Точмаш 23
-
Постов
5 540 -
Зарегистрирован
-
Посещение
-
Победитель дней
427
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
@Alexeylsd, К примеру, https://osvarka.com/shvy-i-soedineniya/deformacii-i-napryazheniya-pri-svarke https://www.lincolnelectric.com/ru-ru/support/welding-how-to/Pages/weld-distortion-detail.aspx http://docs.cntd.ru/document/1200004380
-
 Не знаю,зачем они ее разбирали.В принципе это не интересно.Говорят,что при затяжке с незначительным усилием появилась трещина.Наверное,это последствие удара:сначала посадочное гнездо подшипника,а потом развитие трещины по периметру. Направление удара прослеживается.Перетянуть эту крышку с такой толщиной стенок,надо постараться,очень сильно постараться. Первый снимок -первый ремонт Второй снимок - второй ремонт после нескольких недель эксплуатации машины.
Не знаю,зачем они ее разбирали.В принципе это не интересно.Говорят,что при затяжке с незначительным усилием появилась трещина.Наверное,это последствие удара:сначала посадочное гнездо подшипника,а потом развитие трещины по периметру. Направление удара прослеживается.Перетянуть эту крышку с такой толщиной стенок,надо постараться,очень сильно постараться. Первый снимок -первый ремонт Второй снимок - второй ремонт после нескольких недель эксплуатации машины.
-
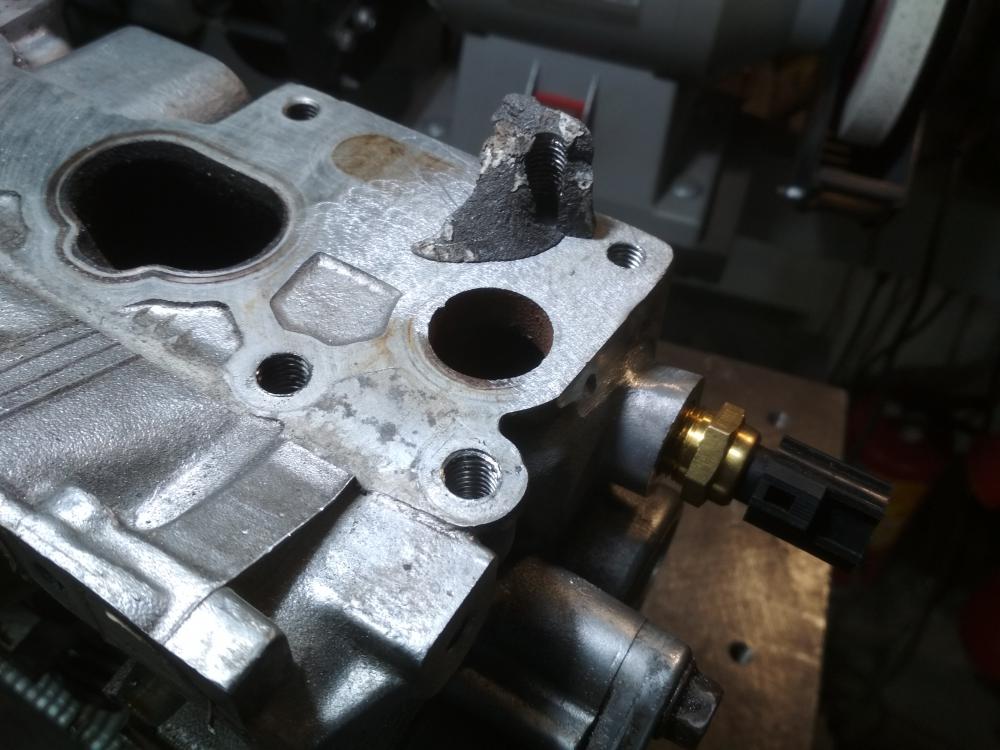
Пытались клеить.Это отломанный кусок головки Тойота,лежит на восстановленной части.
-
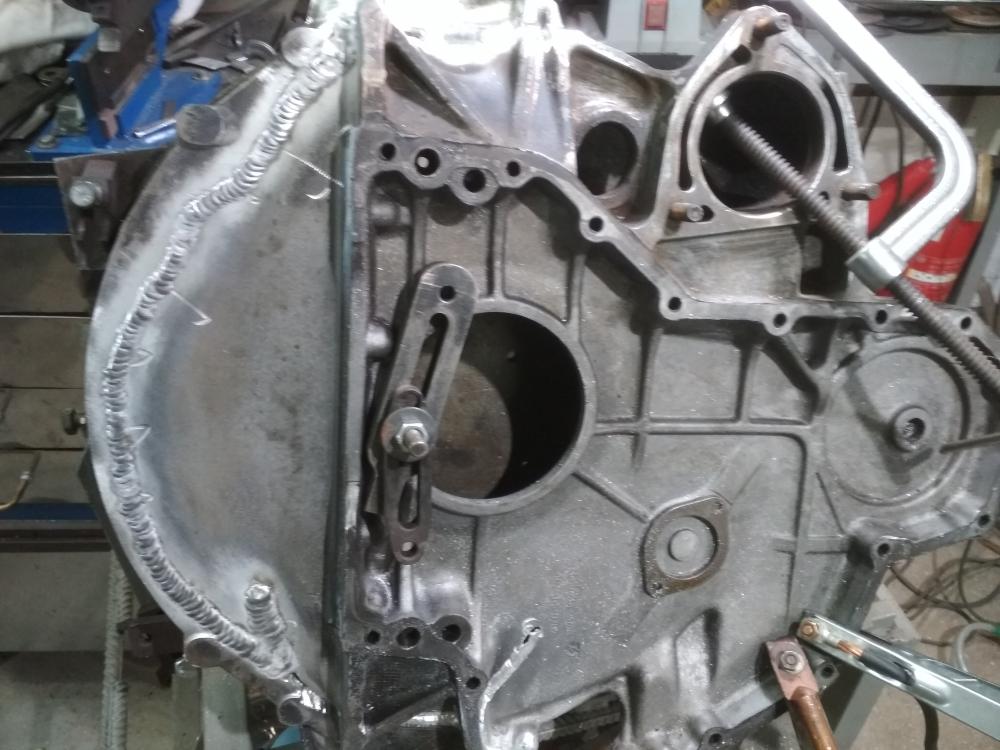
Картер маховика МАН. Обыкновенное раздолбайство:мотор отсоединили от рамы,а коробку нет.Разодрали краном - метровая трещина .
-
Опять Рено магнум(предыдущая сварка - посадочное мест подшипника) Коробку собрали и три недели машина ездила.Потом опять разобрали и во время затяжки крышка треснула.Ребята вполне профессиональные и допустить какой-то грубой ошибки не могли.Вполне возможно,что это последствия удара,когда было разрушено посадочное место подшипника,то есть прослеживается направленность удара.На двух нижних снимках несквозные трещины,возникающие при разрушении силумина во время удара .Очевидно,что в таких случаях требуется более тщательная диагностика поврежденной детали.
-
А если трещина 2-3мм ,а давление кислоты в баке избыточное и СО2 поступает в зону сварки? Так,размышления вслух ...речь об алюминиевых баках.
-
@AMBIVERT42, ПАНЧ 11 ф 1,2
-
Мост трактора.Нержавеющий электрод,намотали медную проволоку и т.д...результат заранее известен.Пытались вырезать,что наварили и в итоге ...ширина резделки где-то 15-20 мм. Пришлось врезать пластину 6мм,чтобы перекрыть ответвления . Прорезать трещину насквозь. Вваривал пластину полуавтоматом,а с обратной стороны через прорезь сваривалась сама трещина и шов соединялся с пластиной.
-
Он значительно деформирован после удара(снимок не отражает его реального состояния).Править пришлось несколько часов.Срезан бачок для того,чтобы снизить жесткость конструкции.По внутренней стороне бачка идет сетка трещин,но они не выходят на лицевую сторону.
-
Интеркулер Кенворт
- 421 ответ
-
- 15
-

-
Надо было заварить бак Скании. Объясняешь - надо пропарить,керхер есть?.Да,есть,все сделаем. Привозят.Что делали?Пропаривали? Нет,керхер сломался,мы бак холодной водой промыли.А я вам говорил,что надо сделать? Молчат.Беру трубку поддува аргоном,запускаю в бак и заполняю аргоном.На некотором расстоянии подношу зажигалку к горловине - пламя гаснет.Можно безбоязненно варить(аргон поступает в бак до окончания сварки).Лучше аргоном заполнять,а не кислотой,хотя дороже.
-
@Vovan64, Может быть,сначала надо выяснить, какую сталь собираетесь варить? Из какой стали изготовлен торсион?Как эта сталь термообработана,а потом уже задаваться вопросом -чем варить.
-
Тебе еще дедушка Ленин говорил:учиться,учиться и учится...до конца дней своих и после них тоже.
-
@tig, Думаю,что замечание Тор имеет место быть,только его можно слегка скорректировать:вкрапления на снимке появляются при завершении шва.Возможно,что здесь техническая ошибка:присадка выносится за зону защиты,идет нарастание окисной пленки(присадочный пруток перед сваркой был подвергнут шабрению ) по толщине и вновь резко вноситься в зону плавления и частицы ее остаются в расплаве,т.к. затвердевание идет очень быстро и окончательной очистки ванны не происходит. --- Основная реальная причина появления пор при сварке магниевых сплавов — выделение водорода, образующегося при разложении остатков влаги, содержащейся в частицах оксидной пленки, замешанных в ванну при расплавлении основного и 174 присадочного металлов. При таком механизме образования пор (характерном для сплава АМг6) водород выделяется в молекулярной форме, минуя стадию растворения. Количество несплошностей, образующихся при охлаждении, зависит от количества частиц оксидной пленки, замешиваемых в ванну в процессе сварки, и от запаса имеющейся влаги в оксидной пленке.
-
Нет там никаких следов удара.Их там просто быть не может:незачем что-то проковывать. тор прав.
-
@welderman, Литейный цех.Зарплата легальная от 20 до 27-28 тыс.Тот же обрубщик - зарплата 22 тыс.Хотели бы люди получать больше,так кто же им заплатит... не нравиться - вон ворота..и работают за эти деньги.
-
Это довольно сложный вопрос,т.к. есть широкий круг поставщиков проволоки,большая номенклатура порошковой проволоки для сварки углеродистой и низколегированной стали, ПП-Нп;разная конструкция проволоки - стыковая,нахлесточная,двухслойная.Не у всех поставщиков безупречное качество продукции.
-
Крышка Сузуки. Давно не было.Пытались варить алюминием,но,слава богу,вовремя остановились..почти вовремя.
-
@welderman, Существенный недостаток порошковых проволок, сдерживающий их широкое промышленное применение, - повышенная вероятность образования в швах пор, вызываемая наличием пустот в проволоке из-за производственного брака. Кроме того, нерасплавившиеся компоненты шихты, переходя в сварочную ванну, способствуют появлению газообразных продуктов. Диссоциация мрамора, окисление и восстановление углерода при нагреве и плавлении ферромарганца в сочетании с мрамором и другие процессы также могут привести к образованию в металле сварочной ванны газовой фазы. В результате этого в швах появляются внутренние и поверхностные поры. В этих условиях режим сварки (сила тока, напряжение, вылет электрода) оказывает большое влияние на возможность возникновения в швах пор. Повышает вероятность образования пор также влага, попавшая в наполнитель при хранении проволоки, а, кроме того, смазка и ржавчина, следы которых имеются на металлической ленте. Использование активного защитного газа (углекислый газ, добавки кислорода) снижают образование пор в швах. В зависимости от состава наполнителя для сварки используют постоянный ток прямой или обратной полярности от источников с жесткой или крутопадающей характеристикой. ---- Собирался эту статью разместить на форуме,да...посмотрите http://www.intertehno.ru/articles/c4/31/
-
Сушить надо при t 260С и выдержкой пять часов .Важное уточнение:прокаливание не является обязательным.Обязательным будет в том случае,если будут поры в контрольных образцах.Какая разница,как водород будет попадать в шов-либо с сырой обмазкой электрода,либо с влажным наполнителем ...те же грабли.
-
В данном случае словосочетание "лучше удалить" не подходит-удалить в обязательном порядке и на 15-20 мм на сторону.
-
Сарказма нет.С электродами этого завода сталкивался лет 10-12 назад - это были электроды для сварки нержавеющей стали,уони..Хорошие были электроды.Я понимаю,что с течением времени продукция в России лучше не становится ,а только хуже,к сожалению,
-
Дополню.Применение сварочных материалов перлитного класса при сварке аустенитной стали недопустимо,так как даже при незначительном проплавлении аустенитной стали (до 10%) в перлитном шве образуется хрупкая мартенситная прослойка,которая может привести к образованию холодных трещин. Вообще-то эта тема должна иметь продолжение - сварка разнородных сталей.Диаграмма Шеффлера.
-
Электроды этого завода,наверное,лучшие в России.В чем проблема?