Лидеры




Популярный контент
Показан контент с высокой репутацией 21.05.2020 во всех областях
-
Вот еще маленько спортивных будней. Изготовил разборную скамью для жима лежа и классический турник в три хвата для заказчика в г. Братск. Посылка уже доставлена по адресу, заказчик доволен!
 12 баллов
12 баллов -
зависит от компонентов и схемной реализации. Если PFC есть, то есть шанс, что на сеть меньше будет влиять. А в основном все определяется потребляемой мощностью. Больших чудес от дорогого аппарата ожидать не следует. А вот комфортное использование при просадках в сети, на более дорогом можно быстрее получить, чем 1000 брендов из дешевого сегмента перебирать.7 баллов
-
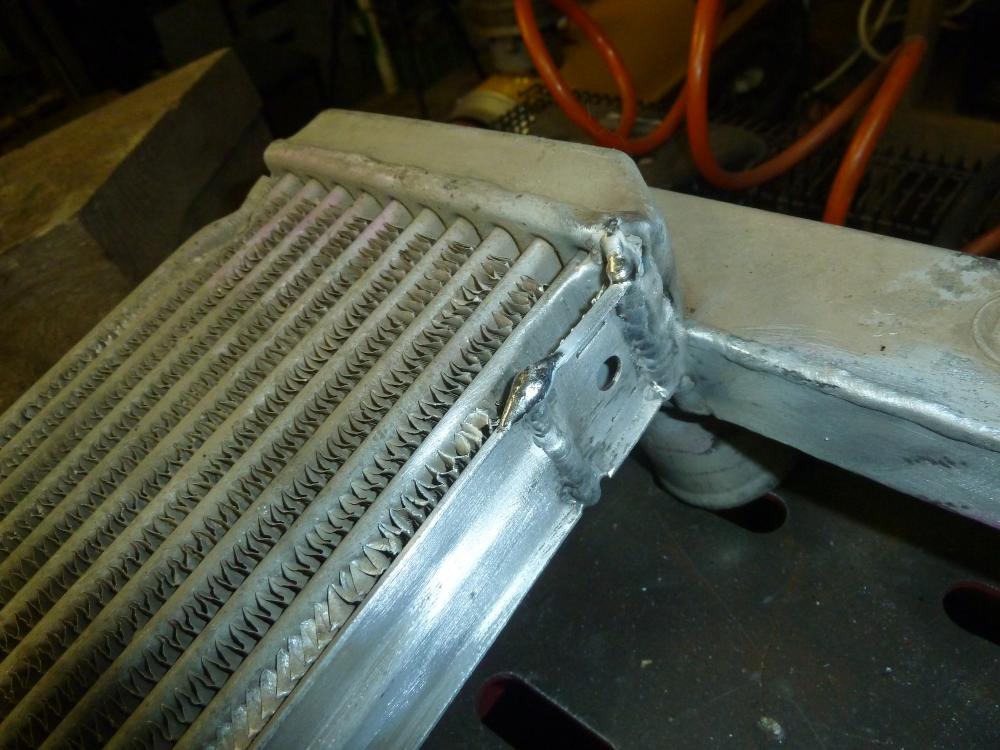
Поработали сегодня малось и конечно мелочь но тоже работа . Почему сюда , да потому что Форсажиком варил и из ТИГ только он остался , не есть на ПА режимы ТИГ но люминь они не умеют. Поддон со Шкоды где то что то зацепили ну и поправили нет тут проблем . Кулер Газель и делал три года назад крепление , вот под ним и засифонило , ламелек нет и стенка трубки вибрировала , наложили "пластырь" потолще чуток ну и обварили + еще в одном месте соту подлечили . Токи от 27А до менялись по ходу дела . Вольфрам wz8 1,2 ММ . В принципе отличный аппаратик . варим все , чуток поджиг поправить но сие не за горами и отправим- поправим , главное сделали прошивку ну и что то может еще добавляют-меняют .
6 баллов
-
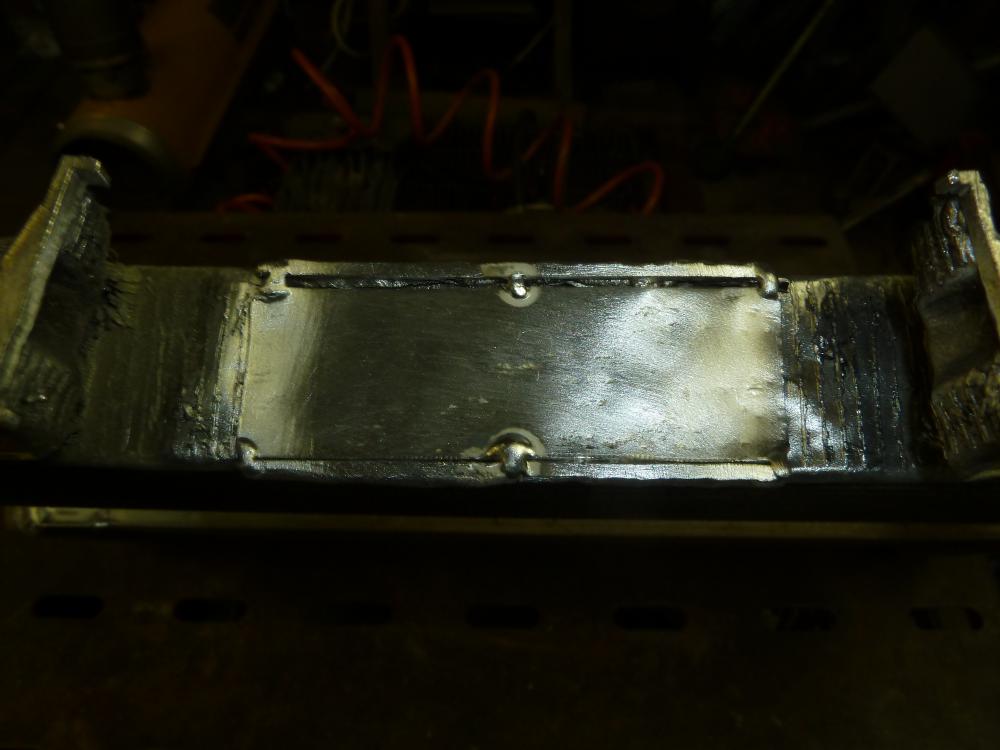
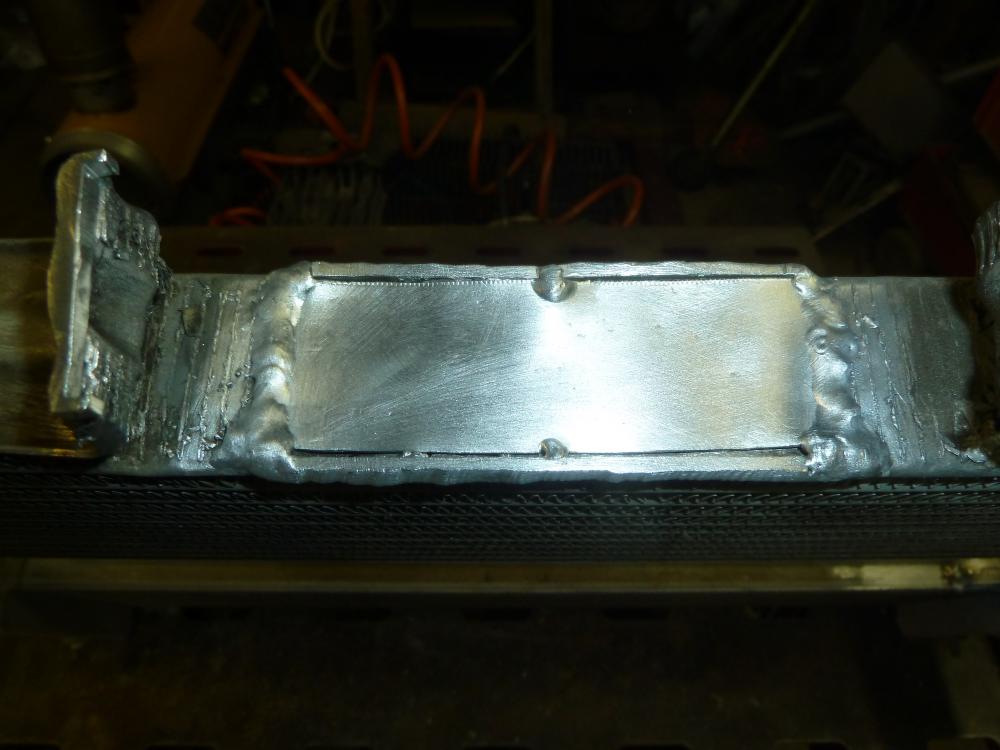
Начал делать, размер 60 х117, 60, потому что в сверлильный станок влезает до середины просверлить, а 117, потому что лист такой валялся, толщина 10, отверстия 16,5, ребра жёсткости влеплю.6 баллов
-
Растворимость водорода в алюминии падает скачкообразно с понижением температуры.Поэтому,чтобы дать выделиться водороду из сварочной, ванны надо подогревать изделия перед сваркой. Подогрев увеличивает время существования ванны в жидком состоянии и у пузырьков газа есть время выделится из расплавленного металла,тем самым сводим порообразование к минимуму.В алюминиевых сплавах содержание водорода без порообразования может доходить до 0,15мл/100гр. ,но любые оксидные включения, попавшие в сварочную ванну с плохо подготовленным сварочным материалом, спровоцирует его выделение и,следовательно,порообразование. Итак,тщательна подготовка сварочного материала и кромок,удаление влаги с поверхности и подогрев поможет избежать порообразования при сварке.Особенно это касается ГБЦ. Пористость в алюминии - Пошел сто первый круг обсуждения на форуме.5 баллов
-
@Dmitry_BY, обычно 20 вгп идет, у нее наружка 27. Если у заказчика большие руки, то можно 25, у нее 32-34мм. Скамья - 40х40х3, уголок 50х5, турник 30х30х2.4 балла
-
Иногда умиляют просьбы не перегревать . Всегда гарантирую рабочую температуру 100-150 (по пирометру) в течении всего процесса сварки. По сохранности сальников клапанов понимающе киваю головой.. Поначалу "входил в положение подварить раковинку" и после этого приезжали с 24-кл головой с премиум авто с претензией на отшлифованнной моей сварке в виде поролона. Очень интересные ощущения... Теперь только технологично. Часть клиентов отшилась, туда им и дорога. Зато два профильных сервиса отправляют уже ко мне, говорят после меня приятно шлифовать.4 балла
-
Буквально позавчера подъезжает один из знакомых дрифтеров (я недавно вспоминал о них. Имеют Jasic 200p AC/DC, но варят лишь нержавейку) с просьбой заварить три каверны в водяных каналах ГБЦ. Головка идеально вымыта. Беру пропановую горелку и начинаю греть места сварки. Он спрашивает — "Зачем?" Какое же было его удивление когда он увидел обильные следы конденсата на поверхности головки. Аж рот открыл.))) Говорит, что такого даже предположить не мог4 балла
-
И тогда даже с такими пациентами не будет проблем http://i.piccy.info/i9/d02364955b8f9f079b70d6b329e4c851/1590002149/92046/1367127/IMG_20200509_055312_800.jpghttp://i.piccy.info/a3/2020-05-20-19-15/i9-13815103/755x566-r/i.gif http://i.piccy.info/i9/d3d95be660ffb8462217c31d91fe7971/1590002223/117492/1367127/IMG_20200508_113751_1_800.jpghttp://i.piccy.info/a3/2020-05-20-19-17/i9-13815109/755x565-r/i.gif4 балла
-
На сегодня вот так.4 балла
-
@AskerKo,@Вад11, вот так это выглядит. Телега весом кг 800-900, катер - 2500. Центр тяжести со слов владельцев судна - киль. Больше тонны весом.
4 балла
-
Проблема эта не в слабом интеркулере.Двигатель вкупе с коробкой при торможении подталкивается вперед.Вес общий двух агрегатов порядочный.Удивительно но все это держится на трех подушках.Две под двиг и одна на кпп. Я много раз варил на этих газелях.Проблема решается установкой продольной тяги от траверсы рамы до кпп.После этой дороботки можно на париж дакар.Ниче не рвет.3 балла
-
Держи студент ссылки, там есть все ответы на твои вопросы. http://websvarka.ru/talk/files/file/138-ruchnaia-kislorodnaia-rezka/ http://websvarka.ru/talk/files/file/90-spravochnik-po-gazovoj-rezke-svarke-i-pajke/ http://websvarka.ru/talk/files/file/57-gazorezchik/ http://websvarka.ru/talk/files/file/43-gazovaia-svarka-i-rezka-metallov/ http://websvarka.ru/talk/files/file/33-rukovodstvo-dlia-obucheniia-gazosvarschika-i-gazor/ http://websvarka.ru/talk/files/file/13-spravochnik-gazosvarschika-i-gazorezchika/ http://websvarka.ru/talk/files/file/861-gazovaia-azbuka/3 балла
-
В нетрезвом виде вход в ванную категорически запрещён! В трезвом виде - просто не рекомендуется... И о "великом и могучем": - Вам с собой завернуть? - Нет, без вас.3 балла
-
Я раньше себе сделал центратор для круглых и квадратных труб. Правда я в основном использую меньшие диаметры, потому уголок выбрал менший. Для ваших нужд можно изготовить подобный используя уголок с большими полками. Жесткости хватает с избытком, прижимает или уголками, или полосами, при этом центруя две трубы. Уверен, что и прямоугольные трубы (с разными сторонами) будет отлично зажимать, с нормальной жесткостью
3 балла
-
Пока идёт вялотекущая борьба с короновирусом, и студенты не толкаются по учебному цеху, есть время для проведения ППР -модернизировали столы от Сферы Про(С-Пб) -была редкостная хрень, вырезали-выкинули лишние детали, переделали в корне всю конструкцию-стало очень даже ничего... Перила и в учебном корпусе плавно делаем-меняем....и всякую другую работу, до которой раньше руки не доходили... Плюс уроки по Интернету...... Эво тож мини-отзывную кампанию провёл по замене датчика протока в БЖО.... поменяли все 16 штук.... запчасти-бесплатно, работа своя.. Ну и вечерами продолжаем развлекаться сваркой цветмета-
2 балла
-
@Дми87, не в чем то третьем, а в первом - грязном аргоне!2 балла
-
@Roks23, Зато вам копить, чтобы летом на море съездить не нужно! Везде жить хорошо!2 балла
-
@Roks23,Вы представляете отверстия 16+0,08, их изготовление и что с ними будет после сварки ПА/ ММА?2 балла
-
@Roks23, при наличии зигмундовской оснастки2 балла
-
Пойду почитаю, а то с резкой у меня не очень).2 балла
-
@FleipR, Господин Студент,как надо это понимать? 3. Какие существуют виды баллонов по составу газа2 балла
-
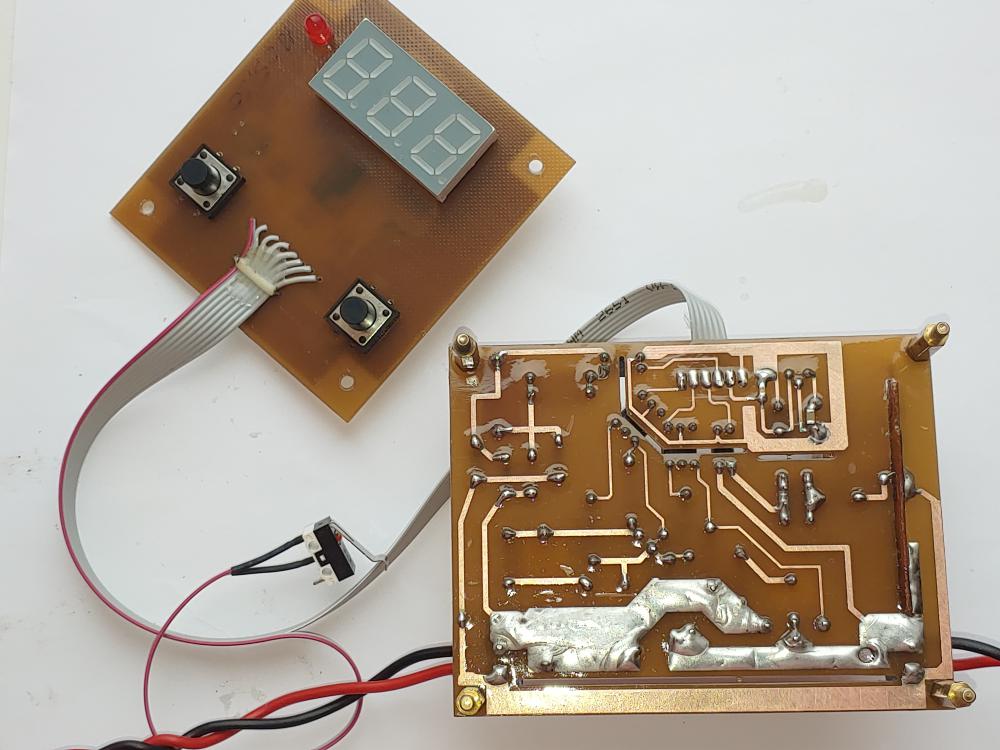
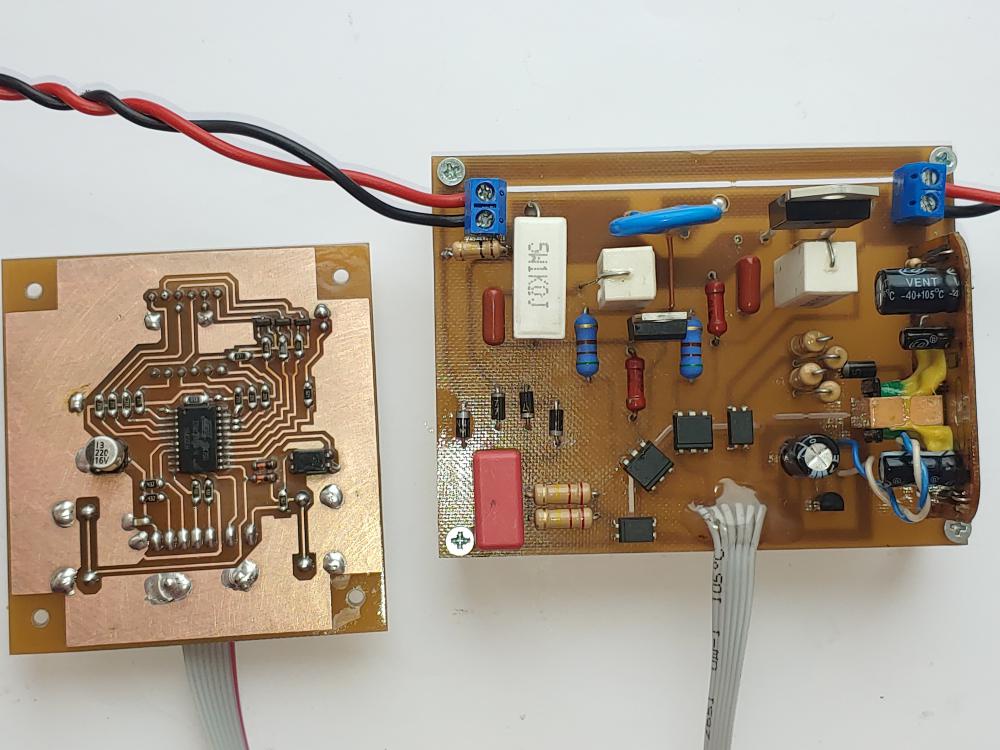
Советы для тех,кто собрался пилить версию 1.3. Я долго мучился с автостартом,в итоге переделал все с нуля.Проблемы были в следующем,на что нужно обратить внимание.Обязательно! под оптосимисторами и оптопарами делать изолирующие прорезы.Покупать оптосимисторы и оптопары в надежных магазинах(много разного мусора..особенно оптосимисторов).На платах не допускаются сопли,все нужно хорошо пропаивать и вымывать.По питанию нужно ставить фильтра,и электролиты и керамику.Делать замкнутые минусовые полигоны,и на контролере и на силовом блоке.Первую прошивку заливать для уверености не внутресхемно,а отдельно в програматоре.Это важные детали от которых зависит будет ли работать это устройство,а при правильной зборке оно работает 100%. Вот мой вариант,не идеальный-ну робочий 100%.У меня для небольшого спотера,вот и плата силового блока уменьшена. Может кому пригодится разводка плат(семисигментник bsr 5631a): TS.zip
2 балла
-
@XMY82, 201АД, насколько помню, ни разу не ломался, было дело панель погасла, но просто шлейф отошел. У меня сервисный центр под боком и есть прямой контакт с разработчиком, как у меня, так и у сервиса. Потому обычно всё быстро. По цене, ничего дороже пары тысяч не было, на 200ac/dc панель меняли, но по гарантии. На днях увез 200ПА в ремонт, 14 года выпуска, что-то у него кукуха электронная съехала, как отремонтируют, отпишусь во что встало.2 балла
-
ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
2 балла
-
@VVB, варить можно хоть сразу из морозильной камеры. Только нужно довести массивный материал до нужной температуры. А чем, это уже кому как удобно, то ли аргоновой горелкой, то ли чем иным.2 балла
-
за три недели ~3000 выстрелов(я сам офигел с этого вьюноши!!!) первоначально под прицел куплены ал. кольца(за неимением монолитов в продаже) - слетели в районе 2000 выстрелов. куплена 4-х винтовая 100мм.-вая платформа(монолит), с винтовым фиксатором в коробку ствола. 700 выстрелов полет нормальный. прицел без каких либо внутренних повреждений. перекрестье в норме. корпус цел. о самом ведростреле Hatsan 70 скорость не измерялась расконсервация проведена полностью(по видео инструкции от Gnom-а) приклад не наполнялся. ствольный противовес не прикреплялся. стоит усиленная родная пружина. куча с прицелом на 30 метрах первоначально 3х4-4х5 на данный момент 5х7 (пачка сигарет) начались частые срывы. примерно каждый 10й выстрел. судя по итогам-предстоит замена родной пружины на газовую+манжета. думаю,160-170атм будет норм. весь отстрел велся пулями филд таргет 0,68 (луганские) 4 коробки по 500 и одна на 1250(еще не закончилась ) ps. 54 подтвержденных 200х ворон.) воробьев и голубей не стреляет.2 балла
-
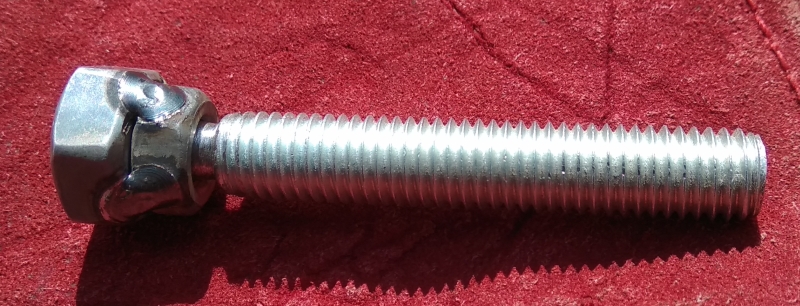
Понадобилось мне нарастить под забор столбики из профильной трубы 60x40, а струбцинки в хозяйстве нет. Пришлось самому замудрить и собрать. Из материала выбор пал на ржавый уголок 50x50x5мм. Начало: Прижимной винт - обычная шпилька (болт), кончик обточен, чтоб проходить в меньшую гайку из "бутерброда", торец засверлен... и развальцован, чтоб прижим не соскакивал с шпильки. Нарезанием резьбы и заворачиванием стопорного винта в торец не заморачивался. Ещё из вариантов, можно было к обточенному торцу, после вставки в бутерброд, прихватить шайбочку, которая в гайку М10 проходит, а в M8 - нет. Обтачивалось без токарки, шпилька в дрель, включенную дрель прижимал ступнёй к колодке, и вращающийся кончик шпильки доводил шлифмашинкой до нужного диаметра. Примерка После первых испытаний была выявлена хлипкость конструкции (жёсткости уголков, держащих верхнюю и нижнюю пару прижимов, было недостаточно), добавлены "перемычки" между прижимами, жёсткость увеличилась, перемычки доступу к стыку для сварки не препятствуют. С других ракурсов:
2 балла
-
@svarnoi69,Понял.Принял.Не буду размусоливать,я не говорю о том,что кто то кем то вырастет,ну просто мне кажется это неправильным.Вот и все.)1 балл
-
@XMY82, из города Миасс у нас тов. @Учусь.1 балл
-
На видео, жесткова-то дуга горит. Может его так и настроили, не знаю, а может и более не получить. Прошивка не прошивка, но управление надо помнить, нажимать и удерживать... Нет нет, да забудешь. Не интуитивное управление. И дисплейчик не хило так врет, на 20-30 А, т.е. более 10%. Но в целом, только добрые эмоции при просмотре. Руками еще бы потрогать, может уже не все так радужно будет особенно в настройках.1 балл
-
201АД, 200ac/dc, 200ПА, 200М, в общей сложности 6шт. Я не один работаю, нас несколько человек. Если сравнивать с джасиком, то единственный в мастерской, на сегодня, джасик easy160 в ремонте ни разу не был, за пять лет, но есть один ньюанс, никто его не достает с полки, если есть свободный форсаж Форсажи почти все ремонтировались, что работает, то и ломается. Нагрузка, у нас, не сопоставима с хобийно-гаражным применением. Если есть возможность, берите 200ac/dc, гораздо более универсальная машина.1 балл
-
да, конечно. Только с режимом поиграться. Может работать без импульса, чтобы дуга была немного короче и холоднее. А в целом проволока хорошо ложиться и на нерж и на черную сталь и конечно латуньку. Поэтому остается немного поиграться насчет положения дуги и режима сварки, т.к. тепло передача разная, может немного смещать положение дуги придется. Но может и нет. Зависит от вводных данных.1 балл
-
Если перл с форума, можно выйти поиском по куску фразы, например: "очнулся от того что" в строку поиска вводить именно в кавычках, результат - две ссылки, одна сюда, другая в первоисточник.1 балл
-
Думаю можно почистить ствол и снять освинцовку, возможно куча расползлась от этого, ну и газовая пружина разумеется.1 балл
-
Интересная экономика - а в аттестацию технолога/инженера входит обучение? Там порядка 400 учебных часов, если IWT/IWE. @Alex999, Чтобы вам не предлагали, учтите, что вам нужно только сварщика и технологию - аттестацию можно провести одновременно, т.е. сварщик варит один образец (2 пластины 12 мм, как мин. 150х350 каждая, В1), - если проходят все испытания - у вас аттестована и технология и сварщик от 3 до 24 мм (если нет дополнительных ограничений в EN 14015). Испытания - РГК или УЗК, ЦД или МПК, 2 образца на растяжение, 4 на загиб, 2 испытания на уд. вязкость и металлография.1 балл
-
То есть это физически реально.. понял,спасибо большое!1 балл
-
Это ж где у вас на такой ходят? Киль резиновый? С другим по рекам никак.... (шутка)1 балл
-
Раньше малой делал карнавальные маски. Теперь решил сделать в стиле папиной работы.1 балл
-
Можно даже и 0.5мм и проволокой 1.2 м , не говорите только это никому.. у нас студенты постоянно ремонтят казённую мебель из металло..овна и палок .... кожи молодого дерматина и благородного красного дерева(крашеного), так им и мне, лень менять катушки с 1.2 на 0.8-то все чпокают в одинарном пульсе в 80/20 и цмыкают горелкой на Эво... очень даже нехреново получается..даже симпатично.... .1 балл
-
Я бы не был таким уверенным, что тот тип за плечом, именно бог...1 балл
-
Это как вариант.1 балл
-
Единственное что на ум приходит, так это то, что зондирующие импульсы должны не упасть в ноль, а немного остаться, светодиодом этого не увидеть.1 балл
-
Сегодня проверял светодиодом,в микроконтролер все сигналы доходят и с него выходят.С оптопар +/-,и зондирующие импульсы есть.При замыкании вторички-на выходе оптопары автоимпульсов сигнал пропадает(это в включеном режиме автостарта с прочерками).Почему автонастройка не проходит-я не знаю. Сопротивление автостарта-68 кОм.При 100 кОм опторара не срабатывает.1 балл
-
Пока до конца ещё далеко, т.к. всё много раз перемеряю и стараюсь делать точно. Полуавтоматом варю недавно, вот и практикуюсь потихоньку. На обварку петель (40х160мм) ушло 2 часа с учётом остывания после каждого шва, на подгонку и выставление - 2 дня (правда меня отговаривали от трёх штук, что это типа будет не так просто, как с двумя, но я хотел изначально вообще 4, поэтому "сторговался" с собой на 3). Вот, если кому интересно:
1 балл
-
Хорошо что дудку решил пофоткать и обнаружил косяк. Я всё не мог понять чего я последнее время не могу в одну точку попасть. Снял утяжелитель и заметил что крепление прицела болтается. Много лет назад модернизировал и пристрелял. А тут сварка треснула . Теперь нужно переварить аккуратно и пристрелякать.1 балл
-
Тут нам год назад подкинули две неликвидные пластины для фанерного пресса. В чём их неликвидность я не знаю. На вскидку вполне ровные пластинки около 50 мм толщиной. Габариты что-то около 1,5 на 3 метра каждая. По торцам имеются отверстия с резьбой, куда удобно прикручивать назличные ограничители. Сварили рамку на ножках и закинули всё туда. Вполне нормальный стол.
1 балл
-
Оптимизация-с... Бывает и так, что две детали с одного и того же мотора-варятся по-разному. Вот, к примеру, блок цилиндров и выпускной коллектор. Коллектор с предподогревом изумительно зааргонился. А вот блок-фиг вам! Правда-на холодную. Смачиваемость-просто никакая, треск, брызги, поры. Победил покрытыми электродами. А бывает так, что подсознательно ждёшь от детали какую-нибудь подляну, а она тебя прямо радует. Мне, вот, надысь попала на излечение крышка улитки насоса для перекачки технической воды. Водичка сия- с какой-то ядрёной взвесью. Оттого крышка поимела нехилый гидроабразивный износ. Варил на холодную. С проковкой. Но, ПАНЧ настолько изумительно разливался, что мне даже казалось, что это-малоуглеродистая сталь, а не серый чугун.
1 балл
-
Категорически не соглашусь. Сам неоднократно ломал китайские метчики в разных деталях. Потом их либо разбивал и вынимал по кусочкам, либо приваривался точечно и выкручивал, был ещё вариант - пружинная проволока в канавки, рычаг из подручного и выкручивал. Экстракторами ни разу не пользовался.1 балл
-
@Jakodzun, приходилось. Как правило-в качестве превентивной меры против выскакивания чулков из картера. Но, здесь есть одна фишка. Чулки в горловинах картера держатся за счёт натяга. Электрозаклёпки-всего лишь контровка. И разного рода усилители-это для того, чтобы чулок далеко не выскочил при ослаблении натяга. Стопроцентной гарантии усиление не даёт. Автоспортсмены, как люди технически подкованные-часто делают тросовые и пластинчатые стяжки, не уменьшающие клиренса и не увеличивающие задевистость балок мостов. Ибо понимают, что стяжки-не панацея. Если натяг с завода слабый, то путь балки-очень короток, независимо то того, как там её железяками облепили. То, что на новодельных УАЗах расчулковываются мосты-это свидетельство не недоработки конструкции, а падения культуры производства. Если варить с умом и без фанатизма-то не поведёт. И вот ещё что... Не надо злоупотреблять жёсткими приземлениями на одно колесо. Тогда балки мостов будут жить долго и счастливо.1 балл