Точмаш 23
-
Постов
5 540 -
Зарегистрирован
-
Посещение
-
Победитель дней
427
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
4043
- 3 331 ответ
-
- 2
-

-
- технологии
- TIG
- (и ещё 1 )
-
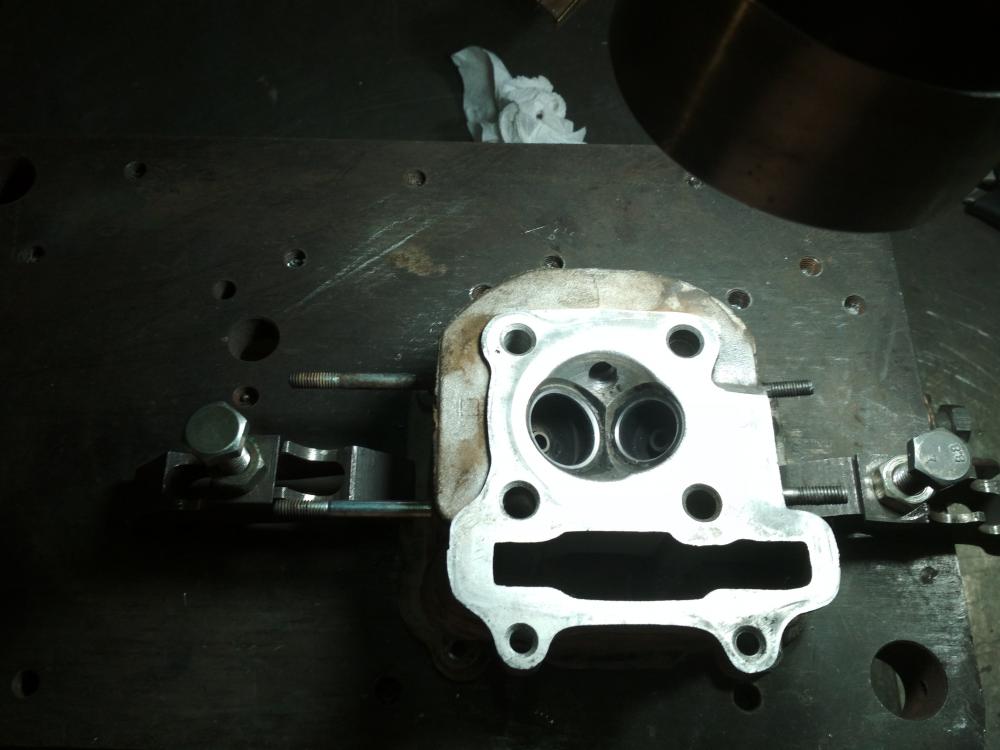
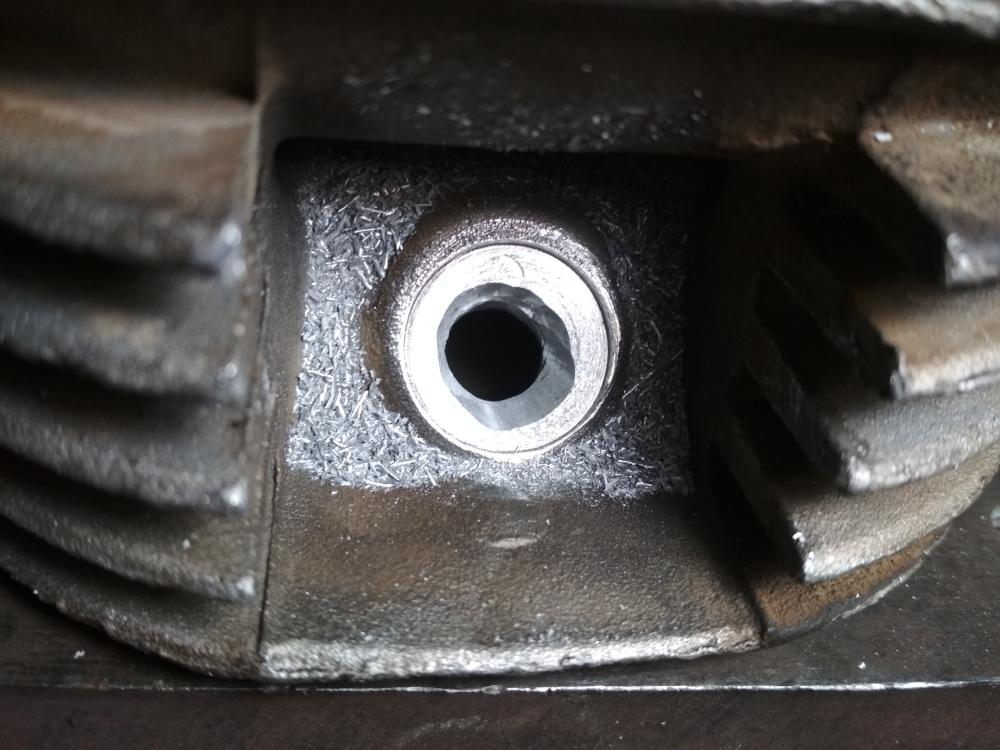
Восстановление резьбы .Два раза пришлось переваривать - первый раз был выбран неверный угол захода сверла...все спешка. ф10 шаг 1

- 3 331 ответ
-
- 12
-
-
- технологии
- TIG
- (и ещё 1 )
-
Продавцов на Avito хотят обложить налогом 1Министерство финансов РФ считает, что продажа подержанных вещей должна облагаться налогом по ставке 13%. Специалисты уже подсчитали, что таким образом бюджет может пополняться на сумму свыше 80 млрд рублей ежегодно.Как пишет «Экономика сегодня», обязанность по начислению и уплате налога будет возлагаться на продавца товара. Сообщается, что данное нововведение уже поддержали в Федеральной налоговой службе. Ранее «Свободная пресса» сообщала новость о том, что Министерство финансов России разработало законопроект, который должен упростить россиянам процедуру получения налоговых вычетов. Налоги и сборы
-
 @Андрей Дьяков, Что у вас НПО или ювелирка?
@Андрей Дьяков, Что у вас НПО или ювелирка? -
Комбинированный блок,т.е."хребет" -силовая часть -из алюминия,а периферия из магния...ну что ж,возможно,это "фирменная фишка "БМВ ,то бишь мы можем,а остальные нет.А теперь представь сложность тех.процесса -сложные водоохлаждаемые пресс-формы с различной температурой зон-сложны в изготовлении,в обслуживании;не известен процент брака при литье,Магний -это очень сложный и капризный материал и,следовательно,дорогой в производстве.По сравнению с цельнолитым алюминиевым блоком разница в весе 10кг,а какая разница в стоимости?Для меня было бы интересно прояснить этот момент.Насколько это экономически оправдано?. Напоминает литературную тематику - Искусство ради искусства.
-
Давай дадим определение заэвтектоидному алюминий-кремневому сплаву.Это спав с содержанием кремния выше 12% . Литейные алюминиевые сплавы, которые применяют для изготовления блоков цилиндров автомобилей, обычно включают сплавы 46200 и 45000 по Европейскому стандарту EN 1706 (громоздкая приставка “EN AC-“ опущена). Химические «формулы» этих сплавов имеет соответственно вид AlSi8Cu3 и AlSi6Cu4. Их американскими аналогами – более известными – являются сплавы А380.2 и А319. Эти доэвтектические алюминиево-кремниевые сплавы обычно производят из вторичного алюминия. Из них отливают автомобильные блоки цилиндров различными методами гравитационного литья. -----Относительно высокое содержание меди позволяет этим сплавам сохранять свою прочность при повышенных температурах и, кроме того, обеспечивает им хорошую обрабатываемость резанием. Обычно для этих сплавов – 46200 и 45000 (А380.2 и А319) – применяют состояния F (литое состояние), Т4 (закалка и естественное старение) и Т5 (неполная закалка и искусственное старение). Для отливок из этих сплавов может также применяться и состояние Т6, но для многих изделий из этих сплавов достаточно стабилизирующего состояния Т5. Почти все блоки цилиндров, которые отливают методом литья под высоким давлением, изготавливают из сплава 46000 (AlSi9Cu3(Fe)). Обычно этот сплав не требует термической обработки, кроме умеренного отпуска для снижения остаточных напряжений. Теперь ответ на твой вопрос: Блоки цилиндров из заэвтектоидных алюминиево-кремниевых сплавов (AlSi17CuMg) обычно отливают методом литья при низком давлении с последующей термической обработкой на состояние Т6. Этот сплав также более дорогой, чем стандартные литейные сплавы из вторичного алюминия. В итоге,что мы имеем.Для отливки блоков используется вторичный алюминий -AlSi8Cu3 и AlSi6Cu4,AlSi9Cu3(Fe),(AlSi7Mg0,3(первичный алюминий) и заэвтектический алюминий AlSi17CuMg -дешево,сердито и технологично).Парень нормально заварил блок.Единственная его ошибка-надо было подогреть блок до 170-200С и варить присадкой 4047,дающей меньшую усадку.Так как относительное удлинение у этих сплавов небольшое,примерно как у ковкого чугуна,подогрев таких сложных отливок обязателен,чтобы снизить скорость нарастания напряжений.Посмотри,где у него появилась трещина.В наиболее слабом месте -на плоскости.Засверлить концы,разделать трещину,нагреть до 200С и заварить 4047.http://aluminium-guide.ru/wp-content/uploads/2015/11/alyuminievye-liteynye-splavy-.jpg Выдержки из материалов European Aluminium Association
-
Сто раз уже говорено,как это сделать.
-
Интересно,как он сумел алюминиевой присадкой заварить магниевый блок?
-
Вы не ошибаетесь?
-
Причем здесь магний?
-
Сварщик,ты получил путевку в жизнь?...Нет? Тогда мы идем к вам НАКС
-
Дед Вова уже ответственным назначен за все грехи накс?
-
В наше время это довольно спорый момент.
-
@Мадест, Каждый кулик свое болото хвалит и оберегает
-
Мы сколь угодно долго можем дискутировать о накс,хорошо агенство или плохо,но,по большому счету,речь идет о монополизме со всеми вытекающими отсюда последствиями. Накс, как огня, боится конкуренции и, если на этом рынке появится несколько конкурирующих организаций,то это может исправить перекосы,а монополия,она и есть монополия...а оборонке оно даром не нужно.Накс -это предварительное сито,чтобы отсеять пустую породу...да и заработать на ней. Лет 15 назад решил установить газовый счетчик.Приехал представитель горгаза,посмотрела и спрашивает: -Почему газовая колонка стоит в помещении,где нет дневного освещения? -Так она была установлена в конце 70-х и требования были другие. -Ничего не знаю,освещение должно быть дневное. -Чтобы было дневное освещение мне надо пробить три стены и поставить окна. -Ничего не знаю ..это ваши проблемы Мы разговариваем с ней одни,посторонних нет,спрашиваю: -Сколько ты хочешь? -Мне ничего не надо. Это верно:ее муж занимал хорошую должность со всеми вытекающими... В то время была другая организация,которая занималась проектированием и строительством газопроводов. Пошел туда.Спрашиваю -Возьмете проектирование и установку.Возьмемся,нет никаких проблем.Сделали проект,установили счетчик;приехал метролог горгаза,принял его.Оказывается все можно,если есть альтернатива. А если был бы один горгаз как монополист,я даже не знаю,чтобы делал.
-
Я же не даю оценку накс. Я вам скажу совершенную банальность;природа не терпит пустоты...разрушено советское наследие -появился накс,ликвидировать накс - появится что-то другое и в худшем виде.
-
Это очень хорошо,но у всех ли есть такая возможность?..вы,наверное,одно из исключений из общего правила,так как разрушено почти все,что можно разрушить из того,что было раньше создано.
-
Я иногда слежу за вялотекущими препирательствами в этом разделе.Ваша позиция,да и других сварщиков,сталкивающихся с накс и отношение к этой организации понятна -в принципе она не может быть другой.Некоторые безапелляционные комментарии мне напоминает высказывания на политические темы:надо изменить политический режим.Хорошо,а что предложите взамен этому режиму?...ничего,если могли бы что-то сделать,то давно бы изменили,а так,это пустое декларирование намерений.Допустим,ликвидируете накс,а что вы предложите взамен накса?Декларировать намерение -это одно,а осуществлять какой-то контроль за ситуацией -это другое.Еще раз вернусь к теме ГАИ.Только ленивый не говорил о коррупционной составляющей и несовершенстве этой структуры . Давайте представим,что ГАИ будет ликвидирована.Что будет творится на дорогах?То же самое и в сварочном производстве:если не держать в узде всю сварочную братию,то они такого наварят,что мелкие аварии на производстве покажутся сущей мелочью. Я понимаю,что какие-то практические навыки в сварке у большинства есть,но теоретические знания,как правило, небольшие,то есть,иными словами,вы мало понимаете,что происходит,так как не имеете представления о металлургических,химико -физических процессах и т.д.,выборе сварочного материала и т.д. Сварка -это огромный пласт знаний,и,как следствие, умений и какой-то фильтр в виде накс-совершенный или несовершенный - осуществляет за ней контроль. Теперь,что касается протоколов и прочей документации..На производстве,на первый взгляд,ведется много ненужной бумажной работы и каждый спрашивает - кому и зачем это нужно.Ответ простой:если случается ЧП со смертельным исходом(и не только ),то следователи и другие проверяющие поднимут весь этот бумажный пласт и обязательно найдут то,что потянет на полновесную статью УК для того человека,кто отвечает за допуски к работе,инструктаж,техпроцессы и т.д. и т.п,как правило,это руководитель подразделения,несущий ответственность в рамках своей должностной инструкции.И если случилось какое-то ЧП,то контралирующе-проверяющие зададут этому руководителю первый вопрос:как и на каком основании этот сварщик был допущен к работе?
-
@Андрей Дьяков, Я полагаю,что вам надоело отвечать на этот вопрос,но все-таки задам его:почему не используете газ в баллонах? Чистота водорода в баллонах 99,999.Цена не устраивает?
-
Попалось сегодня такое безобразие - крышка четырнадцатикиловатного немецкого двигателя.Чугун средней паршивости.Столько наварено с двух сторон -места живого нет.Ничего особенного в этой сварке нет,но хотелось обратить внимание на следующее:вырезать надо все наваренное ранее,как бы не хотелось этого делать,но надо.(тиг и полуавтомат)
- 1 074 ответа
-
- 17
-
-
Результаты испытаний чугунных распределительных валов показали, что в равных условиях эксплуатации износ их на 38 - 50 % меньше, чем у стальных валов, а их стоимость примерно вдвое меньше стальных кованых. ЦНИИТМашем и заводом Русский дизель был отлит и испытан вал для шестицилиндрового мощного дизеля. Материалом служил сверхпрочный чугун с перлитной структурой металлической основы. [1] Изношенные кулачки чугунного распределительного вала двигателя ВАЗ наплавляют высоколегированным электродом Т-590 или Т-620. Так как чугунный распределительный вал из-за его хрупкости почти нельзя править, то при наплавке применяют такой способ, чтобы вал деформировался возможно меньше. [2] Заготовки стальных распределительных валов получают штамповкой в многоручьевых штампах с последующей обрезкой и правкой на специальных прессах. Заготовки чугунных распределительных валов получают литьем. [3] Изношенные кулачки чугунного распределительного вала двигателя ВАЗ наплавляют высоколегированным электродом Т-590 или Т-620. Так как чугунный распределительный вал из-за его хрупкости почти нельзя править, то при наплавке применяют такой способ, чтобы вал деформировался возможно меньше. [4] Обработанные таким способом распределительные валы из легированного перлитного чугуна с пластинчатым графитом обладают высокой износостойкостью. Установленные на двигателях тракторов ДТ-54 чугунные распределительные валы за 1000 ч работы в полевых условиях износились на 0 020 мм, за то же время серийные стальные валы износились на 0 030 мм. [5] Литые чугунные закаленные распределительные валы применяют на двигателях ЗИЛ-Ill, а отбеленные на двигателях Москвич-412. Хорошие результаты получены: при - испытании закаленных чугунных распределительных валов на двигателях ЗИЛ-130, ЗМЗ-53А и МЗМА-412, а также отбеленных чугунных распределительных валов на двигателях ЗМЗ-53А. [6] Литые чугунные закаленные распределительные валы применяют на двигателях ЗИЛ-Ill, а отбеленные на двигателях Москвич-412. Хорошие результаты получены: при - испытании закаленных чугунных распределительных валов на двигателях ЗИЛ-130, ЗМЗ-53А и МЗМА-412, а также отбеленных чугунных распределительных валов на двигателях ЗМЗ-53А. [7] Из особенностей конструкции следует отметить применение для регулирования зазора в механизме привода самотормозящихся болтов 1 в коромыслах и наличие подковообразной пружины 2, обеспечивающей постоянную связь между стержнем клапана и коромыслом. Гидравлические толкатели отсутствуют, по-видимому, Фиг. Для с помощью качающегося рычага, уменьшения колебаний клапанная пружина имеет переменный шаг навивки; дополнительно предусмотрено механическое демпфирующее устройство. Закаленные толкатели клапанов приводятся в движение незакаленными кулачками чугунного распределительного вала. [8]https://www.ngpedia.ru/id311894p1.html
-
Распределительный вал газораспределительного механизма служит для передачи вращающего момента. При расположении вала в головке цилиндров привод осуществляется цепной или зубчатоременной передачей в блоке цилиндров посредством шестерен. Распредвал в зависимости от области применения изготовляется из различных материалов. Самый распространенный – сталь. Распределительные валы изготовляют из цементуемой или углеродистой стали. Кулачки и шейки подвергают цементации или поверхностной закалке http://websvarka.ru/talk/topic/13615-tekhnologiia-proizvodstva-detalej-dvigatelej-vn/
-
Хорошенькую перспективу вы ему обрисовали:так и видится неизбежность следствия - точно бахнет
-
Жившие в СССР... "В возрасте 101 год от нас ушел великий украинец. Металлург, инженер, изобретатель, ученый, преподаватель. Первый награжден званием Героя Украины. Академик. Гений. Легенда. Есть много слов, которыми можно описать Бориса Евгеньевича Патона. Однако нет таких слов, которые в полной мере могли бы раскрыть масштаб его фигуры", - написал в своем Facebook президент страны Владимир Зеленский. Он отметил, что Борис Патон был грандиозной личностью и "нет таких слов, которые в полной мере могли бы описать масштаб утраты", - сообщает РБК.