Лидеры




Популярный контент
Показан контент с высокой репутацией 31.05.2018 во всех областях
-
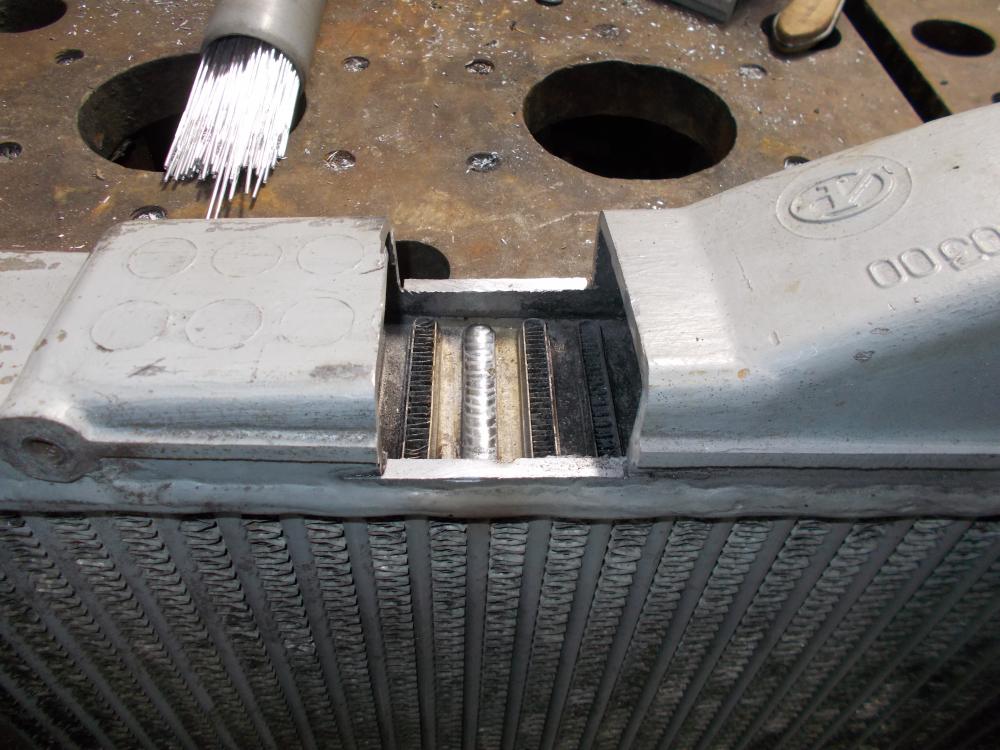
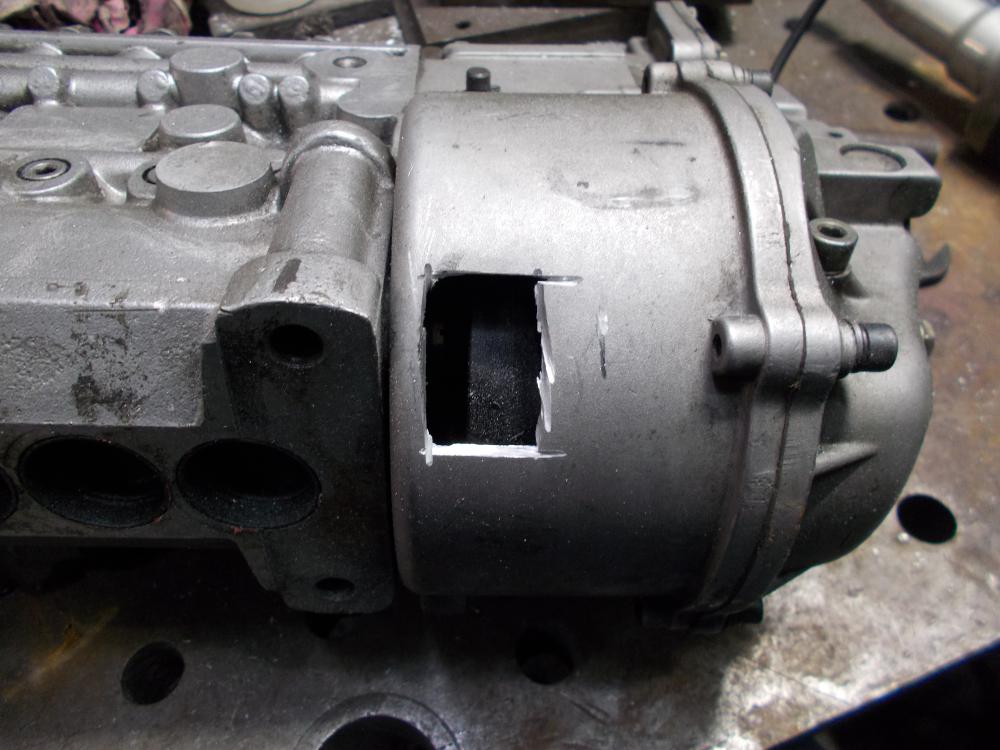
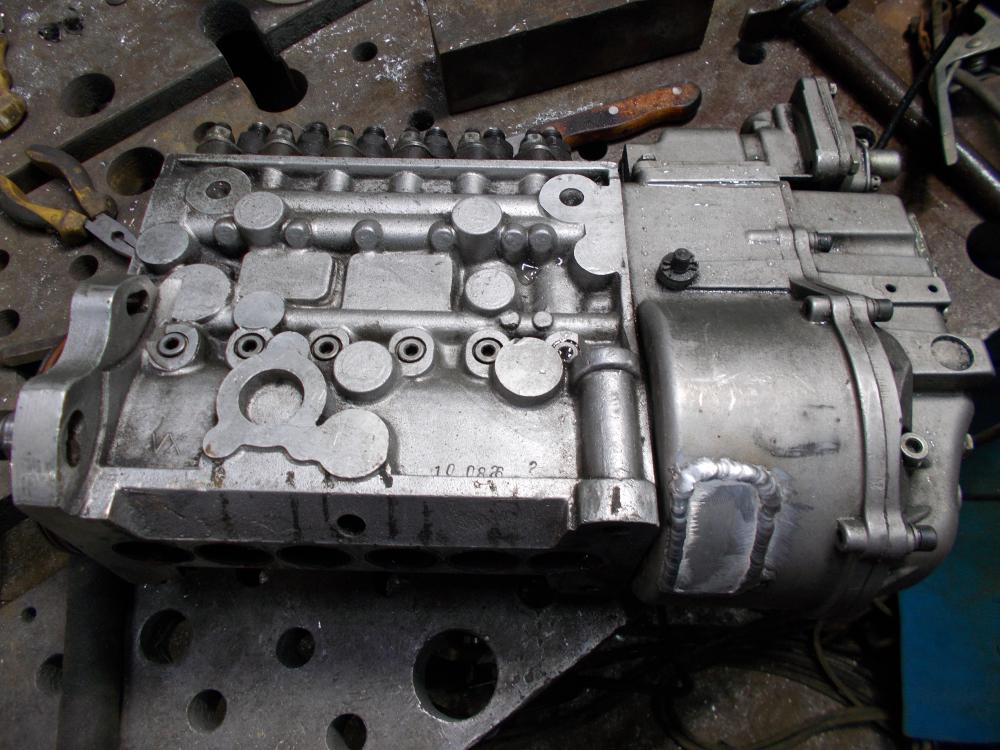
Что-то в последнее время навалилось проблемной спецтехники. Рама самогруза. Привёз на место набор для строжки/резки/сварки. Электроды для строжки-от 4 до 8 мм. Электроды для сварки ЛБ-52 ф 2,6 мм-на корень, ф 3,2 на заполнение и облицовку. Ковыряем трещины и старые швы (без намёка на полный провар...). Экскаваторный ковш на 1 куб. Долбили породу и поломали адаптерную плиту. Опять строгаем и варим. Только электроды- ОК-53.70 ф 3 мм на корень, ОК-74.70 ф 3 мм на заполнение. Одна половина шва-в нижнем положении,другая-в потолочном. Ставшие уже традиционными для меня "тазики" задних мостов КамАЗа. Здесь уже нагадили "отремонтировали"... Водитель на заднем плане недоумевает, как это всё выцарапывать. Всё просто-строгаем, зачищаем и варим. Электроды ЛБ-52 ф 4 мм. Интеркулер с того же КамАЗа. Одна трубка раздулась подобно капюшону кобры и треснула почти на всю длину. Пришлось ампутировать. Чтобы не рубить её снаружи-прорезал отверстия в бачках и выполнил "полостную резекцию". На фото видно, как оторвались и смялись потроха этой трубки. Надорванные трубки-подпаял 192-м Кастолином. Движок с ипонского самогруза. Забивали новую заглушку блока. Во время запрессовки-блок лопнул. Движок сняли. Трещину расковырял и залил ПАНЧем, вместе с заглушкой. ТНВД с китайского погрузчика. Это как надо было насиловать эксплуатировать технику, чтобы она заглохла только после того, как ТНВД выпал из блока, повиснув на трубках?! Естественно, корпус ТНВД был пробит, а промежуточный фланец-лопнул в нескольких местах. Вмятину вырезал, чтобы центробежному регулятору ничего не мешало и приварил латку. Фланец-чугунный. Варил ПАНЧем на горячую. Немного автогена при замене радиатора отопления (чтобы не забывал, с чего начинал когда-то...).
 23 балла
23 балла -
Запилю фоточек недавнего мангальчика. Делалось быстро, второпях, да и еще у заказчика на ходу менялись моменты исполнения, поэтому не все исполнено как надо )
14 баллов
-
Здорова мастодонты-пулемётчики.) Оцените мои потуги в синергетике, сегодня впервые в жизни работал П/А, https://www.youtube.com/watch?v=7821nR1qtv411 баллов
-
Не нашел инфы на форуме по данному аппарату, решил потихоньку начать писать отзыв, потому как по заявленным параметрам аппарат очень интересный. Вот и он. Обошелся он мне в 56 тысяч рублей в наличии в Томске у официального диллера Сварог. В комплекте добротная 4м горелка 26-я, т.е. 180А на ПВ 35%. К тому же она шла с регулировкой тока, хотя не уверен, что это плюс, потому как пожертвовали размерами кнопки поджига, а это не очень-то удобно. Варить пробовал пока только нержавейку. На постоянке все функции работают, есть импульсный и прихваточный режим, спад, нарастание, продувка - полный комплект. Но сразу обнаружился один недостаток - это отвратительная работа осциллятора. На аппарате предусмотрен выбор диаметра электрода - 1/1.6/2/2.4/3.2. Я работал с электродом 2.4. Осциллятор работает не постоянно при нажатии, а трещит секунды две, потом отрубается, если дуга не зажглась. Так вот, даже выставив диаметр на 3.2, дуга не желает загораться, при том разряд между электродом и изделием идет. Интересно, что когда выставляю диаметр на 1, то дуга не загорается вообще, а дальше от 1.6 до 3.2. разницы нет, поджиг идет нестабильно и одинаково отвратительно. Еще помучаю его, но думаю - это повод обратиться в сервисный центр. Думаю залезть внутрь, взглянуть на осциллятор... Надо глянуть - есть ли пломбы на корпусе...
7 баллов
-
Когда как... Обрастать клиентурой стал ещё в бытность работы на стройке. Там же спецтехника постоянно гужуется. Ну а дальше-сарафанное радио работает хорошо. Главное-не облажаться. Городок-то маленький. Я давно просёк, что мобильность-хороший козырь. Ещё бы оснащение подтянуть... Но, как говорится, Москва не сразу строилась.7 баллов
-
@Steelcar, если бы я сидел на попе ровно исключительно в мастерской, то с голодухи бы давно прибрался... А так-волка ноги кормят.7 баллов
-
http://websvarka.ru/talk/uploads/monthly_05_2018/post-7385-0-65835000-1527773791_thumb.jpgВодителю камаза нужно по шапке настучать,у него редуктор не затянутый(видно что из под прокладки сопливит) из за того корыта и рвёт.Если редуктор затянут то конструкция жестче и не даёт мосту скручиваться при нагрузке.А когда отпущен то мост крутит как шарманку.Раньше я работал в канторе где было много камазов,и такие беды были в основном у ездюков.Вместо прокладки подмотают ниток,их растюрит,редуктор отойдёт а после и нижняя чашка моста трескает.7 баллов
-
Обычная ГБЦ обычного ЗМЗ-402. Обычная для сегодняшних ЗМЗшных моторов трещина под седлом. Обычная сварка. Только вот надпись на голове-необычная... Во истину, как говаривал Козьма Прутков, "Если на клетке со слоном написано "буйвол"-не верь глазам своим..."
5 баллов
-
@Дед мазай, там не стучать по башке, там секирбашка надо делать. Причём, не только водителям... Ой, чой-то меня понесло... Орднунга захотел, штоль?.. Ну и кто ж тогда работой обеспечивать будет, а??? Что до мостов, то затяжка редуктора, конечно,имеет определённое влияние, но не более одной капли. Основной фактор-перманентный перегруз+"дороги". Рвёт не только малахольные швы "тазиков", но также и дюжие сварные швы собственно балок мостов, отрывает подрессорные пяты, лопаются кронштейны балансиров и т.д. Скоро будет на ремонте сразу несколько мостов. Пока ходят, обливаясь маслом, покуда хозява пытаются ещё немного бабок из чермета машин выжать. Да уж... Насчёт крутизны-не мне судить, но не скучно-это да.5 баллов
-
Большинство заводского контингента даже слова такого не знает. Сегодня кстати как раз решил чисто на синергетике денек отработать. Нормально, но и на ручном можно получить те же самые результаты и даже лучше. Синергетика - SYN Соглашусь что на синергетике шов лучше(проще) формируется,но разбрызгивание на некоторых режимах просто ужасное . Но тут и аппарат не самый топовый. Просто выбираешь программу под проволоку и газ , а дальше вперед крути крутилки Ручное - Manual
4 балла
-
Сходил я на конференцию сегодня.В общем то разочаровался.Не пойму,почему в профаппаратах тиг нет пульса на переменке и частота до 152Гц?На вопрос почему так мало,ответили а зачем больше?Вопрос то не в том зачем мне больше,а почему так мало,а зачем-это уже мои проблемы.И по пульсу,тут вообще без комментариев.Маски новые у них линейка с откидным верхом-про это даже писать не буду.Организовано было хорошо,много нового про поры на алюминии узнал,жаль,что эти доклады не выкладывают в свободный доступ,очень интересный материал и по проволоке порошковой понравилось,все доходчиво объясняют.
4 балла
-
@morgmail,4 балла
-
У меня есть сорокет ( 40л) вес его 45кг на 20-25 кг легче отечественного, то бишь, как советская 20ка со смесью или с аргоном можно на плече носить)). Основное внешнее отличие нет башмака,дно плоское. Знаю еще, что различается баллон для СО и баллоны для других технических газов, для СО тяжелей .. В европах, в том числе 'молодых демократиях', другие баллоны вне закона... Причем эти баллоны не продаются, можно только взять в аренду, даже если у тебя вдруг каким то макаром оказался такой баллон, там как то очень сложно доказать легальность его приобретения. Рынок поделен между 2-3 монополистами. Производство с регулярным приличным оборотом себестоимость приемлемая.. для частника газ обходится не оправдано дорого. Ну скажем баллон аргона стоит 90€+ аренда,10€ в неделю ... ааа деапозит еще забыл( залог) 200€ )) .. небольшую скидку(раньше по крайней мере) можно было выторговать добровольно 'разоружившись', сдав 'коммунистические' баллоны на утилизацию.. Так, что варите пока варится, а то доберутся до вас 'благодетели' будете только борщ варить))3 балла
-
прежде чем опрессовывать, надо радик хорошенько прогреть - много нового можно найти. Ваша теплоподводящая работа как раз и прогрела радиатор и много нового нашлось само собой.3 балла
-
Нужно короткими " перебежками".Пластик внутри плавиться.Мокрая тряпка очень желательна.Видно не очень, но вот черная полоска на срезе поддона- пластик.Будет время я его болгаркой доработаю, будет лучше видно Небольшой факультатив.Обещали озолотить.Художественное выдувание болтов крепления полурессор.
3 балла
-
@psi,для сварки высокопрочных сталей и толстостенных сталей применяют так называемую технологию сварки с мягкими прослойками .В качестве мягких прослоек выступают сварочные материалы с меньшими показателями прочности,но с хорошей пластичностью.Этот метод предотвращает появление трещин в корне или в середине сварного шва.См. стр. 44 привиденной книги @AMBIVERT42,Алексей доброго дня,а что еще вам не хватает для полного оснащения? Мусияченко В.Ф. Дуговая сварка высокопрочных легированных сталей - 1987.djvu.rar2 балла
-
@Kondor416, электрод там представляет собой медный закрытый колпачек с небольшой точкой по центру (тугоплавкая вставка). Вот на сайте у них есть горелки, может выглядеть по другому, но начинка должна быть идентичная - http://www.spektrplus.ru/unit05.htm А вот и расходники - http://www.spektrplus.ru/unit08.htm Горят - сопла и электроды в основном, защитный кожух - гораздо реже, но тоже нужен про запас.2 балла
-
@Kondor416, знаю этот аппарат. По мне так он годен только для резки чермета, сильно мощный, но ощущаешь с ним себя настоящим Джедаем со световым мечем ))) У нас в городе расходники на них продаются до сих пор. Расходник там - сопло и электрод, на горелке что стоит? Вам сюда, там вся инфа есть: http://www.spektrplus.ru/2 балла
-
@G_Kar, это Лорх. их уже давно на американском рынке в жёлтом цвете продают http://www.ipfonline.com/uploads/product_49277_500.jpg2 балла
-
Не, уже не так. Технологии упёрлись в некий потолок. Вопрос в ином - а умеем ли мы использовать то, что есть уже по полной программе? Цветик, для разбавления разговоров! -
2 балла
-
Нет, не обознался. Реально время экономит на жестянке.2 балла
-
вы меня не слышите! Или не хотите услышать. Еще раз говорю, подробнее, если дуга прошивает на деталь, т.е. вы видите разряд работы осциллятора, при подключенной массе от аппарата и качественном контакте детали и массы, то ОСЦИЛЛЯТОР полностью рабочий и к нему ни у вас ни у кого либо претензий не должно быть. А вот если аппарат не чувствует этой связи (образованной электрической связи) между деталью и обратным кабелем, то это беда аппарата, т.к. может либо мозги не ощущают связи либо ток поджога малый и его не достаточно для поджога дуги. Именно поэтому стартовый ток чуть или сильнее больше сварочного тока. Именно поэтому его отдельно надо регулировать либо выбирая диаметр электрода вы регулируете значение находящееся в программе контроллера. И еще не мало важный момент: РАССТОЯНИЕ между кончиком электрода и деталью. Если расстояние минимальное, то в таком случае проблема аппарата, если расстояние большое, то это ваша проблема и вам надо научиться держать как можно меньшее расстояние. В более дорогих аппаратах, я на сколько понимаю, что если стартового тока не хватает то он автоматически прибавляется пока дуга не загорится. Поэтому поджог дуги происходит и на высоте более 1 см. Но не у всех.2 балла
-
А куда можно ткнуть рожей главного инженера, чтобы не быть голословным? Все именно так! Но немного их подсушив я все-таки могу иногда поймать дугу. Верхние швы мне нравятся! Да и на вертикальных никаких кратеров не образуется. Мне нра, вот только аппарат, похоже, не для них, как вы сказали, ну и умения пока мало Во-во! Как раз так и получается только вертикалка. Тыкаю в ванну. Но ток ставлю ампер 80-90, иначе большие подтеки. К Фото
2 балла
-
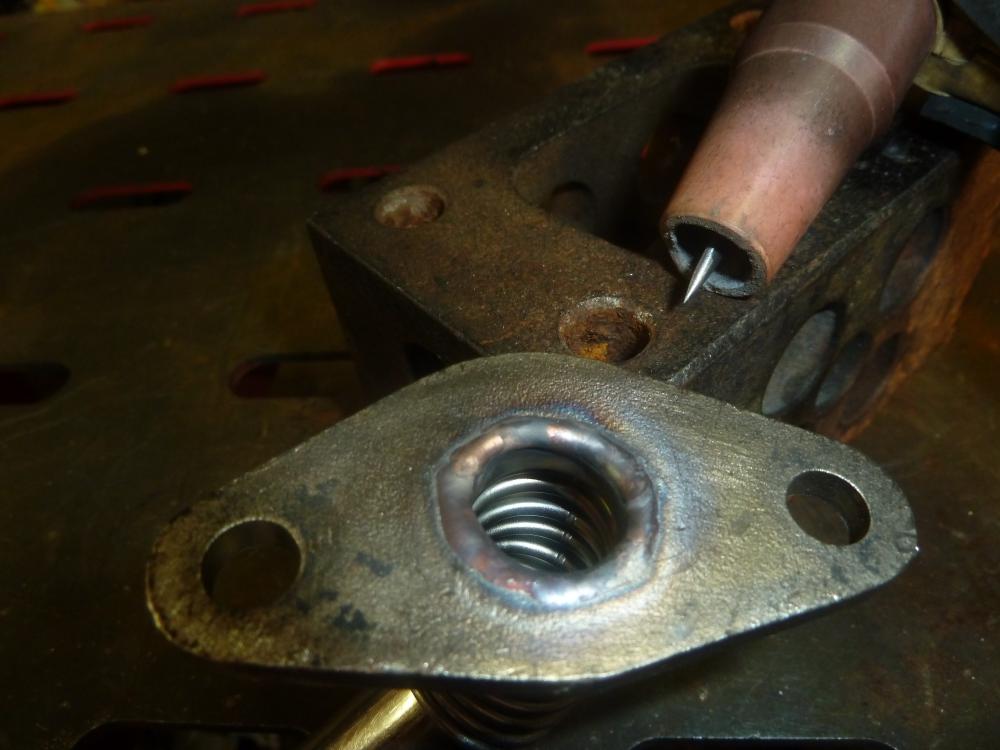
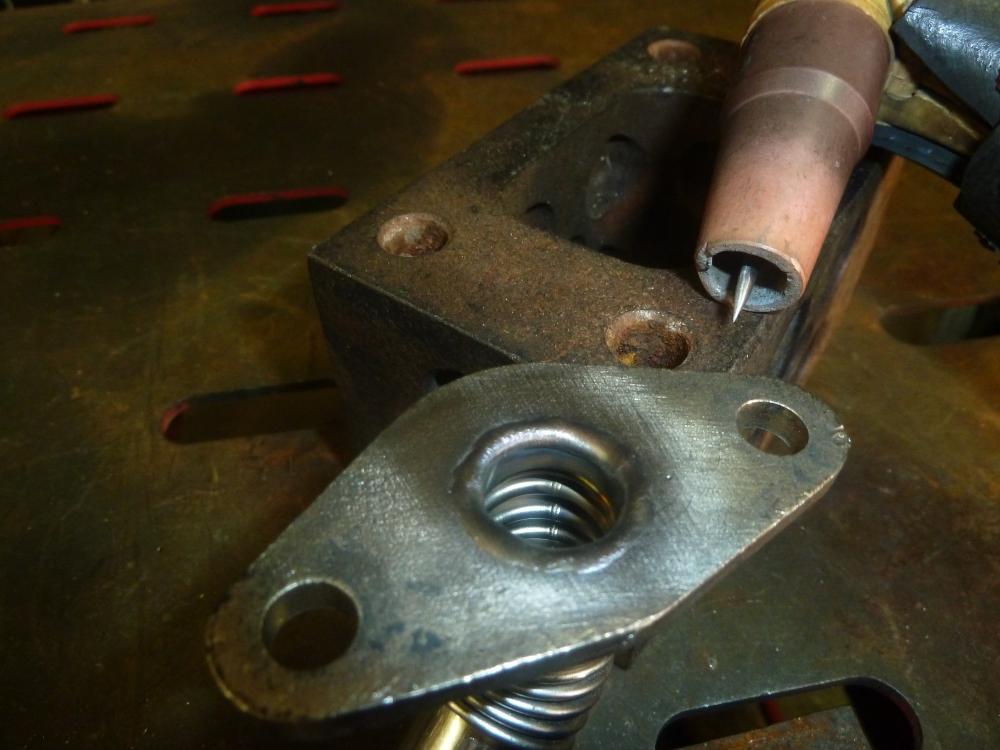
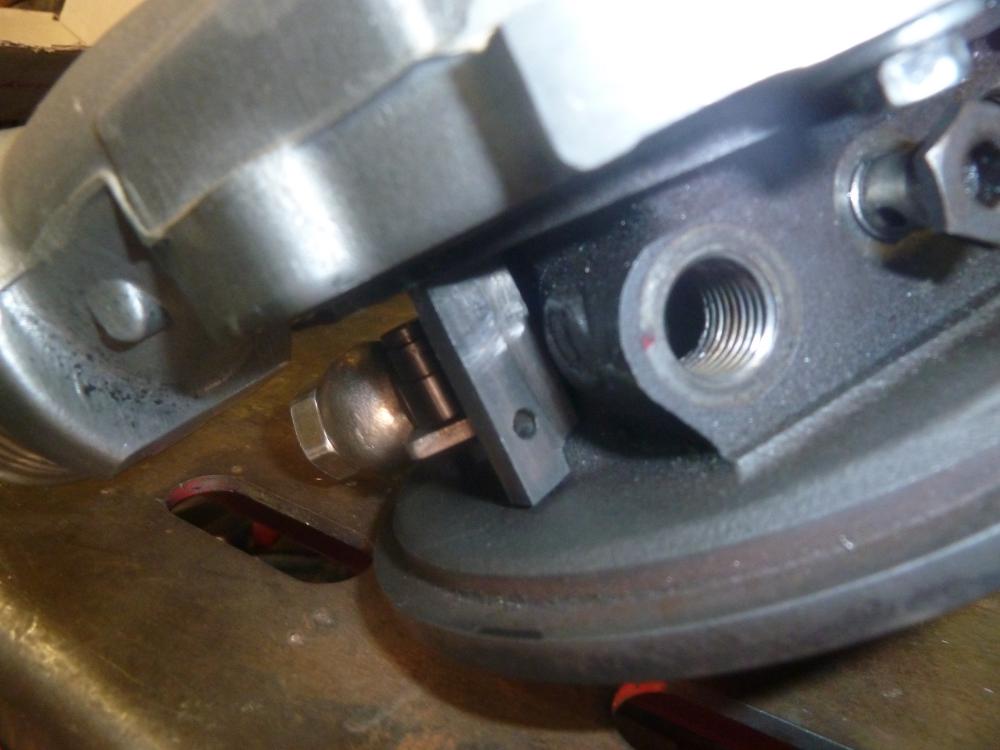
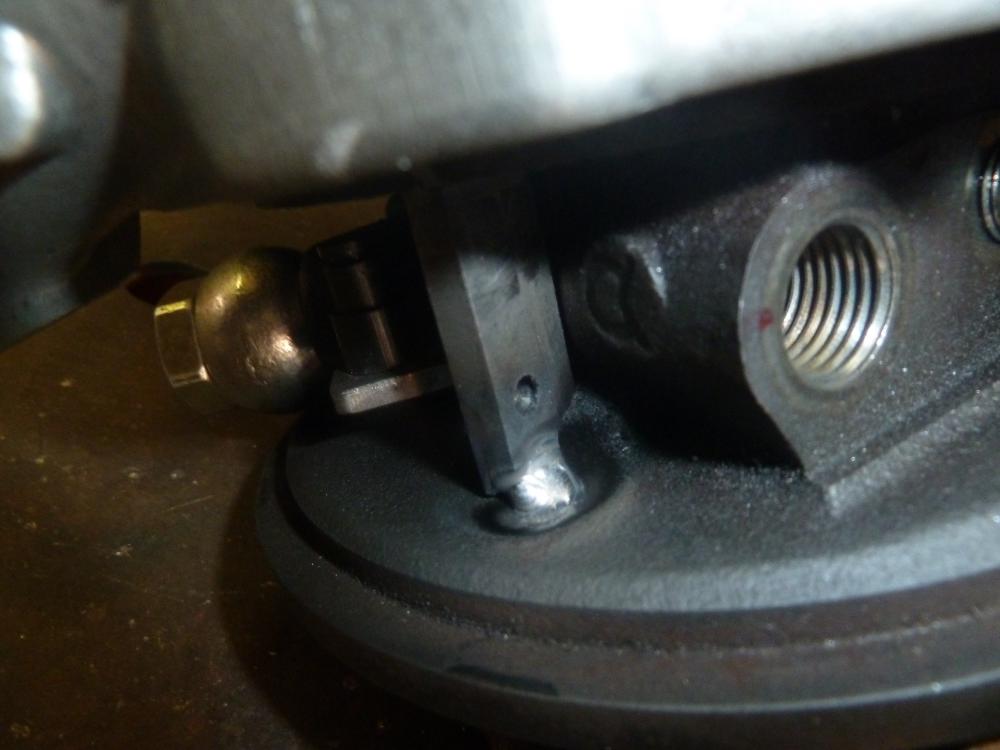
Примерка удалась . И по ходу трубка сливная масло с турбинки , толщину не мерил и не зачем , CuSi 3 и труба готова . Ну и на турбинке упор приварили . Но и это не конец "фильма" и будет продолжение , а вот какое пока и я не знаю да мне и не к чему и что захотят то и сделаем и стоит отметить что ТИГ сварка пока самая высокоточная . Турбинка
2 балла
-
Здравствуйте! Сегодня откопал данный агрегат УПРП - 201У3. Лежал под грудой досок и опилок. Достался в пользование бесплатно. Как бы не насовсем, но он никем не использовался, так что в долгосрочном пользовании. Идут с ним две горелки, без электродов. У одной сопло побольше у второй поменьше. Потребляет 44 кВа. Тяжелый зараза, но на колесах. Сегодня затащили в мастерскую. Буду перебирать, продувать, контакты окислились. По оперативной информации - им ни разу не пользовались. Не знаю смогу ли под него найти электроды... и вообще нужны ли ему электроды? Информации в сети маловато. Видно старый динозавр. Режет от 100 да 200 ампер регулировка. Если у кого есть по нему какая либо информация, буду признателен если поделитесь.
1 балл
-
Привет.По моему туда что-то сыпали какой-то герметики.1 балл
-
Теперь видимо имеет, потому как все аппараты Есаб - мада ин чайна.1 балл
-
@morgmail, Скворчит как 0,8 Слышу радость/восторг в голосе, с этим то хоть не обознался?1 балл
-
@G_Kar,вот сравните накс с гибдд,езди по правилам и штрафов не будет,но кто по ним ездит?Ситуацию частично поменяли камеры,с ними не договоришься.Почему бы не ввести их при сдаче экзаменов,так сказать своеобразный видеоотчет и доказательство,что человек был обучен и сдал экзамены по правилам.Менталитет тут ни при чем,нужно принуждать соблюдать законы,а не убеждать словесно.Не хочешь работать честно-пинком под зад,вот и весь менталитет.Я видел на каких машинах ездят рядовы работники АЦ,явно не на з/п куплены,хотя может там з/п такие,что могут себе позволить,не знаю.1 балл
-
@Георгий 11, всё верно, прогнила вся система. Но мы не боги и менять одновременно всё не можем, надо начинать с малого, а там уже будет видно.1 балл
-
@morgmail, кронштейн для держака зачетный1 балл
-
-Моё личное мнение-конченое жульё, вымогатели от САСв...1 балл
-
По спецификации низколегированная сталь . https://www.germes-gas.ru/upload/iblock/915/shema_ballona_20-200.pdf1 балл
-
@morgmail, не спорю, на старых, б/у-шных 200М отключение БСН перемычкой, возможно, и проходит без последствий, покупателям же новых аппаратов на это рассчитывать не следует.1 балл
-
@Churekov, спасибо за эксперимент! пожалуй, попробую сделать на своем так же. Была идея увеличить задержку автоматического включения БСН после обрыва дуги секунд до 5-10 вместо штатных 0,6 сек., но после покупки Pico уже, честно говоря, просто лень. 60 В на выходе это, конечно, не то, ради чего брался именно 200M, а не 200-й, но лично для меня этот вариант лучше БСН. PS Кстати, попытки манипулировать (в разумном диапазоне) параметрами ШИМ у меня каких либо положительных результатов в плане нагрева на ХХ не дали, только лишь посторонние звуки появлялись.1 балл
-
1 балл
-
Я когда (мысленно) готовлюсь к сварочной работе (той или иной) , уже представляю как это буду делать , как льется метал , идет сплавление с присадкой и результаты-последствия . Но когда мне говорят , после работы на пример (разбило шпоночный паз колен вала) где одна сторона шпоночного паза замялась , допустим на 0,5 мм и на глубину 5 мм . Что нужно было бы вставить плотно (выточенную графитовую вставку) в шпоночный паз и залить эту замятину на стенке шпоночного паза в 0,5 зацепив ее с глубины 5 мм МОНОЛИТОМ . Я это , как его там , как дурак хлопаю глазами .1 балл
-
@krech, надо отвечать начальству на такой вопрос: - Ищу заверенный вами техпроцесс по ремонту данной детали1 балл
-
Для таких трубок осваивай пайку, если хочешь постоянно заниматься радиаторами, 500р делов с опрессовкой радиатора, по времени 3-4 минуты.1 балл
-
@kaev, Ваш вопрос перенесён в соответствующую тему. Извините, но у нас так положено, не плодить мелких тем, а задавать мелкие вопросы в больших текущих темах. Теперь по вопросу. Разборки с такими трансформаторами начинаются с принципиальной схемы. А поскольку она в природе существует только в голове того кто его склепал, то придётся её рисовать самому. Для начала рисуем трансформатор с соответствующим количеством обмоток и выводов на них. Для этого вызваниваем какие выводы транса каким обмоткам принадлежат, и указываем примерное сечение провода обмотки хотя бы в виде толстый или тонкий. Затем между выводами каждой обмотки проставляем значения сопротивлений, для того чтоб представить какое количество провода уложено между выводами. После этого рисуем схему трансформатора уже как бы в масштабе учитывая объёмы намотки между выводами. Только таким образом можно составить какое-то представление о назначении выводов о которых вы спрашиваете. Если не справитесь с этим сами, то мы поможем -- выкладываете сюда что вы нарисовали и намеряли, а мы облекаем это в нормальную схему. Как-то так1 балл
-
Менеджеры - продажные продажники опрашивают. Какая научная работа))) Ну вы блин даете.1 балл
-
@konstantinXX, Компрессор 24 л. исключительно для опрессовки держу.Эту маленькую пескоструйку тянет.Если у тебя нет такой штуки - сделай.Даже не знаю,как раньше без него жил..не жизнь была,а прозябание сплошное.. ,правда,от этого аппарата песок по всюду ,но польза большая1 балл
-
Георгий, так и будут постоянно возить и ваши обваренные тоже через энное время привезут. Сварили вы правильно но этого не достаточно и шею ей снова "открутит" , вот именно открутит так как диаметр самой муфты довольно большой а вот диаметр сварки мал и ее не отрывает а "скручивает" . Но я вас научу делать как чтобы не скручивало , в общем обвариваете и потом сверлите по "границе " муфта - фланец отверстия 6 или 8мм (можно три но лучше пять ) сквозные . Ну и делаем 3 или 5 (зависит сколько отверстий просверлите) штифтов покрепче (мы в свое время от сломанных сверл хвостовики брали) и вставляете в отверстия и лучше если штифты чуток с легким натягом были ну так скажем малым молоточком подбивались ну и с обоих сторон обвариваем штифты . Тем самым сварочный шов будет избавлен от скручивающих усилий и все на себя возьмут штифты. Только не говорите КИА что я вас научил , а то и возить перестанут так как ломаться не будут, впрочем со временем и так перестанут возить и во всем обвинят аргонщика и будут искать другого , уже было с одним так же и с этими же муфтами. https://www.drive2.ru/l/7892406/ Вот на фото и здесь они только прихватки поставили но они не спасут от скручивания и я красным отметил как сверлить , то есть надо и муфту захватить отверстием и фланец и диаметр пополам .
1 балл
-
@SIV, разницы между горелками практически нет. а оно стОит того? горелка+разъем -1600-1800гр. новая горелка ,аналогичная имеющейся на п/а~ 500гр. и того. за те же деньги-3 новых горелки.
1 балл
-
Очень длинная "анимашка". Но это действительно круто...
1 балл
-
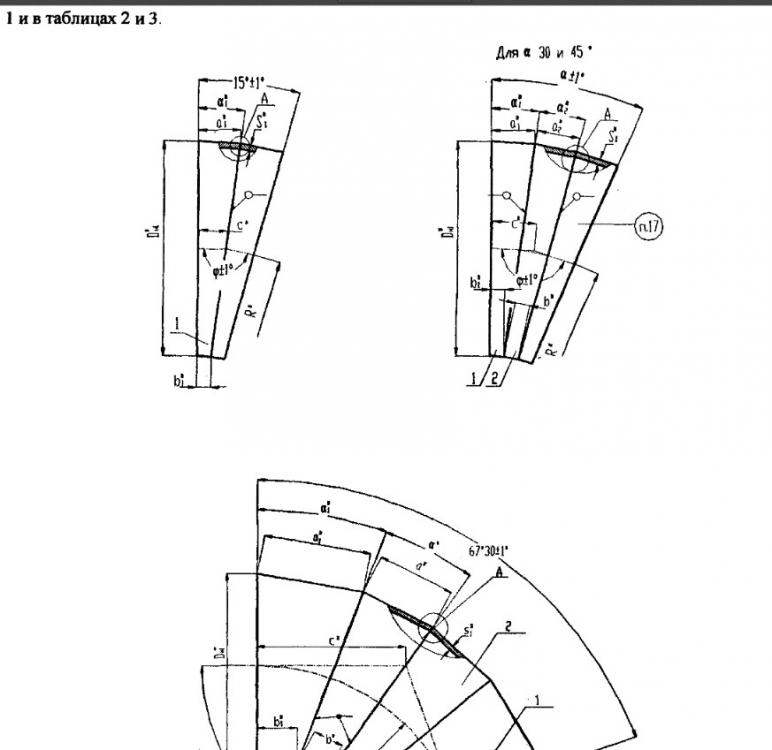
плавный не получится. только сегментами. вот ОСТы. в них есть таблицы с размерами и принципиальные схемы построения лекал с учетом разделки. 941057aaed87814a3bf954b40199c027.pdf OST 34-42-663-84 - Otvody svarnye.pdf
1 балл
-
Пробовал резать ацетиленом резаком которым постоянно работаю пропаном и могу сказать что ацетиленом разве что быстрее но качество не лучше, но это проба , по факту работать с выездом так как я работаю таскаться с ацетиленом будет сложнее да и по итогу все же дороже , из сложностей есть ещё ньюанс это то что ацетилен капризней к чистоте, малейшее загрязнение в камере смешивания и нужно разбирать резак и чистить иначе обратные хлопки не дадут работать. Зимой ацетилен замерзал у меня в мастерской так же как и пропан. Моё мнение такое что использовать его нужно там где скорость решающий фактор , приведу пример я работаю газовым строгачем на пропане и работа заключается в том что бы срезать траки с гусениц а это 400 болтов на одном экскаваторе, уходит у меня целый рабочий день 8-10 часов и 4 баллона кислорода , так вот я уверен что конкретно в этом случае ацетиленовым сторогачем работу можно сделать гораздо быстрее да и ещё кислорода сэкономить но экономии на ацетилене из-за его стоимости не будет. Если такая работа будет чаще попадаться то обязательно приобрету ацетиленовый мундштук для строжки .1 балл
-
Всем привет. Решил показать свои труды и поучаствовать в конкурсе. Работа: детские качели с крышей. Время работы: 2 дня, не спеша. Материал: профильная труба 20/40, 30/20, 20/20, 15/15 (толщина стенки 1.8 мм);доска сосна 25/150;цепь 4-рка;поликарбонат 4 мм соты.доску крепил саморезами по дереву (черные), 45 мм длина;ручки на сиденье крепил саморезами по металлу, 25 мм длина. Проф трубу 30/20 нарезал от угла с отступом 7 см, состыковал, сварил, зачистил лепестковым диском (зерно 60), выставил перекладину - проф трубу 20/40, и приварил к получившимся А-образным стойкам из проф трубы 20/30. Крыша сварена из проф трубы 20/20 и 30/20, загнута плошмя проф труба 30/20 (длина 1м), в центре высота загиба 5 см Доску на сиденье зарезал лобзиком. Под ручки просто распустил отрезок доски 30 см на пополам. Получилось две ручки 20 см длина, 7.5 см - ширина. Намечаю под прорези по проф трубе 20/20, пропиливаю канавки болгаркой, потом стамеской выстукиваю Полирую обычной болгаркой, тарелка под липучки 125. Зерно беру сначала крупное 60-80, довожу. Потом старой забитой липучкой (наждачкой 180 зерно) получается очень гладко, как стекло. Конечно пыльно, но оно того стоит. Углы все свожу на гладкое полукруглое. Приварил ручки. Высота 17 см, вылет (глубина) 20 см. Проф труба по горизонтали 20/20, по вертикали 15/15. Сборка Готовый собранный вид ну и собственно я. Конкурсная работа № 7, Художественная номинация Конкурса сварщиков «Делаем своими руками» Генеральный спонсор конкурса Компания «ArMiG» — все для сварки и резки. Победитель в номинации «Лучший поставщик» концерна ESAB в России 2014 года. http://websvarka.ru/images/forum/logo_armig_250_wh.png
1 балл
-
@DMZ,Сварить можно,только нужно чтобы запас легирующих элементов был достаточным:примерно хрома 25% никеля 15% ,если будет меньше мало того что шов будет корродировать,так ещё и хрупкую прослойку получим и все прощай прочность хрупкое разрушение нам гарантировано.пункт 1.2.1 Сварка разнородных сталей и сплавов справочник.pdf1 балл