MityMouse
-
Постов
395 -
Зарегистрирован
-
Посещение
Посетители профиля
2 118 просмотров профиля

Достижения MityMouse
")



-
@Sakhalin_Cat, речь о MIG. Параметры и фото шва в более раннем моём сообщении.
-
Народ. По моему вопросу: заметил, что при сварке углового шва зона очистки есть не везде перед сварочной ванной. Иду с L - образными колебаниями, на кромках дуга ближе к краю сварочной ванны и зона очистки есть. А вот по центру дуга горит дальше от края сварочной ванны и зоны очистки - нет. Поэтому чернота, которая образуется перед горелкой прёт в шов. Скорее всего, это - причина пор. Посоветуйте чего можно сделать. Дать больше подачи (а значит и току), работать на более длинных дугах или накладывать меньший слой за один проход?
-
@selco, С маркой проволоки - цирк. Сначала мне передали, что это - АМг5. Я подобрал проволоку AlMg5, купили китайскую и Oerlicon. Поставил сначала Oerlicon и получил кучу копоти (хотя тогда ещё расход газа не подобрал нормально). Как только подобрал расход газа и заменил проволоку, а так же пошёл по шву углом вперёд, процесс стал более - менее стабильным. Затем оказалось, что из АМг5 только фланец, а основной корпус из АД31. Думаю ещё попробовать Линкольновскую LNM AlMg4,5. Деталь я не подогреваю перед сваркой, хотел, но оказалось, что достать банальный автоген в условиях впаривательского демозала - огромная сложность, может ещё чего придумаю по этому поводу. Но я больше всего грешу на конструкцию стыка. Заложены стыки с технологическим непроваром (соединение "в замок"). То есть под швом у меня получается всегда зазор, в котором ни почистить нормально, ни высушить влагу, ни выдавить грязь в корень и вырезать не получается. А на горловине (которая как тройниковое ответвление) есть ещё бурт. Она вставляется в основание до упора по бурту. Получается, что в стыке горловины есть труднодоступное для сварки место со ступенькой. И клиент жалуется, что в этом месте частенько непровары получаются (хочется сказать, что ясный же пень). А щётка у меня на болгарке, так, что снимаю довольно приличный слой.
-
Попробую. Увы, не всё в моей власти, так как работаю на дядю, а не на себя. для полуавтомата - черноты нет почти. Режимы для ТИГ допиливаются на другом роботе, как будут готовы, покажу чего получается. Пока что ясно, что значительно чище, чем MIG получается. Но настройка - адская. На МИГе проще гораздо.
-
@Георгий 11, Чего нет, того нет.
-
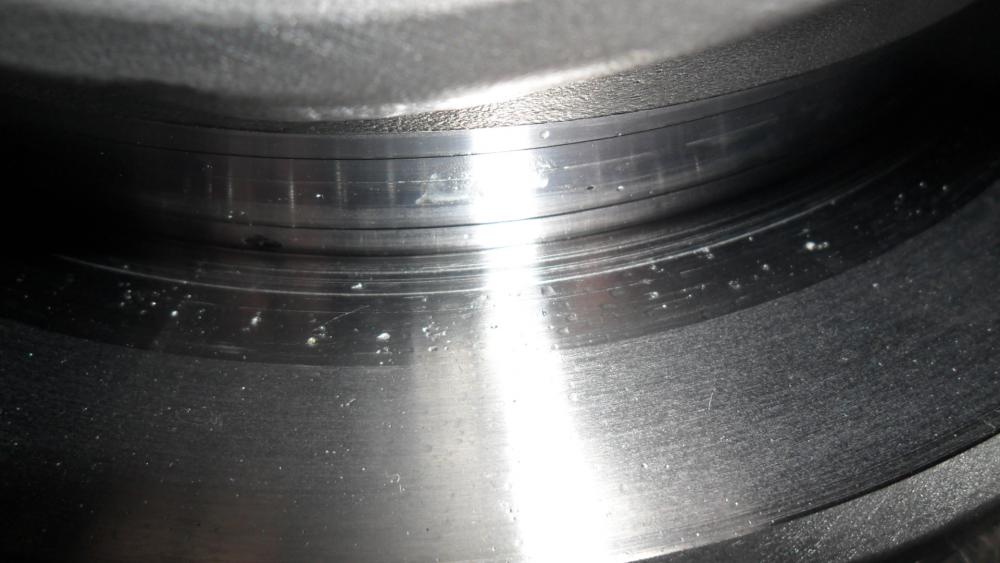
Народ. Есть вопрос. Сейчас варю тестовый образец. Сварка MIG/MAG. Робот Fanuc M10ia. Источник питания: Kemppi KempArc Pulse 350. подача: 9,5 м/мин - на кольцевом стыке и 7,5 м/мин на горловине, вольтаж +2. Одинарный импульс. Защитный газ - чистый аргон. Зачистка перед сваркой - стальная, покрытая латунью щётка, затем обезжиривание - тряпкой с ацетоном. Фото всех швов - сразу после сварки, без зачистки. Сварка ведётся под гелетечеискание. Поэтому когда один из швов проточили , и на срезе увидели поры, клиент занервничал. Вы видите, что для MIG/MAG сварки процесс достаточно чистый. Можно ли ещё что либо сделать для исключения пор? По субъективным ощущениям, сам алюминий грязноват. Пока режимы не подобрали, ванна кипела. Сейчас такого нет, но поры есть всёравно.

-
@flo, Робот не варит "без брака". Робот всегда варит точно так как написана программа, ни больше, ни меньше. А вот заготовки к большому сожалению таки частенько грешат различиями в разделке кромок, не говоря уже о чистоте оных. Робот или автомат не увидит масляное пятно, накапавшее с крана. Он так проварит. И возможно, что снаружи даже и не очень заметно будет (ну если сварка в 2-3 слоя). А вот внутри. Ну сами понимаете.
-
@Hlorofos, Прогревали деталь ТИГом, а потом сразу за МИГ брались? Швы на фото после зачистки или сразу после сварки?
-
@psi, Можно попробовать более мягкие режимы на меньших токах. Перегрето, как по мне.
-
Народ, подскажите пожалуйста. Через что лучше монтировать современные биметаллические батареи? Сгон+муфта+штуцер или через американку? Какая система выдержит большее давление? А если через американку, какую прокладку ставить? Фторопласт, паранит?
-
@АВН, Хм, интересно, можно ли считать браком изделия к сварке которых ни кто не приступал в принципе?
-
@Khabara, А причём тут опыт работы и диплом? Вроде пока дипломы выдают после окончания ВУЗ-а. И потом, даже если человек говорит, что нифига в ВУЗе не делал, но ведь как-то он сдал? И потом, не надо Думать, что НАКС - одна организация. НАКС - орган, надзирающий над аттестационными центрами. Сами центры - отдельные организации и политику каждой определяет свой директор.
-
@CDLBone, Есть даже метод такой сварки в нажнем положении - опиранием на обмазку. Ничего плохого в этом нет, кроме того, что возможен он только на электродах с толстым покрытием. Если привыкнуть варить так, то могут возникнуть проблемы со сваркой другими электродами. А так, и зашлаковок - минимум и шов красивый.
-
@Us1981, Такие сопла и изолятором, ставят на горелки воздушного охлаждения на высокий ампераж. Стоят дороже обычных, кстати. Если кто-то не обзавёлся блоком охлаждения горелки, а на больших токах варить хочет, то ему подойдёт.