Точмаш 23
-
Постов
5 535 -
Зарегистрирован
-
Посещение
-
Победитель дней
427
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
 Это хороший справочный материал.Пусть пока здесь побудет эта ссылка -https://pmet.biz/catalogs/spravochnik-2021.pdf
Это хороший справочный материал.Пусть пока здесь побудет эта ссылка -https://pmet.biz/catalogs/spravochnik-2021.pdf -
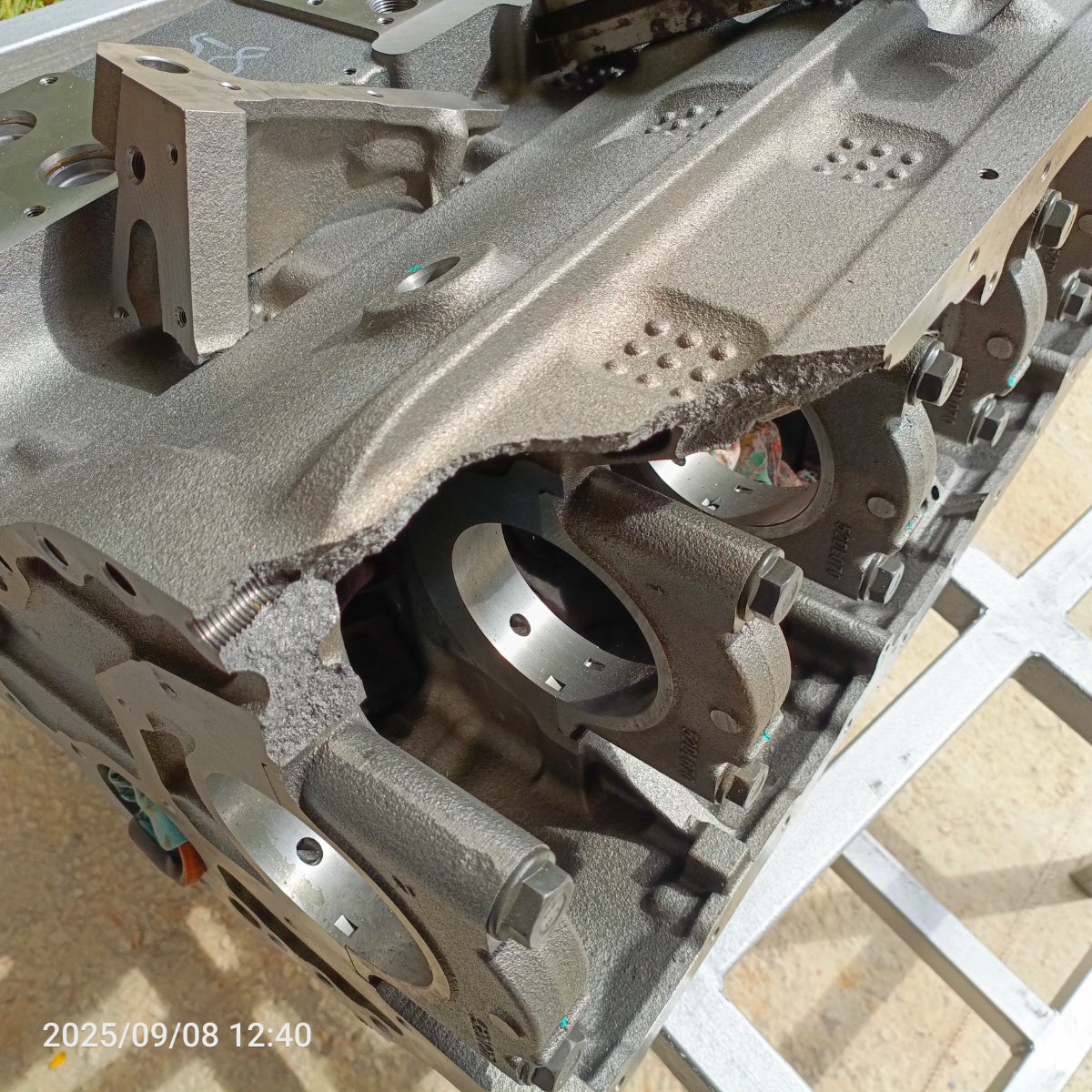
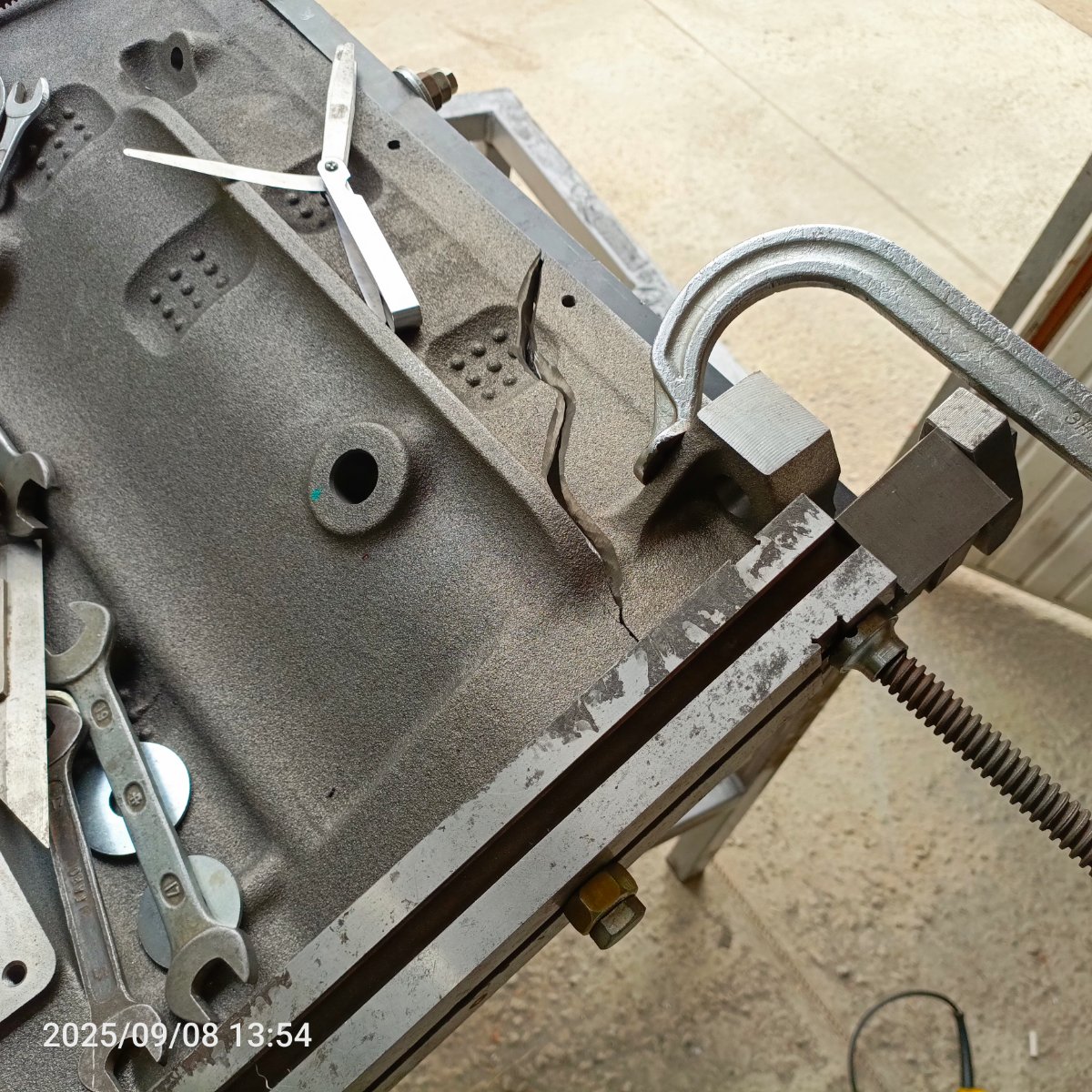
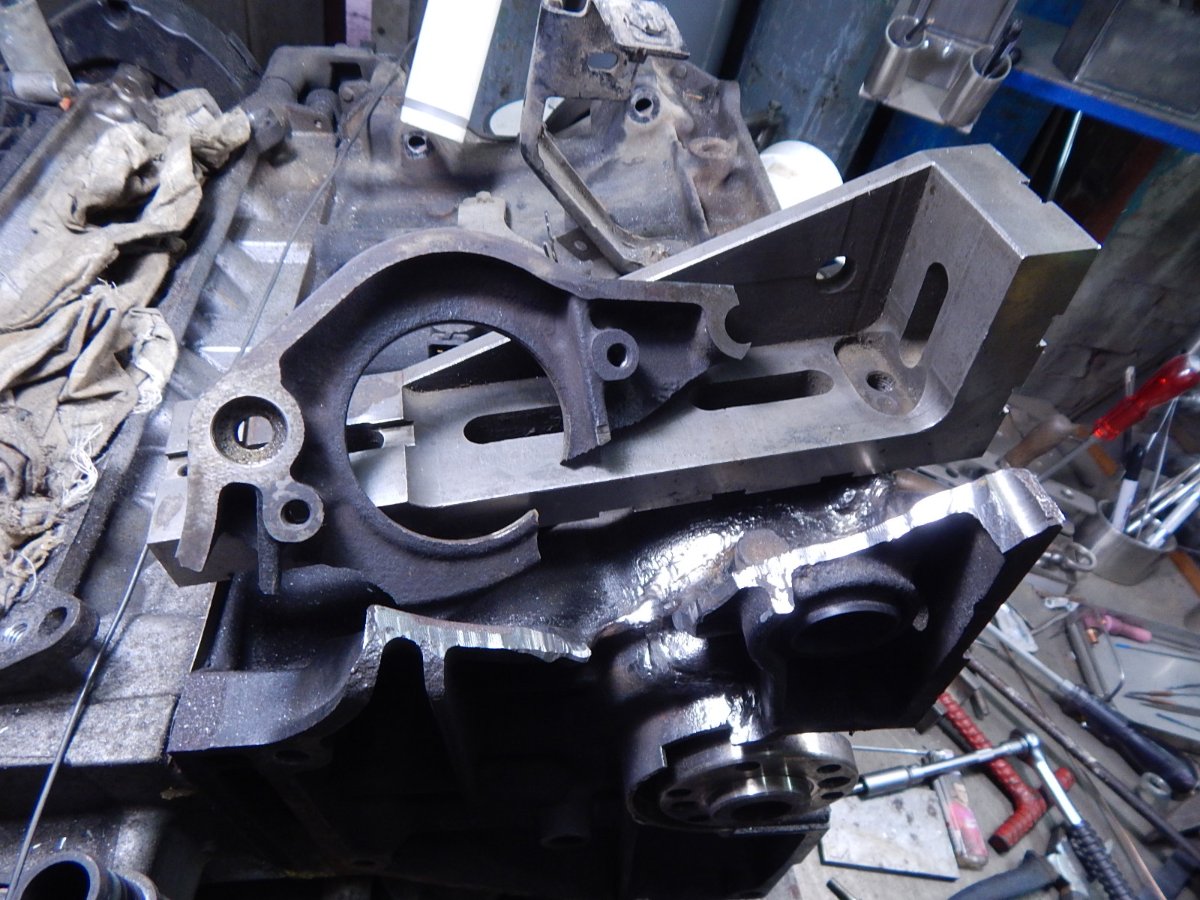
В продолжение темы деформации. Вернусь к чугунному блоку,просто в качестве примера. Сколь угодно могу жестко закреплять отломанную часть относительно плоскостей.Они будут совмещены,но после сварки и снятия приспособлений я получу "уход" края "отломыша"в минус порядка 1-1,5мм. А чтобы этого не случилось надо выравнивать плоскость порядком наложения швов,проковкой и объемом наплавленного металла в нужных местах.

-
Это вторичный алюминий. Я не буду приводить характеристики этого сплав,но он довольно хрупкий.Холодные трещины образуются с характерным громким щелчком,примерно также как у чугуна.Трещина внутри жесткого контура. Ее надо разделать на всю глубину.Ширина разделки будет в среднем 8мм,о глубине не скажу.Теперь представьте,что сварка производится без подогрев,я уверен,что достаточное число сварщиков так и поступит.Заполнили разделку трещины по всему объему,допустим, в два прохода.Последовал локальный нагрев,а потом произойдет усадка металла шва.Сейчас трудно сказать,когда возникшие напряжения сделают свое дело,т.е. сразу по мере охлаждения или погодя,но это будет.Тоже самое произойдет,если подогрев будет недостаточен. При объемном подогреве градусов до 200-250Сс выдержкой в печи,сваркой,и последующем медленным охлаждением в минеральной вате,ГБЦ будет жить. А еще лучше после сварки погреть бы ее в печке при температуре 300-320С пару часов и охладить вместе с печью или в минеральной вате.Это касается не только головок,но и блоков тоже. Вообще-то,при ремонтных работах головок надо различать три составляющих,допустим,наплавку -это чаще всего -основная проблема поры,сварку межклапанных трещин и т.д.- спрошность,отсутствие включений и трещин в жестком контуре -возникающие напряжения,как в этом примере.
-
Только вчера использовал без всякого кипячения...аптечная упаковка.
-
Три литра мало,хотя ведро чистой воды. Пузырек фурацилина,шприц и упаковку с водой для инъекций. Кубик фурацилина,пять кубов воды,в шприц и промыть глаз/глаза. Этот состав нужно использовать,если в глаз попала стружка или песок.
-
У человека есть 15-20 секунда времени,чтобы смыть кислоту или щелочной электролит,до поражения тканей. Во время работы под рукой всегда должна быть емкость с чистой водой и бутылка уксуса...пригодится. Оставь в покое сварку взрывоопасных предметов-фантазеров,которые просят выручить вокруг очень много,только глаза у тебя одни не всю жизнь.Если видишь,что сварка представляет опасность,то брось этот дело-ты не отечество спасаешь,а идешь на поводу у очередного хитрожопого долбое...,который хочет купить на грош пятаков.
-
Если речь идет о чугунных ГБЦ,то,если обеспечена механическая прочность и герметичность,то можно считать,что тех.задание по сварке выполнено. Ну,а так,что касается дальнейшей эксплуатации сложных отливок,то за сваркой должен последовать отжиг.Даже при сварке никелевыми сплавами,дающими пластичный шов,проковка которого можно снять какую-то часть возникающих напряжений,нужен отжиг.
-
308..одно к одному. Зубья шестерни полетят быстрее,чем износятся шейки.
-
Хорошо,когда человек по имени заказчик, наблюдает за работой.Весь процесс на его глазах.Радиатор "тигра". Опрессовка-один надрыв трубки.В итоге -20 трубок.
-
Это то,на что жалко ресурс тратить,да надо-кованная вал -шестерня редуктора каротажного подъемника(будущая), 40Х.Это модернизация российской промышленности,удешевление производства-эта сталь не должна здесь быть,а должна быть 12Х2Н4А Шейки прослаблены -0,2
-
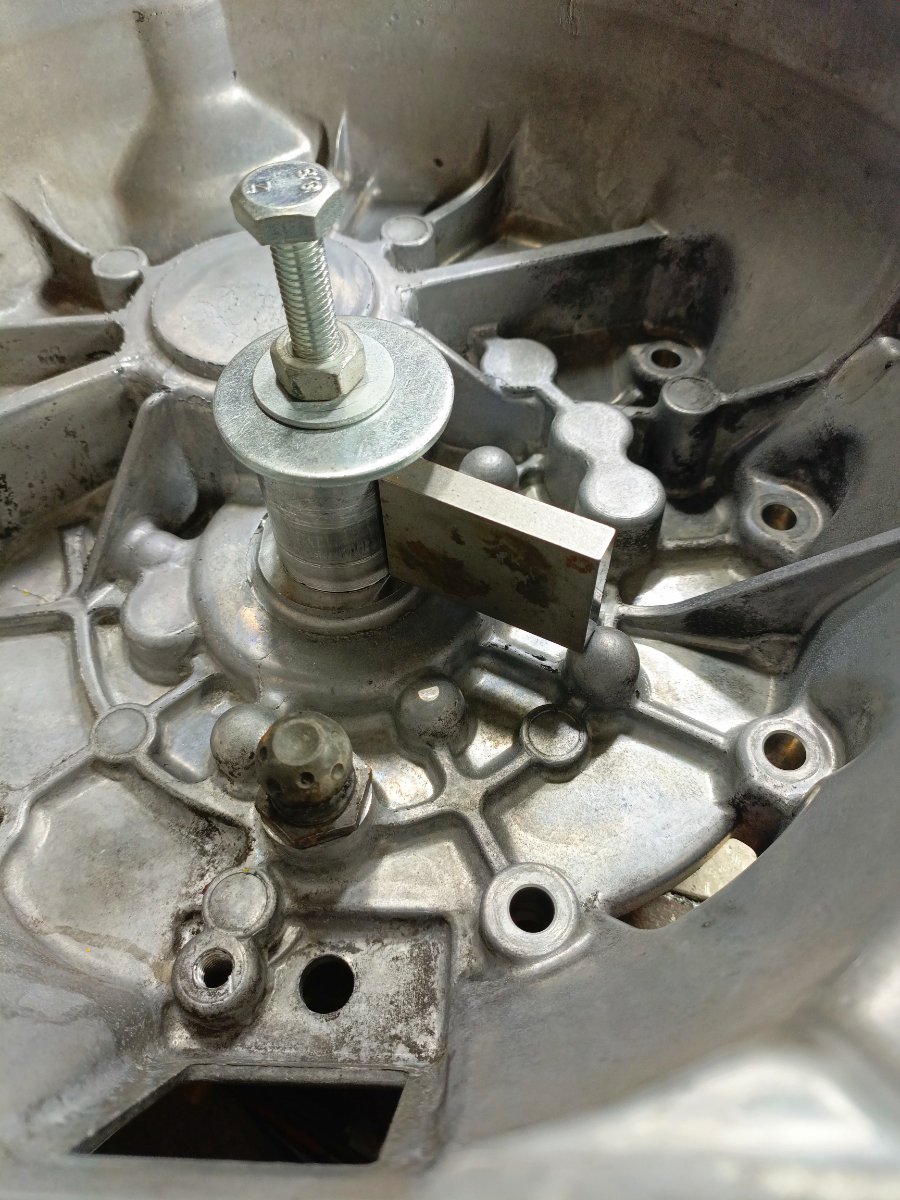
Все чаще стали попадаться коробки Хундай либо с сильно изношенной поверхностью втулки выжимного подшипника,либо сломанной.По-видимому,надо делать приспособление для ремонта
-
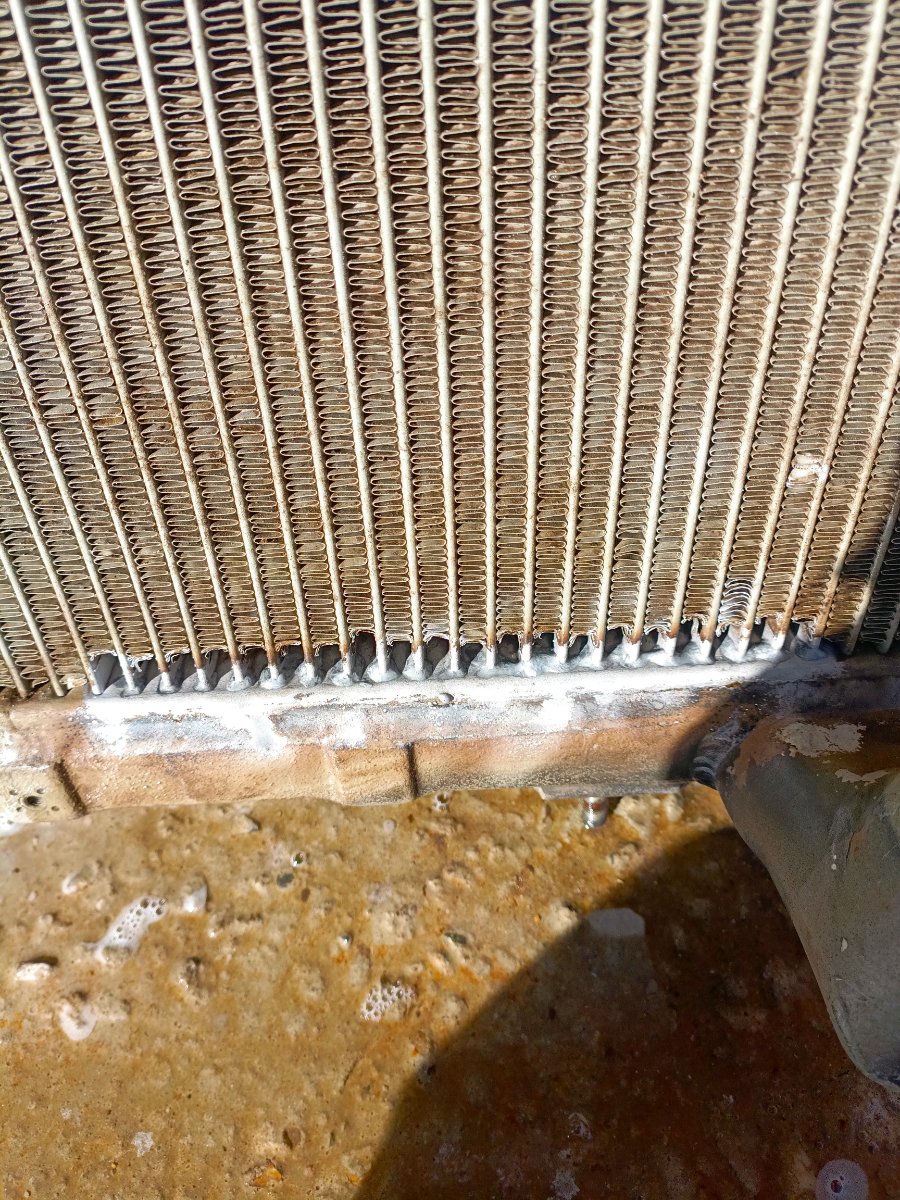
Радиатор небольшого погрузчика.Корея. 20 лет от роду. Хорошее состояние,кроме одно угла.3-4 корродированные трубки.Сложен в работе-глубина 100мм,межтрубное 10мм.Это не надрыв трубок с краю,а коррозия в середине соты.Как крайняя мера,глушение трубок, рассматривается в последнюю очередь. После пайки опрессовка и,как обычно,поползли соседние трубки. Веселая такая ситуация-надо пропаять рад трубок с обеих сторон на глубину в 100мм,манипулируя горелкой в 10мм "щели. 8-10трубок с двух сторон на "двадцатилетнем алюминии".Вскрытие бачка-оптимизма не прибавило.Картинка вырисовывается следующая:надо заглушить 10 трубок и еще на факт,что не поползут соседние-это потеря 25% процентов мощности.Много.Хуже всего,когда после заглушки трубок и установки срезанных частей бачка,появиться течь в соседних трубках.В общем,поставил бачок на место и все.Бывают такие ситуации,что ...все приехали,все-таки радиатору 20 лет.
-
Какие цели и задачи? Довести соседей до белого каления из-за бесконечного мигания ламп в доме? Купят самую дешевую хрень,а потом житья никому не дают...
-
. Читайте тему вверх или вниз .
-
Выбросите его. Научиться,может быть, и научитесь чему-то,а вот с соседями отношения испортите.Эти трансформаторы просадкой сети отравили жизнь многим.
-
Можно бесконечно мусолить эту тему. Изготовление порошковой проволоки разных сечений позволяет регулировать массу шихты и оболочки/соотношение/,но при этом ТРУДНО -выделю это,обеспечить РАВНОМЕРНОСТЬ заполнения оболочки шихтой,а на малых диаметрах особенно.
-
Сварка клем аккумуляторов. Тиг переменка. Берегитесь водорода -отверстия в пробках.
-
Старая работа,но вспомнить не мешало бы..Чем сложнее работа,тем она интереснее. Сложность здесь, это не сварка,а плоскость в допустимое значение.. Это небольшая част измерительного инструмента,который надо иметь дли работы.
-
Сварка титана,разумеется,имеет свои особенности.Это соединение титана ВТ1-0 и АМц. Для любознательных-пробуйте. Килограммов 20-30 держит свободно.
-
Видите ли,любое производство допускает какое -то количество брака,то бишь того,что не соответствует,скажем,госту или иным технически параметрам,стандартам. Та же Тошиба или кто-либо другой не может обходиться без брака в производстве.То есть это не совсем брак,а что-то не дотягивает до какого -либо параметра,установленного стандартом-это вполне рабочий элемент,но "инвалид" от электроники.Что с ним делать?,с этой некондицией? Обязательно найдутся предприимчивые люди,которые пустят эти детали в дело ,а сама Тошиба и еже с ним будут рады избавится от неокондиции по соответствующим ценам. Есть одна ниша,пригодная для этого -это ширпотреб,а ширпотреб он и в Африке ширпотреб по соответствующей цене. Ничего не мешает заменить обмотку на алюминиевый провод вместо медного ,предварительно омеднив ее,поставить некондиционный транзистор или другой элемент-в общем,удешевить, где только можно.Надо иметь в виду,что аппарат,собранный в Китае из качественных компонентов и который будет соответствовать стандартам, будет стоит в любой стане одинаково,может быть,за небольшим минусом
-
Вы раньше уже получали предупреждения за флуд. Еще немного -получите еще.
-
МЕТАЛЛОПРОДУКЦИЯ ИЗ РЕССОРНО-ПРУЖИННОЙ НЕЛЕГИРОВАННОЙ И ЛЕГИРОВАННОЙ СТАЛИ ГОСТ 1 4 9 5 9 — 2016 Так,для информации
-
С ГОСТами не поспоришь,но эта тоже что У8А по составу-сталь для напильников,но ф 0,14 с нагрузкой 3090Н/мм..,это что-то запредельное.
-
Откуда эта таблица? Вообще-то,согласно справочникам ,усредненное показатели высокопрочных сталей(самых прочных) 1800МПа-2000МПа,достигая значений до 2500МПа. Что это за ГОСТ такой?
-
Так не должно быть. Отнесли образец в лабораторию. Лаборатория -это экспертиза (условно). А если экспертное заключение неверное,то это дорога в никуда.