Лидеры




Популярный контент
Показан контент с высокой репутацией 09.03.2021 в Сообщения
-
Всем доброго! Как начинающий, хочу выложить на суд уважаемого сообщества. Дверь в маленькую, но мастерскую, свою. Работа своя, покраска порошком у "мастеров", которые по своему хотению изменили цвет заклёпок.
 6 баллов
6 баллов -
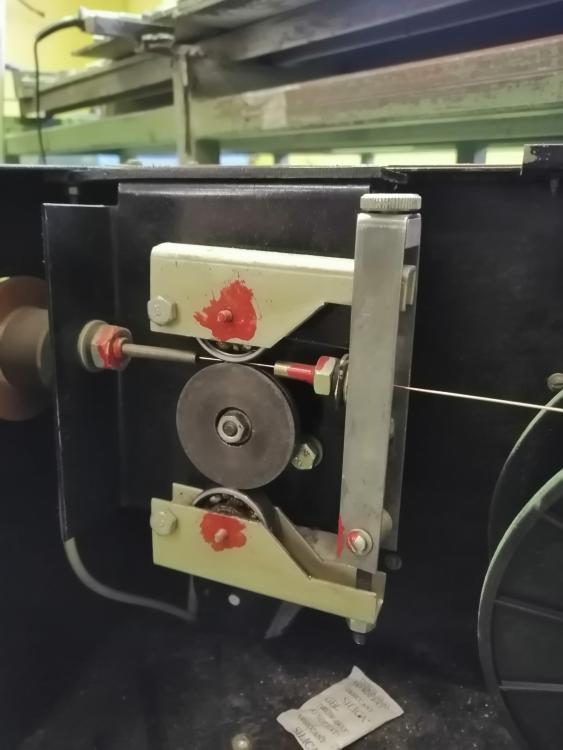
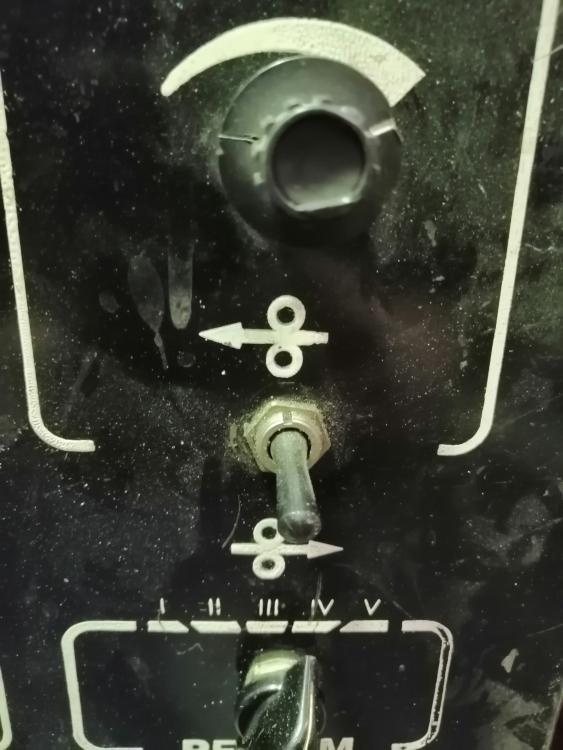
Карочи, шли бы все со своими рэмами, евмами, лорхами и прочими мегатрониками))) Отодвиньтесь и подержите моё пиво (С). У кого из брендов есть реверс подачи проволоки с включением с триггера горелки?! Ну вот так то)))
6 баллов
-
У меня такой динозаврик есть ))) 93 г. маде ин Украина, потроха и вовсе еще с советских складов )
5 баллов
-
ждать чего? название аппарата? В чем тут такая секретность? И тест, какой тест? Кем тест будет проводиться? Меня удивляет такой подход, лишь бы что-то сказать и дальше в кусты... мол ждите. Ну так и не писал бы ни чего, пока нет точных данных. обратитесь в точку продаж. Вам дадут список клиентов, вы пообщаетесь с пользователями. Аппарат для серьезного производства, следовательно, тут пользователей оборудования такого уровня не много или вообще нет.5 баллов
-
Пятиметровые рамы для балкончиков.
4 балла
-
Если так хотите понять какие процессы происходят при сварке разнородных сталей рекомендую к прочтению несколько книг Сварка разнородных сталей - Готальский Ю.Н..djvu Сварка разнородных сталей - 1973 - Закс.rar4 балла
-
@LamoBOT, обычно такие конструкции ваяют на глаз, и получают пяти, а то и десятикратный запас по прочности. Или с другой стороны -- если конструкцию посчитать, и предложить вам её исполнить под ваш станок, то вы презрительно фыркните, ибо на вид это будет очень слабая табуретка, из тридцатой трубки. Поэтому заморачиваться с напряжениями в швах вам ваабще не стоит. То что вы вычитали, относится к высокопрочным сталям, которые, как правило, имеют малую пластичность. Поэтому их варят пластичными присадками, ибо если не будет растягиваться ни шов, ни основной металл, то как минимум получим напряжения, которые будут складываться с нагрузкой, и таким образом отнимать её прочность. Пластичность Ст3 соответствует данным присадкам вполне. Это называется коэффициент относительного удлинения. Выражается в процентах, то есть на сколько процентов можно растянуть сталь, до её разрыва. И обычно он тем ниже, чем прочнее сталь.4 балла
-
вот мой демикс после 2-х лет и кучи стирок.доволен как слон.единственное что начали махриться рукава и штанины. но это поправимо.правым рукавом залез в горячий шов.свитер оплавился сильно.на костюме только два прожога.раньше пользовался джинсой.на пол года её хватало и в труху. .
4 балла
-
Сварному изделию из ст.3 не грозят напряжения, вызванные объемными изменениями от фазовых превращения в стали. Но усадочные напряжения по прежнему остаются.3 балла
-
Горелка от установки плазменной сварки УПС-301. По этому названию погуглить. Это не резак для плазменной резки. Но похожа.3 балла
-
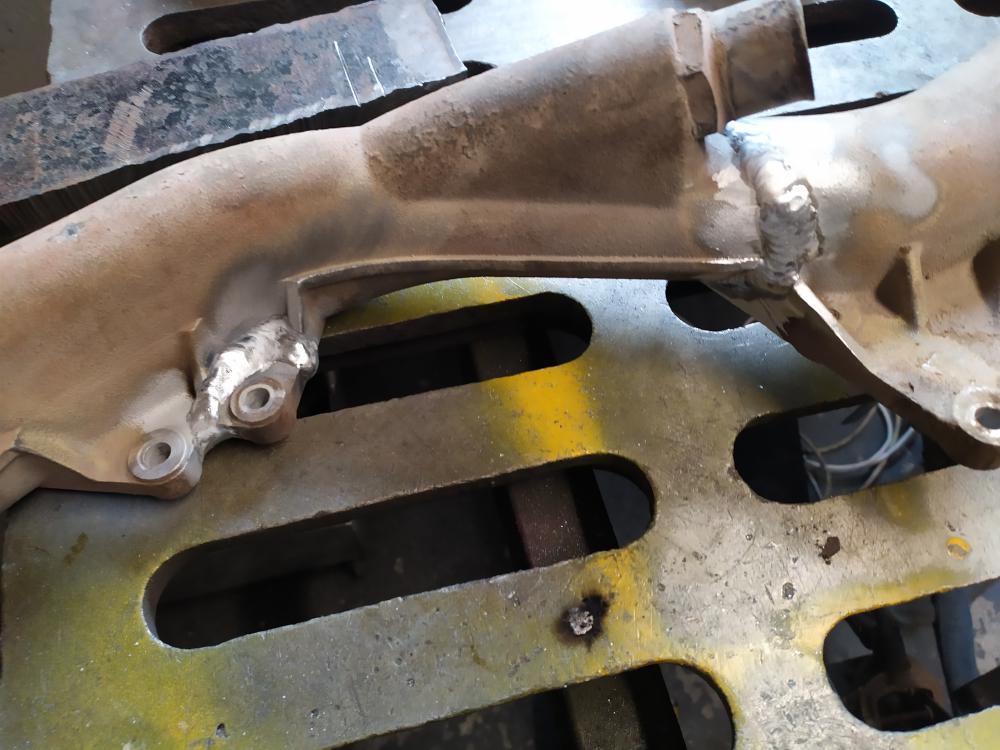
Патрубок от Даф. Малехо нагрел и притянул по плоскости,т.к. при поломке свернуло. Разделка,пруток 4047, сундук китайский - Edon . р.с. не перестаю радоваться тому,что чисто случайно выбор пал на этот китайский бренд. В наличии 3 сундука 200+200+315 амп. +плазма CUT100 (Edon). кайф с 2015 года,никакой головной боли в плане работоспособности самих сундуков для задач практикуемых в ремонте железок с помощью сварки.
3 балла
-
3 балла
-
Балки и рычаги подвески полуприцепов в последнее время-обычное дело. Строгаем-варим. Какой-то "наивный юноша" пытался починить трещины без разделки, полуавтоматиком. Сострогаем и эти каракули. Ну и треснувшие мосты карьерных самосвалов-куда ж без них?.. Ремонт станины под моторно-трансмиссионный блок мини-крана. Многолетние вибрации (с 1986 г., однако...)-расшатали металл до сетки трещин. В виду отсутствия на месте производства работ трёхфазной сети-пришлось задействовать имеющиеся у заказчика генераторы и компрессоры на 220 В, а также-сварочный генератор. Выстрогал, зачистил, снизу подставил усилитель и проварил всё это. Зачистил.
3 балла
-
ну почему же? то что делаю могу обосновать и показать и весь процесс виден на видео, кольцевая сварка больше на декоративную похоже, втулка проварена точками, частично она конечно слабее чем заводская но амеры свои машины делают не экономя не железа не бинзина там в узлах десятикратная прочность. В моем случае этот привод сгнил до середины, практически осталась сырая часть т.к. не на всю глубину закалена. еще раз обращаю внимание, в моем случае ПРИВОД, при чем тут мост? хотя тоже неплохо бы и на полуось моста посмотреть, как равняли, какие сваривали, как центровали, ведь для этого форум, не только языком чесать но и наглядное пособие выкладывать, это раньше у единиц были фотоаппараты а про видио вообще молчу а сегодня скоро в зубную щетку камеру встроят, проблем то нет, или все же мнение такое тогда и нет смысла посты вам писать, просто читайте.2 балла
-
@LamoBOT,Вопрос зачем при сварке ст3 Вам шов с со структурой аустенита?2 балла
-
"Болид" три сезона отходил в жёстких условиях работы под буровыми установками. @niis2008, Демикс будет ходить? Пора что то на лето прикупить.
2 балла
-
Наваривал я как то,года три назад полуось МТЗ ,переднего моста,под сальник посадочное место.Хозяина я отговаривал от этого восстановления, объяснил что бывают случаи когда деталь ломается после такого ремонта.Что нужно после наварки,произвести отпуск и повторную закалку,но у меня такой возможности нет ,предложил просто проточить немного,там борозды были совсем маленькие,и сальник новый поставить,или на крайний случай покоротить пружинку на сальнике.Но хозяин упёртый,все равно захотел наваривать .Наварил я,проточил,отшлифовал.Заказчик отъездил на нём и по лесу и по пахоте,а на третий год на ровном месте на дороге отвалилось колесо,как ножиком обрезало возле фланца.Хорошо что Бог миловал,хотя и машин на дороге и людей было порядочно,в населённом пункте,в центре всё произошло.2 балла
-
Диаграмма Шеффлера , долго объяснять - проще вам самому погуглить и прочитать как пользоваться2 балла
-
если есть что по теме, то говори. А то ни то ни сЁ! На голову выше смешно. У тебя и китаец на голову выше, как у продавана, мол тут замечательно, а то что там там и там барахло ... ну так с этим же можно жить...2 балла
-
STEP BY STEP -Шаг за шагом. Принцип в ремонте, всё проверяется последовательно исключая по одной предполагаемой возможной неисправности. Заткнул пальцем выход редуктора - есть давление. Заткнул пальцем шланг-пакет - есть давление. Заткнул пальцем выход источника - нет давления разбираем и смотрим внутри источника. Заткнул пальцем горелку - нет давления, разбираем и смотрим горелку.2 балла
-
Цам - это отдельная песня,сопровождаемая матом и переточкой вольфрама. Просто увидел видео на у-тубе про швы,которые уложили при сварке трещин дисков. Стало интересно,взял паршивое итальянское литье(всё в кавернах) от моечной машины и начал сваривать 4047,4043,5356. Потом на пресс и ломать...сделал кое-какие выводы. Но сварка 4047 проходит только на том литье,гда получается согласовать плавление прутка и самого литья,не допустить кипения.2 балла
-
@Rayans, не думаю что размер полумаски имеет значение. Тут, скорее, фильтры важней. 6038 коробочкой сделаны, а 2038 - блины, покомпактней будут. Фильтры аналогичные, ну может у 6038 ресурс побольше, да и корпус не даст фильтру порваться или прогореть так просто.2 балла
-
@Maya K, Это не сварка, а сраньё, при первом землетрясении всё развалится.2 балла
-
Думаю сего боятся - "в лес не ходить" . Вот сегодня замена топливного фильтра на "петушке Комацу" , обернулась проблемой , оторвали или привязать на проволочке а он на самом двигателе или ко мне если я дома,,,, а завтра снега убирать и их не меряно до середины марта хватит . На счастье их я дома, от осколка что остался на двигателе отказались и вварим свое , АМГ 3 с литьем , а почему и нет ? . все пошло как надо и завтра Комацу грузит снег в Камазы .
2 балла
-
Всем привет
2 балла
-
По нашей жизни, чаще просто не знают , как правильно выправить. С 1978 приходилось заниматься центровкой электродвигателей совмещенных с одно, либо двумя генераторами эластичными муфтами. на работе стоит поливочный насос с двигателем (СНП-100) скоро центровать надо... Дело знакомое... При малом изгибе воя нет,а полуоси ломает. Сам люблю порезвиться по снегу в степи.... Но,удлинненные газелевские полуоси не ломал ни разу....Независимая подвеска+ полный привод ...И скорости за 100...Кайф..... Сравните два подшипника....Вологодский и примерно Волжского ГПЗ -размеры отличаются... Запорное кольцо греется до температуры горения масла, Зубчатое кольцо на маховик(для стартера) до температуры испарения масла....На газелях запорное кольцо греется до малинового цвета. Если подшипник не сажается(чаще на газелях)-протачивали полуось под норматив.1 балл
-
Алексей , не так скажем 50х50 там и там . а вот у подшипника это редкость.
1 балл
-
Всё уже придумали! Есть WPS - там все настройки. Работал немного (неделю) на одном производстве. Дают пачку бумаг. Там чертёж, номера полок с материалом, номера полок с кондукторами, настройки аппарата. Всё! К слову там много приезжих украинцев и др. работает. А из местных - в основном люди не отягощённые опытом и умениями. Компания Кемппи создала приложение для подбора настроек сварки под задаваемые клиентом условия. Так, что даже частник может не париться про настройки, и не страдать, что он не инженер по сварке. Чем новее аппарат, тем больше в нём возможности для загрузки специализированных программ, которые значительно облегчают настройки под конкретные нужды.1 балл
-
Михаил , ну задние полуоси если и укорачивают-удлиняют то на мини тракторы самопалы и опасности тут нет . А так если уж они ломаются-скручиваются то в шлицах и это слабое место , и это знают водители с навыками "гонщика" , да можно сломать и у подшипника (выше фото есть) но скорее водитель попал колесом на скорости в канализационный люк или идентичную ему яму, и не как иначе , и да сие на выброс и не какой сварки в этом месте не должно быть . Передние привода варили и будут варить и правильно сваренное ходит , если конечно водила не "гонщик" с места с писком резины на протяжении десяти метров , тут и заводские "распрягаются " на ура . Алексей , согласен ,,, но кольцевая сварка разная бывает . Вот в какой теме я показывал и ты видел , с запрессовкой + штифты , ну и сварка ТИГ чисто символически чтобы штифты не выскочили и кольцо тоненький шовчик и не глыбокий который не испортит металл и нужон только для герметичности и то можно и не делать .1 балл
-
@Алекс7, ни в коем случае! При нагреве хладоны разлагаются и могут выделять токсичные вещества, очень токсичные.1 балл
-
@Алекс7, запросто. Только нужно в мундштуке ДУ 1мм. создать давление струи газа... нуууу... 5000 атм., для начала1 балл
-
хрен его знает.у меня к шмоткам аккуратное оношение.да и постоянно в тепле под крышей.не могу дать совет.у всех условия разные.1 балл
-
@LamoBOT,есть присадочные материалы и электроды для рдс с высоким, порядка 15 процентов и более никеля. Вопрос - какой смысл иметь аустенитный шов на черняге?1 балл
-
Да Вы и сами не уверены, оторвётся или нет. Иначе писали бы Вы, что всю ответственность несёт заказчик! Швы поперёк-не есть хорошо. Ось термообработана на заводе и её бывает ломает. В вашем случае-граница сварного шва может иметь микротрещины, которые могут разорвать ось со временем. Хотя есть такие заказчики, которые за две копейки готовы удавиться, не думая о последствиях.1 балл
-
Так точно. Средний. Не помню как он там обозначается.
1 балл
-
@Шурпет, месячная зп без вычета налогов у них там народа-на один областной центр. квартиру за сотку можно снять.(естественно,в спальном районе а не в центре)1 балл
-
@Maya K, найдите здесь, на форуме, пользователя под ником Saper24. Отпишитесь ему в л/с и пригласите почитать эту тему. Моё личное мнение, что он вам даст много дельных советов и рекомендаций по решению проблемы. Он как раз сварщик в строительстве и очень хорошо "рубит" в этом направлении. По крайней мере, если подробно распишите ему техзадание, то он сможет задать правильный вектор реконструкции. Все эти фермы, балки, связи, усиления - его стезя, так сказать. ps Поскольку я не в курсе экономики Балкан, то хотел поинтересоваться порядком ваших цен на какие-то товары / услуги, чтобы попробовать понять - 750 евро (~66000 руб) это много, мало или нормально)))1 балл
-
@Maya K, эх будь я немного понаглей да по решительней, в том смысле, что мог бы не беспокоится за родню, то давно работал бы в ваших краях и взялся бы за вашу переделку, а так в этом нет ничего, что нельзя было бы исправить. Хотя и подозреваю, что вместо того, чтобы вырезать дефектные участки и швы будет проще демонтировать весь каркас и делать всё заново.1 балл
-
А почему не проверить? Опустили в емкость с водой рукав, одну сторону заткнули, даже пальцами, а в другую пустили чуть воздуха от компрессора....только без энтузиазма, что б трубку не разорвало. По наличию пузырьков в воде можно определить место подтекания, если такое имеется.1 балл
-
@KK27,У меня Крамер, Шерман будет поприятнее... @SergDemin, Может лучше смотреть цены на BR39.ru или на алиэкспресс??? @Ganimed,можно и электродом сварить....Мне комфортнее в импульсе работать, Вам в линейном режиме.....Кто против? Мне скоро 4 тонны профиля 100*100 сварить надо будет в конструкцию, и не вижу поводов отказаться от импульса..... @welderman, Что важнее, гонка или качество.???...Да, и что-то сомневаюсь насчет более низкой скорости в импульсе .Меня никто не гонит , во всяком случае.1 балл
-
@SergDemin,вопрос не в этом .... вопрос в технологичности конкретного производства... навороченный источник позволяет даже с минимальными моторными и интеллектуальными навыками производить вполне себе адекватную продукцию...1 балл
-
это устаревшая информация..1 балл
-
Ну , снова противоречите......Когда поработал в импульсе-линейный режим как-то уже и не включаешь. Работаю в линейном только при сварке металлов ниже 1.5мм толщины.... одиночный импульс горячее... на тонкой нержавейке деформации меньше в линейном режиме..... Либо в СПОТ режиме. работаю. Какая разница какой металл....В импульсе на любом комфортнее работать.1 балл
-
1 балл
-
Наплавка - лучшее средство для совершенствования мастерства.
1 балл
-
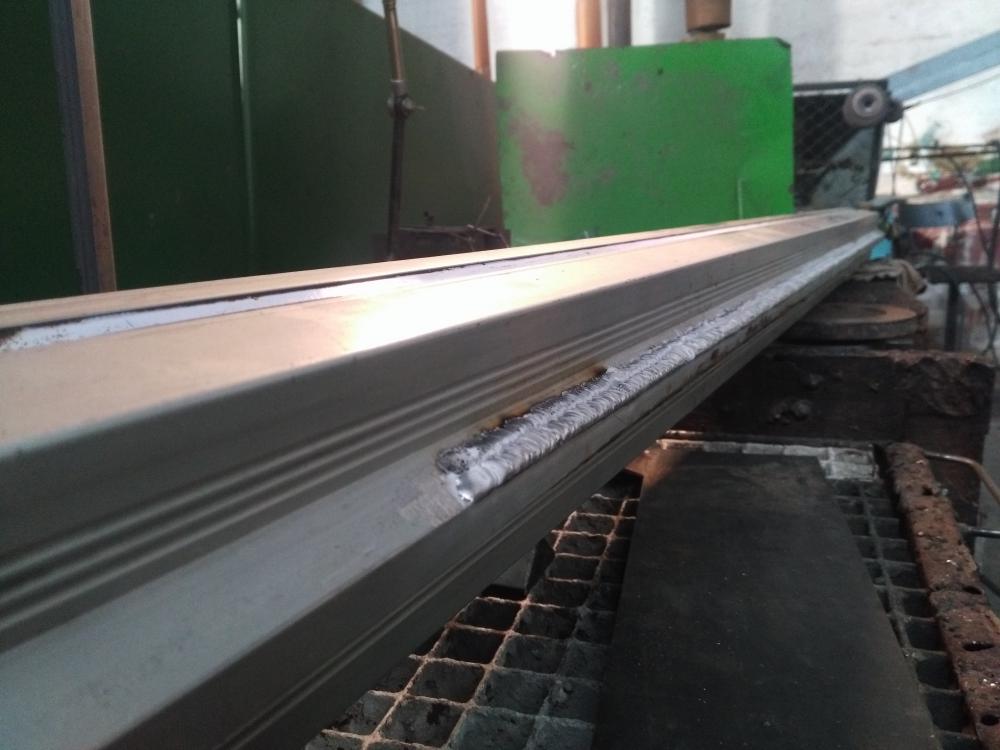
Вчера. Попросили наплавить под фрезеровку 4ре плоскости на рейке. Длина около 2х метров. Так как швы под фрезу, то тренировался по разному подавать присадок. С частотой чешуек вроде бы неплохо,но позаполняемости иногда выскакивает неприятность.
1 балл
-
Ремонт ковша от ,,армани,, после слома кирпичного здания, вот кому действительно с...ть на технику. Сварка трещины в основании уже видимо раз была засрата точками и шлаком прорезка, разделка, сварка 240-220 А Замена 1 адаптера, наплавка остальных 4 Заднюю стенку попробовали гидромолотом через бублик не пошло, пришлось резать и опять долбить гидромолотом без бублика только получилось более менее выстучать но остались следы теперь ковш с панцирем )) могли бы этого не делать я им сразу сказал покупайте 2 кв.м металла. Но как можно отказать - Слушай браат ну хоть как нибудь чуть-чуть браат, братишка а дорогой нам земля песок копать надо а ковшик очень маленький стал. Нижнюю стенку давили 50 т домкратом безполезно Навесное для Бобката очень сильно выручает в гараже. 2 швеллера 10 по 1,5 м, арматура 22, крюк до 2т, уголки из 16 мм металла, сварка УОНИ 13/55. На вилах грузоподъемность у него 900 кг, тут я думаю поменьше надо брать из-за вылета.
1 балл
-
"Выхлоп" - это тоже "инертный" газ1 балл
-
Если ёмкость заполнена инертным газом (аргон, углекислота), то, согласно химии и физике, как-то пофигу испарения и их интенсивность. Гореть им просто не в чем, не говоря уже про бабахнуть.1 балл
-
Тренируюсь стык С 17 вертикальное под узк. Сегодня первую пластину запоганил. Вышел за пределы допуска ширины шва. Но ошибки учёл, понял специфику. Первая пластина такая в жизни. На узк отдам пусть дефекты глянут и еще пластину возьму, там еще 69 штук есть таких.1 балл























.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)