Точмаш 23
-
Постов
5 558 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
@tig, Думаю,что замечание Тор имеет место быть,только его можно слегка скорректировать:вкрапления на снимке появляются при завершении шва.Возможно,что здесь техническая ошибка:присадка выносится за зону защиты,идет нарастание окисной пленки(присадочный пруток перед сваркой был подвергнут шабрению ) по толщине и вновь резко вноситься в зону плавления и частицы ее остаются в расплаве,т.к. затвердевание идет очень быстро и окончательной очистки ванны не происходит. --- Основная реальная причина появления пор при сварке магниевых сплавов — выделение водорода, образующегося при разложении остатков влаги, содержащейся в частицах оксидной пленки, замешанных в ванну при расплавлении основного и 174 присадочного металлов. При таком механизме образования пор (характерном для сплава АМг6) водород выделяется в молекулярной форме, минуя стадию растворения. Количество несплошностей, образующихся при охлаждении, зависит от количества частиц оксидной пленки, замешиваемых в ванну в процессе сварки, и от запаса имеющейся влаги в оксидной пленке.
-
Нет там никаких следов удара.Их там просто быть не может:незачем что-то проковывать. тор прав.
-
@welderman, Литейный цех.Зарплата легальная от 20 до 27-28 тыс.Тот же обрубщик - зарплата 22 тыс.Хотели бы люди получать больше,так кто же им заплатит... не нравиться - вон ворота..и работают за эти деньги.
-
Это довольно сложный вопрос,т.к. есть широкий круг поставщиков проволоки,большая номенклатура порошковой проволоки для сварки углеродистой и низколегированной стали, ПП-Нп;разная конструкция проволоки - стыковая,нахлесточная,двухслойная.Не у всех поставщиков безупречное качество продукции.
-
Крышка Сузуки. Давно не было.Пытались варить алюминием,но,слава богу,вовремя остановились..почти вовремя.

-
@welderman, Существенный недостаток порошковых проволок, сдерживающий их широкое промышленное применение, - повышенная вероятность образования в швах пор, вызываемая наличием пустот в проволоке из-за производственного брака. Кроме того, нерасплавившиеся компоненты шихты, переходя в сварочную ванну, способствуют появлению газообразных продуктов. Диссоциация мрамора, окисление и восстановление углерода при нагреве и плавлении ферромарганца в сочетании с мрамором и другие процессы также могут привести к образованию в металле сварочной ванны газовой фазы. В результате этого в швах появляются внутренние и поверхностные поры. В этих условиях режим сварки (сила тока, напряжение, вылет электрода) оказывает большое влияние на возможность возникновения в швах пор. Повышает вероятность образования пор также влага, попавшая в наполнитель при хранении проволоки, а, кроме того, смазка и ржавчина, следы которых имеются на металлической ленте. Использование активного защитного газа (углекислый газ, добавки кислорода) снижают образование пор в швах. В зависимости от состава наполнителя для сварки используют постоянный ток прямой или обратной полярности от источников с жесткой или крутопадающей характеристикой. ---- Собирался эту статью разместить на форуме,да...посмотрите http://www.intertehno.ru/articles/c4/31/
-
Сушить надо при t 260С и выдержкой пять часов .Важное уточнение:прокаливание не является обязательным.Обязательным будет в том случае,если будут поры в контрольных образцах.Какая разница,как водород будет попадать в шов-либо с сырой обмазкой электрода,либо с влажным наполнителем ...те же грабли.
-
В данном случае словосочетание "лучше удалить" не подходит-удалить в обязательном порядке и на 15-20 мм на сторону.
-
Сарказма нет.С электродами этого завода сталкивался лет 10-12 назад - это были электроды для сварки нержавеющей стали,уони..Хорошие были электроды.Я понимаю,что с течением времени продукция в России лучше не становится ,а только хуже,к сожалению,
-
Дополню.Применение сварочных материалов перлитного класса при сварке аустенитной стали недопустимо,так как даже при незначительном проплавлении аустенитной стали (до 10%) в перлитном шве образуется хрупкая мартенситная прослойка,которая может привести к образованию холодных трещин. Вообще-то эта тема должна иметь продолжение - сварка разнородных сталей.Диаграмма Шеффлера.
-
Электроды этого завода,наверное,лучшие в России.В чем проблема?
-
@круазик, Что там не так? ..и что это такое?
-
 На это и рассчитано. А как я настраиваю ПДГО 510 ) и ВС 600...ступенчатая настройка подачи и напряжения...и ручки не подписаны.
На это и рассчитано. А как я настраиваю ПДГО 510 ) и ВС 600...ступенчатая настройка подачи и напряжения...и ручки не подписаны. -
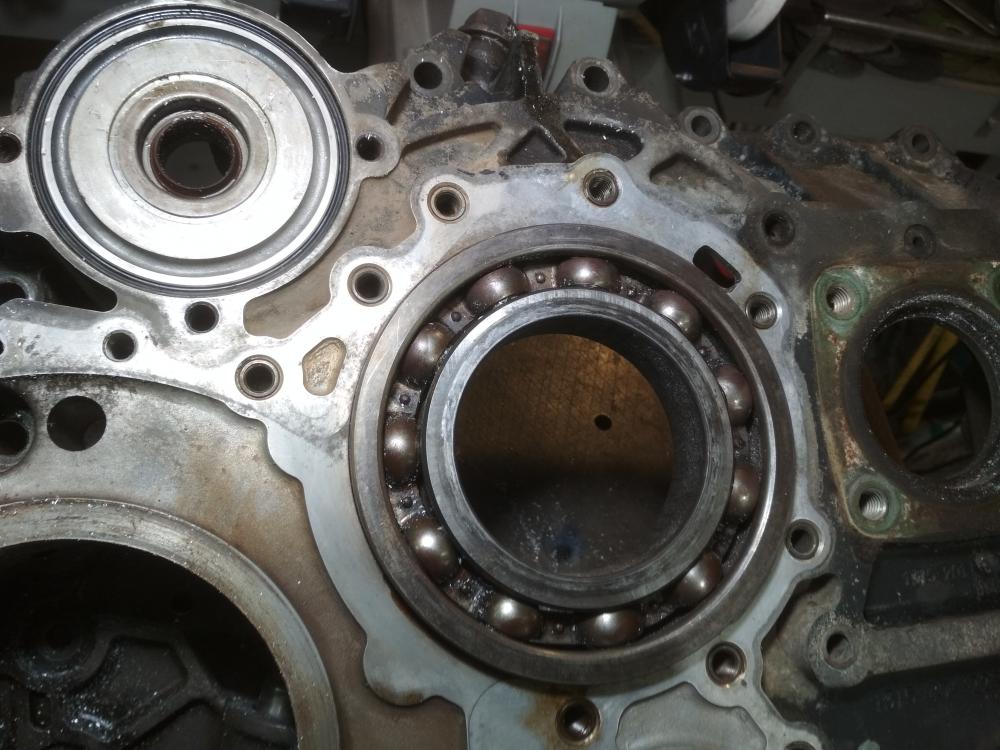
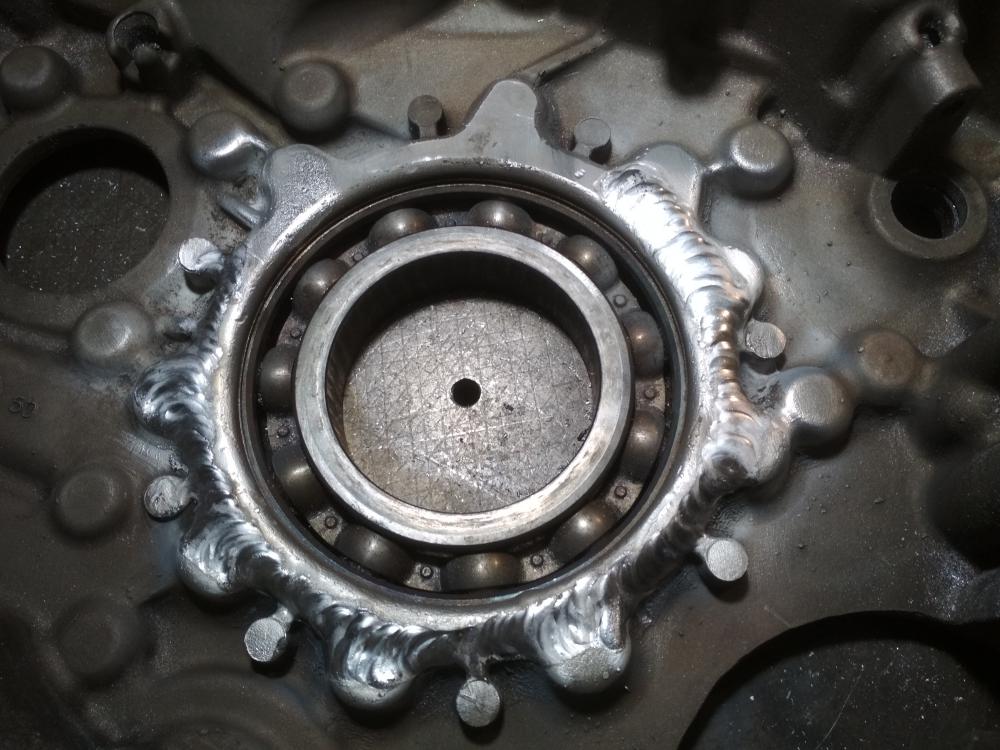
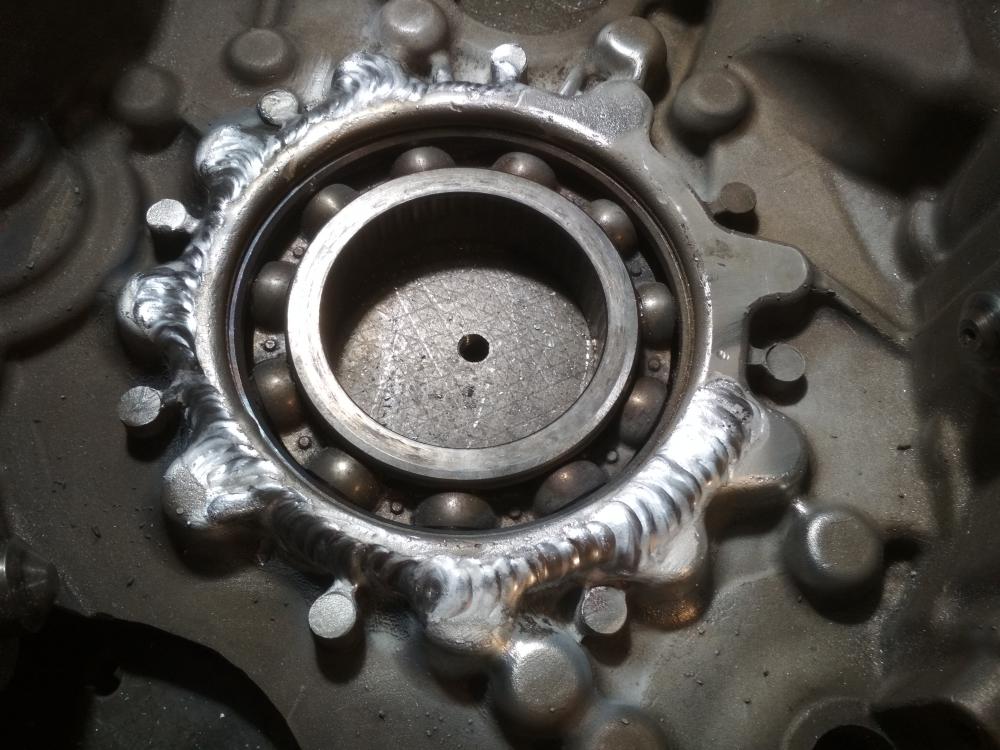
Крышка коробки Рено магнум .Удар,Трещина на три четверти диаметра.Диаметр подшипника 160мм. Посадочное место в принципе не повреждено.Было осевое смещение,судя по характеру трещины.По сути,оторван ограничитель продольного хода подшипника -назову его так.Естественно,подогрев и в два прохода.
- 1 364 ответа
-
- 16
-

-
Сила тока определяется скоростью подачи и вылетом проволоки ,ее диаметром и составом ,защитным газом и полярностью.Логичнее в настройках ориентироваться на скорость подачи проволоки.Настраивать по силе тока можно,но не очень точно,мягко говоря.
-
Температура 350С -это температура наиболее характерная для мартенситного превращения большинства закаливающихся конструкционных сталей.Давайте рассчитаем температуру подогрева для сварки ст.35ХМЛ толщиной 10мм. Для этого вычисляется химический эквивалент углерода,определяется размерный эквивалент углерода и находим полный эквивалент углерода путем сложения химического и размерного эквивалентов.Далее,как уже сказано,350С темппература мартенситного превращения.Ее умножить на корень квадратный из полного эквивалента углерода минус 0,25(0,25 -это предельное содержание углерода не оказывающее влияния на закаливаемость стали) .Если произведете вычисления,то получите температуру подогрева 200С. Для чего нужен подогрев.Подогрев обеспечивает снижения скорости охлаждения металла,что влияет на образование конечных структур.Если скорость охлаждения обеспечивает образование 25-30% мартенсита в околошовной зоне,то трещины образовываться не будут.Предварительный подогрев снижает количество мартенсита,но не исключает его образования .Также предварительный подогрев снижает скорость нарастания деформаций. Если интересует инструкции по сварке труб из теплоустойчивых сталей,то можно посмотреть РД Газпрома по технологии сварки технологический трубопроводов КС из теплоустойчивых и высоколегированных сталей.http://yandex.ru/clck/jsredir?bu=8iy7&from=yandex.ru%3Bsearch%2F%3Bweb%3B%3B&text=&etext=3128.yWLVS_G1ymQ4HZkVHYHIc5jCk9tD1lrxlSZllqQWRGsJaNOxe4l8x3GnngHS1QrZq5P6NZP_D80D2aGSTl4wliM63Si-XncZQ-dlKK58CQPoMHLoazvEXjJHAEkm93Wt.9a0e7f442b11a7284392e5a58fb20c5701bda29e&uuid=&state=PEtFfuTeVD5kpHnK9lio9dFa2ePbDzX7kDTG1R8Zf0ARBi8_2I6jPgTRYybhxriMEZK5yuDjTkooMW_xq4etHC-eslvs5mdMUT-s8yI3xp8,&&cst=AiuY0DBWFJ4EhnbxqmjDhWov6QaQr29ZrMPbeA3yK0Rs5eWzObDnO-aO0j42K1w3z_OoPs7PA_RL885mfnc8Cma10oPOOZgap16c4qSMGTraFrSLEh9ZwzfAjo2aXIvDUDz0VmNwir0zmg1760z6a5-OU41MFBOKUNG_06SrhnS9v-BddaCMWwFpcxIO6Bcp_KTuCHTuze-cxVgVtH8dpLoTKPObjK8M5CS3dtqUWgnfmfbPZmCN6B9Di7Z4wfSRoSUZucFgQ8B6irIBMhizj9ffe1qJH7T5Qt0-iiU-yEH8lff4sPkREKU7XJgg4XulDOB-HwxY6BtsOXg2djSzFAVP9f0G5tn7BaAIhtrKSgKhYNlpCgLRMaYBrBfJZ52Q7G8amPSUATQRuF4bUmZbZAELffGf8CPgLvWsg6RzfdG2OPBNkci603_kHClHu7H362UWGGzi-f5nF99ArX4wmbxBW2XLATQYHhTtChKWdH-5HJ2pXE-uiDnlT5WORzONrTcJfsj6eUSsqasYVf21XikxOiinGfZtca8K3DoMgBshO5YvlPKlCcXSv6pQXg5Qzgd4M6xtA2b9GUpqT2czJhapO5GW9YN9x-TtzRWphg6NsqorI1kojr39XbRp45nJsMcfJ2GWQ-Yuv39yqKxz0pENaiwjbKQzKENSKfSMTxxW8IJktRHJFlJvFhgD1ycJJEN03WSIUaR7-LChrL7jDMWlXPxz3dN5ku4i3d03aSd7gPO-DtU38nHHZS24r7hpTvF3YpwHnEl26CccXxGWgk3FMO5gSXOcDdKh4FG8pTmQc7-WtvdEiY5ausBKG6EBPp5LS_Tm1SlM1ef_WXFDxb6mE6q5T-FH2UtmpXNsKsrk0vlonYGlmRZZq4FBxje77BX-sjk3dU7_YCZ35y2ha7JgKr5RruMt2N_LIOjuQHzs6_V2m56JXUdJQzJt0s1onBbJdFaP9qZH7etIBTuIotnAvYlPTcTv&data=UlNrNmk5WktYejR0eWJFYk1Ldmtxai0yZy1FQWJoSl9sZ3FsT0NoR0FSeTR5YlRmbVFkbWZIWEd2Vl9DUGJXZ2tzSXdvQldRQ1owbllPWC05R3daWFRCMHU2dmxva3h4TXF1UjA0RTdxRUJvelp4b2x0c2lpOUNyTTVGS3UzYVZVem9iTDM2NDdWb3p1dmRBTTVfVkZnLCw,&sign=6173b0d47c84985de0d38e3f827f518f&keyno=0&b64e=2&ref=orjY4mGPRjk5boDnW0uvlrrd71vZw9kpVBUyA8nmgRH5pjAsQ9jusnb2RSIj22hu5qcw1R_Sp6sPFW1P1RDXvsWxQFLfz6c837VvZgb-wq-d6bP1xX3y4ziCm3jjDj1uOPoAXkFxdyWeAusSEslXt1e62-VEyBGHSBz9Fp8YXshQjjhHI3Ndc4ZFJrPViHNS500jMQOBRUz263DbOPhAU2BmOQj8qEd0hj3svTzhA0-mfNMoppBimhJuXU7gu3CNHvg9dqls3cAT30NtAI21j647IaExEocQWlM4dLGNf7RnRbg_PTn9sBi2IjhV_Qryst785TuUtm6AEi48mu43RQ,,&l10n=ru&rp=1&cts=1563984790706&mc=3.084962500721156&hdtime=8047
-
Хороший вопрос.Если цена названа,то она должна такой и остаться,несмотря на дополнительные затраты,которые выявляются в ходе работ- это вещи принципиальные..Сварка,как таковая,затруднений не вызывает,но много времени уходит на слесарные операции и это надо учитывать,хотя бы постараться учесть. А, как правило,сначала оцениваешь сложность сварочных работ и их стоимость,а остальное упускается из виду как незначительное..
-
Бойлер автомата по продаже кофе.Вопрос не столько в сварке,сколько в ценообразовании.Довольно трудоемкая штука при кажущейся простоте.Горловину пришлось гнуть из полосы.Все-таки такие изделия надо оценивать по затраченному времени.Навскидку цену называть не стоит... Одно из следствий закона Мерфи: Всякая работа требует больше времени,чем вы думаете.
-
Была там трубка.По согласованию с заказчиком -заглушил.Полагаю,что они знают,что делают,а если не знают,то это их проблемы.Я от них требую конкретики - что вы хотите? То-то и то-то.Хорошо,будет сделано именно то,что вы сказали.
-
Да. Это 130 зил.
-
"Модернизация" радиатора ЗИЛ. Надо заглушить крышку и впаять трубку ф35 в нижний бачок.Была под рукой нержавеющая труба нужного диаметра.Облицовка МНЖКТ и пайка.
-
Сопутствующий и полесварочный подогрев должен осуществляться несколько часов после сварки для завершения структурных превращений и удаления диффузионного водорода. Это касается нетермообработанных сварных соединений в ряде случаев.Температура подогрева будет зависеть от хим.состава и толщины металла,к примеру: 12ХМ до 200С. 15Х5МФ до 400С. Основной вид термообработки - высокий отпуск сразу после сварки.Температура 700-750С,время выдержки 60-180минут в зависимости от толщины и хим.состава. Высокий отпуск может полностью устранить опасность возникновения холодных трещин.