Лидеры




Популярный контент
Показан контент с высокой репутацией 17.04.2020 во всех областях
-
Работаем потихоньку. Конструкции для шахты лифта.
 14 баллов
14 баллов -
Из январских будней ) Заказчики попросили изготовить такой тренажер. Конструкция разборная, состоит из двух половин - напольные брусья и к ним турник. Для удобства изготовил двойные ступеньки из рифленого листового металла. Но главная фишка в том, что брусья регулируются по ширине, а также при желании их можно сложить, в таком виде они совсем не мешают. К сожалению, полностью в сборе тренажер не успел сфотографировать, только в черновом варианте есть фото.
10 баллов
-
Карантин.Есть время заняться тем, что в " Буднях" отнимает много времени. Вентиляционные решётки - сделал сетку, вырезал отверстия, приклепал.
7 баллов
-
@ВлаДон, День добрый, материал съемника скорее всего будет из стали 40х или 45, плюс термообработаный для более высокой прочности, из предложенных Вами сварочных материалов берите ок 68.82 , ок 92.45.Советую сделать радиусный переход(как на верхней части) она же галтель радиусом 5 мм от лап к основному корпусу съемника, в этом месте будут возникать наиболее высокие напряжения от этого и причина трещин. Если радиус будет мешать съеме деталей, тогда можно сделать его не наружним, а внутренним.6 баллов
-
Очередная гаражная поделка
5 баллов
-
От туда же,экспонат номер №3
4 балла
-
@Роман 1972
3 балла
-
Я сварил себе теплицу прошлой весной, 0.8 мм самозащитка, от DEKA, , D200 катушка. Потом еще и перила были. Потом на работу упер.Вполне приемлемо и без газа. Только брызжет жёстко. На DCEN работать надо.3 балла
-
@Сергей09, То что Вы привели хорошо для аустенитной нержавеющей стали aisi 304 и наших аналогов. Но никак не походят для сварки углеродистых сталей, а тем более если хим состав неизвестен. Съемники именно из них и делают. Правильные съемники еще и термообрабатывают для повышения мех свойств. Эсаб сварка разнородных сталей.pdf3 балла
-
Немного на сегодня, но то что есть))) в конце уже слесарь шалит)))
3 балла
-
3 балла
-
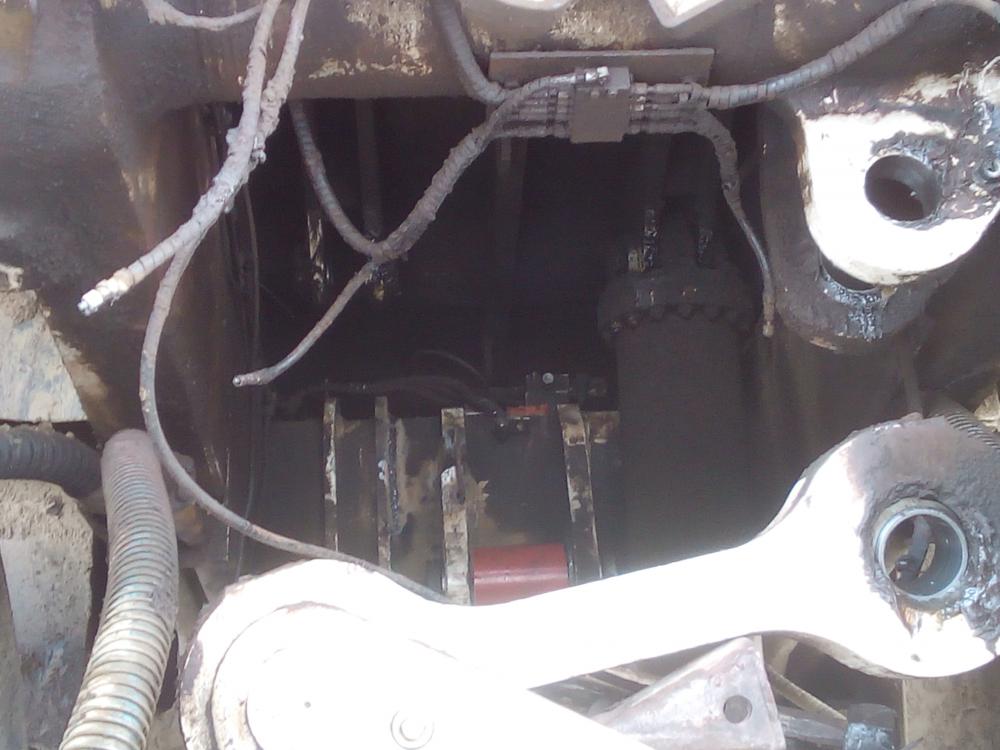
С утра сегодня занимался немного кузовщиной. Потом принесли корпус водяной помпы от VW. Мыши попрогрызали насквозь дыры в корпусе. С внутренней стороны еще как-то можно было почистить борфрезой, а с внешней — ужОс, люминь черный, местами не подлезть из-за конструкции... Думал не заварю, но все же получилось. Клиент остался доволен. В обед привезли треснувший поддончик. Вчера ребята праздновали первый понедельник рабочей недели и допраздновались до того, что у одного по дороге домой изъяли права за пьянку, а другой катнулся на мерине S класса и разбил поддончик. Хорошо, что только этим закончилось )))
3 балла
-
ну не каждую неделю, не каждый месяц, но вот вот и проскакивает такая тема. И это только на этом форуме. Есть и другие. А есть видео, где даже показывают, что у них получилось. Но не знающих это вводит в заблуждение. На канале доктора Дью, интерсно посмотреть, как он вправляет некоторым мозги. Смешно рассказывает и показывает, что очевидные вещи и сразу понятны. Но для особых толстокожих он воплощает в жизнь проект. Поэтому ответ: такой сухой, так как каждому объяснять уже многим надоело. Расписывать ВАХ и т.п. так же скучно. А были темы где даже в картинках было разложено. Может и есть, если поискать.2 балла
-
Никак не собрать.2 балла
-
@Сергей09, Все это до первой хорошей нагрузки.2 балла
-
Спасибо. Мои работают после ремонта. Всему есть свой предел. Как говорят: Надолго ль дураку стеклянный хер ?
2 балла
-
Я подобную шнягу 307-й варю.Как говорят колхозники- ходит нормально .
2 балла
-
@Ferio, Мне больше эта сцена по душе:2 балла
-
Тогда вводные данные нужны. Например, что вы ожидаете от аппарата. Может в итоге вам ни какой не поможет. А может вам посоветуют, то что с большим трудом но справилось. Из личного, если сеть просажена, то лучше найти генератор. Питать иллюзии, что аппарат на просаженной сети сможет нормально варить, я не могу, зная как и что работает (т.к. ремонтирую). Поэтому: самый ходовой в моей жизни это тройка. Двойка это редкость. Следовательно, если варить уголки 35, 40 и т.п. и чем жирнее тем сложнее, то однозначно троечкой, ток выходной 80А, на просаженной сети практически не реально получить. Либо аппарат будет в защиту уходить, либо перезапускаться. Просаженная сеть 150В, под нагрузкой, еще ниже будет. Это все надо учитывать. Если профиль, 20х40 60х40 и т.п., то можно и тоненькими электродами, но ... блин, как же это долго. Но если мало опыта, можно наляпать, следовательно шов отвалится потом. Т.е. качественного провара не получить. Опять же троечку беру и просто 60А ставлю, чтобы не прожигать ну и полярность меняю на клеммах, чтобы больше электрод плавился, а деталь холодной оставалась. В итоге, то что многие хотя, просто к сожалению не понимают, что это практически не возможно. Если речь идет о кузовщине ... Ну тогда может и можно варить. Но выжать из входных 150В пусть и стабильных, 80-100А на выходе ... еще то удовольствие. На бензогенераторе 3кВт стоит автомат 10,61А. Его выбивает на токе выше 80А. Я говорю про настоящие, а не китайские. Т.е. что выставил по дисплею, то и получил на выходе. Единственное, что успеваю сварить в пол электрода. По температуре, реле выбивает. Подождать с минуту и еще можно пол электрода. И это 220В на выходе генератора. Чем ниже входное, тем больше ток необходим для получения той же мощности на выходе, т.е. обеспечения 80А и напряжения на дуге. Чудес аппарат не делает. Он только преобразует то что получил и чем меньше ему дают, тем меньше он выдаст. Но для сохранения заданных величин он будет выходить на лезвие ножа, между сдохнуть и просто не заработать. Итого: для просаженной сети, с PFC в аппарате и аппарат сможет но ... устроит ли такой результат? Если я ошибаюсь, можете подправить, но мой опыт таков. Взять "гену" на день в работу (в аренду или у друга), проще, чем издеваться над электродами, аппаратом и самим собой.2 балла
-
@SergDemin, я не разбираюсь в начинке, варит да варит. Проблем не создаёт, я и рад.
2 балла
-
Дымлама) кто-нибудь уже написал производителю сварочных масок с просьбой расширить щиток? Очень надо. Роба уже пошла в 62+ р-р)))
2 балла
-
2 балла
-
Делюсь сокровищем , нашел в родительском фотоальбоме.
2 балла
-
2 балла
-
В точку! :-)1 балл
-
именно с этим я справится не смог. Шов все равно не такой прекрасный, как можно получить при стандартном режиме сварки. И куча, куча брызг и таких, что постараться отлепить их надо. Но сделать работу можно, это факт. А ценник такой катушки, как-то не добавил мне оптимизма, применять эту технологии дальше. Я поставил точку на этом вопросе, года 3-5 назад. Может, что-то изменилось, но сомневаюсь. слов нет. это только начало. Не понятно как дальше будет. И курс евро с долларом вносят свои коррективы в других областях. Легранд АББ и т.п. ща цены ... точнее уже изменили и это не предел. А дальше стоимость топлива и т.д. и т.п.1 балл
-
@copich,Более мокро http://websvarka.ru/talk/topic/11442-porzhat-5/page-18?do=findComment&comment=3621161 балл
-
Вопрос именно про самозащитную. Тут вопрос уже не о красоте, а то, что сезон на подходе и надо делать. Поэтому главное, чтобы держалось. У меня баллон 10 литров. Там где постоянно меняю предложили обменять, но только с доставкой, 550 руб. обмен и 500 руб. доставка. Наверное проще будет такой вариант, чем покупать самозащитную. В общем сплошные непредвиденные расходы с этим долбанным вирусом.1 балл
-
Собрать можно. Проводами то можно скрутить и даже для местной детворы, бенгальских огней поделать с выделением света, ультрафиолета, брызг расплавленного метала. А вот Сделать из этого полуавтомат... согласен - ни как.1 балл
-
Вот это разворот!.. Вить, не ты ли 500-ку за поджиг на переменке очень серьёзно критиковал? И вдруг-шедевр? Что, прогу подправили? Я что-то пропустил?1 балл
-
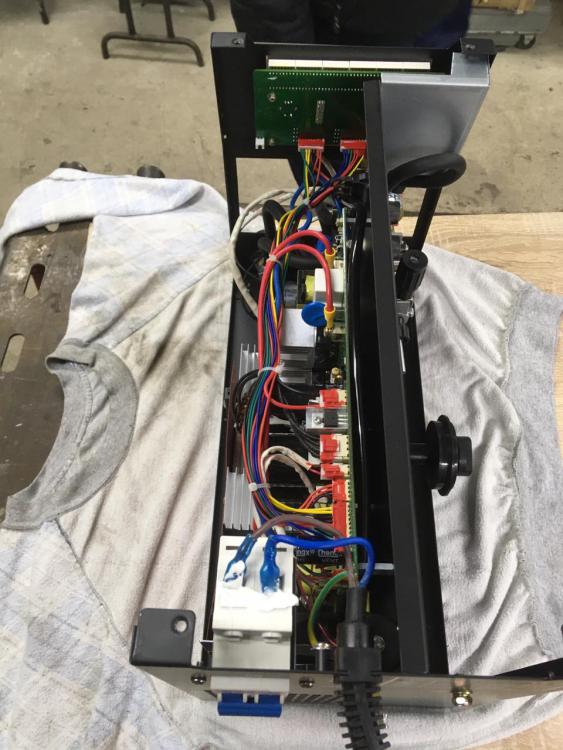
@selco, так было и с моим, разъём к плате морды лица нужно пошевелить и все гут!1 балл
-
Отношения у них сложные... Я вообще не вижу альтернативы по габаритам, весу и функционалу. Реально нету. Лично я доволен.1 балл
-
Может кому пригодится. В клеммной колодке, что по 10шт продаются для соединения проводов, в них если с двух сторон выкрутить винтики, то сама латунька вывалится... Ну можно подтолкнуть. Обратно собираете - винтиком зажимаете сам тросик. А если два винтика использовать то еще сильнее зажмется. Но при условии, что нужен не шарик на конце и есть место под такую "обжимку" Конечно, лучше оригинала - свинца нет ни чего. Но как временное решение, можно и пайкой сделать, с применением кислотного флюса. Тогда припой хорошо протечет вглубь. Для упрочнения я еще трубочку медную использовал, чтобы не только припой был, но еще и медь держала. Она все же будет жестче ПОС61. А сейчас на рынке у ремонтников (где делают и тогруют электро бензо инструментом и т.п.) уже готовые наконечники с винтиком для зажима. Но стоят по 150р или дороже. Точно не помню. На мой взгляд не рентабельно, если готовый трос 500-700р, а два наконечника плюс трос плюс время на работу ... наверное в туже или дороже сумму выльется. И если еще рубашку менять, то точно не выгодно. Или рубашку смазывать... Лучше уж сразу новый воткнуть. Единственное, я хочу попробовать нержавеющий тросик. На снегоуборщике эксперимент буду ставить. Но пока это в планах. Тогда может и будет выгодно глумление над тросом, а не покупать готовый.1 балл
-
@круазик, однозначно не пройдёт! http://websvarka.ru/talk/topic/7289-krizis-nam-nipochyom/?p=421972и плюс прогулки в горку почти каждый день ( кардиотренировки с разгоном пульса до 120) - какие вирусы ? Завтра жена ещё куличей напечёт - иммунитет точно непробиваемым станет . Некогда будет болеть - куличи трескать надо!1 балл
-
1 балл
-
Пескоструйная обработка и порошковая покраска дисков ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
1 балл
-
Пока до конца ещё далеко, т.к. всё много раз перемеряю и стараюсь делать точно. Полуавтоматом варю недавно, вот и практикуюсь потихоньку. На обварку петель (40х160мм) ушло 2 часа с учётом остывания после каждого шва, на подгонку и выставление - 2 дня (правда меня отговаривали от трёх штук, что это типа будет не так просто, как с двумя, но я хотел изначально вообще 4, поэтому "сторговался" с собой на 3). Вот, если кому интересно:
1 балл
-
Всем доброго вечера! В связи со сложной экономической обстановкой дома подался я на Север. Мои новые могучие пациенты и наше оборудование: Электрод тройка для таких монстров как-то не то пальто, 4 и 5-то, что доктор прописал. Интересных работ нет. Так, рутина-кронштейн приварить, кузов залатать .
1 балл
-
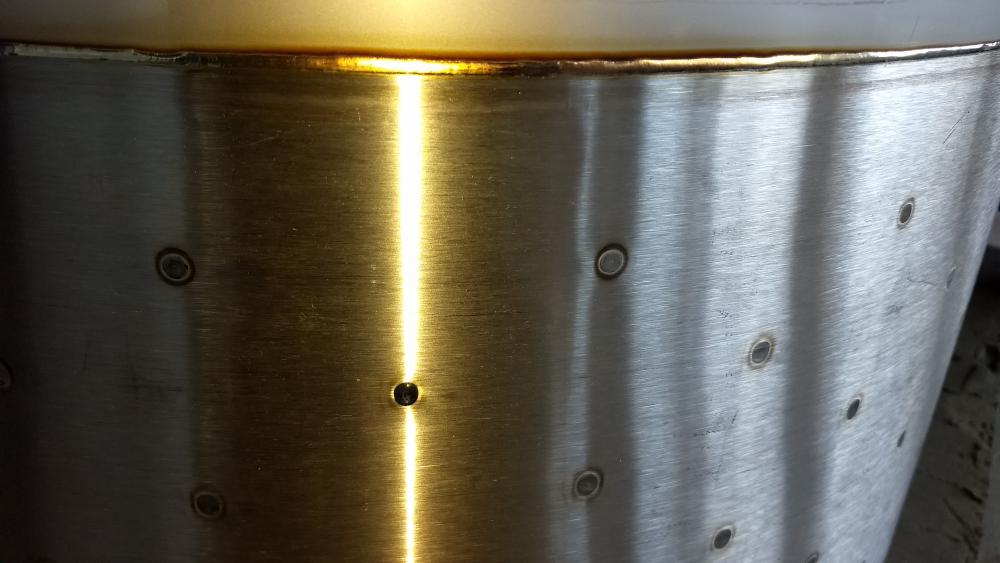
Можно сделать ролик, но времени пока нет. Большая обечайка, это 3 мм и на ней 0.8 мм Маленькая обечайка 1.5 и на ней 0.5 мм экспериментальная пока, будем проводит тесты. Последняя рубашка на емкости, это 3 мм и 0.8 еще до моего прихода, когда не настроена была машина для сварки рубашек. Причину нашел, устранили, теперь и 0.5 доступно для сварки. Тонкая работа и не всегда себя оправдывает. Ну а так, получилось. Кстати испытали и в работу пустили 1.5 мм и на ней 0.8 десятых для холодилок, где порой выстреливает до 20 очков, испытывали в кондукторе на 26 очках, выдержало.
1 балл
-
Карантин карантином, а работать надо Изготавливаю ограждение одной небольшой электроподстанции - столбы из трубы 140х140 и сами секции ограждения из уголка 50х50. В дальнейшем будет заполнено сеткой-рабицей и покрашено мной же
1 балл
-
Побалую своими байками . Грешен я. Верю в гороскопы и работаю в религиозные праздники. Гороскоп говорит быть осторожным(особенно в финансовых делах). А тут кум уже неделю конючит заварить ему начальственное офисное кресло. Не может кумов зад сидеть на обыкновенном стуле. Офисные стулья и глушители - отдельная тема для сварки аргоном о зачистке этого барахла, горелой краске, ржавчине и о пушках по воробьям. Вырвало юбку газового амортизатора из основы "седалища". Ну думаю вот он карачун. Начну варить и эта гадость стрельнёт самым непонятным образом. Решил с четырёх сторон хорошенько прихватить. Заварил по-быстрому одну сторону и до полного остывания пошёл в телефончик о ЦАМе на форум свою ересь писать . Заварил, покрасил - вроде обошлось. А как же гороскоп. Решил ножичек из мехпилы вырезать и заточить на гриндерке. Чета все плакали что сталь эта очень плохо режится и обрабатывается. Ну думаю на что покупал болгарки 125 почти двухкиловатные, диски BOSCH иноксовые, гриндерки с лентами кубитроновыми. Да труднее режется, да тяжелей обрабатывается, но всё как по маслу делается. Заточил заготовку и давлю большим пальцем на остриё лезвия. Вроде и заточил по-острому, а как то никак. Начал собираться да убираться, фоткать изделия- да заметил следы кровавые( вот сбылись предсказания, предупреждали что сталь эта едкая ). Будешь ты и домочадцы ходить с пальцами резаными.1 балл
-
Кризис нам непочём.1 балл
-
Смотрим в окно, одели противогазы и ............
1 балл
-
Хорошо что дудку решил пофоткать и обнаружил косяк. Я всё не мог понять чего я последнее время не могу в одну точку попасть. Снял утяжелитель и заметил что крепление прицела болтается. Много лет назад модернизировал и пристрелял. А тут сварка треснула . Теперь нужно переварить аккуратно и пристрелякать.1 балл
-
1 балл
-
начинал делать самолётик. потом вдруг решил сделать к нему подвеску под ключи. ну после уже под ручку и визитницу) изначально делал подарок товарищу, уж очень любит он летать, а теперь хрен ему- у него визиток нету))
1 балл
-
1 балл
-
- Извините, а где вы туалетную бумагу достали? - Да это.. из химчистки несу...1 балл
-
Как по мне, человек прямо стоящий, не пьющий, отвечающий за свои действия и выполненную работу ПРОСТО ОБЯЗАН РАБОТАТЬ ТОЛЬКО НА СЕБЯ И СВОЮ СЕМЬЮ !!! Нафиг всех этих работодателей и разных там прилепал безруких. Цепляемся руками, ногами, зубами и двигаемся только в свою сторону пока силы есть. Да, сначала недосыпаем, недоедаем, постоянная головная боль о завтрашнем дне и маленькая прибыль. На первом этапе гараж, сарай, комнатка в мастерской и недорогие инструменты китайского производства, но не успеете оглянутся и время пройдёт и этот тщедушный сажанец вырастет в большое дерево. Делайте качественно работу, не уходите в запой (национальная забава "всепропальщиков") и клиенты будут передавать ваши контакты своим знакомым. Ну, или второй вариант, ходим и работаем на дядю, не думаем о работе (не дал начальник работу - не работаю, а если дал, то надо как-то это всё с неохотой, ведь все бабки руководство забирает, а нам крохи, так зачем за этот мизер делать хорошо работу). И как же без основного - материм в курилке постоянно начальника, директора, правительство за недостойную для себя жизнь. Смотрим на часы в конце работы и стартуем без задержек в магазин, чтобы эту ненависть шлифануть пивком или чем покрепче. А завтра новый, но такой же бесполезный день.1 балл
-
Тоже 50 мм
1 балл