copich
-
Постов
6 577 -
Зарегистрирован
-
Посещение
-
Победитель дней
120
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент copich
-
по видео я не слышал продувки после реза. Для таких режимов и после длительной работы, мне кажется и так у многих реализовано, секунд 30 еще воздух дует. Чтобы наверняка продуть и остудить. А 100-ый он на то и мощный, чтобы большие детали резать, а значит и расходка мощнее и соответственно дороже будет и должна стоить больше. Ни чего удивительного не вижу.
-
Ха ха ха, крутой ролик. Спасибо. Хорошо так посмеялся. Зона сварки уже стала торгующей организацией. Я в шоке! И ремонтировать не умеют, так теперь в продажи полезли. Да на таком источнике плазменной резки, трубу за считанные секунды можно было покромсать. А П\А надо уметь настраивать! нет не круче. Я кстати удивлен, что пост продувки нет. В данном (чебора) случае взяли пушку и пошли на воробья охотится. поэтому так криво и коряво. Если взять РС302, то все будет куда куда веселее и красивее. Есть ли у чеборы это, я не знаю. Но явно не 100А источник под такую задачу использовать.
-
 не знаю о чем вы говорите. Если диод в трансформаторном источнике, еще допустимо и при условии, что трех фазник. А вот касательно инвертора, то либо работает либо нет. Конечно, как сказал, @morgmail, могло быть причиной, питающее напряжение. За этим надо поглядет. И из общих ошибок - плохой контакт с деталью обратным кабелем (кабель с прищепкой). Очень часто вводит в ступор и бывалого сварщика.
не знаю о чем вы говорите. Если диод в трансформаторном источнике, еще допустимо и при условии, что трех фазник. А вот касательно инвертора, то либо работает либо нет. Конечно, как сказал, @morgmail, могло быть причиной, питающее напряжение. За этим надо поглядет. И из общих ошибок - плохой контакт с деталью обратным кабелем (кабель с прищепкой). Очень часто вводит в ступор и бывалого сварщика. -
посмотрел даташит, так и 630-й бы справился с теме же задачами. Только корпус другой и следовательно просто не по фен-шуй было бы. А в остальном: хорошо, что хорошо кончается! Удачи!
-
это зависит от расхода газа и от ваших условий работы. Если тепло но расход газа большой, то нужен подогрев. Это для СО2. Если смесь то не важно какой редуктор, в любом случае обмерзания не должно быть. Без подогрева на СО2 можно работать при достаточно теплых условиях окружающей среды и при не большом расходе газа. Но для П\А на чистом СО2, даже летом можно видеть обмерзание и иней на редукторе. Поэтому подогрев обязателен. Если работать в смеси, то главное к редуктору требование - стабильность. Поэтому редуктор от 4000 и выше будет справляться с поставленной задаче практически на ура. А то что до 1000 или 1500, то я это не люблю, хотя это просто мое личное мнение и моя не любовь к АР РД и т.п. Т.к. при смене баллона можно сбить настройки. В общем сплошное не удобство. Но и цена в 4 раза меньше. Каждому свое. да особой роли нет. Главное с подогревом или без. А остальное уже дело каждого, кому синий, кому красный А если подогреватель отдельный использовать, то и вообще пропадает этот критерий. В СО2 используем подогреватель, в смеси не используем подогреватель. P.S. забыл. Увидел фразу, два редуктора. Так вот на СО2 можно последовательно использовать два редуктора. Один будет пред понижайкой, а второй уже регулировать выходное ... В интернете есть фото и видео на эту тему. Это чтобы не использовать подогреватель.
-
Нуууу ребятки, вас не в ту сторону потянуло. Здесь речь идет о имени аппарата. Рентабельность, раскрутка и прочее, это их проблемы! Ведь так? Что мы за них решаем. Может и сделают то что будет пользоваться спросом и пока просят помощи в названии. ГРПЗ или ШМПЗ, мне до лампочки. Кто какую прибыль или убытки получает, так же до лампочки. Главное это чтобы был порядок и тогда можно понимать за что радеть и чем гордится. Если детали и из Китая, то сейчас там все делается. Но не в этом суть. Суть в том, чтобы максимально сделать качественное и если ноги будут расти в России, то пусть это будет русским аппаратом и он будет реально соответствовать своим характеристикам. Почему бы и не?! За это взялись, пусть и тащат. Высказались со своими сомнениями, пусть так и будет. Но драться из-за этого не вижу смысла. Ведь не мало важным моментом будет не только изготовить, продать сварочник. Конечно есть всякие еще сертификаты ... которые за лям, учитывать, то ни один форум не выдержит бла бла бла. Так вот продолжением является как гарантийное и после гарантийное обслуживание. Это тоже не мало важное затратное ответвление. Но это все из разряда бла бла бла, как и продажи форсажей ГРПЗ. Кто там получает прибыль или убытки, я лично не знаю. И спорить на эту тему просто бессмысленно. Давай, новое название!
-
не факт, что будет разница в работе. Но то что магаз на такое идет, то уже хорошо. а электрод может по разному гореть, конечно от аппарата зависит но один и тот же електрод только что из пачки или валяющийся год в гараже, будет гореть различно на одном и том же аппарате.
-
@serga01net, почти в точку! Но!!! если стоимость будет ниже остальных, то всем пофигу будет... (многим), какие у него характеристики и есть ли особенности. Будут брать. В большинстве случаев, стоимость является решающим показателем. Его ощутить можно. А вот остальное, не поймешь, пока не попробуешь. Китай рынок реально сломал, особенно с ММА аппаратами. Реально пишут одно, а по факту не так. И если делать подбор аппарата, то выставляя галочки и делая сравнительный анализ, то единственным ощутимым и реально видимым фактором остается цена. Ведь проблема в том, что нет жестких критериев продажи сварочного оборудования. Ни кого не наказали и не накажут. Ну подумаешь нет, а написано, что есть. За-то дешево!!! Вот и пришли в тупик. На рынке клонов больше чем людей на земле уже скоро будет. Названий... море и не маленькая тележка. НО!!! Проблема в том, что даже покупая дороже чем аналоги более дешевые, нет гарантий, что будет реально работать и иметь все написанные опции, функции и соответствовать описанию. Именно поэтому наша компания поддерживает демонстрационный зал, чтобы было куда прийти и попробовать. Но и тут уже начинаются хитрые ходы в некоторых компаниях... Ведь мы имеем в массе покупателей не опытных сварщиков, а новичков. А как новичок определит и почувствует разницу?! Ему в уши льют и мешают сосредоточится... Да как покупка авто. На рынке все красиво, а как купил и тут проявляются сюрпризы... Еще немного крика души. Практически на каждой коробке написано: professional . А что, реально для профи? Да нет и рядом нет. Взял и сломалось. Конечно один раз, может еще и отработает. А ведь может и ни разу. Некоторые вещи реально в свое время были ну ооооочень дешево, а по качеству до сих пор работают, ну для примера 5 и более лет. И при этом не раз и не два ... А работают и работают. Ну может в некоторых местах не на столько точные имеют параметры или делают не на столько точно. Но в некоторых случаях этого вполне достаточно. А в некоторых это не допустимо, как маска хамелеон за 1000р. Некоторые реально ждут от нее, что и глаза страдать не будут и будет работать не один год.
-
Насчет аппарата ни кто не говорил, что дело не в нем. Может и это быть причиной проблем. Но мой подход говорит, вначале проверяем, все и вся и только потом начинаем обвинять аппарат. Китайские аппараты более склонны к проблеме и не стабильности сборки. Даже в одном магазе купить два и из одной партии, то не факт, что оба будут вести себя одинаково. А если и партия была разная, то более вероятно, что вести себя будут по разному. Это факт. Но прежде чем обвинять аппарат, надо устранить все возможные другие причины. Именно поэтому начинается сбор информации и только потом можно делать какой либо вывод. Ранее о том, что пробовали на 100+1 аппарате на этих же электродах и на подобных режимах ни слова. А догадаться мы об этом не можем.
-
Читайте выше, об этом написал, что ваш конус не сможет отцентрировать. Проверено лично и не раз. Не выходит... Ну как то близко но не точно. Биение гарантировано будет. Я про диски от 15 дюймой. Меньше, не знаю, хотя должно еще больше бить из-за более высокой угловой скорости. наверное не корректно понял. я про это в большей степени имел ввиду, что нет сильных повреждения и даже при достаточно продолжительной жизни дисков.
-
не соглашусь. Не отцентруется. Центровка как таковая осуществляется посадочным местом центральной части диска и выступом (тормозной диск на это де одевается). Если диски родные или по диаметру правильно подобраны, то болты только фиксируют колесный диск по месту. А конус позволяет работать контро гайкой, т.е. фиксатором от откручивания. Если имеется болтанка, между колесным диском и ступицей, то ни какими болтами не центровать диск. И будет биение, как бы не балансировал. В таком случае используются проставочные колечки, чтобы выбрать этот зазор. Наверное не раз замечали, что болты откручены все, а диски приходится сбивать, если нормально не обслужили посадочное место и диск прикипает (ржавчина, соль, окислы) к ступице. И при эксплуатации не попо-руками, просадки не происходит и с небольшим натягом диск одевается на ступицу и после фиксируется болтами. Даже обдир от окислов не приводит к прослаблению посадочного места. А если болтанка, то диску копут... Но такого я на личном опыте не встречал, какой бы древности не были колесные диски.
-
вы говорите на малых токах. Возможно с этим проблема. Установите сварочный ток, который рекомендуется для выбранного электрода и пробуйте. Так же не мало важным моментом является, состояние электрода. От этого тоже будет сильно зависеть стабильность горения дуги. Ну и поверхность, без ржавчины и масла и т.п.
-
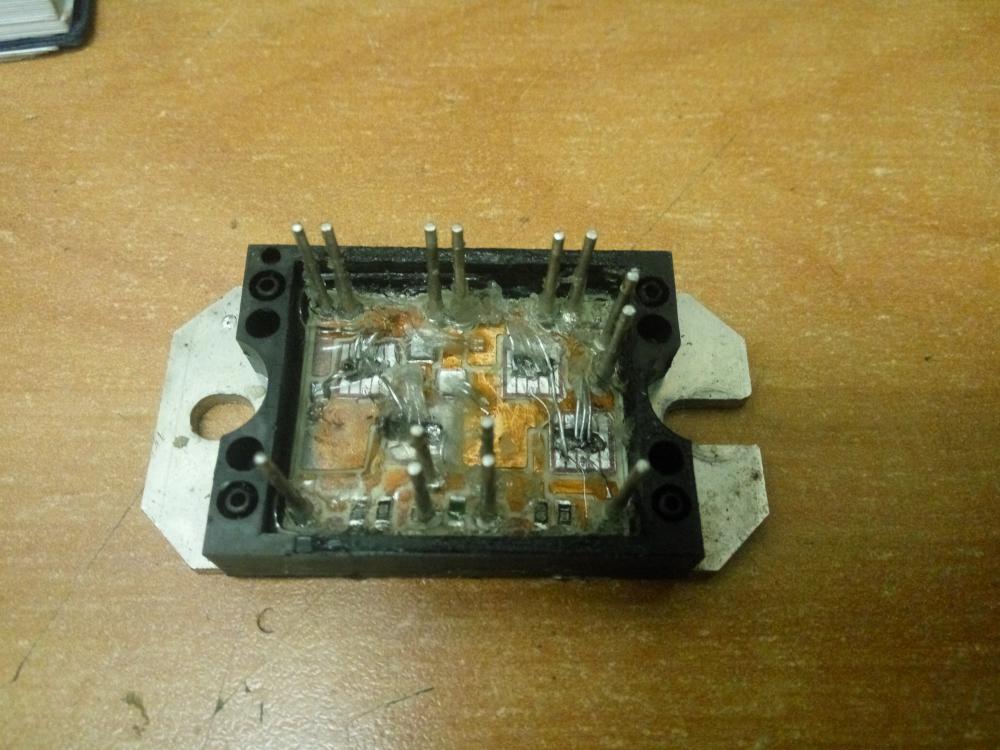
Именно на вашем, не доводилось ковырять. Я думаю, Алексей подскажет. Но из того что было в руках, все они схожие. Т.е. транзисторы или диоды так же будут выполнены. Так что если для вас это пригодно для ремонта, стоит и понять модуль и посмотреть. Если пригоден, то поднять модуль раз плюнуть. А вот для некоторых, поднять модуль является не реальной задачей и обычно плату так расковыряют ... А насчет пригодности, то если даже транзисторы ставить навесные, то длина проводов может оказаться смертельной. Паразитные эффекты проявятся. А если ни чего не лезет, то внутрь ни чего не поставить. Следовательно, не такой он и ремонто-пригоден.
-
так замерьте напряжение, которое на него приходит. Кажется 220В. Лень схему глядеть. В любом случае по размеру вентилятора и по габаритам будет не точный подбор. Надо еще по току посмотреть. От тока потребления напрямую зависит проток воздуха (эффективность охлаждения). Ну и брать обязательно на шариковых подшипниках.
-
Если взялись за ремонт, то вы должны знать что такое даташит и как им пользоваться. Либо ждите того, кто имеет именно такую плату и может посмотреть точную маркировку этой микросхемы. В данном случае ы предложил и предположил о чем выше написал. Насчет светодиодов и кнопок не знаю. Не проверял на столько досконально. Но из опыта аналогичного могу сказать, что этим добром руководит маленький квадрат (микроконтроллер) Плата много слойная, по дорожкам не пробежаться и не проследить. Поэтому только тестером прозвонить, конкретно куда и что идет. Индикатор и не будет светится без этой микросхемы. Возможно что и другие светодиоды, хотя в этом я сомневаюсь. Они должны быть от микроконтроллера управляться. Так же кнопки на прямую микроконтроллером управляют. Поэтому надо проверить напряжения, которые приходят с основной платы. И по даташиту на микроконтроллере так же пробежаться по ногам, что и где должно быть. Что должно приходить и что должно выходить. Следовательно далее будет понятно куда копать. Если аппарат был включен и микруху снесло во включенном состоянии, то могло микроконтроллер зацепить. Это быстро и легко. Следов гари не будет, а вот порты погореть могли и очень быстро. Поэтому проверяйте, на каких ногах земля, где питание, где цепи управления. Да же если изначально не эта микросхема, которую я указал, то это не критично, если она не завязана с кнопками и светодиодами. И если так, то про нее можно пока просто забыть. И искать далее. А потом возвращаться к подбору микросхемы. @Aceke, и вот сюда черканите: @Сергейб3 . Может он подскажет по названию микросхемы.
-
не знаете, то и не следует говорить. Доказательств нет. А я лично был на этом, итальянском, заводе. И знаю что говорю. И я не продаю. Я кому надо, помогаю купить дешевле рыночной стоимости. Так что следите за своими словами. И тут тема про другое! И даже не про ваш любимый форсаж. Учтите в дальнейшем про флуд в теме ремонта! так, да не так. Если основываться на любого производителя, то они не делают аналогичного. Аналогичное можно найти только у разных производителей но и деталей широкого потребления. В данном случае, на сколько понимаю, модуль в основном делается под заказ в относительно малой партии. И не факт, что у другого производителя будет что-то схожее. И если по параметрам будет похожее, то по расположению выводов может совсем не совпадать. Уже не раз на такое наталкивался. И если с обычными транзисторами мосфетами и ИГБТ, можно найти более мощный или близко расположенный по параметрам, то со сборками (модулями) такой фокус не проходит. И на примере: кемпарь мигарк ево 150, стоит 100МТ060WDF . И как я выше писал, что даташит на эту фигню не совпадает с реальностью. И тем более ни чего аналогичного нет. Да же у этого же производителя. да. Об этом с самого начала говорили. Я не встречал сборок, чтобы под одной крышкой была рассыпуха. Не-е-е, на старых теликах или даже на китайских аппаратах можно встретить, где плату управления заливают в компаунд или пластик и так стоит плата на которой расположены элементы отдельные и легко меняемые. Но заливка за частую превращает это в кусок неразделимого. В некоторых случаях я делал замену на моно кристале отдельными элементами. И даже без дата шита. Т.к. сборка была сделана в дальнейшем. А начально было рассыпухой выполнено. И в сваорочных и теликах. Но чем дальше, тем сложнее и невыполнимее это становится. Устал объяснять. Вот из кемпаря. Тут ни чего из корпусного подобрать не могу. Либо не лезет но подходит по параметрам, либо лезет но не подходит по параметрам. Сюда даже корпус ТО263 не впихнуть. А все что меньше, все слабее.

-
на ево150 только нашел. На 200-ку нет. Поэтому только предположение: HEF4511BT Гляньте по даташиту. Может и оно. Менее вероятно: 74НС595D С обратной стороны нет ни чего? Тогда это дешифратор для сегментного индикатора. Даташит гляньте, думаю будет понятно. На 150-ой ЭВО, он тоже трех разрядный.
-
опыт ремонта. Не конкретной модели, а бренда в целом. я имел ввиду не только название модуля, а еще глызинг устроить на взорвавшиеся элементы.
-
повезло. Хороший попался. Если бы они все такие были?! а это и есть сервис мануал . А вот более, о чем я и говорил, фигушки. И это не только Есаба касается. В большинстве так. элемент модуля не просто вытащить. К сожалению. Я советую, как и @tehsvar, выпаять модуль. Посмотреть его название, если будет. И станет понятно, что просто вытащить не получится. Есть связи в модуле не доступные снаружи. Поэтому это и есть сборка. Было бы все так просто, то народ бы давно выносил отдельно элементы. Вот пример, в конце статьи (Вот «кусочек» схемы выходного каскада микросхемы L293D, взятого из её даташита(справочного листа).): http://go-radio.ru/coctavnoy-transistor.html Это как пример схемы. А это разрушения в гиридке: https://www.drive2.ru/b/469515105634091070/ Ну понятно что это не ваше. Это что первое в поисковике попало под руку. Чтобы стало понятно, с чем дело имеете. P.S. или вот: http://www.155la3.ru/vf999.htm
-
так то оно так. Но есть нюанс, опять же касательно новичков. А как новичок в принципе проверит аппарат? Если он новый, то некоторые радуются тому что есть, т.к. не с чем было до этого сравнивать. А по факту работают на полном отстое. И тем более, как ему проверить, и даже если с газом б\у аппарат? Единственный выход взять того или попросить этого же, кто сможет оценить и ушами и глазами. Как покупка б\у автомобиля. Кто знает, тот поймет.
-
я по кемпи посмотрел... Похожего я не нашел. Спец продукт. У него (в модуле) , касательно кемпи, даже термо датчик воткнут. По параметрам еще подобрать можно, но сложно, даташит на эту байду не соответствует реальности. Т.е. по даташиту одно, в реальности другое. Видимо даташит содержит так же схематичное отображение информации, а не подробную принципиальную схему. А насчет пробовать и дорого, то это точно. Где-то что-то не углядел и модуль в утиль. Или по параметрам где-то просмотрел, опять в утиль.
-
и в итоге такая схема особо не поможет. Блок схема это не принципиальная
-
фото киньте, где стояла микросхема
-
а я и не говорю, что шов будет. Я про работу аппарата и понимание, что работает или нет. Для проверки после ремонта или перед ремонтом мне достаточно подключить аппарат и без газа проверить. Если каждый раз газ подключать, то надо повышать стоимость ремонта. Многим клиентам показывал, когда отдавал с ремонта. Не верили, подключал газ, показываю на тех же параметрах. Разница только в наличии или отсутствии пор. И дыма больше без газа. По звуку дуги, я привык диагностировать. Но если есть сомнения, это встречается на не качественном аппарате, то там и с газом не могу настроить и без газа ... Когда дуга жесткая и стреляющая. Газ подключаю только для само успокоения. Что действительно все хорошо и правильно работает. Я к тому, что проверить адекватность регулировки напряжения, скорости подачи проволоки и работу инвертора или выпрямителя, достаточно поискрить и без газа. Если аппарат с рождения дефектный, с жесткой дугой, то газ не скроет проблему и не проявит. да, некоторые не видят или специально не хотят видеть. Проведя время с болгаркой и тратя на диски, он потом оправдывает свою стоимость работ. Хотя можно быстрее и качественнее сделать. Но он стоит на своем. Бывает такое и часто. если аппарат реально рабочий, т.е. его братья, ну по названию (модель). То достаточно приехать и посмотреть как подается проволока, в каком состоянии ролики, замерить напряжение тестером и как оно регулируется. Ну и клапан проверить, как работает и работает ли. Я обычно дуну в шлаг и нажимаю на кнопку. В общем, дуга не панацея. Бывает дефект, что через 5-10 минут проявляется и появляется разбрызгивание или т.п. Но это секундной проверкой все равно не проверить. В любом случае, не перестраховаться на все 100. Так или иначе есть шанс нарваться. Хотя вот, перед новым годом, попросили проверить аппарат, сварог 500. Так он на панели тупо режимы не переключал. Тут и до сварки дело не дошло . Позвонил в сервис, официалы. Так они толком не могли сказать, что проверить и как. Вот так официальный сервис, сварога.
-
Давайте так: сильно большой роли вам не будет играть, какой же расход газа. При заниженном расходе возможно легкое сдувание и образование пор. Или если его просто мало, что будут поры. Если расхода много, то перерасход газа и быстрее бежать за полным баллоном. Для П\А и для ТИГ, есть карманный ротаметр. Он как раз будет более удобен с точки зрения того, что он одевается на горелку и показывает реальный расход через сопло горелки. Если нужно точно знать, какой же расход газа. Во всех остальных случаях вполне хватит любого редуктора, у них в любом случае плюс\минус. Тем более что тарирование ни кто в последующем делать не будет и все стрелочки и шарики будут показывать приблизительно\точное значение. Ну и будет у вас 12 л\мин или 14 ... На мой взгляд, на процесс сварки не влияет. Конечно если есть проблемы, то знающие люди будут спрашивать цифры, вот тогда ротаметр и пригодится. А для себя любимого и за 700р хватит редуктора. Хотя я эти редукторы не люблю и конечно склоняюсь к редуктору вами же предложенному. Его будет хватать на все случаи жизни и для ТИГ сварки и для П\А. Но для удобства, редуктор должен иметь два стрелочных индикатора (входное давление с баллона и выходное давление с редуктора) и ротаметр. Выходное давление и ротаметр может быть совмещен одним стрелочным индикатором. Как на вашей ссылке. Единственное не удобство, именно нет точного понимания, какой же расход на выходе с горелки. P.S. бывалые, смотрят просто на входное давление, чтобы понимать когда баллон менять. А по слуху или ощущению определяют из опыта необходимое (достаточное) значение расхода. Экономить граммы (вылавливать), обычно ни кто не делает. Несколько литров больше\меньше ... для сварщика не так актуально, как то, как сварено и как в дальнейшем это будет работать.