

copich
-
Постов
6 442 -
Зарегистрирован
-
Посещение
-
Победитель дней
102
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент copich
-
главное, чтобы не подтерли в памяти ни чего. А в целом, процесс прост как два пальца об асфальт. Это уже не ко мне. Валерий, "Селко", так и предложил. Поэтому даже запасной выход есть, если дешевым способом (перепрошивка) не поможет.
-
да ни чего особенного. Легко. Только есть ли смысл плату гонять? Есть же рядом... Кто компы ремонтирует или еще кто и что. У них есть эти программаторы. Это скажем так, дешевле чем плату гонять. А так. Конечно, ни чего сложного. Будет плата, будет и все остальное. И память купить не сложно. Единственное, пробовать бы надо после всех этих манипуляций. Я про устранение проблемы. Если бы две платы, рабочая и не рабочая, то было бы проще. По считанному коду можно хоть понять, есть ли разница и где. Если ее не будет, то будет только одно означать, что память начинает хандрить через время и требуется только ее защитить в дальнейшем. А может и не надо и все будет и так работать, как я и сказал при условии установки изначально бракованных чипов.
-
да я знаю. Но обычно это с потерей информации. Как бы форматирование получалось. Это на микроконтроллерах некоторых используют, если случайно поставили бит на запрет. То по идее чип в помойку. Но при некоторых манипуляциях его еще можно оживить. Но обычно на выходе чистый получается чип, просто для дальнейшей записи и использования. Просто снять блокировку ... не на всем и не всегда. При наличии сервисной программы с соответствующим доступом и при наличии необходимого описания. Ведь если блокировка на считывание стоит. То не важно сколько бит, байт, килобайт. Важно то что на выходе получаешь тупо FFFFFF, т.е. ноль информации. И точка. А вот если считаааааал, то да. Так и делают на принтерах, меняя в нужных местах информацию и ... сбрасывая счетчик отпечатенного ... В общем это уже совсем другое.
-
тогда купить новую, слить софт со старой и залить на новую. Включить аппарат и радоваться дальше жизни. Выше все описал.... Ни чего сложного. Паяльный фен (хотя и паяльником можно обойтись) программатор и немного терпения и времени.
-
Да ни чего особенного. Получается ее тупо заменить на чистую, новую. И все получается должно заработать ... Не верю я в это. Софт в открытую память не кладут и тогда не стоила бы столько денег. Может софт в микроконтроллере меняют и дополнительно это плату?! Если в свое время использовали бракованные чипы, то замена платы будет в дальнейшем гарантировать стабильную работу источника. НО!!! Софт то наверное так же обновляли ... Не знаю. Уж больно все просто. тогда CH341 в помощь. Он все сделает. И старую прочитает и в новую зальет Ну и может в нее записываются временные значения источника. И при некотором стечении времени происходит сбой работы памяти... В любом случае можно подкинуть не запрограммированную память. Поставить на место и проверить. Если не заработает, то ее прошить. Считав со старой данные. Если ошибка будет проявляться через некоторое время, то смотреть с шиной обмена данных (экранировать) и цепь питания этой микросхемы (ставить фильтры от пульсаций).
-
читать даташит. Если есть бит на запрет считывания, то труба. Ни чего не получится. Но обычно в такой памяти ни чего особенного нет. Там есть пин для блокировки записи. Но это пин, а не бит. Следовательно все должно читаться и перезаписываться. Да, я то знаю. Но она открытая для чтения. В ней не должно быть firmware источника ...
-
Мне то говорит. И есть чем шить. И знаю как... Да и даташит в помощь. Я только другого не могу понять. В нее все программы источника залиты? Странно Я больше поверю, что в ней сохраненные программы пользователя могут. Это да. Может не прав. То что мне давали, я заливал. Но обычно это сразу в память контроллера заливалось. Если взять для примера, добротный П\А, то там не просто плата с одной микросхемой памяти ... В общем я не знаю и утверждать тут не чего. Брать и пробовать. На теликах, иногда процессор выдает в чистую память нужную информацию и после все начинает работать. Иногда нужно изначально залить туда. Иногда взаимный обмен информации дает общую синхронизацию... В каждом случае, свои особенности. ..... Да, в ноутах, тоже, я сейчас не про BIOS, а память контроллера питания, ставится чистая. Но можно и с программой для исправления начального блока исходящего от контроллера. Нюансы, нюансы и еще раз нюансы.
-
https://pdf.datasheetbank.com/datasheet-download/863955/1/ST-Microelectronics/4256BWP?lang=ru Это раз. Ну а где купить, я думаю, что поиск подскажет. Это два. Это не экзотика, купить можно. https://ru.aliexpress.com/store/product/20PCS-4256BWP-4256BW-4256B-4256/1317592_2051445150.html И это память. Ее шить надо. Возможно. Вот тут и могут появиться нюансы, чем шить и что шить. Как? ну это самое малое Говорят, что это ее аналог: 24с256 Чем шить? Там же на али купить можно. А вот что шить??? Вот тут, скорее всего, полная утопия и будет.
-
Изучайте теорию. Первое - зачистить материал перед сваркой!!! Вы не знаете особенностей настройки аппарата, а уже сразу начинаете с не правильного. Поэтому зачистить. Расстояние между наконечником и деталью 10мм. Можно немного больше. НО!!! Надо добавлять ток (напряжение) и ... Если проволока не упирается в деталь и ложиться шариками, то надо добавлять скорость проволоки или уменьшать напряжение. Если проволока упирается в деталь и отталкивает руку постоянно, рывками, то либо уменьшать скорость проволоки либо добавлять напряжение. И таким образом, подбирая скорость проволоки и напряжение, вы должны получить стабильное стрекотание. Если газ СО2, а не смесь, то небольшое количество брызг будет в любом случае. При смеси можно получить без разбрызгивания. Конечно и от аппарата зависит. Но тут надо смотреть видео или в живую, как должно быть. А лучше позвать того, кто покажет и поймет, можно ли настроить и как. Ну и покажет. И конечно!!! Если проволока много лет валялась, то она в любом случае брызгать будет. И особо вы режим не настроите. Для понимания процесса изначально надо брать все правильное и тогда понимать что делать и как. А когда вы не знаете нюансов и еще вводные данные кривые, то что в итоге вы хотите? Может и у знающего не получится. Но он то знает, что надо крутить и как и что должно быть в итоге. В таком случае он хоть будет понимать, что в этом процессе хаос задает.
-
есть типа кислоты или еще какая жидкость для очистки поверхности перед пайкой? Если нет пескоструя и щеткой не подлезть, то есть способ еще очистить перед пайкой? Трубки от кондея хорошо паяются, если их зачистить. А вот с радиатором сложнее. Вот и думаю, как поступить.
-
МАКСИМУМ , максимум из одной фазы Он же МАКС, максимум качества сварщику ... РРД (рязанский ручной дуговой, русский ручной дуговой) ПРД (профессиональный ручной дуговой, первый ручной дуговой)
-
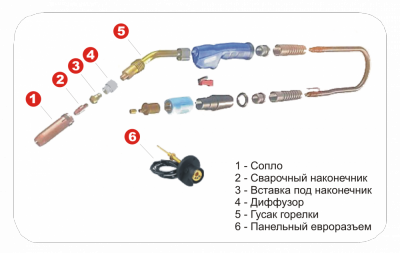
Рассекатель, он же диффузор. Больше других диффузоров нет, чтобы что-то совпадало. А насчет изолятора, да, есть еще один изолятор в самом защитном сопле.
-
газовый рассекатель газа , чтобы газ равномерно попадал в газовое сопло и тем более равномернее выходил из него заодно и изолятор, чтобы через сопло защитное, не коротило при касании к детали. Иногда просто рассекатель. Но чтобы не расплавился, сделан из керамики. Ну и при нагреве газов не выделяло, что могло бы помешать сварке.
-
не более стойкий, чем легированный. Ну и конечно не более универсальный под различные режимы.
-
Нууу, не знаю. Не совсем рядом по моим прикидкам. Да, хорошо, когда чуть доплатил и опа. А тут: 155 тыр и голый. А это на теже 5 тыр легко набрать, а то и более 10 получится. Ну пусть 5. Итого 160. Это еще треть стоимости, плюсом. А вот будет + 2% НДС, еще дороже выйдет. Так легко дойти и до 300 тыр, где 300А, а может и больше, а там уже и двойной импульс и ... В общем. Тут каждому свое! это только за счет маркетингового хода как двойной импульс. Будь без этого безобразия, то цена ниже. А вот и сладкая цена.
-
ой ли? так уж чуть? Если собрать комплектацию. Некоторые из-за рубля панику подымают. А за тысячу так и вовсе горло перегрызут. И насчет сварки, так ли будет все? И по поводу цены. Есть еще одна уловка. Называть без НДС стоимость. Без НДС, красивая цифра.
-
 это всем и всегда говорю! Цангу на электрод часто вверх тормашками ставят. Про это всегда забываю, что так можно поставить Видео всегда дает более быстрый и правильный путь для принятия решения. Поэтому, конечно надо с простого, посмотреть видео.
это всем и всегда говорю! Цангу на электрод часто вверх тормашками ставят. Про это всегда забываю, что так можно поставить Видео всегда дает более быстрый и правильный путь для принятия решения. Поэтому, конечно надо с простого, посмотреть видео. -
Вам точно такого не найти. Но оно и не нужно. Может конечно и найдете ... Но нужно ли? Если вы не знаете что и как соединить по аналогии и правильности, то лучше вам сюда не лезть. Еще бахнет что. А ведь и разобрали не просто так. Наверное не работал. В общем, дело ваше.
-
для меня выбор очевиден. Может софтину подправят и будет куда все лучше и легче. Но пока очень сырой софт. Делая тестирование, старался делать упор только на знания. Без предвзятости и привычек. Как сказал, @Hlorofos, двойной импульс удобен на вертикале. И для заварки зазоров. Т.е. за счет импульса варим, потом немного даем остыть. И так далее. НО!!! На мой взгляд в жизни это не сильно применимо, т.к. настройку под зазор делать ... ну честно говоря, не очень то бы и хотелось. Ведь зная сварщиков и себя лично, обычно режим нечто среднее. Чтобы лишний раз особо не крутить. И курком горелки все и делаешь. Если видишь, что вот вот продавит на сквозь, то легкая остановка и поехали дальше. Но и движением, туда-сюда, на несколько меньшем режиме это же дают. В общем, пока кроме как роботизированного сварочного поста, двойной импульс я не понимаю. Это личное мнение. Уж больно скорость сварки падает. Но это только вершина айсберга, при условии, что двойной импульс быстро и легко настроить. НО!!! Сварка алюминия лично мне так и осталась загадкой. Я крутил эти ручки и глаза не понимали, что они видят. Мозг давал другие ожидания. В режиме нерж и черняга, двойной импульс регулировался. И действительно он был. И ручки которые крутил, отвечали адекватно. Система стабилизации дуги работает ... Не работает совсем. Если дуга высокая, то сварка есть и более или менее прощаются пульсации руки. А если делать режим типа ColdArc, то идет разбрызгивание как в режиме алюминия, так и на нерже с чернягой. Ох и побрызгался я весь. Круглые капли расплавленного метала разлетаются очень далеко и ладно около шва... Так нет, как от болгарки, чуть ли не за шиворот. Плюс комплектация, тоже удивила меня. Я так и не понял, зачем П\А в комплектацию вкладывать горелку ТИГ? Ну если хотели выпендриваться, то и вложили бы две горелки! К сожалению, над этим аппаратом надо еще сильно работать. Есть еще моменты... Но не для этой темы. Из плюсов могу отметить, хороший подающий механизм. Понравился. Удачно выполнен. Проволока протягивается так же как и у Хелви, удерживая кнопку на горелке, перекрывается подача газа и увеличивается скорость протяжки. Мне это нравится больше чем отдельную кнопку нажимать на подающем или на источнике. Так же в процессе сварки, если горелку очень стабильно держать, то при хорошей подборке параметров, шов получается чистый и красивый визуально. И по алюминию и по нерже и по черняге, в импульсе результат красивый. На синергетике особо не тестировал. Он не для этого покупать с импульсом и варить в синергетике ... смешно. Будь он дешевле, я бы сказал, что хороший аппарат и двойной импульс рекламировать в черняге и в нерже. В алюминии им не возможно пользоваться. Ну ... лично я ни за пять минут ни за час ни более ... не смог настроить и получать нормальный результат. В общем как всегда, у китайских аппаратов всегда есть ограничения или тонкости. Они не озвучиваются и с ними знакомишься только когда купил аппарат и начинаешь работать. Поэтому сравнивать с ТР220, если без двойного импульса, то еще рано. Если брать ради двойного импульса и без него нет жизни, то конечно тут только Гроверс впереди. Более детально, если кому интересно в личку. А лучше сами тестируйте и сравнивайте. Я есть я. И это лично мое мнение. Своя рука это своя рука и видение процесса каждый видит по своему. Как и с цветами фломастеров. Аппарата Гроверс дабл пульс, больше у меня нет. Более тестировать пока не могу и честно не хочу. Я посмотрел, сделал выводы. Китай не стоит на месте и возможно более новые модели будут более адекватные в работе. Насчет Хелви, ТР220, попробовать, протестировать не пять минут, а пол часа иль весь день, можете у нас в демонстрационном зале. Чтобы понять как настроить, как регулировать и как пользоваться. Вы можете и самостоятельно варить и с наставником, если до этого не было опыта работы на П\А. В любом случае, глупых вопросов не бывает. Для нас это дополнительная возможность не только тестировать собственное оборудование, но и искать возможные проблемы. Чтобы у других при обретении не возникало ни каких вопросов и были только положительные эмоции при работе и от результата.
-
Нет, не только у Виктора. Я им воспользовался. Недельку погонял. Если нужны подробности, в личку или лучше по телефону. Есть что рассказать, если подробно.
-
согласно видео, дорога в сервис ему.
-
изучайте теорию!!! Вы влезли в серьезную технологию. И с вашими знаниями, надо с теории начать!!! Это важно! Сразу основное отличие между ДЦ и АЦ Вы когда в АС варите, то у вас дуга переменная идет. И дополнительного переключения выходных клемм на источнике не требуется. Т.е. варите в ДЦ, переключились и варите в АС. Только электрод в шарик уйдет немного и после этого опять в ДЦ если варить, то электрод заточить или заменить.
-
@Rumata, видео через ютюб вкладывать как ссылку. Обратитесь в тех поддержку. Алексей,(ник - Техсвар). Техническая поддержка на сайте Вебсварка через него. Это раз. Второе, посмотрите тут тему: http://websvarka.ru/talk/topic/11638-problema-so-stabilnostiu-dugi-v-groverse-350/ И видео есть и есть что с чем сравнивать. DC это не AC, всегда шумно и дуга горит ... В общем, надо точно понимать что у вас. Может все в целом то и хорошо!
-
Вот тут ваш аппарат есть: http://websvarka.ru/talk/topic/11814-neispravnost-edon-pulstig-200-ac-dc/page-2 Пост 28. Хозяина этого аппарат попросите сфоткать. Ваш не ваш, но однотипный.
-
Все проблемы начинаются от незнания! Надо изучать инструкцию до начала использования аппаратом. А не после появления проблем. Нужно точно понимать и отделять процессы в сварке и понимать, что надо регулировать и где и когда. Полностью не вчитывался в проблемы. Но есть Алексей, Техсвар, представитель сервисной службы. Я думаю он все расскажет и разберется с проблемой, если такая имеет место быть. Но в данном случае мне кажется, кто-то не настроил аппарат как надо. Хотя ... Но в любом случае надо понимать, какие настройки есть у аппарата и чем можно пользоваться. Я пытал на днях гроверс дабл пульс и ... У него есть регулировка скорости подачи проволоки в начале сварки. Настройка при 0, означает самую малую скорость. Поэтому надо было добавить, чтобы получить необходимый результат. Практически все аппараты, не совсем бюджетные, а более или менее, то они имеют на борту и отжиг проволоки BBT, расшифровку гуглите. Так вот она в конце проволоку отожжет так, чтобы не прилипла в ванне но и не дошла до наконечника. При этом надо так ее настроить, чтобы и не ждать в следующий раз ее плавного старта но и не утыкаться. Т.е. надо выбрать ту высоту, на которой вы варите и обычно работаете. Тогда будет все оптимально и удобно. Индуктивность в аппарате отвечает на процесс сварки и ни как не отвечает за поджог дуги и за старт дуги. Повлиять может но это не главный параметр. @tslava393, изучайте подробнее. И напишите о результате и наблюдениях. На этом форуме много людей и очень грамотных. Я думаю, либо найдется решение либо проблема станет понятной и тогда можно будет конкретно получить консультацию от представителя.

