Лидеры




Популярный контент
Показан контент с высокой репутацией 30.04.2018 во всех областях
-
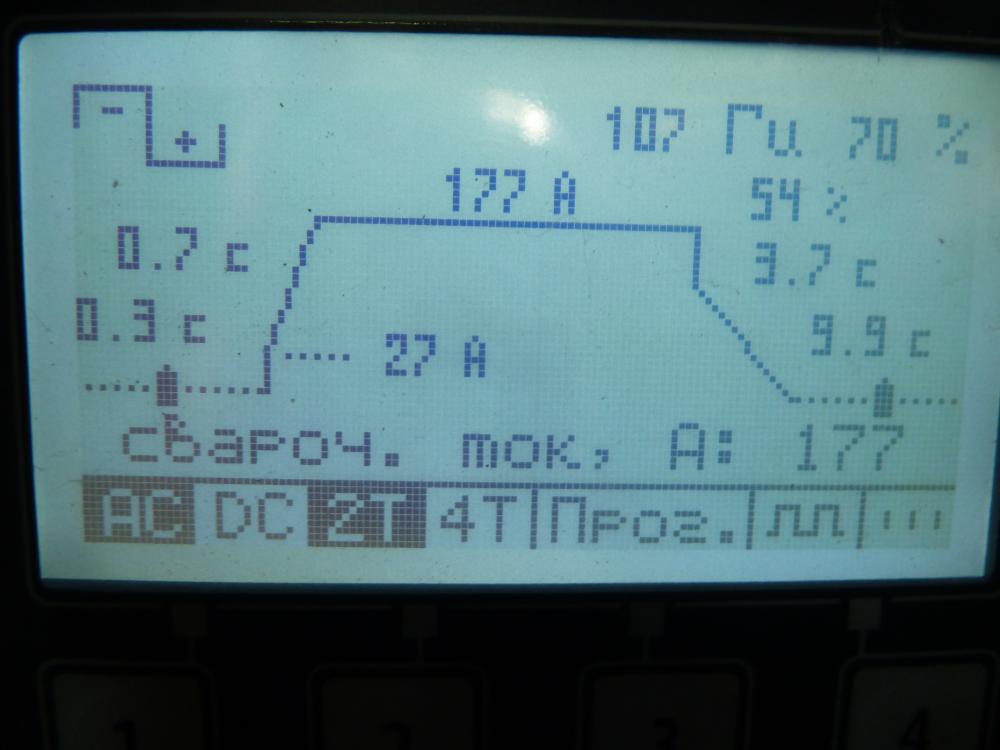
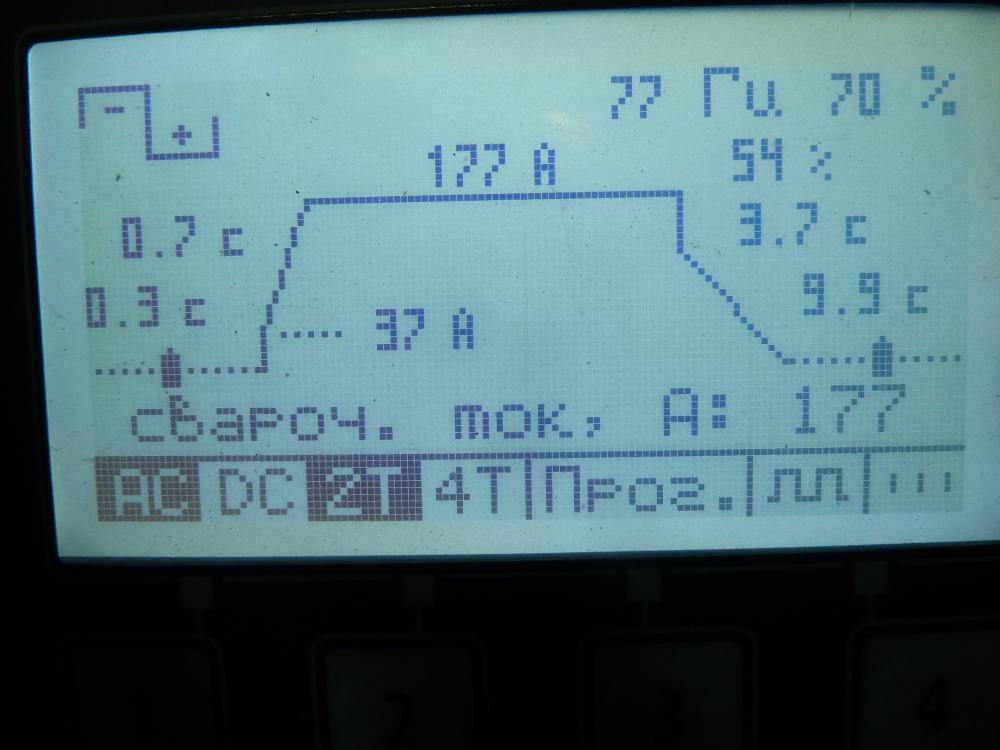
сТАРАЯ совсем , но сделал новый шлейф , мягкий как у америки из подручных средств. http://websvarka.ru/talk/topic/6118-kak-sdelat-shlang-paket/?p=160017 Не Вадим она сегодня поработала аж сопло красное было и все с ней хорошо . Вот хотел я уголок на этой штуке проварить ПА Хелви , но катухи 200мм с 4043 не оказалось. Большой ПА не охото было тащить и вспомнил про 9ку ну и справилась и с деталькой от ружья но там всего то 47А , а вот на этой бандуре 177 А , но правда только внутри ей прошел а снаружи старушка АГНИ на этом же токе три шва и почти без перерыва ей охлаждение до фени и не такое видела.
 11 баллов
11 баллов -
Вот еще пара 19 радиус,по табличкам от бмв и химсостав с магнием,но характерного оттенка дуги не увидел,варил 4047.У одного трещины по сварке,на котором кусок приварен,вскрытие показало,что непровар,но еще удар как раз на это место пришелся,прямо в центр,в общем фиг знает,может и с проваром бы лопнул.
10 баллов
-
А у нас затишье, перед бурей. После майских нужно будет сделать все и сразу, а лучше позавчера=) Модернизировал гильотину, 3-х зонной подсветкой(3 диодные лампы, независимые, то есть включить можно любую из трех отдельно. Очень удобно когда рубишь мелочь.) . На пороге майские, а у нас в цеху нет мангала! Нужно срочно исправлять, по старой схеме сваял на скорую руку. Лист 1,5 проф труба 15, ножки уголки из листа 1,2.
7 баллов
-
У меня так: -до Al Si5 - 4043 -от Al Si7 и выше(Si) - 4047 -другое и если светит зелёным - 53563 балла
-
Кстати, так, для интереса. Насколько буржуи кушать хорошо любят .... https://www.weldersupply.com/P/776/ThermalArcFabricator186A3 балла
-
Хм... Насколько помню, неоднократно уже писалось тут, что только обработка резанием лезвийным инструментом - шабером, шарошкой, бофрезой, фрезой - помогут в такой ситуации.2 балла
-
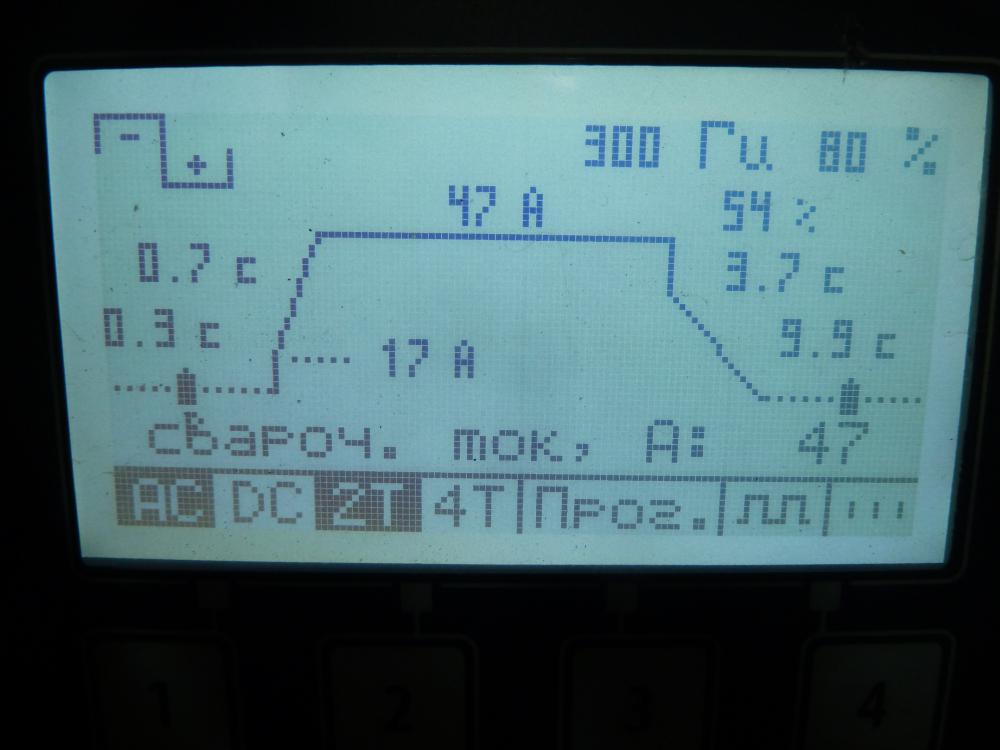
Вот совсем забыл и чтобы провалов не было ,"прищепляем" (зажим или струбцина) подкладку из толстого Ал или лучше медную толстую (хотя медь может повредить сварке) и можно нерж. толстую или даже черный металл но зачищенный до блеска. И вот смотрите мне сегодня в внутрь провалов не надобно было но проварить надо . Щетка наверное толстая и вижу что очистела местами и с пропусками. Подготовка и чистка Ал занимает большую часть времени а сварка от этого времени четверть а то и того меньше. Что нить придумайте как и чем зачищать и можно шабером и уж на край лепестком аккуратно и после него протрите ацетоном . Частоту тока в "пик " и дуга послушнее будет и работать легче будет и покажите кончик электрода и посмотрим как у вас на аппарате баланс работает . Белый электрод хорош и должна на коробке маркировка быть WZ8
2 балла
-
чё-т часто у народа вопросы возникают по настройке аппарата для сварки алюминия. постарался доступно и без воды объяснить. рекомендации усреднённые и из собственного опыта, могут отличаться от того, что другие используют. так что сильно не пинайте https://www.youtube.com/watch?v=L9TO1BRJrXc2 балла
-
@Глобул,завозят туда не только сварщиков и не только из Кемерово. Сервисмены, обслуживающие технику на угольном разрезе-сборная команда Западной Сибири. Новосибирск, Новокузнецк, Белово. Может, со временем, местные кадры воспитают. Но, пока то, что там произрастает-это бурьян, с трудом поддающийся окультуриванию. Это у нас, в Кузбассе, при разрезах и шахтах худо-бедно, но присутствуют и сварщики и механики. Как-никак, инфраструктуру, созданную ещё в советские времена, ещё окончательно не уложили. А в Хакасии угледобыча-относительно новое направление, кадрами и инфраструктурой ещё предстоит обрасти. Ну и лично я пока не против поездить в непродолжительные командировки. В Кемеруне с работой и деньгами-туго, а семью кормить надо. Может, со меной власти что и изменится, но пока что есть, то есть. Вот этот: Мне он очень понравился. Дуга стабильная и эластичная. С ПН=100% при 500 А электродом ф 10 мм строгать можно, пока сам не устанешь. Мне выдали технологическую карту на ремонт трещин, составленную производителями ковша. Там прописаны режимы сварки, диаметр и марки проволок, а также режим предварительного подогрева металла. Я так разумею, что корень варится более мягкой проволокой, чтобы избежать новых трещин, а заполнение-более жёсткой, близкой по прочностным характеристикам к основному металлу.
2 балла
-
2 балла
-
Не повторяйте такое ! Уменьшение ширины дисков.Машина передвигаться по болотам будет, скорости небольшие. Тех.ком. такие переделки допускает.
2 балла
-
Техносварка: Советы и ответы в Советы в выборе "Малыш" Grovers.WSME-200 в Обзоры, тесты и отзывы Сварочный полуавтомат GROVERS MIG 200 в Обзоры, тесты и отзывы GROVERS WSME 200 AC/DC PULSED TIG в Обзоры, тесты и отзывы GROVERS WSME 350 AC/DC PULSE сварочный инвертор в Обзоры, тесты и отзывы Инвертор ENERGY MMA ARC 160 в Обзоры, тесты и отзывы Сварочный полуавтомат GROVERS MIG160 в Обзоры, тесты и отзывы Аппарат "Energy" от "Техносварки" в Обзоры, тесты и отзывы GROVERS ARC 160 PFC в Обзоры, тесты и отзывы GROVERS WSME-200 AC/DC PULSED TIG . в Советы в выборе Grovers Multimig 200 PFC Dual Pulse в Обзоры, тесты и отзывы1 балл
-
@Ленский, Первым делом проверьте работу на ММА . Постоянку и переменку. Напишите то тут, как себя ведёт в этом режиме.1 балл
-
@pavel83, отдельно не знаю, с маской 14790р1 балл
-
@Ленский, Вам к ним http://websvarka.ru/talk/topic/3923-svarochnaia-tekhnika-aurora-i-aurorapro-voprosy-proizvoditeliu/1 балл
-
@Maximk0,Судя по всему, Вы с украины. И где Вы взяли такие цены? Нет там таких цен. Если Вы пойдёте сюда - https://mg.biz.ua/komplektujushie-i-rashodnye-materialy/gorelki-tig-i-komplektujushie/ и дойдёте до середины страницы, Вы таки увидите там такое и ему подобное - https://mg.biz.ua/komplektujushie-i-rashodnye-materialy/2275-korpus-cangi-s-gazovoj-linzoj-20-mm-6800grn-101278-wewe. Я и сам там покупал. PS. Уважаемых модераторов прошу учесть, что это не реклама, я сам ничем не торгую и не помогаю торговать кому бы то ни было. Это чисто по доброте душевной к неофиту форума.1 балл
-
@Isperyanc,не факт,что у нового листа плоскость будет хорошая.У меня до фрезеровки тоже перепады были 1-2 мм.,при толщине плиты 25 мм.@svarnoi69,если найти вход к фрезеровщику,там где выход,то относительно недорого получится.Я свой фрезеровал через целую спецоперацию).1 балл
-
Мой совет - ищи другого. Ооооочень средний уровень, даже ниже, думал, что это ты тренируешься. А это СПЕЦ, писец, какой спец............1 балл
-
Настройка пульса на Евотиг 350 Работать в режиме ММА на ево считаю"как микроскопом забивать гвозди" Ни разу не пробывал. Вот пульс на ЕВМ 160 сел пульс Труба 15мм ,УОНИ 13-55, горячий старт ток 140%, время 1 с, Arc -3, частота 8 герц, баланс 50 на 50 Электрод диаметром 3мм.
1 балл
-
Смотрю на это уже много дней . Одного не пойму. Почему надо тренироваться на геморойном не понять что. Просто взять нормальный кусок алюминия и тренироваться на нём. А заказ однозначно провален . На фотке пытались обдирать этот профиль и получилось ещё хуже. Теперь это смесь алюминия и его окислов.1 балл
-
@Steelcar, водянку https://www.ebay.com/itm/CK-Worldwide-CK20-25SF-Torch-Pkg-250A-25-3pc-Rg/273173732551?epid=1958055352&hash=item3f9a6c5cc7:g:fpIAAOSwTyZa3Rpu Ну или SR-20 или WP-20. У кемппи неплохие горелки и довольно таки мягкие шлейфы1 балл
-
@Steelcar, это руки, + очень удобная горелка и педаль.1 балл
-
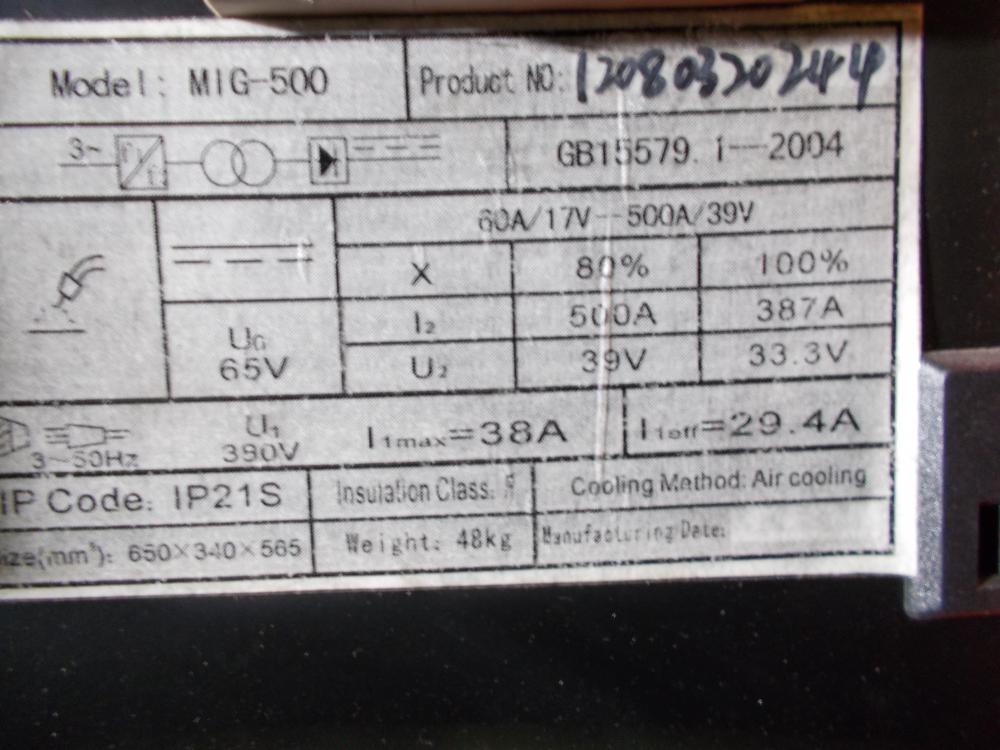
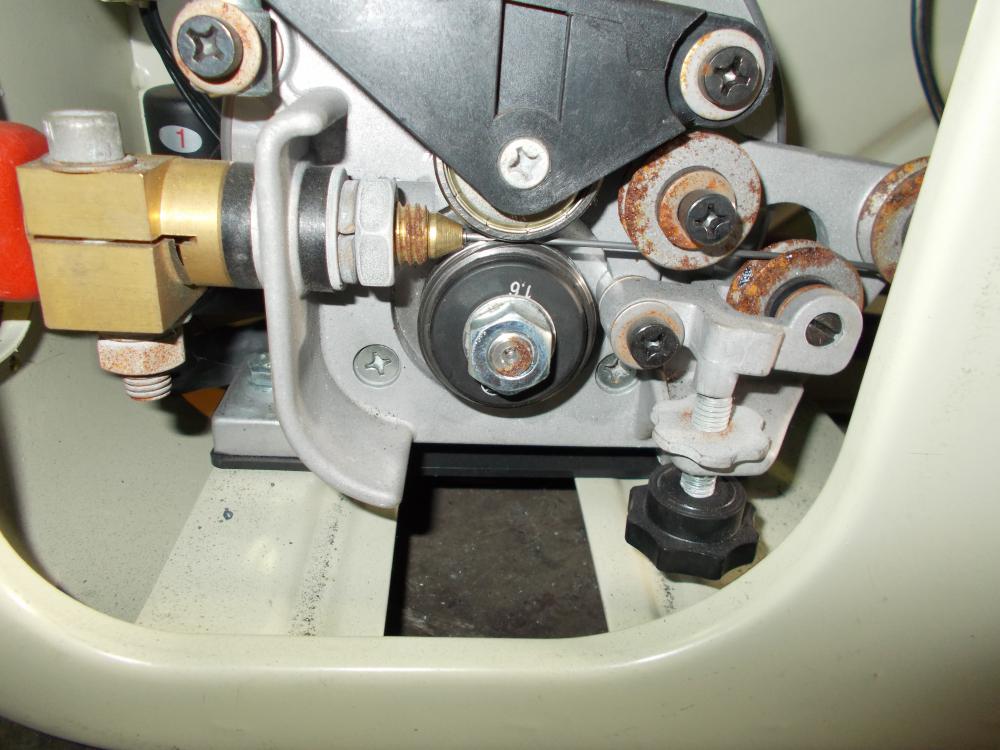
Занесла меня нелёгкая в солнечную Хакасию. А конкретно-в Абакан. Территория шараш-конторы, где мне предстояло работать. А вот и то, ради чего приехал (семикубовый ковш). Без воздушно-дугового строгача к таким изделиям лучше и не подходить. Строгач привёз свой. Компрессор-местный. Тот ещё агрегат, работающий абы как. И на источники тока-понадеялся на местные. А зря... В наличии имелись только такие "динозавры". Добиться от них адекватной работы в режимах строжки и наплавки не удалось и пришлось напрягать заказчиков поисками нормального аппарата. Купили вот это. Табличка с характеристиками-многообещающая. Забегая вперёд скажу-аппарат приятно удивил. Дуга-очень мягкая, по звуку и ощущениям напоминающая таковую от сварочного генератора. Зажигается уверенно. При сварке-негромко шипит, при обрыве-"поёт тенором". Но, таки вернёмся к "нашим баранам". Удаляем старую межзубную защиту, точнее то, что от неё осталось. Прострагиваем трещины в адаптерной плите (толщина-100 мм) с одной стороны, потом-с другой. Зачищаем УШМ и бормашинкой, греем горелкой, контролируем пирометром. Варим П/А Меркле в смеси 82/18. На корень проволока Autrod-12.51, на заполнение-Aristorod-55. Обе-диаметром 1,2 мм. Кантуем ковш и провариваем тыльную сторону плиты. Внутренние швы-подстрогал и зашлифовал. Далее-приварка новой межзубки и защитной накладки из хардокса. Ковш готов и вывезен на улицу. Его место занял отвал бульдозера. Отвал начали было чинить при помощи кислородного резака. Лопнувшие швы выстрагивал. Привариваем накладки по-новой. Тут случился казус. На складе кончилась проволока 1,2 мм. Осталась только 1,6 мм. Меркле я под такой диаметр не скомплектовал. Поэтому местные организовали вот такой аппаратец и податчик к нему . Настройки-в "попугаях", однороликовая протяжка-та ещё штука. В процессе настройки аппарат сказал своё громкое и веское "бах". Да такое, что автомат на ТП выбило. Такой же П/А оказалось купить проще, чем найти проволоку 1,2 мм. Ох, чудны дела твои, господи... В общем, с горем пополам, с матюгами шёпотом в адрес икающего податчика, натянул облицовку. Затем-это, напоминающее шов, покрыл сормайтом. (наплавка Т-590-ми) Так и пролетели полторы недели. В принципе, условия были приличные. Жили я и инженер-механик в гостинице для сервисменов БелАЗа и Либхера. Двухместные номера, кухня и все удобства. Почти как дома.
1 балл
-
Вот ещё пару будней. Собрал вольер для собаки из ***** и палок. В качестве доноров служили оцинкованные короба окрашенные краской, ржавая арматура и 32 ржавая труба вся в бетоне (привезёнными щедрыми людьми для сего изделия), а так же 11 метров проф трубы и 5 метров 25 уголка из моих запасов. В такие моменты я хочу быть наёмным рабочим А тут подлатал манипулятор, латал за другим не известным сварщиком или не сварщиком Латал такое, в паре мест вырезал куски, в паре мест просто обдирочным канавы проделывал, где то прям в этих местах куски вылетали... Получилось как то так. Ручонки к ручнику крайне редко прикасаются, нужно больше практики. Электроды лб52у ток 55-62А.
1 балл
-
да ни как канеш . только снимать ) КOH или NaOH 7-10% и ватным тампоном смочить и потереть до серебристого металла . если нет прямого доступа к чистым реактивам можно купить жидкость для прочистки канализационных труб . там как правило 10%-й раствор технического NaOH . пойдет тоже1 балл
-
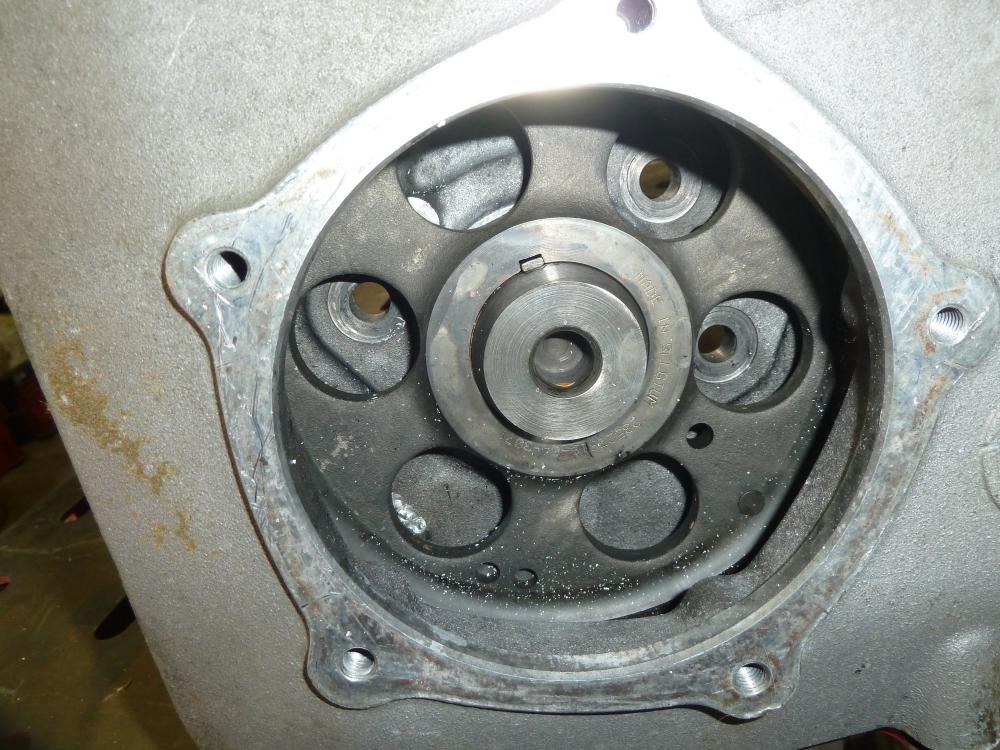
Побаловались сегодня сваркой не спеша и с расстановкой , спешить не куды и на американце будут менять поршневую группу коей еще нет . Замучался таскать эту громилу взад-перед то выборка - разделка то на подогрев то на сварку (частями) и вот бы могли половину веса убрать сделав вал полым а еще претендуют на "исключительность" . Но праду надо отдать им должное сплав Ал хорош , но может это и не их а наш экспорт , впрочем хватит рассуждений и смотрим . Завтра доделаю и придется в углу-внутри применить ПА и думаю Хелвика подключить к этому . Да по ходу привезли коробочку от туда же "Грузовой центр" и как всегда грязную и в масле внутри и пришлось мыть мне. ПОДОГРЕВ подогрев до 100гр. проба на "треск" и все в норме хотел с проковкой но и так все хорошо и шов плотный остывание и немного прикрыл ну и новая часть разделки коробочка приблудная и мешают не дают работать варим вторую часть разделки Третья разделка третья сварка ну и четвертая разделка-крайняя и будет ждать своего часа то есть Хелвика 220 с импульсом Ну и параметры сварки , присадка 3,2мм 4043 , вольфрам WZ8 4мм , аргон 10 л/м масштаб
1 балл
-
Георгий, все что ты сказал правда . Но попробую объяснить хотя это трудно. И так вот я вспомнил из далеко-прошлого и ходил на завод варить корпус КПП ГАЗ-24 ухо крепления пришел уже к концу смены и все уже разбежались и доступа к ТИР315 не было с его прямоугольной волной АС тока . И пришлось идти в другой цех а там только УДГУ501 (завод Электрик Ленинград) а у него синусоида да еще импульс осциллятора подстраивать надо и в общем сварной стал варить , ампер 350 долго грел и края уже плавятся а в разделке еще твердое . Электрод 4мм дрожит в полужидком состоянии ну в общем заварил и все нормально , но на таких аппаратах шов всегда получался вогнутым так как дуга не сфокусирована и середину трудно расплавить и края быстрее плавятся да и греть приходится так что я полчаса ждал пока КПП остынет . Другое дело как я вчера показал и не обязательно импульс , а вот частота и баланс важны и дуга сфокусирована и плавить начинает почти моментально и в середине что и надо мне , да и шов можно любой сделать от вогнутого до выпуклого . Наверно сумбурно и не совсем понятно , ну и тогда попытайте сами баланс ставим 50х50% , синусоиду ну и ток ампер 200 , да и электрод 3,2мм и пробуем , ну и потом воспользуемся современными настройками и повторим эксперимент и смотрим шов и нагрев . Вот сегодня какую гравицапу притащили больше метра в длину тяжелая и придется варить ее с валом так как шестерня запрессована на распредвалу и снять ее проблемно и обычно они при снятии разваливаются на две части. Сварка завтра , сегодня мойка.
1 балл
-
Китайцы заменили мне фильтр, убрали мерцание и ступень при затемнении. Ну по крайней мере говорят, что все это устранили. На следующей неделе будет уже у меня.
1 балл
-
Модернизнул 18-ю китайскую горелку. Сдохла кнопка, пришлось заменить, заодно удлинил рычаг. Стало удобнее.
1 балл
-
Очень грамотное определение, только в материаловедении я такого чот не нашёл. Не могли бы вы разъяснить в чём это выражается, или не делать таких "грамотных" заявлений. А вот к этим темам я вам советую не прикасаться от слова ваабще.Подобные дискуссии у нас ведутся, конечно, все мы нормальные мужики. Но только в закрытом разделе. Вход только по пропускам.1 балл
-
Данный раздел создан как навигатор по основным темам и представленным аппаратам. Если имеются вопросы вопросы по технике Гроверс (либо аналогичным аппаратам), милости просим сюда. Постараюсь своевременно отвечать. Помощь в ответах только приветствуется, т.к. всего знать невозможно. Так же делитесь какими либо секретами в работе и помогайте друг другу. С ув. Алексей !1 балл
-
2.5 din в светлом честные
1 балл
-
@ВлаДон, воздушка, правильно понимаю? Ужасно длинная шея, это для меня критический момент. Вряд ли рука оценит, тем более привыкнет.1 балл
-
Мужики, я понимаю, что это работа, но не берите грех на душу. Выкраиватели эти, когда будут машину продавать, даже не предупредят человека, что варено переварено, что кроил на машине как мог. И как правило купит эту машину начинающий водитель (скорее всего молодой) или работяга в средствах ограниченный. Понятно, что найдется "мастер", который сделает отказную вами работу, но пусть таких будет меньше. Хитрожопых кроителей надо отшивать и не пачкать свои руки, не все деньгами измеряется (хоть нам и пытаются эту "истину" в голову вбить)1 балл
-
Согласен , но вот делал год назад и ездит по сей день связь держу да и привозили еще по мелочи варить ко мне правда не диск. Первый раз я взялся за сварку спицы и не столь досаждала сварка , сколь его покраска лак эластичен и держит температуру (не обожжешь ) и пришлось чистить шаберочком и прочим подходящем инструментом (кстати покраска сея стоит 6000р и после сварки они все удалили своими средствами и думаю химией так как пескоструй бессилен против этого лака) , ну и сварка и доводка внешнего вида . Ездит этот подопечный , но думаю так диск мощный и спиц много и он бы и без этой спицы катался бы не заметив что ее нет. http://websvarka.ru/talk/topic/489-kolesnyj-disk-svarka-remont/?p=283250 P.S. Но стараюсь не брать спицы на сварку и пока в арсенале только одна , выше показанная.1 балл
-
Вот это делать не надо:металл шва даст усадку,возникнут напряжения в спице,что в свою очередь незначительно изменит геометрию обода,а на высоких скоростях возникающие знакопеременные нагрузки очень быстро разрушат место сварки ... этот неизбежно1 балл
-
Редко возить стали,но метко).Трещина между спицей и ободом,два сразу почему то.Было варено до меня изнутри без разделки,пришлось поковыряться.Обработка швов на клиенте.По просьбе разделку делал изнутри.
1 балл
-
Мда, а все Тикмены срабатывают на солнце? Нормальная маска не должна срабатывать на солнце, это сильно затрудняет работу.1 балл
-
Пришла вот такая 26 горелка. С виду довольно удобная, головка к ручке выполнена под углом 60-70°. Заказал еще 20 гибкую голову (http://s.aliexpress.com/E7vEj6ZN?fromSns) и расходники к ней. Теперь ищу шланг под шлейф. Хотелось бы такой же как имею от родной горелки Шланг очень гибкий Может кто поможет в поиске на просторах да и кому полезным окажется
1 балл
-
Новости с полей. Пришёл переходник. Шланг силиконовый, но коротковат будет. Ну и фото раздетой горелки. Посоветуйте быстросъёмы.
1 балл
-
Маска пойдёт по рукам, недельку побалуюсь, отправлю AntonVL. Дальше, кому интересно, с ним договаривайтесь. Задача установить, не утомляет ли глаза резкий контраст светлого и темного состояний. Большинству форумчан если не будет создавать дискомфорт, то вскоре появятся в продаже маски 2.5Din с фильтрами 815 или 820s.1 балл
-
Для опытов приехала.
1 балл
-
1 балл
-
Эх..ребята ..как все это донести молодежи ? ведь внушили что там в те года был МОРДЕР.. ! А я вспоминаю те времена , все были добрые и воспитаные , и даже из своего детства , в автобус заходя кто то не оплатил , сам не оторвал себе билетик , так взгляды будут осуждающие .. И не кому в голову особо не приходило в нахаляву проехать , если только детям похулиганить и то редко. Вот оно социальное общество , у которого БУДУЮЩИЕ жаль все рухнуло , и мы в этом тоже виноваты -допустили !!!1 балл
-
Давно ничего не писал, а на праздники всегда есть время, но и за этот год особых изменений не было, кроме того что доработал чуть-чуть СТН с цепным зажимом, что он может зажимать трубу от 78 до 150 мм диаметром без ущерба и особого напряга. Ко мне в конце августа пришли люди из монтажной организации, которая занимается системами пожаротушения. Сначала купили СТН с цепным зажимом, для того что бы сверлить трубы 76 и 108, как я понимаю под разводку пожаротушения. Потом вернулись и попросили разработать устройство которым можно сверлить трубы длиной 5,25 ( что-то около этого) по одной оси. У меня мастерская маленькая, я там всего один работаю, и понимая какое это время займёт ( разработка, построение модели, изготовление и прочее) отказался... но потом, видимо поискав в других местах вернулись обратно.... договорились что особо быстро это не получится.... трудно, а иногда не возможно объяснить людям, что только разработка может занять достаточно времени до пилотного образца, я уж не говорю про сборку и изготовления самого пилотного образца, даже такого простого устройства... но тем не менее я за это взялся. Сначала пытался уговорить их сделать плазменную резку, и механика такого проста и опыт какой-то уже был, но как оказалось, что при изготовлении разводки пожаротушения нельзя использовать плазменную резку, как и сварку труб, трубы между собой соединяются специальными муфтами. Даже съездил к ним на производство и посмотрел как они это всё изготавливают, хотя основная цель визита была посмотреть уровень их автоматизации и самих работников... из чего в последствии исходил при проектировании того что должно быть. Задача была сформулирована так: простое, с измерителем длины, сверлить чем-то типа дрели или дрелью, что бы можно было заменить в случае поломки и было доступным. Как минимум месяц ушло до первых чертежей по которым можно было заказать резку деталей, реально ушло где то 60 часов чистого времени за чертежами, не считая тех вариантов, которые были отклонены по разным причинам. В конечном итоге была выбрана концепция обычной "сверлильной стойки" перемещающейся по направляющим вдоль трубы с фиксацией положения. К концу октября была собрана пилотная модель. Основа и направляющие трубы профильные 80х80, фиксаторы трубы с быстрыми прижимами для фиксации трубы в одном положении и фиксатор каретки на трубе такого же типа. Вот видео одного из первых испытаний, снято на телефон, так что качество не ахти. Так как мастерская у меня не большая, то модель была длиной 1,5 м, но для обкатки идеи этого достаточно. https://www.youtube.com/watch?v=lHtvNWijxGc Дальше надо было сделать "измеритель", этот вопрос стоял с самого начала при проектировании.... взял электронную рулетку, "разбил" её на две части, лазер поставил внизу каретки, что бы мерил от стенки, а монитор с управлением поставил к выключателю. Как оказалось, я не электронщик, задача не такая простая, но решаемая. Вот видео с испытанием с "электронной рулеткой" https://www.youtube.com/watch?v=Kiv-iAapOFA после того мы должны были полевые испытания, назначенное время всё время сдвигалось по разным причинам, за это время было решено ещё добавить простых линеек на одной из направляющих и указатель. Как оказалось не так просто найти линейки с права налево ( слева направо достаточно легко найти) , но так уж получилось и переворачивать всё не очень хотелось.. в конечном итоге нашёл 2шт. по 3 метра ( кстати взял последние две и продавец сказал что он даже не помнит что их покупали). Когда устанавливали у заказчика, то вначале получили порцию критики от исполнителей местных...начиная с того что можно купить риджит сверлилку для труб и она стоит всего 40 т.р. и как-то заставить её ездить вдоль трубы, причём она такая уже есть, вот только вдоль трубы ездит не очень и разметку надо сначала делать и прочеее... достаточно было ввести эту модель в поисковик на телефоне и убедиться что стоит она 120 т.р. после чего мастер понял что это больше чем его зарплата в несколько раз и замолчал.... но самое приятное, что когда каретка поехала, то всем это понравилось и уже окончательные операции по сборке производились всей бригадой. В частности наклейка линеек на 6 метровой трубе... Т.к. испытания прошли быстро и положительно, претензий не было ко мне, то было решено не демонтировать и оставить пока работать... так до сих пор и работает. От меня это достаточно далеко, поэтому только пару роликов снятых на телефон сами работниками, по моей просьбе. https://youtu.be/3NEprgGTeUE https://youtu.be/2B61C-6QQFA В принципе заказчик работой доволен, как было сказано: то что мы должны были сделать за 3 дня ( там сотни метров труб), просверлили с перекуром за 3 часа... таким образом скорость работы на этой операции возросла в разы...я предлагал ещё и другие операции немного упростить, но пока как я понял их это не особо беспокоит. Я сам остался не совсем доволен работой, когда уже всё было сделано, то работа круглых направляющих мне не нравилась, но переделывать не было не время не возможности на тот момент и было решено оставить так. Сейчас бы сделал ( и в принципе буду делать когда будет свободное время) на линейных направляющих с подшипниками и реечной передачей, так же хочу изменить зажим на каретке, немного модифицировать - усложнить.... тогда не было время играться, но когда время не давит, можно и более сложный сделать, с двухсторонним зажимом, а не как здесь с прижимом к площадке.1 балл






















.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)