Точмаш 23
-
Постов
5 558 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Что именно можно сварить только японскими и немецкими аппаратами,а не китайскими.У меня один из аппаратов Гроверс 200WSMEAC/DC с новой прошивкой.Какой материал я не могу сварить Гроверсом,а могу сварить только японским и немецким?Всякая лабуда в виде приварки лезвий и сварки пивных банок не рассматривается в принципе.
-
Думается,что лучше будет Гроверс 200-й за эти деньги.
-
@SkyBra, Поставлю вопрос иначе:сколько вы готовы заплатить за аппарат? Какая сеть -220/380в?
-
@Grim Reaper, На вторичном рынке можно и кота в мешке купить.
-
@RenatB,3мм
-
Вы осторожней будьте с покупками,а то,не ровен час,подойдете к мысли о покупке аппарата микроплазменной сварки.) Главное,было бы желание научиться,а остальное приложиться.
-
Не так сильно отличается,но специфику свою имеет.Справитесь,коль опыт есть. Электроды прокалите перед сваркой в обязательном порядке.
-
Чем меньше соединений внахлестку,тем лучше.
-
В любой химлаборатории можно найти -Универсальные индикаторные бумаги рН 0-12.Ими очень просто определить рН среду.В кислых почвах коррозия сильнее.Да,сталь 3 - это не бумага,и если нет вблизи эл.подстанций,т.е,когда исключена электрохимическая коррозия,то это вполне приемлемый вариант.
-
@RenatB, Какие у вас почвы:кислые,щелочные? При кислых коррозия будет происходить сильнее.Еще раз повторю:берите ЦЛ 11 и варите короб из нержавейки.В агрессивных средах,ст.18-10,сваренная электродом прекрасно стоит,не говоря уже о грунтовых водах.
-
midtower Обыкновенная ст.3 будет годы стоять.Солевые ванны котельных,сваренные из ст.3(8мм),вкопанные в землю, стоят годами без всякой гидроизоляции.
-
Варите ЦЛ 11 и не мучьте себя.
-
@saper24, На маркировку круга бы взглянуть? Маркировка Кратона на снимке видна,а этого нет?
-
Какой абразивные материал у каждого круга,зернистость,твердость? Что с чем сравнивать? Кратон - Электрокорунд нормальный,зернистость 46,весьма твердый на бакелитовой связке с упрочняющими элементами.С чем надо его сравнить? 4. АБРАЗИВНЫЙ МАТЕРИАЛ 14А (A) ЭЛЕКТРОКОРУНД НОРМАЛЬНЫЙ 25А (WA) ЭЛЕКТРОКОРУНД БЕЛЫЙ 38А (ZK) ЭЛЕКТРОКОРУНД ЦИРКОНИЕВЫЙ 53С, 54C © КАРБИД КРЕМНИЯ ЧЕРНЫЙ 63C,64С(GC) КАРБИД КРЕМНИЯ ЗЕЛЕНЫЙ 5. ЗЕРНИСТОСТЬ ШЛИФЗЕРНО ГОСТ ГОСТ F10 (200) F36 (50) F12 (160) F40 (40) F14 (160) F46 (40) F16 (160/125) F54 (32) F20 (100 ) F60 (25) F22 (80) F70 (20) F24 (80) F80 (20) F30 (63) F90 (16) 6. ТВЕРДОСТЬ F, G (BM1, BM2) ВЕСЬМА МЯГКИЕ H, I, J (M1, M2, M3) МЯГКИЕ K, L (CM1, CM2) СРЕДНЕМЯГКИЕ M, N (C1, C2) СРЕДНИЕ O, P, Q (CT1, CT2, CT3) СРЕДНЕТВЕРДЫЕ R, S (T1, T2) ТВЕРДЫЕ T (BT) ВЕСЬМА ТВЕРДЫЕ V (ЧT) ЧРЕЗВЫЧАЙНО ТВЕРДЫЕ Наименование вида электрокорунда Марки электрокорунда Содержание Al2O3, % Нормальный электрокорунд 12А, 13А, 14А, 15А, 16А 91-96% Белый электрокорунд 22А, 23А, 24А, 25А 96-99% Хромистый электрокорунд 32А, 33А, 34А 91-98% Титанистый электрокорунд 37А 91-98% Циркониевый электрокорунд 38А 60-75% Монокристаллический электрокорунд 43А, 44А, 45А 98-99% Хромотитанистый электрокорунд на основе белого электрокорунда 91А, 92А93А, 94А, 95А 60-75% Хромотитанистый электрокорунд на основе нормального электрокорунда 93А, 94А, 95А 60-75% Магниево-кремниевый электрокорунд 96А
-
 Больше площадь ванны с меньшей глубиной проплавления ....лучше происходит дегазация
Больше площадь ванны с меньшей глубиной проплавления ....лучше происходит дегазация -
@Kondor416, Тупиковая ветка форума:бесконечные препирательства с нулевым результатом.Все останутся при своем мнении.
-
Коромысло т.Камацу .История имела продолжение.После приварки бобышки(у ребятишек что-то пошло не так) привезли опять.Разломали на две части по середине отверстия.Сжал в тисках,разделал и заварил без подогрева, не выходя на внутреннюю плоскость(снимков нет).Трактор почти два месяца работает с этим коромыслом,сваренным по частям.

-
Вы правы:черт его знает,куда могут увести побочные темы от сути вопроса. Варите.Ваша задача:выявить трещину по всей ее длине,ее ответвления. Засверлить концы .Вырезать ее.Подогреть и электродом, стежками по 30 -40мм с обязательной проковкой после обрыва дуги, заварить поврежденную деталь.
-
Такой переходник.Фланцы чугунные,труба стальная.Сваривали полуавтоматом проволокой св.08Г2С.Что произошло в этом случае? Типичный отрыв металла шва от чугунного фланца.Почему это произошло?При быстром охлаждении в зоне сплавления происходит отбел чугуна.Наплавленный металл (валик с катетом 4)будет создавать напряжения,что приведет к отрыву в зоне сплавления,но это на большом диаметре,на малом все обстоит иначе:труба была подвергнута обжатию и при нагревании кромки будут расширятся - шов работает на срез.Получилось довольно прочное соединение,вполне работоспособное,тем более,что была частично проварена внутренняя сторона .Наплавленный валик был срезан и отбить фланец молотком не удалось. На снимке тиг панч 11 Это часть выхлопной системы МАН. Использовать сварочные материалы на основе меди нежелательно:надо учитывать влияние газовой коррозии на шов. Если решили варить полуавтомтом проволокой св.08Г2С,то лучше подогреть и малых токах облицевать фланец,а потом начинать сварку.
-
@Ferio, Вы когда-нибудь сталкивались с литьем на практике? С его мехобработкой?Что открывается в результате этой обработки? Вы хорошо знаете тему?
-
@Ferio, Разные источники: !.статья 2.ГОСТ 19200-80
-
Здесь ты не совсем прав,так как в отливках могут быть скрытые дефекты: Скрытый дефект - это дефект, не обнаруживаемый при указанных выше условиях и не выявляемый предусмотренной для контроля аппаратурой. Скрытые дефекты иногда выявляются в процессе механической обработки отливок или в процессе эксплуатации изделий, а также при дополнительном дефектоскопическом контроле не предусмотренными в технологических картах методами и средствами. Наиболее нежелательно и опасно, когда скрытый дефект проявляется в процессе эксплуатации изделия, что может вызвать аварийную ситуацию. ----- ГОСТ 19200-80 Несплошности в теле отливки (16 видов) Горячая трещина Холодная трещина Газовая раковина Ситовидная раковина Усадочная раковина Песчаная раковина Шлаковая раковина Залитый шлак Графитовая пористость Усадочная пористость Газовая пористость Рыхлота Непровар жеребеек Вскип Утяжина
-
@Йожег Р6М5
-
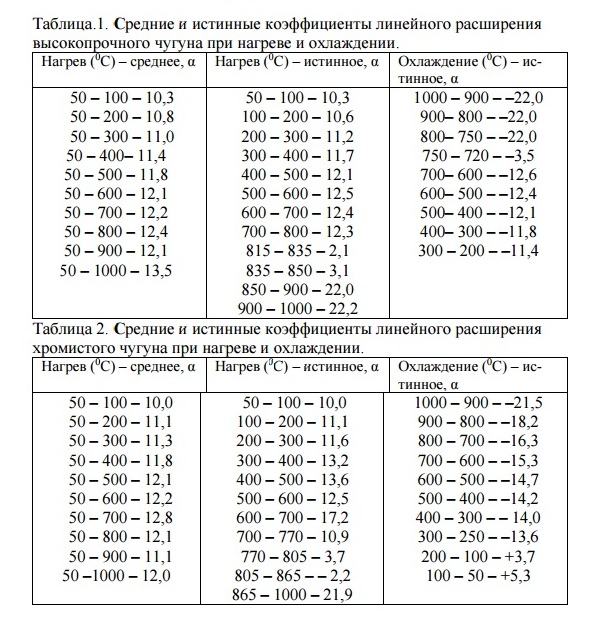
Следует обратить внимание на изменение ТКЛР в в интервале температур 200 -100, 100-50 при охлаждении хромистого чугуна. Истинный коэффициент линейного расширения этого чугуна в про-цессе охлаждения имеет отрицательные значения и понижается вплоть дотемпературы начала мартенситного превращения, равной 2500С. Так, винтервале температур 1000 – 9000С он равен –21,5·10–61/град. При даль-нейшем охлаждении он понижается и в интервале температур 3000 –2500С он составляет всего –13,6·10–61/град. Распад переохлажденного ау-стенита на мартенсит в интервале температур 2000 –1000С приводит красширению образца и ТКЛР в этом случае составляет + 3,7·10–61/град.Дальнейшее увеличение скорости распада аустенита на мартенсит приво-дит к дальнейшему увеличению ТКЛР чугуна до +5,3·10–6 1/град. М.Ф.Евсюков, А.А.Бровко ВЛИЯНИЕ СТРУКТУРНОГО СОСТОЯНИЯ НА ТЕПЛОВЫЕ СВОЙСТВА СТАЛЕЙ И ЧУГУНОВ
-
По ссылке. Кто дал название улице - Шарикоподшипниковая улица?..