Лидеры




Популярный контент
Показан контент с высокой репутацией 28.11.2020 во всех областях
-
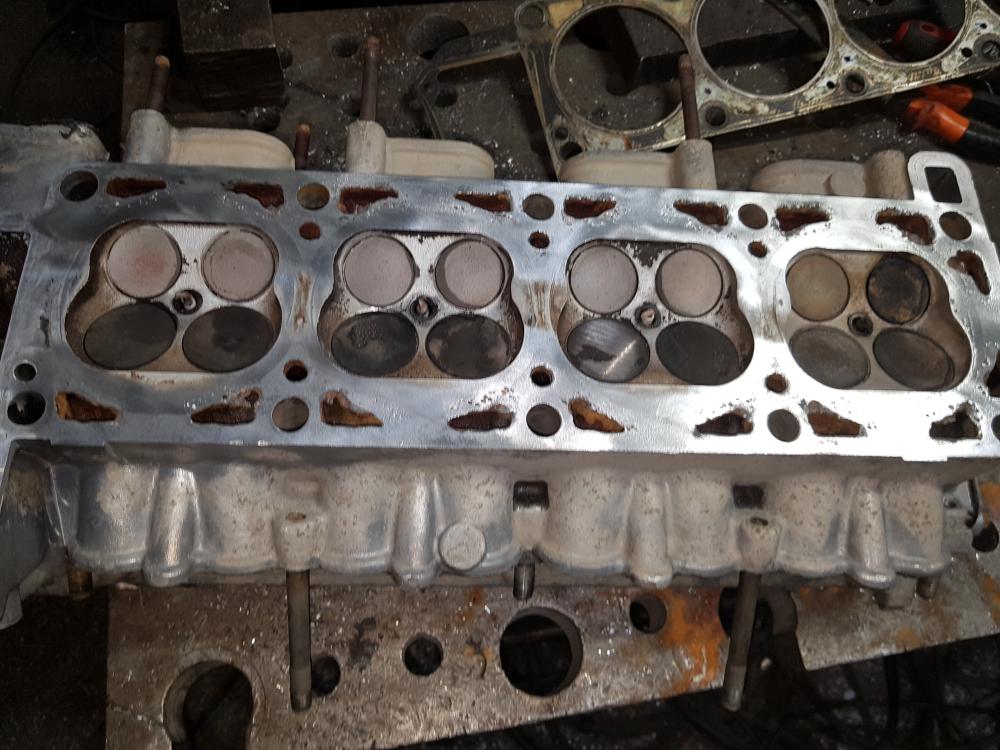
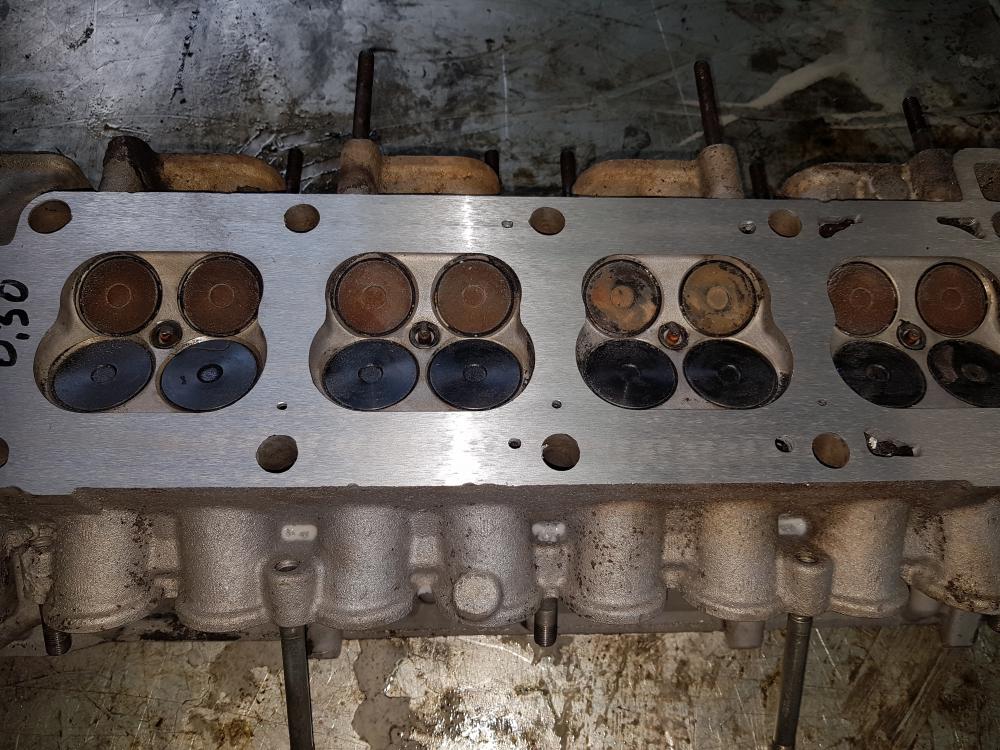
@Фунтик, качественный ремонт ГБЦ-это продукт совместного творчества. Тут в равной мере присутствует вклад и сварщика и станочника и слесаря-сборщика. И таки да, головка с доработанными водяными и газовыми каналами, установкой металлокерамических сёдел клапанов и направляющих из бериллистой бронзы-служит дольше заводской. @Вад11, работа с клиентами всегда включает в себя не только технические моменты,но и изрядную долю моментов психологических. В Кемеруне с работой и деньгами-тоже не слава богу. Но это не отменяет взаимоуважение между заказчиками и исполнителями работ. Общеизвестно, что один довольный клиент-приведёт пару новых, а один недовольный-уведёт десять старых. Поэтому рявкать на нерадивого клиента прямо с порога-не стоит. Гораздо лучше потратить время на объяснение вроде бы понятного всем факта, что работа с неподготовленной (читай-грязной и не разобранной до необходимого состояния деталью)-не есть гарантия качества, а есть гарантия брака. И не забываем об элементарном чисто человеческом уважении к труду (тем более-к труду высококвалифицированному)! Только редкостный балбес может себе позволить прийти, к примеру, к стоматологу-с немытой рожей и грязной ротовой полостью. Поэтому, если заказчик припёр тебе вместо мытой и разобранной головки блока кусок промасленной земли с торчащей в стороны навеской, то стоит сразу объяснить ему его неправоту в доступной для него форме, чтобы он сам понял, что так делать нельзя.14 баллов
-
Ещё как лучше! Потому что от субчиков, ни в грош не ставящих исполнителя работ, можно ожидать чего угодно. К примеру, часто встречается такая ситуация, когда заказчик приносит грязную деталь, сам мыть отказывается и за помывку на стороне денег не даёт. Мало того, он ещё и просит сделать кое как, бюджетненько и по минимуму. Прогнув исполнителя, получает в итоге конкретное порево, которое обречено нести проблемы. Проблемы не только "экономисту", но и работнику, согласившемуся гнать брак. Потом этот же "деятель" будет на каждом углу орать, что, де, там-то делают как попало. Лично я, даже испытывая финансовые трудности, таких персонажей с ходу отваживаю. Отложенный во времени удар по репутации может в итоге обойтись куда дороже, чем упущенный копеечный приработок.10 баллов
-
Тук- тук,кто там?
 9 баллов
9 баллов -
Первые пробы...
7 баллов
-
По началу деятельности тоже бывало - "то пусто,то густо". Но держать "марку чистюли" в любом случае надо. А монотонное бормотание клиентам про то,что "ремонт обуви делают только с чистыми башмаками,а перед стрижкой надо мыть башку" делают своё дело. Для залётных нерях в прихожке стоит таз с водой и губка,даже маленький флакон "Фери" для комплекта. р.с. еще никто не мыл,но действует хорошо в воспитательных целях. Или уносят на мойку,или делают доплату. Для "Будней сварщика" надо самому создавать условия. Себя я установил сухую Вебасто,которая через рукав дует на рабочее место. На крепкие холода на подстраховке тепловая пушка.В этом году видел на ю-тубе вариант выхлопа автономки через чугунную батарею,жаль,что я в своё время не сообразил. Тоже толковый вариант с очистителями. А про условия - я сам себе создавал.Бывало,что 3 рубля заработал,а 7 потратил на на создание условий. И с электричеством были проблемы,думал тоже генератор покупать,но провёл официально себе отдельную линию. Да недёшево,но окупается спокойствием. 100500 % , иной раз дольше времени на диалог уходит,чем на работу. Бывает,что не понимают и уходят,но это лучше. Почему? "Цыганская почта" со временем сделало своё дело и теперь все знают,что "Там нестандартный сварной" и надо приносить только в чистом виде.7 баллов
-
@krech, надо было своё имущество вывезти, получить з/п, а потом объявлять об уходе. Скромный опыт 7-ми работ за год в Масквэ .6 баллов
-
Всех приветствую. Едва остался жив после операции и ковида месячной болезни. Пока на больничном еще, стало легче. Выпуск очередной задержался. Сущий Бог дал времени еще пожить на земле, еще послужить людям. Вот, может будет кому полезно, все же изначально с этого сайта коллеги просили о создании канала на Ютуб.6 баллов
-
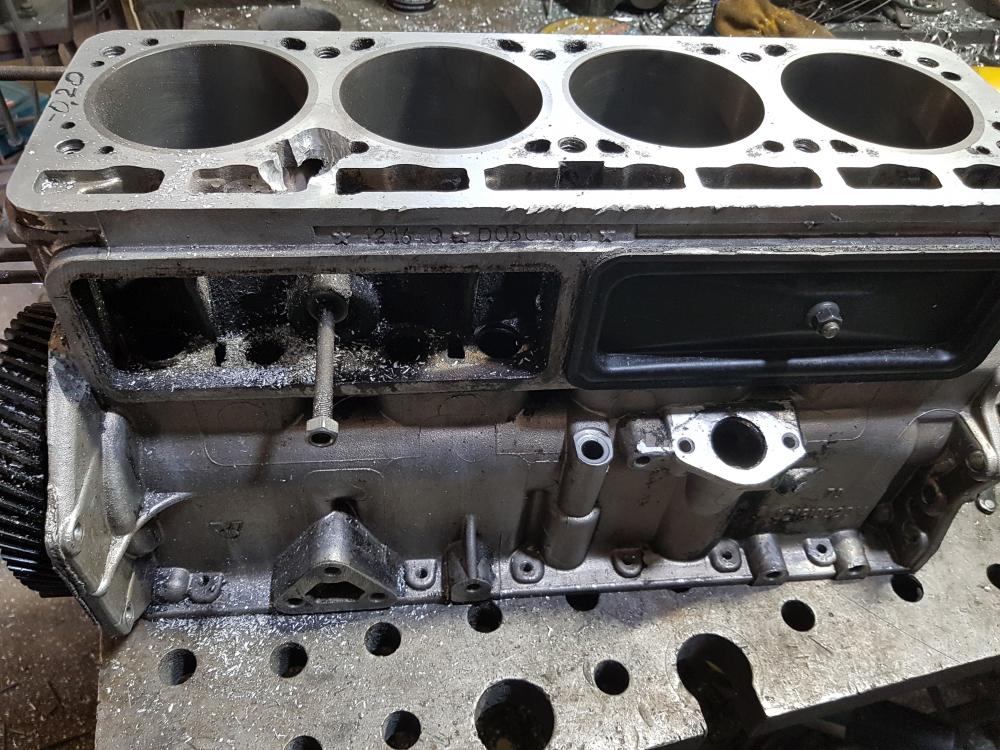
При серьёзном повреждении коррозией водяных каналов ГБЦ ЗМЗ-406 я завариваю их наглухо, затем по прокладке высверливаю и выфрезеровываю только необходимое. К примеру, было так: Поры от предыдущей косорукой сварки и коррозия-по всем каналам. Стало так: Ни пор, ни подрезов. Ну и так, что называется, до кучи... Блок УМЗ-421. Оборвали шпильку, при высверливании заломыша-умудрились сместиться с оси отверстия, похоронить кусок сверла и вылезти в водяную рубашку. Расковырял. А вот и "артефакт"... Прилив под шпильку наваривал с самого дна и выше привалочной плоскости. После шлифовки и нарезки резьбы. Коррозия повреждает не только водяные каналы. Иногда она прогрызает насквозь закоулки водяной рубашки в самых неожиданных местах. В данном случае-свищ образовался под седлом клапана. Расковырял и заварил. По заказу местных энергетиков-изготовил кучку клеммных адаптеров. Собирал и обваривал в импровизированном кондукторе.
5 баллов
-
@vnuk, что такое индуктивность? Как это работает, и что это за настройка такая? Мне интересно именно ваше понимание, и если оно не правильное, то надо исправлять, ибо на нашем форуме нести ахинею не дозволено никому. Я хочу предупредить вас сразу, что по поводу физических величин, таких как ток, напряжение, сопротивление, индуктивность, не может быть никаких мнений, правильных или не правильных. У индуктивности есть некоторые физические свойства, которые применяют в сварочном контуре. Было бы неплохо вам о них знать, и в своих видео не привязывать напрямую индуктивность к длине дуги, дабы не вводить в заблуждение. Если индуктивность и влияет на длину дуги, то весьма опосредовано, и скорее всего это вызвано конкретным схемным решением, но не является при этом правильным.4 балла
-
Интересный дизайн спецовки.
4 балла
-
Слово мужчины - это слово твердое и непоколебимое. Если он сказал "завтра", то его решение не меняется, и не надо его переспрашивать каждый день!4 балла
-
тут скорость и проход горелки у всех разный.и ток и амплитуда подбирается под свою руку.по сути двойной пульс это правильный подбор характеристики подогрева метала(нижний пульс)и процесса наложения большой жирной или не очень блямбы.основного пикового сварочного тока.то есть шаг такта очень много зависит от рук и машины с настройками.всё это очень индивидуально.мы же не роботы.только пробы и ошибки дадут позитивный результат.тут только сварочная ванна подскажет что куда крутить.вообще процесс очень сложный по настройкам.но если чётко попал в моторику руки и в токи.то тут будет торжество.....я так думаю это всё в двойном пульсе было сделано для бездушной машины.она не понимает что нужно и делает так как её настроят.а руки человека и глаза видят эту проблему.так что потихоньку не спеша Вы придёте к своим хотелкам.опыт и мастерство.приходят со временем.тут много было правильных высказываний.начните варить.и всё у Вас будет.придёт так сказать понимание. добавлю.сейчас отказался от двойного пульса.швы короткие.на настройку нет времени.работаю в одиночном.швы такие что глаз радует.что алюминий что сталь.руками всё чётко отрабатывается.как говорил бучер..если правильно ник назвал.работайте в пульсе.всё остальное баловство.полностью с ним согласен. на чистом металле привыкайте работать. https://www.youtube.com/watch?v=0UDh1o_5qBM https://www.youtube.com/watch?v=J_UrANx8upE это гроверс молотит.отличная машина.она у меня на стали хреначит. в смеси. на последнем видео пульс одиночный.специально для Валеры.вот такие они китайцы.спец камера была.только беда в том что у меня записано в фул айч ди.а ютуб не даёт у меня такое разрешение этого файла.3 балла
-
Да не пофигу и должна на пульсе 2,5- 3мм , но вот не хотел но встрял аппарат китайский и туты много спецов по китайским, во они и должны показать коррекцию дуги . Ну здесь тоже самое и наверное можно и на амперы переключить и так понятнее , где пользователи китайских ? Антон , понятно первые пробы ,,,,, ну и хоть бы словечко про ощущения , да они первичны и может не совсем пока понятны , но ощущения все равно . Зы что то ты плохо почистил железяки особо под импульс и он любит чистоту , ржавчину даже поверхностную не переносит на дух , будет плеваться - сбоить и т.д.3 балла
-
Да и это так , но износ быстрее чем чугунных седел , а вот направляющие из бронзы дольше ходят заводских . Ну и чуток еще о седлах и на спорт угол не 30гр для лучшего наполнения и сейчас точно не помню сколь оптимально , но при таком угле износ тоже выше становиться . Вот на Москвич412 там седла всем седлам седла , их с трудом а то и вообще не берет твердосплавная шарошка и обычно камешком абразивным специально заправленным и пропитанным бакелитовым лаком и в печке высушенным шлифовали и это было быстрее , но камешек приходилось подправлять . Вот еще хочется немного про бакелитовый лак и в СССР был первой выручалочкой как у спортсменов так и у сварщиков тиг горелки чинили , так и у автолюбителей , последние в том числе и я использовали для приклейки тормозных накладок Жигулей и Москвичей с Волгами и Запорожцами , технология такая на передок из Зиловских фрезеровали "брусочки " толщина позволяла ну и старые основания обдирали-чистили , мазали бакелитлаком струбцина или распорка если задние барабан и в печь или духовку 200г на 4 часа , держал на смерть и заводские превосходил .3 балла
-
Ага, скорее всего договор уже есть, с компаниями по ремонту компьютеров, я свою клавиатуру уже не раз заливал слюной.3 балла
-
Спасибо Виктору (хлорофосу), это по его настоянию в Форсажи внедрили эту фичу!! Ооочень удобно.3 балла
-
3 балла
-
3 балла
-
https://www.youtube.com/watch?v=9hhdji_LeKY&ab_channel=mosspas09113 балла
-
не ошибается тот кто ни чего не делает.... сварочный процесс сложный.очень много зависит от сварщика.у меня есть фото колёс лунохода.там вообще жопа по сварке.Валера выкладывал видео.где в камере варят.она заполнена аргоном.жесть.глядя на на это очень страшно становится за нас и сварщиков.денег нет но ВЫ держитесь.человек входит в камеру в озк.с зади наматывают кусок бандажа.какое то древнее оборудование.маска от времён петра великоваглядя на это видео хочется плакать.разработки от царя гороха.и мы это показываемым по телевизору.ужас....куда катится страна??? видео позорище.на 80 года было супер.на нынешние просто отстой.ужас. посмотрите на сварочный щиток и костюм который наматывают узлом.тфу.....противно смотреть.и это современные технологии.????.жесть.2 балла
-
Александр , вот я уже выше о этом написал что индуктитовность только в режиме МИГ-МАГ , а вот в импульсе это мягкость и жесткость импульса то есть он изменяется по форме подъема и спада , вот в этом режиме да длина дуги может измениться . О кель "путаница" , да все просто на большинстве аппаратов это одна крутилка но в МИГ-МАГ она отвечает за индуктивность а вот в режиме импульса за мягкость-жесткость самого импульса , кстати у ЕВМ это обозначено как "динамика" но это наверное даже точнее название чем мягкость-жесткость .2 балла
-
@Miners, У меня такой же тоже на всяк случай стоит. @sherwood, Подбор тока это важно, я пользуюсь простым правилом-на каждый мм толщины примерно 30-35 А тока, не помню где прочитал, но определится с начальными настройками тока помогает. Так же надо в процессе тренеровок видеть и контролировать сварочную ванну, если она проваливается, то тут 2 вывода-либо ток подобран неверно, либо вы слишком медленны и не успеваете разбавить горячий металл ванны холодным металлом присадка и в результате перегретая ванна проваливается вниз. Пробуйте варить относительно короткими стежками, сантиметров 3-5, может это поможет держать металл относительно холоднее, чем при непрерывной сварке, а так конечно здорово помогла бы педаль.2 балла
-
@14Znoj88, дугу укорачивайте максимально, но что бы небыло кз об ванну.2 балла
-
@selco,Валерий,не было времени .Под пульс зачистил,под дабл не успевал уже и первую попавшуюся железку приварил.Сравнивать мне не с чем,занятно жужжит,единственное мне первичный поджиг не нравится и окончание шва.Что пока понял по источнику- может ТИГ лифт,МИГ- МАГ,строжка,ММА - основа,рутил,целлюлоза,алюминий.Пульс,дабл пульс,синергетика,ручной режим.Выходы под шпулган(?),автоматический комплекс,выход USB видимо для прошивки.Люминя нет пока помучать.Вот пока и все.)2 балла
-
Увольняюсь. https://youtu.be/nbYlg1G277I2 балла
-
@selco, ну вот примерно так вылупляюсь и высчитываю куда чего крутить и сколько. Мелочь, но очень напрягает мозгу. Были бы изделия на поток, сохранением программ можно было бы вообще не париться. Но у нас же все постоянно разное. Приходится запоминать сколько ампер соответствует - метрам в минуту, пока скважность и частоту настроишь, уже забыл базовый метраж. Короче весело!! Но, варит гад, по ногам течёт!2 балла
-
@Глобул, мне не пофигу, я читал и седых волос прибавилось. Но ведь просил не с проста, снимай видео и мы подскажем. По херу человеку, ну раз по херу, бум подождать, коньяка под боком целая «пятёрочка»!2 балла
-
Евгений! Крепкого Здоровья! Ваши видео безценны!!!2 балла
-
Я ей это предлагал, неоднократно, не хочет. Она повар-кондитер, и работает по профессии, очень любит свою профессию, и дома постоянно пироги, и всякие вкусные излишества, благодаря ей я имею около 10 кг лишнего веса. А в бизнес, несмотря на мои слова, и слова Дмитрия Анатольевича Медведева идти не хочет. )))2 балла
-
Тоже гриндер себе хочу сварганить, кое чего уже наточил сам. Но вот токарник первым делом надо шабрить2 балла
-
Да это очень крутая настройка!!!Раньше думал о педали.А теперь,ну ее в баню. Молодец Хлорофос,хорошую фичу продвинул...2 балла
-
@tig,@Serj55441, @AMBIVERT42, Сейчас с работой хреновато и поэтому клиентами надо дорожить, когда звонят с вопросами прошу помыть детали, но часто приносят как есть. С водой (как и с теплом) у меня в боксе засада соответственно только соляра, бензин и т.п. Детали после зачистки обезжириваю очистителем тормозных дисков или дроссельной заслонки, потом свариваю. О нормальных условиях только мечтать остается, еще и электричество сосед отрубил без предупреждения... Сижу на генераторе... а вы помой, протри... -))) Всем2 балла
-
@Luza, Так это эксклюзив ! Думаю если открыли бизнес , продукцию раскупали слету .П.С. у нашего начальств ( младшого ) друзья в англиях , супруга занималась рукоделием просто для себя , а теперь бизнес в гору , даже мужа обошла в доходах .2 балла
-
@AMBIVERT42,... что то мне подсказывает что после Вашего ремонта изделие гораздо качественней чем заводское с нуля .2 балла
-
@kamargoo, Купите отдельный ротаметр, приставной к соплу горелки или прикручивающийся к редуктору, и будете регулировать по нему расход газа.2 балла
-
2 балла
-
вот это мне нравится в хозюках : на машину новую каждый год есть, на дома трёхэтажные есть, на всякую фигню тоже, а вот монет на копеечный сварочник нету .2 балла
-
индуктивность это так сказать жёсткость дуги.у Вас должны быть настройки в пике дуги.в рабочем токе.и в завершении сварки.я например использую 4тс.этот режим самый лучший.нажал на кнопку у тебя максимум энергии.отпустил.и вот она золотая середина.а вот если видишь что скоро будет дырка то нажимаешь кнопку горелки.и вуаля.заварка кратера на спаде делает всё что ты хотел от аппарата.я только в 4 тактон специальном режиме работаю.это как в тиге.нажал и чувствуешь что тока дохера и бросаешь кнопку и потом довариваешь.я думаю это оптимально.с педалью проще.но мне нет от неё резона.вот искал педаль с возможностью применения по вайфай.нет таких.а жаль.я вокруг стола двух метрового бегаю.мне сложно.ютуб сдох.позднее выложу видео свое стола. https://www.youtube.com/watch?v=OX_M3xMDApc а эт о для тех кто себя плохо ведёт а вот моё производство было. а сейчас вернулся обратно в гараж.вот так и работаем. даже такое делали... сервак вебсварки лягает....1 балл
-
Пока не знаю , думаю , мне еще нужно спокойно уйти , но чувствую могут быть проблемы.1 балл
-
Ну кувалду ,,,,, спрячь от греха подальше . Вот выходит что китайцы наладку двойного импульса через подачу организовали? , ну в принципе можно привыкнуть , например пик подача 10 метров и значить 5метров база будет на 50% ниже пика по току, ну и четвертушки и так далее , мда но привыкнуть можно1 балл
-
@selco, не Валер, у меня сейчас 3 фазник подобный, варит словно меркле, но кувалду держу прогретой, наиглупейшее создание. Основная параметры в амперах, допы для двойного в метрах, кипю иногда, но прощаю ему, варит прелестно. Что то мне подсказывает завод один.1 балл
-
На случай разного типа подозрений с аппаратом,держу проверочный ротаметр,как на фото.
1 балл
-
... давно и мимолетно общался с таксистом ( по ходу передвижения ), как понял он увлекался автоспортом ,он упаминал что из берилливой бронзы устанавливали седла под клапана , движок заметно тише работает , ну и обороты позволяет держать выше . П.С. если что Валера подправит в нужное направление . ... у нас в районе фирма ремонтит агрегаты для авто, они забирают старый узел\агрегат а выдают восстановленный ( могут сами установить ) качество отменное , цена вполне адекватная , не сомневаюсь вашей командой это легко осуществить .1 балл
-
Здесь дело не только и не столько в температуре, сколько в умении работать и понимании, как что себя ведет., с какой силой надо бить, как держать заготовку. Часто кузнецы уже холодную заготовку доводят, чтобы не греть еще раз и не тратить время. Это просто портит бойки. Один раз выгнал я кузнеца и остался с одним сварщиком. Тог говорил, что умеет и ковать. Отковывал он лапки на завитки, а я стоял за ним метрах в пяти, как подкладной инструмент вылетел и мне в плечо. Я потом сказал, давай-ка ты Андрей отходи, я сам все накую, ты только собирай... Если человек не чувствует молота, не знает, как можно что делать, нет чувства опасности той или иной операции - лучше даже в одном помещении с ним не находиться.1 балл
-
"Парень познакомил со своей семьей, только предупредил, что его мама учительница русского языка и литературы и очень ревностно относится к чистоте русской речи, не приемлет мат и слова-паразиты. Конечно вечером на мои "блин" и "ешкин кот" она морщилась, а в конце намекнула, что перевоспитает меня. Я пожала плечами и не поверила. Ровно до тех пор, пока мы не пошли их провожать и отец парня поскользнулся на мокром снеге - 50-летний мужчина, сварщик с огромным стажем работы на стройке упал навзничь в лужу... и всё что он произнес: “Экая неприятность!”. Теперь я ее боюсь."1 балл
-
1 балл
-
Вот у всех наверное есть старые стоики от авто , да в принципе в любом сервисе отдадут за 3 рубля , но зато каков отрезной получиться .1 балл
-
Советую сперва собрать на месте после изготовления, а потом снять и покрасить.1 балл
-
В молодости пару раз (с позволения кузнеца, дремучего дедка) пробовал поработать на такой машине. Не знаю байки или нет, но мужики говорили, что тот дедок мог стеклянный пузырек (из под капель) закрыть пробочкой с помощью этого молота.1 балл



















.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)