Точмаш 23
-
Постов
5 540 -
Зарегистрирован
-
Посещение
-
Победитель дней
427
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
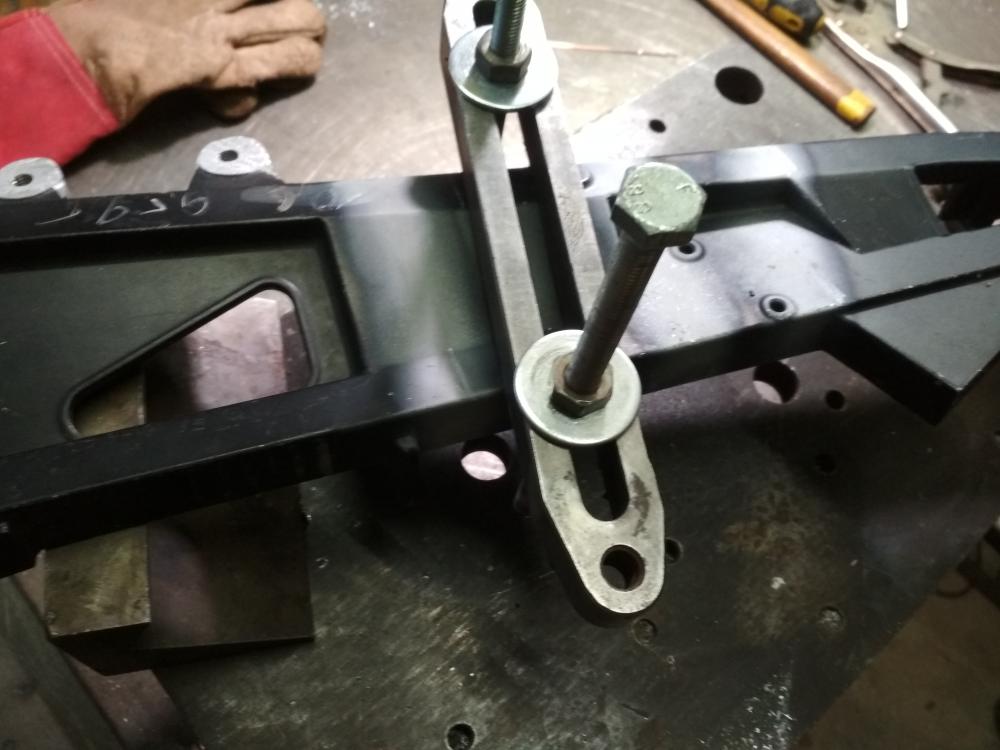
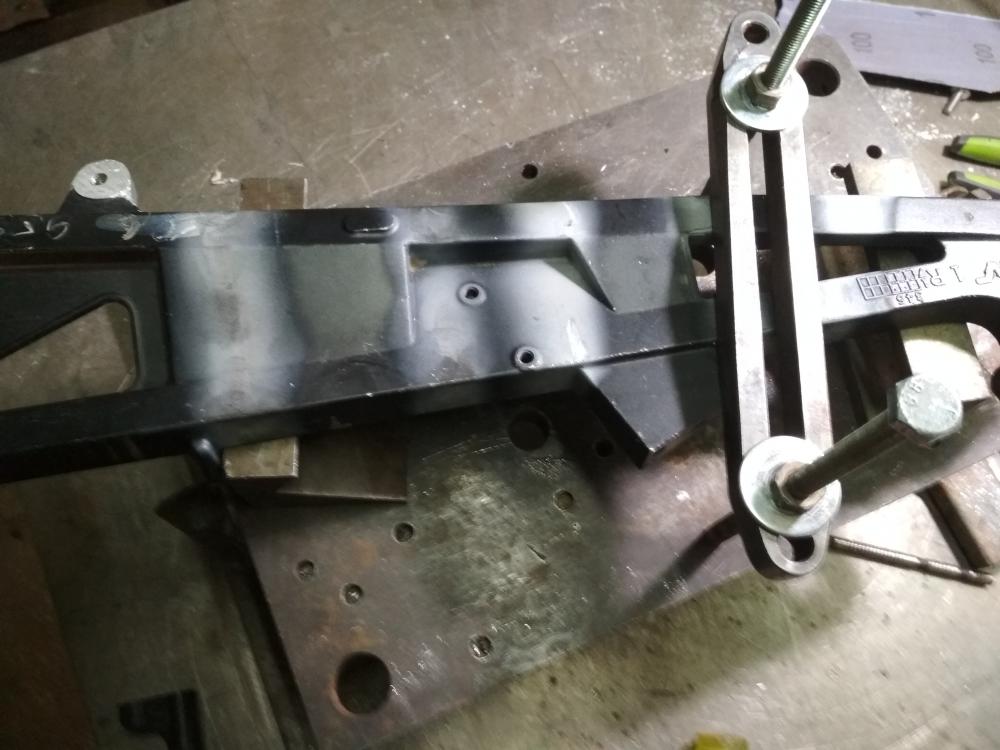
Правка подрамника с подогревом .

-
Эта плита довольно тяжелая и, в целях безопасности, лучше ее поставить на прочный каркас ...целее будете.
-
На продольно - строгальных двухстоечных станках Т-образной фрезой.
-
 Если есть металлический блеск после зачистки,то можешь быть уверен,что процент остался)
Если есть металлический блеск после зачистки,то можешь быть уверен,что процент остался) -
Хорошо,накрыл ты это панчем,дальше что? Это будет работать?...или от хорошего удара молотком это все слетит к чертовой матери?
-
Возьми металлическую сетку,которой моешь посуду.Это примитивное объяснения,но сойдет.Итак,металл сетки -это металлическая матрица чугуна-феррит,перлит и т.д. Промежутки в сетке заполнены графитом.Так вот,со временем газы проникаю к металлической матрице и окисляют ее.В горелом чугуне мы имеем полностью графитизированный чугун плюс окисленный металл матрицы.Это все равно,если бы ты начал пытаться паять горячекатанный металл без удаления оксидной пленки с его поверхности. Проблема в том,что неизвестно насколько окислен металл матрицы?Чем убрать этот окисел,который мешает образовать сварочную ванну.Проблема в этом.То,о чем говорит Миротворец -это самый лучший выход в данной ситуации,но насколько я знаю,что данного оборудования у тебя нет.
-
Не совсем.
-
Ты понимаешь,что такое "горелый" чугун?
-
Как вариант,можешь попробовать полуавтоматом с подогревом крупнокапельным переносом ...задрав напряжение.А до этого можно бы взять горелку,нагреть кромки;нанести буру с хлористым аммонием,затем хорошо вычистить крацовкой,можно пескостуем,а потом пробовать по флюсуhttp://websvarka.ru/talk/topic/12469-trudnostivoznikaiuschie-pri-svarke-konstruktcion/page-1 Пайка чем? Той же латунью? Коллектор будет работать?
-
Плавка чугуна в домашних условиях населением Китая во время Большого скачка тоже довольно информативна,только стоит ли этим заниматься?
-
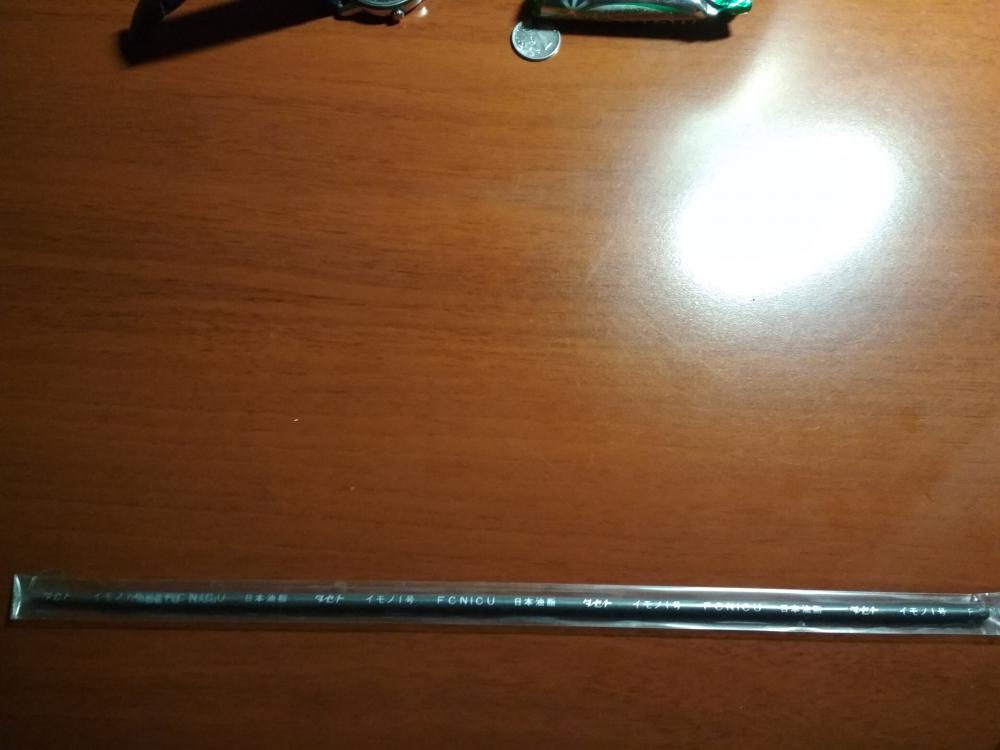
Упаковка бывает разной.Это японский медно-никелевый электрод.
-
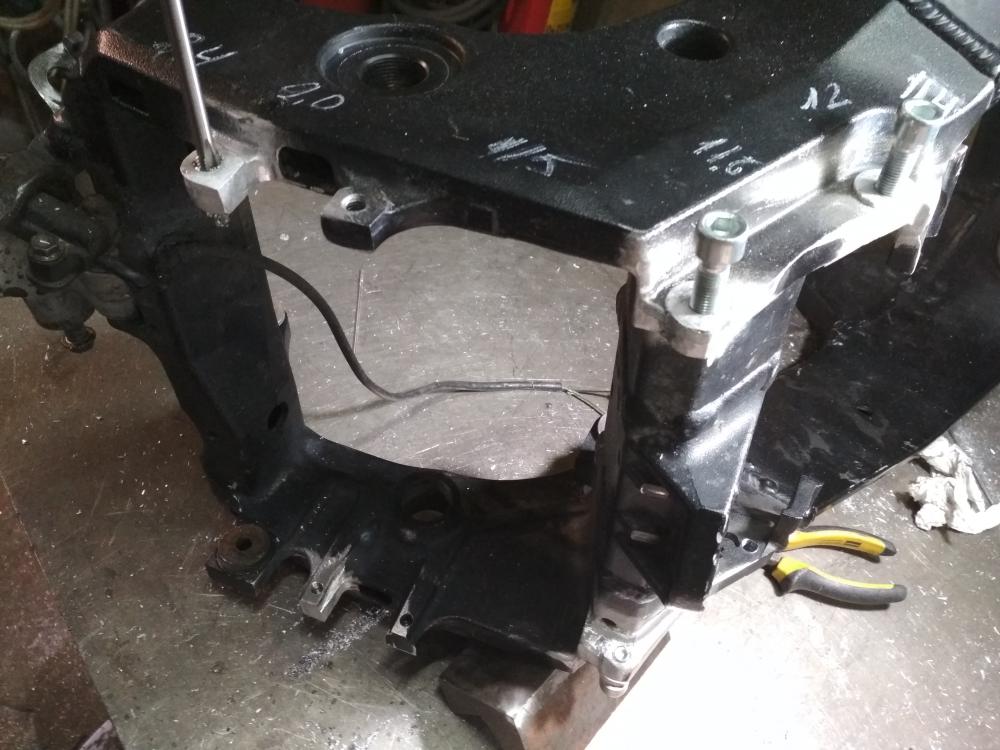
Думаю,нужна ли тщательна доводка? С одной стороны,необходима,а,с другой стороны,лучше знать,что покупаешь.Сделаю эту раму так,что ее невозможно будет отличить от новой,а вот подрамник не буду.
- 60 ответов
-
- 10
-

-
Это не капиталисты врут,это наши продавцы врут,дурят народ...легированный высокопрочный - это такое ого-го,что не дай дай тебе бог усомниться в качестве товара...заграничного.
-
Да помилуй,зачем там нужен высокопрочный легированный чугун? В первом ,приведенным тобой случае(КАТ),чугун высокопрочный,а во втором,так,навскидку,СЧ15 изрядно графитизированный с повышенным содержанием фосфора.
-
С чего ты взял,что это высокопрочный швед?
-
Значит,сетка уже забита...если на чугуне и на коротком сопле,то вообще кирдык приходит очень быстро.
-
Зато никеля много. ПАНЧ11 не панацея,а универсальный материал.
-
У меня они работают нормально.
-
Специальной обмазкой.
-
А старый телефон на дне колодца?
-
Это еще посмотрим,что дольше проходит.Где фотографии? Возьми такую сковородку,пропитанную маслом с толщиной стенки 4мм и попытайся заварить.Сумеешь-многое станет понятно.
-
Самокритика -вещь полезная,но в разумных пределах.Приходилось сваривать коллекторы нихромом с подогревом и они работают..есть определенное количество этой проволоки,и ее надо куда-то пристроить.А ремонтная сварка присадочным материалом на основе цветных металлов - это никель,никель-железо,никель-медь,будь это кастолин,эсаб или еще что-нибудь.
-
Я тебе отвечу:оптимально нихром 20/80 и медь М0
-
Сварка чугуна электродом из нержавеющей стали. Первый вопрос: о какой стали идет речь? Второй:какой чугун собираетесь варить? Третий :в какой части отливки будет расположен шов и какие напряжения возникнут? Четвертый:каким требованиям по механической прочности должен соответствовать сварной шов? Есть материалы специально разработанные для сварки чугуна,но постоянно возникает один и тот же вопрос:как сваривать чугун нержавеющей сталью -Сенсеи советуют. Интересно,а Сенсеи не советуют пить одеколон ? В одеколоне такой же этиловый спирт (это не реклама одеколона),но абсолютное большинство предпочитает качественные напитки,а не суррогат. Так почему постоянно возникают вопросы о применении "суррогатов" для сварки чугуна?
- 628 ответов
-
- 10
-
-
Похвально,что понимаете. Раньше их клеили эпоксидной смолой с наполнителем из мелкой чугнуной стружки...накладывали латку.Технология ремонта на ремонтных заводах МО в конце семидесятых. А алюминиевые блоки и головки ремонтировали газовой сваркой.