welderman
-
Постов
4 665 -
Зарегистрирован
-
Посещение
-
Победитель дней
175
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент welderman
-
И не колотитесь понапрасну.Абсолютно рядовая, несложная работа, не труднее сварки нержавеющей стали.
-
Ничего сложного в Вашем случае. Это не обязательно. Всё-таки лучше определиться, если не с конкретной маркой, то хотя бы с типом.А может это и не "титан" вовсе Крайне желательно. И постарайтесь чтобы свариваемая зона как можно меньше времени контактировала с воздухом после сварки в процессе остывания.
-
Товарищ тут месяц не появлялся.Пишите в личку или звоните.
-
Да и без данных прибамбасов нормально.
-
Возможно
-
Ого!Уже и спецключ не нуЖОн,,,вот оно чё, Михалыч, как попёрло...
-
Это к нему вопросы.Его, собственно, учили в другом месте газосварке.В ВЭМТ он скорее теорию подтягивал, нежели профнавыки сварщика. И да, чего-то мы в сторону от темы поплыли, пора завязывать "...хватают вышеописанным хватом, аки рукоять "финки", газовую горелку те, кто из-за сборочного стола не вылазит и работает практически в одном положении. Или к горелке подключены толстые шланги, оттягивающие кисть. Я, когда плотно автогенил, использовал разные способы удержания горелки. По обстоятельствам, как говорится. Где-классическим хватом, где-"карандашным", а где и вовсе- "на мизинце ездил" по трубе, точь-в точь как аргонной горелкой работал. Ведь ГС и РАДС по идеологии и моторике-достаточно близки друг другу. .."-Это от Амбиверт 42 , в сообщениях от 2021 г. в соседней теме про ВЭМТ
-
У меня были только баллоны +заправочная станция в 100м, на фотке с баллонами виден Егор Луза в бытность студентом -заочником ВЭМТ

-
Конечно, такого динозавра у меня не было....
-
При нормальной методе можно и 25 ( в 2 смены по 12-13 рыл) недорослей обучить и сварке OAW и газокислородной резке.Даже имея один пост газосварки и резки.Да, пару раз бахало..., но без последствий( ОПК рулят), даже было полезно, в плане усвоения основ ТБ. А сейчас там не учат ни газовой сварке, ни резке...
-
И зря, в Вашем случае OAW весьма хорош
-
Это в мм сколько?
-
При выборе токоподводящих( контактных )наконечников для сварки плавящимся электродом в среде защитного газа придерживайтесь требований к геометрии, материалам и ресурсу согласно ОСТ 23-4.47-72. ОСТ на токосъёмные наконечники.pdf
-
 Вот поэтому на объектах жёстко преследовал любителей затащить баллон"погреться",особенно свежий после заправки,потому как все не перепроверишь по весу, а как и кто там их и как на Большой земле заправлял...ХЗ.
Вот поэтому на объектах жёстко преследовал любителей затащить баллон"погреться",особенно свежий после заправки,потому как все не перепроверишь по весу, а как и кто там их и как на Большой земле заправлял...ХЗ. -
Да мне уже так-то всё равно, кто, что и как будет зажигать и тушить...Каждый выбирает по себе...
-
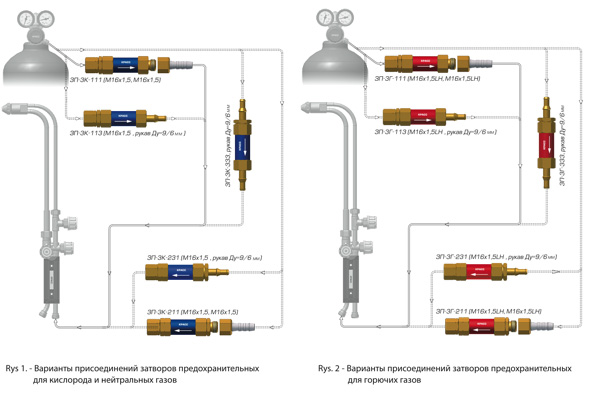
Ну и чтоб два раза не вставать–в тему: А если бахнет? Огнепреградительные устройства. Да уж, если «бахнет» баллон с горючим газом или кислородом-хорошего будет мало. Ещё хуже взрыв газовоздушной или газокислородной смеси в ограниченном пространстве. По разрушительной силе несильно слабее термобарического боеприпаса системы «Солнцепёк». Последствия взрыва ГВС в гараже:картина первая, печальная...Вот так подварили кузовок... Чтобы рядовая работа с применением газовой сварки/резки не превращалась в последствия налётов вражеской авиации придуманы специальные защитные приспособления – огнепреградительные клапана, которые препятствуют распространению пламени от горелки к баллону (рампе). Монтироваться могут непосредственно на редуктор/горелку/в разрыв шланга. Сколько штук ставить и куда – обычно решается по месту производителем работ. Минимум – 1 штука, обычно на горелку, стандарт – три (горелка/редуктор/шланг), максимум – ограничен только здравым смыслом. Огнепреградительными клапанами защищают как линии горючего газа, так и кислорода. Желательно в паре, хотя можно и отдельно.Картина вторая-желательная...
-
Это и ежу понятно.Просто хотелось донести мысль( хотя ,наверное, зря)–что в СССР инструкции писались профессионалами и кровью.Поэтому соблюдать их крайне желательно. Современные "инструкции производителя" часто пишет копирайтер вместе с ИИ.Поэтому доверия им ни на грош.Мне по роду службы приходится часто и переводить, и писать инструкции к оборудованию, так что в теме.
-
Это всё до поры, до времени... Не разжигается резак – что делать? Во-первых, не паниковать! Проверить, открыли ли баллон с газом. Открыли? Тогда проверяем, поступает ли газ в горелку. Открываем вентили на горелке и слушаем/принюхиваемся. Идёт газ? И кислород, и горючий газ? Прекрасно. Тогда смотрим, чего мы там накрутили на редукторе – давление кислорода для инжекторных горелок должно быть больше давления горючего газа раза в 2 минимум. А лучше почитайте инструкцию и отрегулируйтесь по ней. Теперь открываем на четверть оборота вентиль подогревающего кислорода и на полоборота вентиль горючего газа. Поджигаем... Ба-бах! Нехило так хлопнуло… Все живы и потолок не обвалился? Из горелки поднимается тонкая струйка дыма мерзкого чёрного цвета? Горелка цела? Поздравляем! Вы сейчас только что пережили такую вещь как обратный удар. Значит, вентиль кислорода открыли на слишком малую величину. Продуйте резак, открыв на 1-2 секунды поочерёдно вентиль подогревающего кислорода и горючего газа. Пробуем снова, по прежнем алгоритму – ЧЕТВЕРТЬ! (или чуть больше) кислорода, полоборота горючего газа. Поджигаем... Фьюи-и-ить! Пламя загорелось и весело улетело в даль далёкую? Теперь мы имеем дело с обратным вариантом – отрывом пламени, или прямым ударом. Это Вы с кислородом переборщили… чуть добавьте горючего газа и пробуйте снова… Загорелось и горит? Ну вот и славно… отрегулируйте пламя и вперёд, к трудовым подвигам! Не забываем, что тушить резак/горелку нужно в следующем порядке: 1. Закрываем вентиль горючего газа; 2. Вентиль подогревающего кислорода. Вентиль же режущего кислорода должен быть закрыт сразу, после окончания резки. И не пренебрегайте огнепреградительными клапанами. С ними как-то спокойнее. Правила техники безопасности при работе с кислородным баллоном: 1. Исключить попадание масла на штуцер баллона, запрещено смазывать жирным кремом руки при работе с кислородом. 2. Выпускать кислород только через редуктор с манометром. 3. В момент работы с баллоном становиться в стороне от выходного отверстия редуктора. 4. Эксплуатация баллонов с истёкшим технического освидетельствования, с повреждениями корпуса, с изменённой окраской и надписью запрещена.
-
Не только в этом случае. И бензокеросинорезы туда же, и баллоны с ГГ тоже. В самом общем случае, обратный удар случится, когда скорость сгорания газокислородной смеси превысит скорость её истечения из сопла.Причин возможно много, например,макание сопла в расплав...блокирование пламени препятствием у среза сопла....перегрев... В общем, есть газорезчики старые, а есть смелые... Две крупных аварии с этим делом в профессии пережил, одну в зелёной юности-сварщиком,по своей вине,другую-уже будучи инженером на объекте-по причине слабоумия и отваги исполнителя и мастера объекта.Резчик-инвалид, мастер присел...
-
Присылай
-
Это для Вас и вам подобных...
-
Вы сами внимательно почитайте инструкцию-там говорится про одновременное открытие.А розжиг производится последовательным открытием вентилей подогревающего кислорода и горючего газа.То есть: шаг 1-1/4(примерно) кислород, шаг 2-на 1/2-горючий газ.В реальности эти пропрорции могут немного плавать в обе стороны, в зависимости от конкретного экземпляра.Закрытие-в обратном порядке.Следуя вашей логике, после резки надо тушить резак/горелку глуша сначала подогревающий кислород? А четакова? Мне надоело убеждать юных и не очень сварщиков/резчикофф , поэтому теперь реагирую на это спокойно.Вам говорят как надо, а вы делайте как хотите.Телефон пожарных-01,скорая помощь-03.
-
Из специальной литературы,изданной как правило, ещё в СССР.Соответствующее образование.( Не курсы.Не ПТУ. Не колледж.Не самоучка.).Опыт работы с газорезательной аппаратурой более 25 лет.Печальный опыт коллег.Участие в комиссиях по расследованию несчастных случаев на производстве. А зажигать резаки Вы можете как хотите...мне так-то всё равно.
-
И так реально правильно, всё остальное-от лукавого,и от недостатка опыта. Поставьте другое сопло, внутреннее, и возможно, наружное, для большего расхода газов.Уточните этот момент в инструкции к резаку.В своей практике резал 50мм лист достаточно легко.Вероятно, также потребуется увеличить давление кислорода и ГГ на редукторах.Посмотрите внимательно инструкцию к резаку,для уточнения цифр.Ну или как всегда, методом научного тыка...Сожгёте пару сопел-научитесь.
-
Динозавр-это же круто.Примерно как носорог в наше время-видит, конечно, хреново, характер скверный,но при его массе и габаритах-это проблемы окружающих.Я, вот, не разу не сожалею,что в своё время бросил клеркообразную деятельность и пошёл в сварщики...