... И ни чего, не жалуются, что пол города без света осталось. 3. Чайники, стиралки да и обогреватели, так же вполне хорошая нагрузка для сети. 4. Если опыта нет, и будут постоянные "залипания" электрода, то конечно, будет больше мигать. Но опыт ... рано или поздно он же придет. 5. Если аппарат рабочий и в целом сварки на час в год, то не только соседи потерпят, но и новый СВАРЩИК появится в рядах специалистов. А понравится, придет понимание, там и инвертор купить можно будет.