Лидеры


.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)

Популярный контент
Показан контент с высокой репутацией 01.03.2021 во всех областях
-
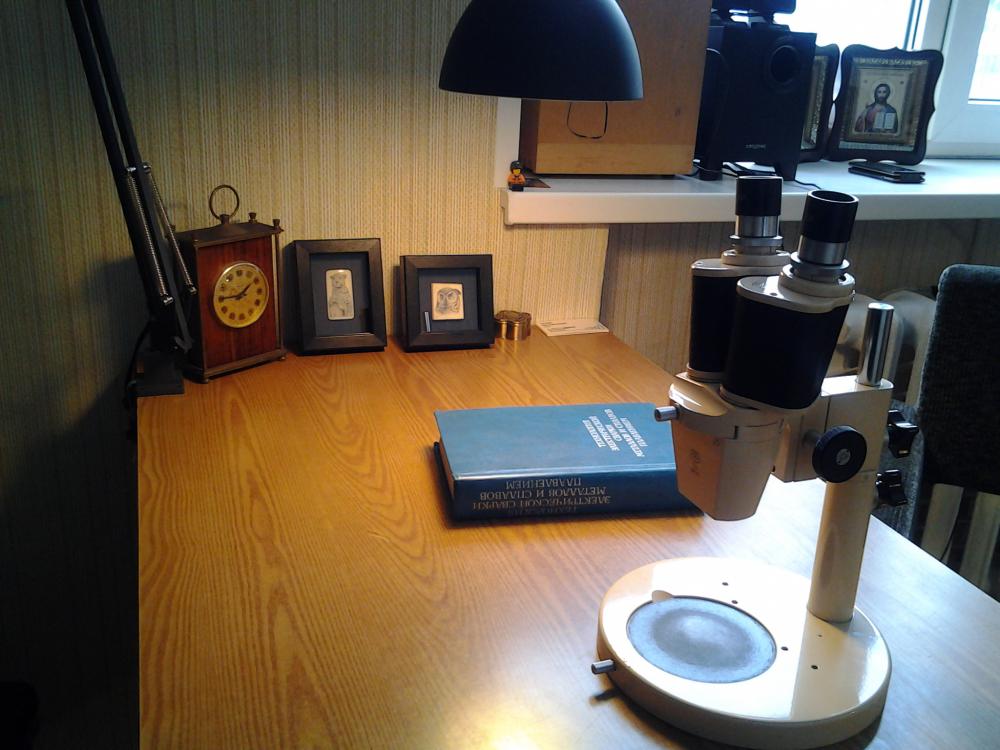
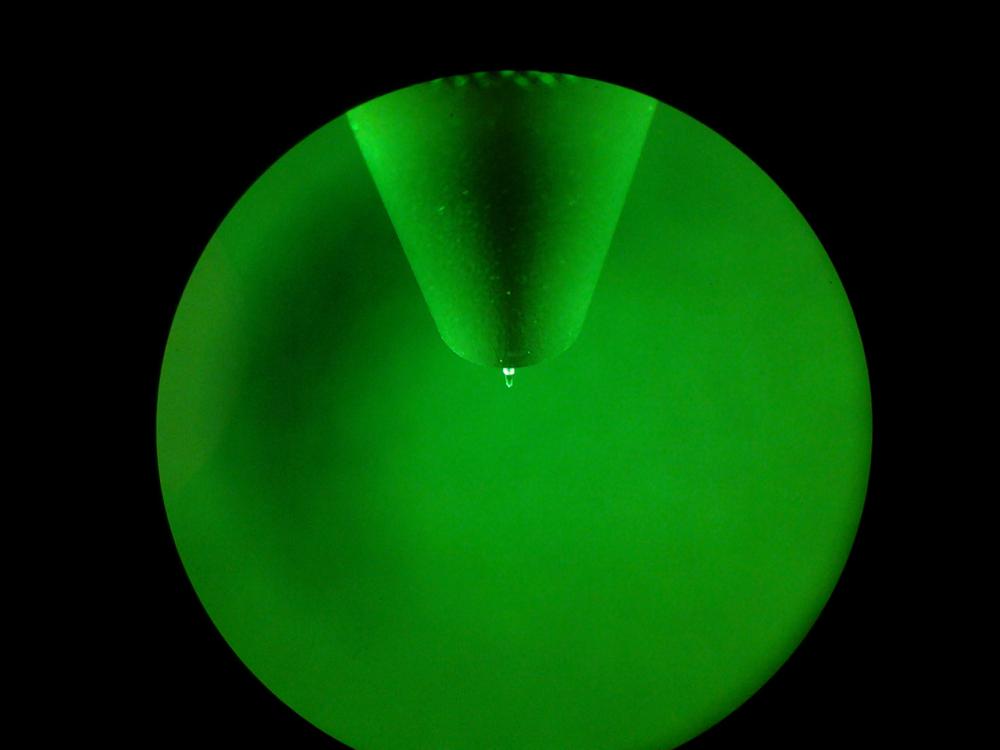
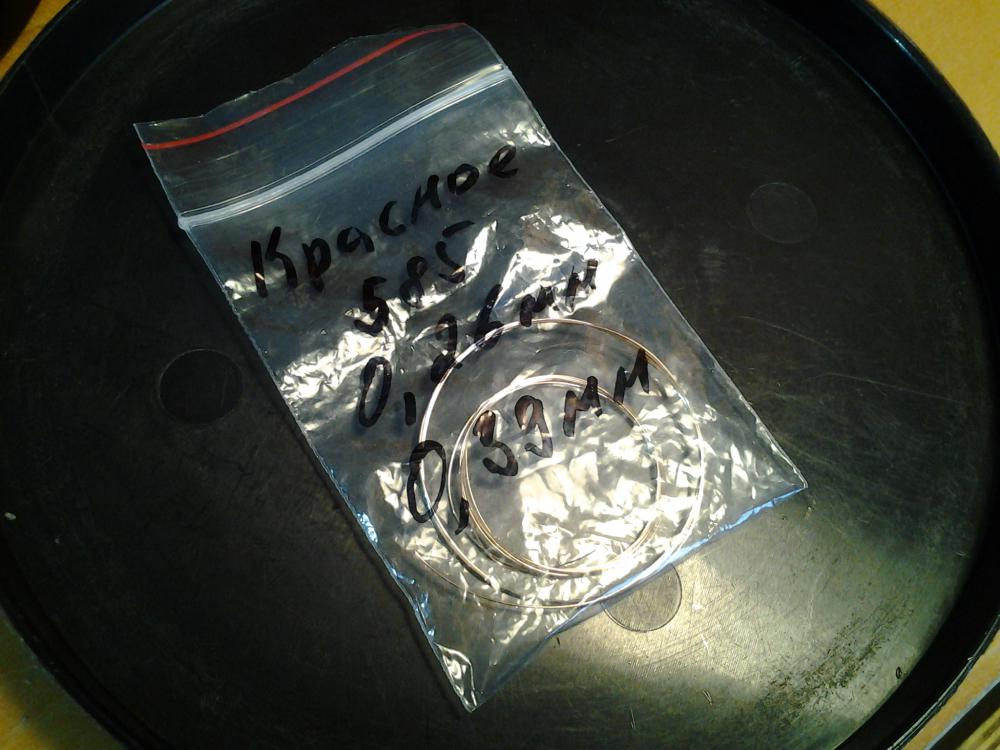
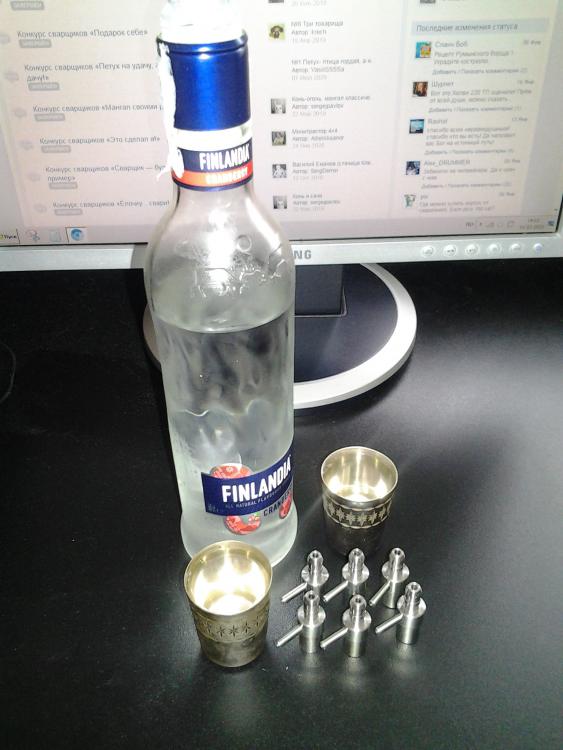
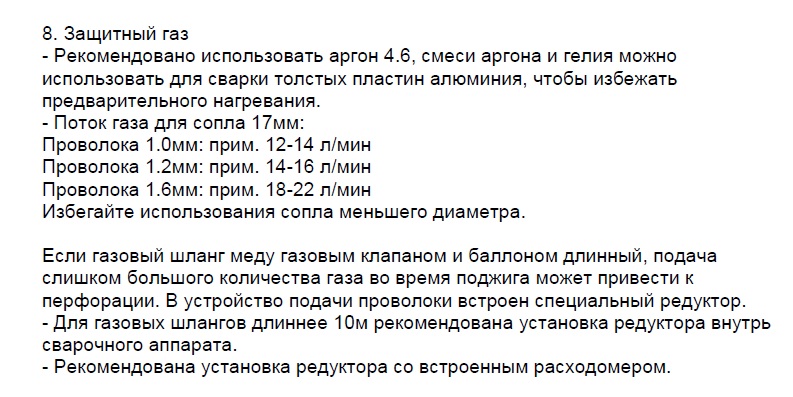
Уважаемое сообщество, решился познакомить всех со своей мастерской. Многое пока еще в "сыром" виде, что-то будет меняться, чего-то добавится. Планы и желание имеются) В мастерской производятся микросварочные работы, связанные с ремонтом и изготовлением изделий из драгоценных и цветных металлов, нержавеющей стали. Общий вид: "Деловой стол" для общения с клиентами, работы с бумагами и т.д: Сварочный стол- непосредственно рабочее место микросварщика: "Сердце" мастерской- аппарат импульсной микродуговой сварки "Магистр УМД-02-150": Микроскоп, взгляд через "маску": Стоит баллон, а в нем- аргон: Немного инструмента и один из моих помощников: Присадка золотая:
 15 баллов
15 баллов -
Привет друзья Две головки привезли раритетные . Как сказали от двух немецких грузовичков . Начал .. Буду пробовать.
12 баллов
-
Как всегда зимой,что разморозили,то и несут в ремонт. На таком пористом алюминии очень здорово показала себя Есабовская присадка 4047
10 баллов
-
Вот один из премеров- серьги в золоте с нестандартной закрепкой. Основа серьги и проволока, которая удерживает камень, взаимно напряжены. Металл проволоки нагартован. Конструкция собрана с натягом. Проволока приварена с обратной стороны. Таким образом получена не только качественная закрепка, но на основе сохранена полированная поверхность, камень сохранил свой цвет и игру. Художественный замысел реализован в полной мере) А вот сегодня на Днюху привезли заготовки из нержавеечки. Прошу прощения, что не скромно.
9 баллов
-
Грузовички ГБЦ9 баллов
-
Вроде фигнюшка маленькая,но пока выставишь правильно,то упреть можно.
9 баллов
-
Ну шо,третий переезд слесаря,четвертый уже не выдержу,сил нет никаких душевных,гараж теперь маленький,но их два.Такэ життя.Особо пока хвалится нечем,просили свет показать- показываю.Родная проводка разложилась на плесень и липовый мед,запилил новую,кабель ВВГ НГ,щиток - потроха на фото.Скажу честно, на электрику ушел весь аванс и светильники купил какие смог,но вроде ничо светят,три штуки вообще бы хорошо было.Разребаю хлам,креплю булки,отдыхаю отпуск...
8 баллов
-
По ювелирке в основном несут то, что при помощи горелки не сделаешь. Это в общих чертах. То есть это изделия с натуральными камнями, эмалью, покрытием. Просто сложные вещи для классического ремонта. Другие ювелиры также мои гости) Иногда ремонтирую оправы очков. Произвожу сварку часовых браслетов- часовщики также мои гости. Свариваю медицинский инструмент- лапораскопические приспособления, зажимы, ножницы. Части лабораторного оборудования. Да много чего интересного- всего и не упомнишь. Зубные техники несколько раз обращались. Обращаются люди при изготовлении каких-то прототипов, мелкосерийных изделий. Фотографии некоторых работ размещены в темах раздела "Фотогалерея" Сам я ювелир. В микросварке я уже почти четыре года. Как специализированная мастерская- открыта полгода. Направление коммерческое, наверное))) А может и как хобби))) Сложно сказать точно. Я сейчас на некотором распутье нахожусь в целом. Как будет дальше- не знаю, живу сейчас сегодняшним днем.7 баллов
-
@Усов,День добрый. Рекомендую к прочтению ГОСТ Р 52630-2012 "Сосуды и аппараты стальные сварные". СТО 0022056-002-2006 "Сварочные работы при ремонте и реконструкции сосудов и аппаратов" Нормировку времени и для определения примерного числа рабочих можете посмотреть в книги Николаев "Сварка в машиностроении" том 3 Пособие по нормированию сварочных материалов Пособие по нормированию сварочных материалов рд ремонт резервуаров.rar пособие по нормирование электродных материалов.djvu4 балла
-
4 балла
-
А с чего Вы решили, что это неправильно ? Ток появляется при нагрузке, коей является дуга. Нет нагрузки - нет тока ! Соответственно и индицируется ноль.4 балла
-
3 балла
-
А что несут? Ну, цепочка порвалась или серьга сломалась. Это понятно, но с этим и ювелиры с помощью горелки как то справляются. А из нержи что? Мастерская с коммерческой целью создана или, скорее, как хобби? Хотя, стол для общения с клиентами есть, значит есть и клиенты. Расскажите пожалуйста подробнее.3 балла
-
наконечник на новый, канал в горелке заменить, проверить тормозной механизм катушки, проверить прижим проволоки роликами и проверить стабильность подачи проволоки. Например дернуть за проволоку выходящей с горелки, она не должна свободно выходить при зажатых роликах и должна свободно вытягиваться при отпущенном прижимном механизме.3 балла
-
Потому что товарищ Алешин стер язык о сидальщный нерв правительства и обязал на все ОПО допускать только с их корочкой. Закреплено это в Федеральных нормах и правилах по сварке и скоро будет закреплено в 116м Федеральном законе Буквально сейчас рассматриваю удостоверение сварщика одного подрядчика, который аттестовался 25.02.21 в одном из прославленных АЦ империи НАКС. Только вот есть небольшое НО. Буквально в эти же дни, когда у данного сварщика должна была быть "аттестация", общался с ним на объекте, находящимся в часах 4-х лёту от АЦ, где его "аттестовали". @dedVova, как там ваши зелено-красные таблички? Дистанционную аттестацию вы каким цветом отмечаете? 3 балла
-
@svarnoi69, спасибо! Всех-всех-всех с Первым Днём Весны!3 балла
-
Так получилось что... я перечислил вам все настройки которыми напичкан этот аппарат. Ах да -- есть ещё два гнезда под кабель массы: большая и меньшая индуктивность. На первом фото с режимом всё в порядке. Репетируйте движение горелки: углом вперёд, мелко-поперечные колебания, с забеганием вперёд.Забегаете вперёд по одной кромке, возвращаетесь чуть назад по другой, и снова и снова. И зачищаем под сварку до белого металла. Это позволит лучше видеть границу шва, а она многое может нам рассказать.3 балла
-
Начал очередной выхлоп изготавливать.
3 балла
-
Да, только с задержкой по краям. А прибанить придётся обоих. Не надо реагировать -- игнор куда обиднее.2 балла
-
Обычный радиатор ни чего хитрого, радиаторы кондиционера почти все такие, режь окошки и глуши изнутри чтобы не портить целостность да и вид тоже а вообще паять надо, прекрасно паяются но если нет возможности запаять то глуши2 балла
-
Ну извиняйте что не угодили, в следующий раз мы обещаем исправиться и начнём сыпать наперегонки дельными советами по первому вашему требованию2 балла
-
нагрелся наверное
2 балла
-
выкрутите ручки рампы наростания и спада тока и пред и пост газа в 0. Если они не ноль, то время предпродувки и будет то время когда шьет осциллятор и открыт клапан газа. Особенность сундуков.2 балла
-
@Alex_D,малчик хател цвет бордо,но белий тоже харашо.2 балла
-
Я при восстановлении подобных вещей в отверстие укладываю стальной палец нужного диаметра (обычно хвостовик сверла) и по нему свариваю. Получается готовое отверстие. При остывании сверло обычно достается с некоторым натягом. И ничего сверлить не надо и соосность легко поймать если что.2 балла
-
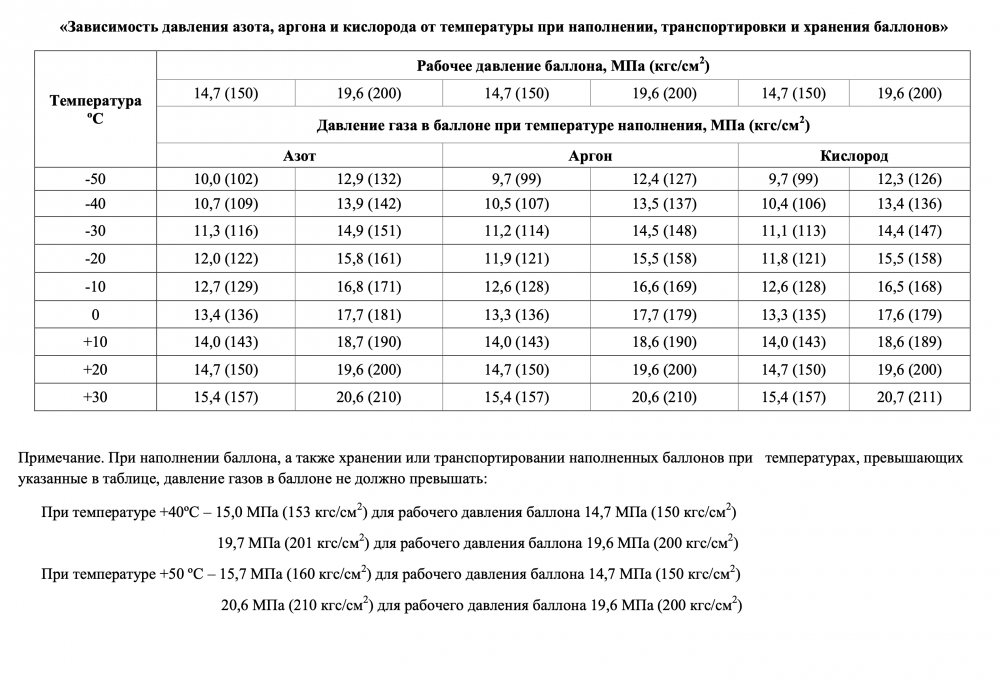
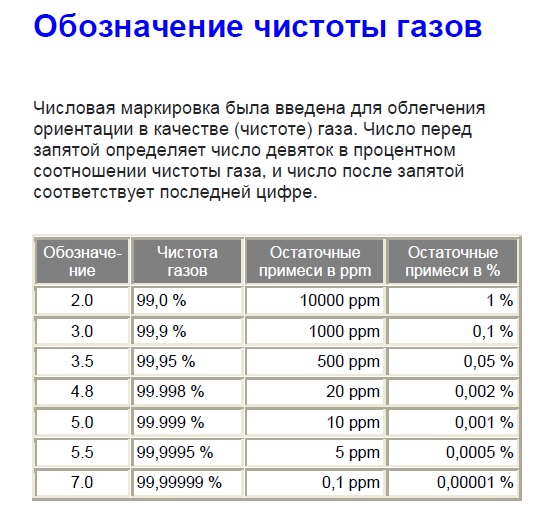
Понятно должен быть. Это прайс 18г., и сейчас такие цены? У нас по 950р., за 40л., на обмен. А что за особые вентиля под 4-ыре 9-ки? Мне два раза давали баллон у них были такие сглаженные вентиля, а вот этот третий как у Вас конусом. И вот уже примерно 20атм сжег а все равно даже после первого шва 10см на заточки образуется юбка. Правда меньше чем при полном, но все же.1 балл
-
Ну не знаю и не было у меня за 30лет такого , в гараже также ночью в минус уходит , днем в плюсе когда работаю , да и АРГОН у меня если округлить то четыре 9 и это не самый-самый , но и не плохой и баллоны стоят иногда без движения месяцами .
1 балл
-
http://websvarka.ru/talk/topic/12114-garazh-uporotogo-slesaria/?p=4497191 балл
-
@uralvaz, проверьте питающее напряжение. В прошлый раз, изучая этот самый "огнемёт" выявили, что такое бывает при повышенном напряжении питающей сети.1 балл
-
copich, у меня вопросов нету. Моя проблема давно решилась. Я расписал более подробно ситуацию пользователя uralvaz, т.к. вчера общался с ним в личных сообщениях. У него фаза выдаёт 250 вольт. Абы какой стабилизатор не подойдёт, например мой стаб (транс с тиристорным управлением обмотками) делал только хуже, скорее всего из-за того что очень быстро реагировал и инвертор не успевал за ним. Можно попробовать стаб с сервоприводным управлением обмотками, но никто не даст гарантию что это сработает.1 балл
-
Любой полевик сажай на 900 вольт. Корпус сам посмотри.1 балл
-
Борода с аршин, а сам с кувшин. Кто длиннее, тому виднее. Не ошибается тот, кто ничего не делает. Это все про меня. Сделал давно станину под гриндер из колёсного диска. Оказалась высоковата. Мусор в лицо летит, да и часто надо сверху смотреть . Тут три выхода: укоротить станину; встать на подставку или удлинить ноги. Как ни трудно выбираю самый сложный путь- укоротить станину и заодно прикрутить регулируемые ножки. Втулки в которых крутятся ножки делаем потолще как защиту от деформации при сварке. Уже неоднократно было что заклинивало резьбу из-за тонких стенок. Одно лечишь- другое калечишь. Еще проблема укоротить стойку. Ну и отрезать ровно. Водрузил энто дело с колёсным диском на мартышку с твердосплавным диском. Регулировал подставками и всяческими подпорками. Ровно отрезал как в аптеке. Поорудовал потом болгаркой и прямошлифовалкой. Сварка длилась наверное одну десятую от подготовки. Да и разобрать, таскать, ворочать дуру эту, варить иногда в странных позах. Кто-то мне советовал купить токарный станок. Тогда вообще ничего делать не буду. Только разбирать, собирать и переделывать . Стойку проварил своим телом на века. ну и результат. Вот тут тоже боремся с деформациями. Ошибка и деталь на выброс. Надо ухо приварить к "стакану". А в этом стакане ещё "стакан". А в том "стакане" вварить перегородку. С первым прокатило. Толстая стенка и своим телом. Здесь повезло. Здесь нет. Применение присадки даже по углам вызвало маленькую такую деформацию(утягивание). Но не беда. Крутанул стакан на столе да на колесе. Сел как родной. Мне бы опыт этот да лет 10 назад. Герб себе "сделал". Как в двенадцати стульях: новая секретная организация "Накидные Ключи с Урала".1 балл
-
Вот. Блть, Братцы - акробаты... "Миротворец". Ответе на один вопрос! На хрена была создана эта площадка? А? На хрена вы создали этот форум? Что-б помогать себе подобным товарищам. Нет? Что-б опытом делится. Советами. Идеями. Так? Нет? а он мне "Пусть помучается!" Да Спасибо тебе от души!!! Всё!!! Тема закрыта. PS с трёх страниц балагана, кому хочу выразить благодарность, это Kurt1 . Вот кто один дал толковый, дельный совет. Спасибо, от всего сердца!1 балл
-
@selco ну в общем-то основа это руки и понимание ( звёзд с неба не хватаю ) имхо . Если аппарат позволит помочь то это жирный плюс . А а рассказы рекламщиков , что можно заварить наглухо закрытый угол без привязки к рукам и нюансам это обман1 балл
-
Как надумаешь, присылай. Я реально такой аппарат впервые видел.))1 балл
-
@tehsvar, Алексей, форсаж 315м старого образца это хороший трудяга, но на жирные толщины от 4мм. Все что меньше, для него немного проблематично. Аппарат о котором я написал, это тот, что я тебе присылал на видео, армяно-еврейско-китайский, такой только у меня и Майкла Джексона, только горячий старт невнятный..отослать бы его тебе, чтобы пульт приделать (именно в единицах, хрен с ним с десятками) и было бы ваашпе агонь.1 балл
-
Эльдар, смысл о нём говорить, всё равно нет их. Пульт сделать можно, только без единиц. Это просто более геморно. Но только дорого всё это. Что хоть за аппарат? @Лепило, да, это тот, что был ранее и теперь. Авто - аркфорс. Хотстарт долю секунды, практически не заметен. Более ничего. Лифт Тиг только через тумблер. Он реально работает. От 5 примерно ампер розжиг и до установленного. Эльдар, а как Форсаж? Ты вроде его хотел на постоянную работу? Или 380 мешает?1 балл
-
@Лепило, выдержка из описания "Горячий старт" теперь можно регулировать от 0 до 100% Меня так не устраивает. Мне надо так-можно задать время и силу тока\наброс тока по отношению к базовому. БЕЗ привязки одного к другому. То есть если я захотел, сделать 5 секунд, нет 10, ну нет 15 секунд..нет...кароче сколько захотел, и ток по отношению к базовому (пример базовый 34, а я наброс 150%) и все это работает. Откуда такая избирательность спросите вы, мма-нержавейка. И пико 180 мма пульс. Аргонник мне не нужен. Но пико у меня отнимут через пару недель, а привычка к хорошему останется. Ищу замену.1 балл
-
Опыт с годами приходит, пусть помучается.
1 балл
-
Сегодня принесли КПП от логона, отломилось одно ухо, забыл снять обработанную и нарезанную резьбу.
1 балл
-
Спасибо, об этом и думал. Там чисто бабло снимают за рекламу, а по факту инфы ноль. Я стараюсь делать максимально подробные видео, делюсь нюансами... Живой пример, Игорь, который у меня работает и учится ТИГу, на инфу об обучении тулы за 4 -5 дней сделал жутко удивленное лицо... - Что можно изучить и понять за 5 дней?? Это его вопрос... И кто то ведется на это "обучение" за 40.000р?? Надо быть убитым на всю голову ....1 балл
-
Эта красота... как бэ сказать, не совсем правильная на мой взгляд. Широкий шов намного сильнее тянет, больше внутренние напряжения. Сам этим раньше страдал, поразмазывать, аля американка. Сейчас отошел от этого.1 балл
-
Вот мне интересно, хватит ли смелости причастным озвучить это..?1 балл
-
Уж не знаю, каким вы сочли мой вопрос - дурным или хамским - но спрашиваю в третий раз, так как думаю, тут не только мне это будет интересно. Сварщик аттестовался в АЦ, приходит ко мне и не может заварить допускной КСС или гонит брак на проектных стыках. Или ИТРовец, который аттестовался на второй уровень, а не знает, чем отличаются электроды Э50А от Э60. Какую вы в лице АЦ несете ответственность за то, что аттестовали таких щпециалистов?1 балл
-
@валера1963,только гроверс никому не «срет»,о многом говорит,только по делу.Алексей хороший человек и я рад знакомству с ним.1 балл
-
@installl,Об толщине перекрытия- монолита.При близкой работе артиллерии такая толщина несколько успокаивает @Us1981,Можно парилку,можно грибы разводить,можно трупы складировать.Главное,шо есть) О,с лета фотки нашел.Зимой провтыкал и бочку порвало,пришлось подваривать.Совместили приятное с полезным.
1 балл
-
Зафиналил первую часть действа , вся электрическая начинка ждёт своего часа . Вожу жалом по Алиэкспрессу , выбирая достойную кандидатуру ( разбираться бы ещё в этом ) , да финансовая составляющая не даёт с плеча махнуть в покупках - сентябрьский аванс уже на исходе . Ну да ладно Просверлил отверстие на валу и нарезал резьбу - здесь будет прижимная втулка под подшипники и место крепления приводной шестерни . Далее начались танцы с бубном - запрессовка подшипников . "Портянки" , видимо , немного подсели - повело в ходе огневых работ , а токарный у нас точно на точит - +/- пару мм для него норма , рисковать на хотелось . Хотя одну обойму всё-таки пришлось подправить - эллипс значительный . За пресс у нас только слышали , тиски - вот наш пресс . Неудобно , но действенно , всё не кувалдой долбить . Полученный порнопакет помещаем на вал , с предварительно установленной шайбой . Затем "напрессовал" 159-ю рубашку , упаковал очередной шайбой и - на прихватки ( а вдруг ? ). Запечатлел , упомянутую вчера проточку - без неё планшайба упирается в подвижную часть патрона. В итоге , вот что получилось . После монтажа токосъёмных щёток коллекторный узел будет закрыт защитным щитком . Реализация крепления , станины и прочего навесного будет продолжена по прибытии комплектующих , дабы скомпоновать это дело более менее эстетично , с учётом размеров . Хотел в шапке темы дать ссылку на видео , с которого срисовал идею , но в суете упустил этот момент . В своём проекте я всё упростил , по ряду причин - наши возможности и реалии очень далеки от буржуйских . У него всё под рукой , у нас - даже материала нет в шаговой доступности , но и мы не лыком шиты . Поэтому - Россия непобедима . https://www.youtube.com/watch?v=kSk6uOs6LSU
1 балл
-
http://websvarka.ru/talk/index.php?showtopic=1434&st=60 № 65, 68.1 балл
-
ОК 46 электрод хороший для мелкой трубы. При толщине стенки 3мм вариться без фаски, в один проход(не я придумал,такое требование у нас) Этими электродами я бы варил без отрыва, в один проход. Лично я бы торцанул заготовки болгаркой, зачистил внутри(чтобы грязи небыло), фаску на такой толщине снимать не надо, зачистил бы края заготовок до металичекого блеска(хотя бы на 10мм - это если лень зачищать) состыкавал с зазором около 2мм(можно использовать для выставления зазора спички, электрод д=2мм, диск отрезной от болгарки 1,5-2 мм и тд). Насчет сварочного тока, я давно не варил ВДГ-З, попробую так описать -Разные аппараты варят по разному и отображают значение тока тоже по разному(тоесть взять два разных аппарата оба могут отображать 100А, а по факту один выдает 90А, а другой 112А уже не говоря про баластники), да еще могут быть накручены фрункции типа форсажа и наклона дуги(когда они есть). Поэтому трудно сказать про необходимый сварочный ток, вот когда работал со сварогом на 3мм ОК 46 - 75-80А поставил бы, а когда работал с BlueWeld поставил бы 70-75А.В целом когда варишь одним и темже аппаратом или хотябы одной и тойже моделью, то уже чувствуешь когда и сколько поставить. Тут у нас малый диаметр и малая толщина стенки, если варить без отрыва, нужно ставить низкий ток,(в таких случаях хорошо помогает функция горячий старт если она есть).[Если варить с отрывом то тут проще можно поставить ток 90А и избегать прожега отрывами дуги.] Если расматривать стык как циферблат часов, я бы начал варить на 6:30 и закончил бы, на 11:30,варил бы без каких либо движений(никаких колебаний, ведешь электрод ровно). Когда доходишь до 5:00 часов(место на стыке когда потолок переходит в вертикал) здесь метал стремиться стекать в низ и нужно увеличивать скорость сварки, чтобы метал не утек, а когда выходишь на 2:00 часа(Место на стыке, где вертикал переходит в нижнее), то на оборот скорость сварки снижаешь, иначе высота шва здесь будет маленькой. Когда пол стыка сварено, то болгаркой удаляю по 5 мм сварочного шва с низу и верху, немного развальцовываю концы шва(чтобы в замках провар был нормальный) и довариваю стык. Если всеже варить с отрывом, то изменений было бы не много - зазор я бы поставил 3мм и как уже говорил ток около 90А, а варил бы всеравно в один проход. если были бы электроды LB-52U, то варилбы как и ОК 46, но с УОНИИ 13/55 я так не могу. УОНИИ 13/55 Бывали случаи, когда УОНИИ 13/55 попадались отменного качества и ими можно было легко варить, но чаще всего эти электроды были хреновыми и у них было много брака. Поэтому варить УОНИИ 13/55 в один проход, как положено при такой толщине, я бы не стал. И так: опять без фаски, но зазор я бы поставил 2,5-3мм, ток выставил бы на корень побольше где то 80-85А, тут я бы варил без отрыва и не затягивая - стенка тонкая и держать ванну бесполезно она все равно сбежит и будет прожег. Нужно быстро пробегать по стыку. Я попробую объяснить, но это надо пробывать самому и я незнаю насколько понятным получиться описание: И так: зажигаю электрод, и здесь я совершаю движения напоминающие сварку с отрывом, тоесть - ставлю каплю увожу электрод, возвращаюсь и ставлю еще каплю и тд. Но в отличае от сварки с отрывом, дуга у меня не гаснет, я уважу электрод немного вперед и возвращаю его назад, дуга очень короткая, движение электрода очень быстрое, а капли формирующие корень шва мелкие и я довольно быстро продвигаюсь по стыку вперед. Ну а потом остаеться зачистить корень и положить облицовку. P.S. Всем любителям поспорить объясняю:так варил бы я - никто не мешает вам написать как варилибы вы. Любой контроль мои стыки при такой сварке проходят(не раз проверено)-если кто варит по другому и его стыки проходят контроль - то молодец. Вцелом есть поговорка -"кто как хочет так и дро...". Я опустил различные требования и нормативы, чтобы не разводить писанины и рассуждений стоит ли их соблюдать, тут опять можно вернуться к поговорки -"кто как хочет так и дро..."1 балл
-
Хорошие электроды(ESAB,LB,Bohler...),нормальный аппарат и тренироваться.Отрабатывать сначала одну позицию(несколько катушек извести),затем другую,потом всё вместе и т.д.Сразу охватить все пространственные положения будет трудно.И постоянно контролировать и корректировать шов-если не пошло,то не тупо доваривать,а остановиться и исправить.1 балл