welderman
-
Постов
4 665 -
Зарегистрирован
-
Посещение
-
Победитель дней
175
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент welderman
-
Метода норм,но надо идеальную подгонку и раскрой.Твёрдую руку( а лучше робот/автомат) и высокую скорость прохода.Ну и защиту, само собой.
-
Если при сварке 142 процессом у Вас образуется "выпуклость" —значит на обратной стороне Луны-стопудовая "впуклость", плюс подрезы...
-
Ну ё-маё, уж даже не интересно, опять чухонское маркетинговое разводилово.Подобное давно есть у Эвоспарка, может ещё у кого, называется Пульс+ВЧ.И диапазоны там поширше...на ВЧ, если что.Штука зачётная, но не вундерваффе.Есть и просто ВЧ-пульс.
-
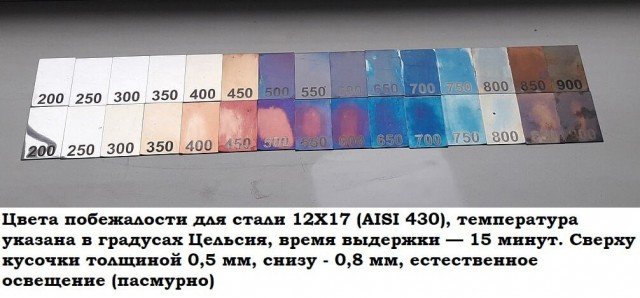
Цвета побежалости, можно косвенно оценить скорость прохода и нагрев детальки

-
С присадкой или без, это от толщины металла зависит, его хим.состава и назначения( конструктива) изделия.С гуру из интернетов будьте поосторожнее.Там полно неадекватных идиотов технопридурков.
-
А что, стандартного импульса,импульса с наложением ВЧ,просто ВЧ-импульса уже не хватает?Ссылка Ваша не открывается, если не трудно, форму импульса данного чухонского чуда нарисуйте, или картинку вставьте , плизз...
-
И что она даёт?Кроме просто наличия? В мануалах многих производителей много чего есть, что никому, впоследствии, не оказалось нужным.
-
Как Вы это себе представляте? И самое главное-а зачем?Какую технологическую задачу Вам необходимо решать подобной формой импульса?
-
У меня в кондукторе были бортики из графита
-
Если хочется экономить газ=то TIG -не ваш метод.
-
Ну,что делать, надо матчасть изучать-Т1/С2-ГОСТ 14771-76, 142-ГОСТ 4063-2010
-
После сварки-сразу в воду....далее в кислоту и норм....И медь рекомендуется сваривать на форсированных режимах, желательно на подкладке.Если мощщи не хватает-подогрев.В своё время развлекался сваркой шин толщиной 4-6мм,длина сварки40-60мм , М1. И моего же сообщения, тема-Сварка меди, от7.10.2018- Медь в расплавленном состоянии обладает высокой текучестью, которая растёт с температурой.При форсированных режимах, особенно без подогрева, возможен(и часто происходит)выплеск металла из ванны. Имея регулярную практику по сварке токопроводящих шин, могу заверить в следующем-предподогрев и плавный спокойный набор температуры вкупе с удерживающей подкладкой страхуют от выплесков и обеспечивают приемлемый внешний вид даже в линейном режиме.Ванну необходимо удерживать в области газовой защиты, не допуская контакта с воздухом, иначе -кипение и поры. для своих шинок использую чистый медный провод с бухты, марку не помню, но если надо-уточню. По зачистке и предподготовке-у меня металл новый, чистый, доп.подготовкой не занимаюсь.Проблем пока нет.
-
Можно проволоку той же марки, что и клеммы.М1или М3.
-
Резка нержавейки 0,5мм УШМ-это БДСМ.В смысле, ровного реза не будет.Сопрягать такие детальки в Т1/С2 для сварки 142 процессом-БДСМ в квадрате.
-
У меня студенты в ВЭМТ в массе со второго раза делали.Как говорится:первый–пристрелочный, второй– в яблочко.Особо талантливые-с третьего/четвёртого...Это к тому, что наличие наставника хоть и не обязательно, но сильно ускоряет процесс обучения, позволяя обходить грабли, в изобилии разбросанные на тернистом пути начинающего арГхонЩека
-
На горловине такая же толщина, но ведёт меньше
-
Не, ну так не считается:во-первых, донце тупо толще горловины,поэтому гораздо проще данный перфоманс исполнить, во-вторых,в донце банки, которая будет сверху надо сделать отверстия,а потом налить водички в обе банки до упора.Так сказать, провести гидроиспытания.Шов не должен потечь.И это гораздо сложнее и интереснее.То есть свариваем горловину нижней к донцу верхней.
-
Загнёт в бараний рог .нужна идеальная сборка и, желательно, лазер.Вот тогда гуд.Если речь, таки, за 0,5мм.
-
Тогда вообще нет проблем... Пишите в личку, договоримся...если пилот прокатит, заведём соотвтетствующую тему...
-
Заморачиваться с лицензиями на учебную деятельность пока неохота, если нужна "корочка" арГхончека,/полуавтоматчика- есть ВЭМТ.Как партнёр.То есть проучитесь у нас, а докУмент получите за денежку малую там.Всё законно, сдадите там экзамен.Ну или купите в интернете
-
Ну, по документам это демозал
-
Дык, велкам ту Киров!Место есть, аппараты есть, металл есть...заправка газовая за забором рядом...
-
Тогда надо добыть, и учиться на адекватной толщине.А так Вы сформируете нежелательные моторные навыки,от которых избавиться будет крайне сложно.
-
И присадка на данной толщине, как правило. не нужна.Но зазор должен стремиться к 0.
-
Не всегда, и не везде.И 0,5мм для оттачивания навыков-хреновая идея.И по виду шва-топчитесь на месте, а на данной толщине это фатально.Принцип сварки нержавейки-минимально возможные токи, максимально возможная скорость. Достаточно сложно закрыть этот нехитрый пазл идеально.Вот со скоростью пока у Вас проблемы....Так-то Ваша проблема, как говорил великий Карлсон:Пустяки,дело -то житейское!,Вам бы к хорошему специалисту на практику, сэкономите тьму нервов и массу времени.