mehanik1102
-
Постов
2 094 -
Зарегистрирован
-
Посещение
-
Победитель дней
4
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент mehanik1102
-
 Продолжаем мучить головку:
Продолжаем мучить головку:

-
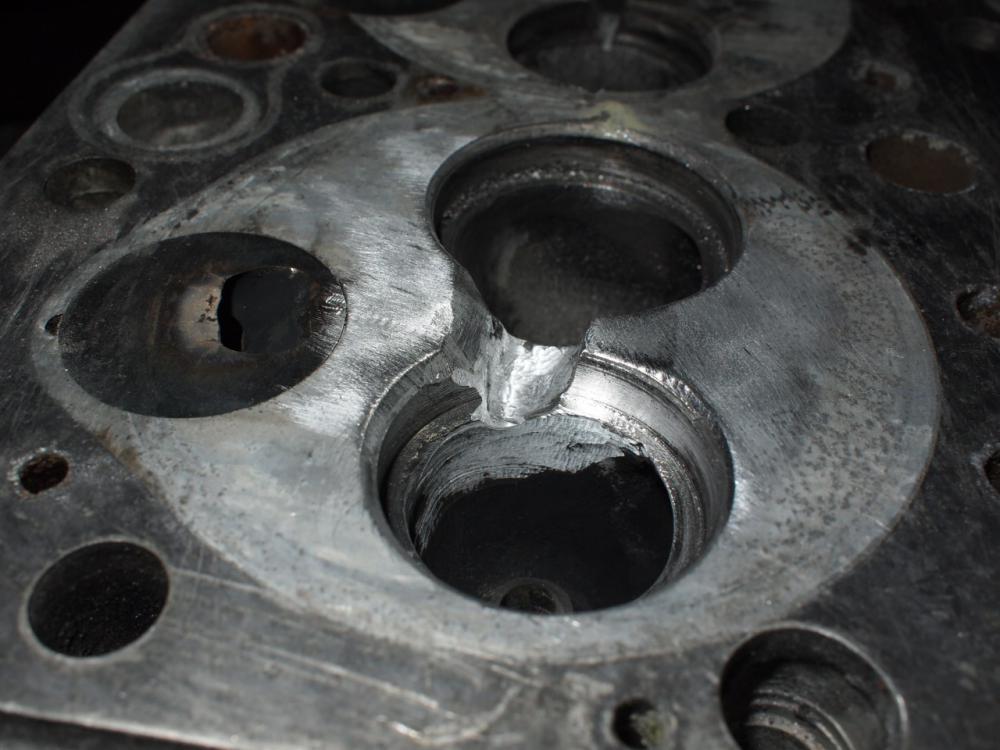
Дошли таки руки до трещин на головке, что выше показывал Разделал: Обварил: Теперь можно на станок устанавливать мех.обработку производить.


-
Там износа более 0,5 было. Обработал наваренное: Пор много, на функциональность не сильно повлияет, как мне кажется. Причём, когда начал варить понемногу с остужением детали, количество пор уменьшилось. Нашлась трещина, заварил. Вроде как руку набил, пошло легче. При заварке трещины дуга периодически окрашивалась фиолетовым, чего ранее не наблюдал. Вот теперь и думаю - а может таки взять с клиента денег? Кушать то хочется.



- 3 328 ответов
-
- 10
-

-
- технологии
- TIG
- (и ещё 1 )
-
Тела мало. С хорошим - хорошо получалось. А тут, даже если и поры будут - не беда, оно на сжатие работать будет и герметичность не требуется. Зато опыта прибавится.
- 3 328 ответов
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
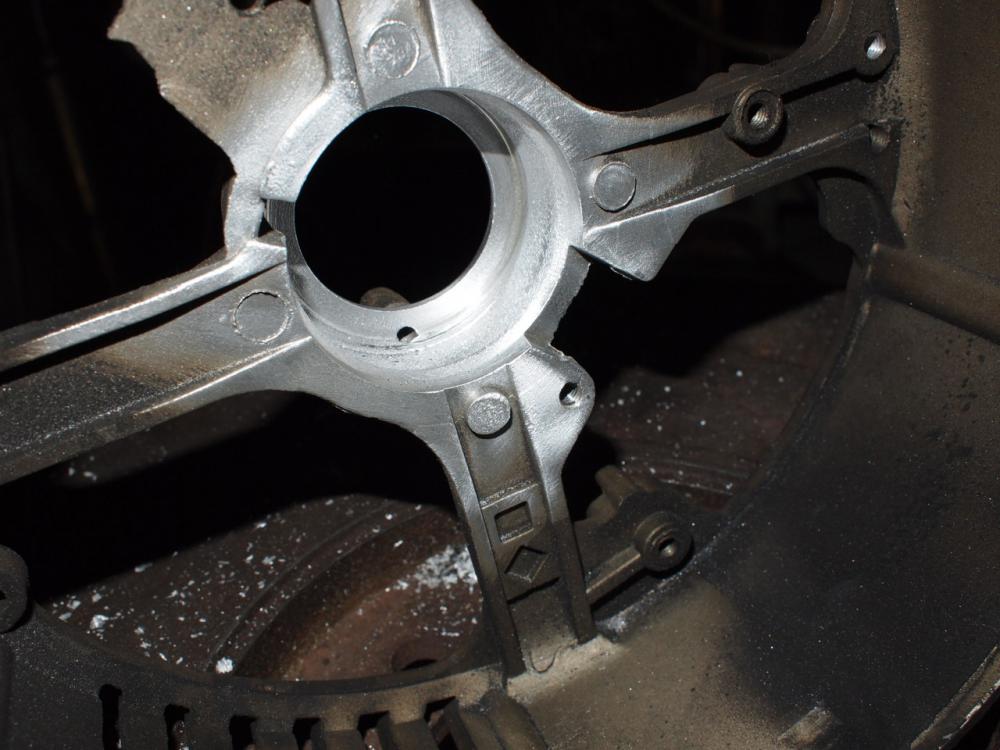
Часть вторая марлезонского балета. То бишь второй подшипниковый щит: Износ посадочного места под подшипник: Поначалу как то пошло, потом хуже: Посмотрел тыльную сторону - протекло и выпучило: Сделал вывод - деталь перегревается и течет вся. А посему решил делать короткими перебежками, остужая деталь после каждого небольшого кусочка наплавленного: Процесс продолжается... Солянки нет, но по совокупности органолептических ощущение это нечто алюминиевое. Очень похоже. Хуже, нежели полностью холодный.





- 3 328 ответов
-
- 7
-
-
- технологии
- TIG
- (и ещё 1 )
-
Таки да. У нас уже 4 года война идёт.
- 3 328 ответов
-
- 3
-
-
- технологии
- TIG
- (и ещё 1 )
-
Та ото ж! Экономика кусается - клиента нет такого, чтоб оправдать затраты. А по поводу малого тепловложения - самое оно, потому как, при малой толщине стенки и при сварке снаружи, присадка, переплавляясь, выпячивается вовнутрь и много. Пришлось на токарный станок ставить срезать.
- 3 328 ответов
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
Не работало оно в масле. Поверхность чистая и сухая, к тому же, достаточно плотная на вид, без пор.Как кипячение помочь может? Сундук, однако. Для более навороченного аппарата клиента нет. Её и применял. Не выгоняется. Пришлось облицовывать край присадкой, постоянно зачищая, а потом уже по облицованному варить. И всё равно лезла грязь.
- 3 328 ответов
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
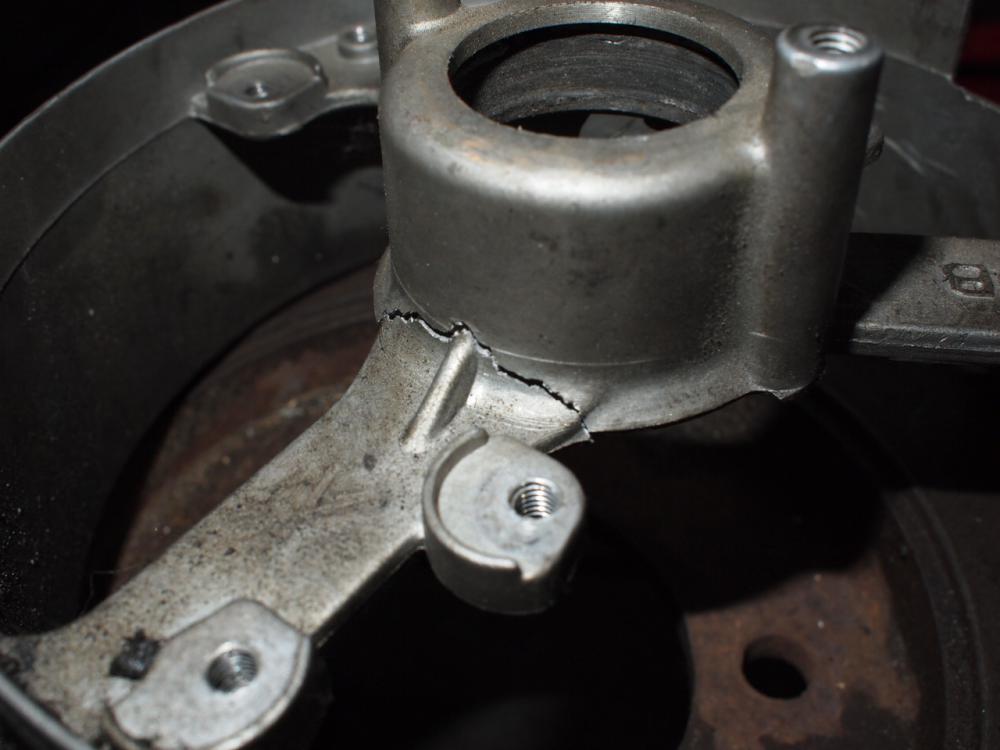
Предобрейший вечерок, а жителям Дального востока и прилегающих окрестностей доброго утра! Принесли мне прдшипниковый щит с какого то , явно китайского, генератора. Вот такой: Вот с такой трещиной: Зачистил, разделал, прижал струбциной, как то прихватил, снял струбцину, разделал остальное и начал варить. А оно не варится. Из чистого металла грязь лезет и сразу дырка - тонкое потому что. В общем то, как то засрал и сделал видимость приваривания: С клиента гроши брать не буду, но вопрос таки остался - а что это было? - Грязный сплав или вовсе порошковое изделие? И что с таким далее делать, если оно опять в руки попадёт?




- 3 328 ответов
-
- 8
-
-
- технологии
- TIG
- (и ещё 1 )
-
@ЛехаКолыма,Я про литьё писал, а оно, в основном - силумин. А так - да, один из способов.
-
@Weldermax,Тут такое дело - когда Вам приносят в ремонт нечто литое алюминиевое - хим состав в большинстве случаев неизвестен. Можно только предполагать. И присадка берётся под это дело та, что имеется в наличии, более-менее подходящая. Обычно, в подавляющем большинстве случаев, оно работает. А таблицы изучать конечно надо. Только принцип такой есть, и его надо придерживаться - не берите дурного в голову, а тяжёлого в руки! А иначе каждую железяку надо отдавать в лабораторию для определения хим. состава и присадку изыскивать (неведомо где и за какие деньги) соответствующую. Ваш клиент этого не поймёт, да и денег у него не хватит рассчитаться за работу.
-
А это уже от усердия специалиста зависит! Если есть претензии на "Решение проблемы клиента" - гальванику надо запускать. Как раз для таких ситуаций. Хром в размер с лёгкой притиркой - то, что доктор прописал.Почитайте на досуге - http://all-ebooks.com/2010/05/03/114552-galvanotekhnika.html
-
Обеспечение точности.
-
Делается разжимной притир из чугуна и притирается притирочной пастой карбид титана или карбид бора необходимой (в вашем случае мелкой) фракции.
-
Так я ж не про себя, я про уважаемую публику...
-
@selco,Вы приводите тут очень красивые картинки. Но - теперь Вам придётся пояснять уважаемой публике значения терминов "Ликвидус" и "Солидус". Это как в мультфильме про простоквашино, когда шарик пол дня бега за зайцем, чтоб его сфотографировать, а потом будет еще пол дня бегать, чтоб фото отдать!
-
И в авто технике магний применяется. Различать надо. А магниевых ГБЦ я не встречал.
-
В 4047 больше кремния, ближе к эвтектике. И для авто-мото литья, особенно тонкого, как по моему, оно лучше.
-
В основном литые детали авто-мото техники - блоки цилиндров, картера коробок передач, поддоны и разные крышки.
-
Исходя из Вашего фото это не очевидно. А вот сути того, что я пытался выразить, Вы не поняли. Такие детали окунать надо вдоль оси, без перекосов. При этом получается более равномерная скорость охлаждения детали и , соответственно - твёрдость. Для того делается из проволоки подвеска, за которую и цепляют крючком. А так как у Вас - оно с перекосом идёт, потому как иначе соскочить и на дно упасть может. И неравномерная скорость охлаждения разных частей детали происходит. Что чревато. Тем не менее - успехов Вам в многотрудном деле термической обработки!
-
,Не, печь конечно неплохая, и бочка с маслом хорошая. Но! - зачем методологически неправильный процесс окунания шестерни в масло показывать?
-
Нет тут ни теории, ни азов. Ересь полная. Ага! Верно! Начиная с сообщающихся сосудов и описания процесса перетекания жидкости. И далее в том же духе!
-
Сколько раз чистили фрезу за весь процесс?
-
Шкив для зубчатого ремня. Это изготавливается методом порошковой металлургии, когда из под прессформы получается готовая деталь, практически не требующая мех. обработки. Хим состав там совсем не чугун.
-
Учились, учимся и будем учится на собственных ошибках.