Лидеры




Популярный контент
Показан контент с высокой репутацией 12.07.2017 во всех областях
-
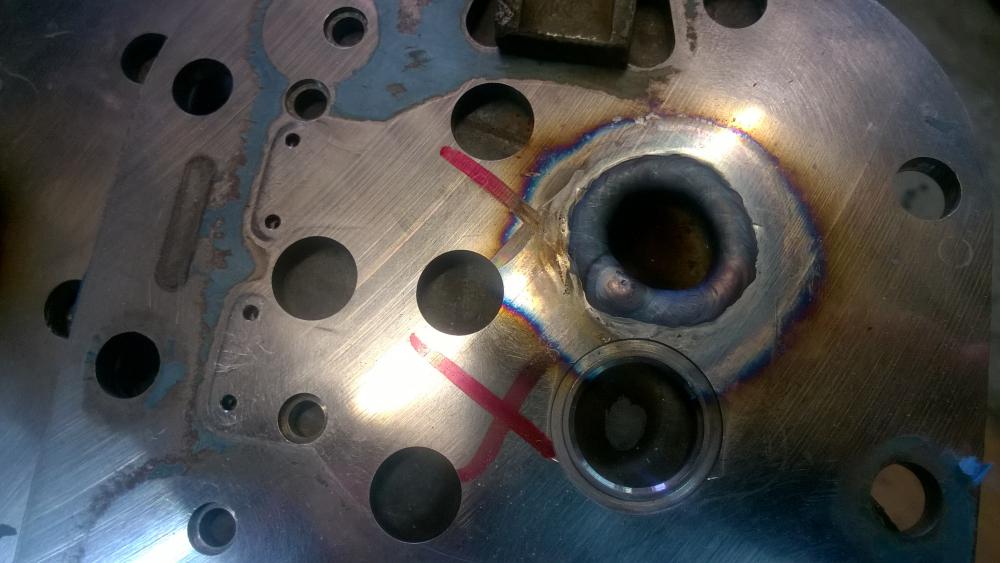
немного искрю.наплавка выработки.
 8 баллов
8 баллов -
Алюминия наломали.Трубы выхлопные латаюПотом начал собирать стол, и дождик пошёл.
7 баллов
-
Продолжаем разговор:
6 баллов
-
А мы тут плюшками балуемся Угадайте кто этот раздолбай, который подшивается во время последнего инструктажа Да, все верно5 баллов
-
вчера ну не смог пройти мимо ,вот такой красоты
5 баллов
-
как долго я искал подобное видео, думаю многие меня поймут https://youtu.be/gMEWLKPLyk8 https://youtu.be/sgb_xuyY26I https://youtu.be/DEzydgjy7hs4 балла
-
И я сегодня до дождика успел , когда кончатся дожди сейчас льет как с ведра.
4 балла
-
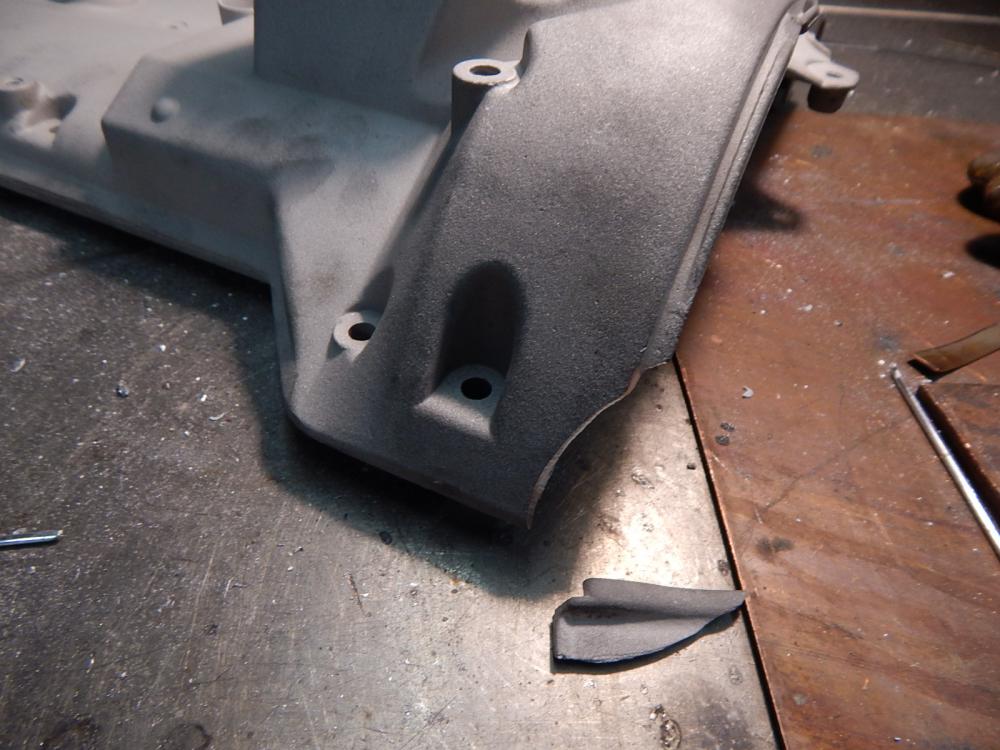
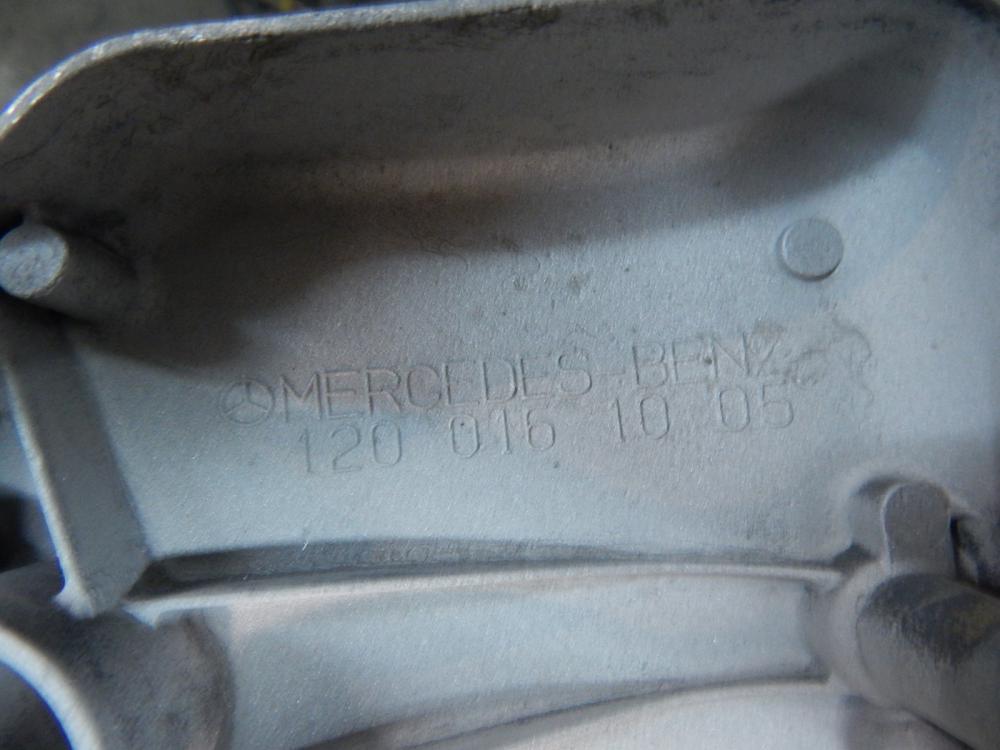
Крышка клапанов мерседеса 120 . Отбит уголок .
4 балла
-
При сварке нержавейка, впрочем как и при любой другой сварке нужна хорошая подготовка. Вообщем напилил, нашлифовал, просверлил где надо, отмыл все от СОЖ, осталось дошлифовать мелкие втулки. Надеюсь завтра начать уже сварочные работы.
4 балла
-
@Вад11, Вадим, ты был прав насчёт порошка. И очень прав. смотри что у меня получается с первого раза. И это не селко, это хелви -- обычный синергетик, без пульсов, и прочих наворотов.
4 балла
-
Вот там еще зачисти!3 балла
-
@akella_leb,тема на форуме есть по редукторам,почитайте,много чего интересного узнаете.3 балла
-
@AKeeper, Хороший инвертор, пару маленьких болгарок, пару больших, принтер, молот килограмма на два обязательно. Чо ещё берём?3 балла
-
Есть вот такая прога под винду - Plate 'n' Sheet Version 4. Делает все тоже + еще столько же..)) Так вот, после расчета можно распечатать готовый шаблон. Причем размеры совпадают один к одному. Ну например, труба 159 диаметра, после расчета лекало выводит на нескольких листах формата А4. Остается только склеить по отметкам и вырезать ножницами!3 балла
-
@Альберт889, пожалуй так вообще не годится, если он герметичен, то это повезло! Тренируйте руку! Щёткой на дрели готовьте стык, внутри стыка максимально чисто должно быть. И каплю за каплей с остываниям, варите в плотный стык.3 балла
-
А у меня такие на фазанде, все рамы переварены по просьбе "Деда" в 80 с дамский рамой удобнее.
3 балла
-
Пришла тут мне посылка ! Оказалось подарок ! Тем паче некоторые форумчане, снюхавшись между собой, узнали у меня в переписке мои последние новости в жизни и эти знающие люди выбрали именно то, что мне как раз и нужно ! У меня пока всё жаба давила для своего нового старого авто ВАЗ 2111 купить такой набор нужных ключей. А ту на тебе ! Я аж обалдел от неожиданности. Огромное спасибо форуму и всем, кто принял в этом мероприятии участие. Фото выложу чуток позже. Тут после выставки работы просто море навалило, да ещё и с китайцами нужно переписываться.2 балла
-
@akella_leb,Хороший редуктор из СССР для кислорода, у мення на аргоне такой стоит, НО с ним все равно (плевок) газа присутствует. Клапан на аппарате тюнинговый применил (вход клапана 3mm., а выход 0.3(0.4)).
2 балла
-
Насчёт резака - если война, и других вариантов нет, тогда можно попробовать . Если есть возможность на станке просверлить, лучше просверлить. Я сверлить отдавал. А насчёт РДС, так без проблем. Там трубок не так много, пол сотни всего, особой разницы по времени с ПА не будет. ПА чем удобно - трубка обваривается за один проход. А штучным, надо половину трубки пройти, шлак убрать, потом вторую половину. Иначе в конце круга выйдешь на шлак. Я варил по 150 трубок, плюс короба, там ПА существенный выигрыш по времени давал.2 балла
-
Маска у него конечно полный отпад. Не, я понимаю, там всё правильно. Но я такого ещё не видел.2 балла
-
А чё уклоны в принципе выдержаны, эстетика правда хромает.Может заказчик с исполнителем косоглазием страдают.2 балла
-
Главное что это нормально2 балла
-
@AIR37, это отлично, работая когда-то на трансформаторном аппарате, я даже представить себе не мог, что такое возможно.2 балла
-
@NURA, стоить это будет не меньше половины стоимости готового теплообменника. Узнайте его цену и подумайте, стоит ли за это браться. Менять трубки по одной - не вариант, (приходилось подобное делать) по сути придётся делать почти новый теплообменник. Середину вырезать целиком. Изготавливать новые трубные доски. Плазма, лазер, фрезер - что найдёте. Трубу желательно бесшовную приобрести. И полуавтомат Вам в помощь.2 балла
-
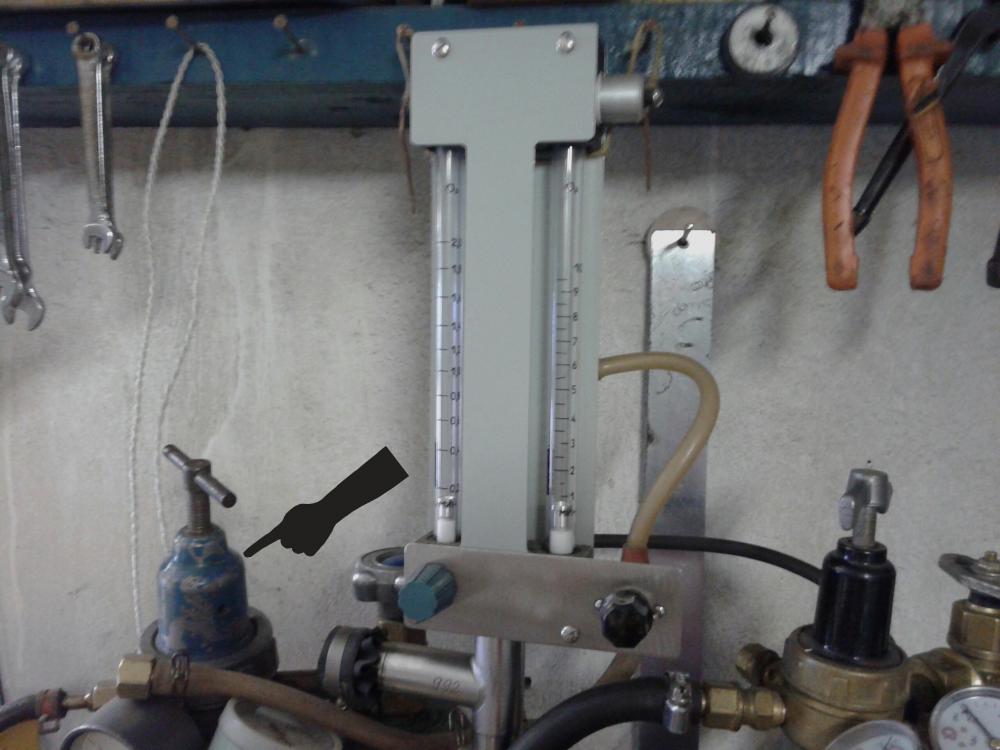
@akella_leb, да причём здесь положение тумблера? Я говорю о том, что реально в этой модели импульсного режима на переменном токе нет. Много лет назад мы с другом искали его на таком же аппарате, только на 315 ампер. Я потом на форуме поспрашивал , кто пользовался , подтвердили, что его нет. Я потому и заострил Ваше внимание на данном вопросе, чтобы Вы не искали в режимах аппарата того, чего там нет. Если сомневаетесь - поспрашивайте на форуме. Аппарат старый, про него уже все всё знают. Ну и нормально. Уберите жиклёр с выхода , поставьте его на баллон, а на вторую ступень поставьте пропановый, всё будет хорошо работать.2 балла
-
Да нет не пойдет , я же написал выше что при малом расходе он работает рывками то есть диафрагма пересилит пружину и газ пошел и как только чуток давление на диафрагму падает то пружина пересиливает и газ закрывает и примерно сек 3 тишина и потом диафрагма пересилит пружину на пару сек и так до бесконечности , если увеличить расход то рывки прекращаются но расход бешенный и баллон улетит быстро. Не покупайте маленькие редукторы2 балла
-
@Isperyanc, Даже в руки бы такое не взял.2 балла
-
ваши споры о длине писюнов, как-то по-детски выглядят.покажите мне хотя бы 15-ти летнего китайца. ХВЗ-35лет. сел и вперед.
2 балла
-
крышка от BMW s1000rr
2 балла
-
У нас в Ухте ребята модернизацию делают. Ребята сами по себе хорошие, но руки не там.
2 балла
-
По просьбам трудящихся, так сказать) Если что-то показалось непонятным, вопросы какие появились, пишите, спрашивайте. Речь пойдет о первом велосипеде для взрослого человека, любого пола, который покупает его для велопрогулок, не для спортивных состязаний. Я упрощу задачу выбора, и сразу скажу первый велосипед взрослому нужен MTB(MounTain Bike, буквально с английского "горный велосипед")- это самый универсальный велосипед для покатушек и в городе и по пересеченной местности. Тип рамы будет хардтейл( буквально с англ. "твердый хвост"), то есть без заднего амортизатора. Почему не стоит брать дешёвый велосипед с задней подвеской? Дешевые велосипеды с задним амортизатором имеют усложнённую конструкцию рамы, а так как они дешевы, то и ненадёжную (очень быстро выйдет из строя даже под легким человеком, скорее всего где-то треснет по сварке) много весят, да и вообще, задний амортизатор выполняет скорее декоративную функцию, а не работает так как должен, то есть такой велосипед не выгоден со всех сторон, кроме как рассказать друзьям, что у вас двуподвес). http://velored.ru/wp-content/uploads/2017/06/%D1%81%D1%82%D0%B5%D0%BB%D1%81-%D0%B4%D0%B2%D1%83%D0%BF%D0%BE%D0%B4%D0%B2%D0%B5%D1%81-300x214.jpg Как выбрать раму велосипеда по росту и весу я расскажу в конце статьи (с табличками). Так как это важные параметры, но не первичные- сейчас даже самые дешёвые велы делают в разных размерах. Стоимость велосипеда. На июль 2017 года самые простые МТБ для взрослых стоят примерно от девяти тысяч рублей(9000 руб.) и до бесконечности. Во всяких ашанах и прочих лентах можно еще дешевле найти, но там ни в коем случае не надо их покупать. Самый дешёвый в других магазинах брать также не надо. Ориентируйтесь на цену примерно в пятнадцать тысяч рублей(15000 руб.). Если же стоимость велосипеда для вас не проблема, тогда всё нижеследующее читать не имеет смысла, просто покупайте велосипед который вам понравился и готово( главное, чтобы размер рамы был ваш, хотя чуть дальше я расскажу про особенности выбора комплектующих и навесного оборудования, это также может быть интересно всем). Для тех же кто ограничен в финансах, или же просто распоряжается ими рационально, прошу читать дальше: Где и какой первый горный велосипед покупать?Где покупать? По своему опыту, скажу что самую нормальную цену на горные велосипеды начального уровня дают только три места: Авито, Спортмастер и Декатлон. Но в любом случае вел надо покупать только в живую, через инет-магаз заказывать можно, если вы 100% уверены что вам всё подойдет (а как вы в этот можете быть уверены не попробовав?). Например, один свой вел я покупал через инет семь лет назад, и ему пришлось ставить короткий вынос руля, так как он был мне великоват, вот так экономия на инете вылилась в покупку короткого выноса. И это я еще легко отделался. Этого не учесть, не прокатившись на велосипеде. Авито. Тут вполне можно найти и купить классный горный велосипед за недорого. Но нужно его смотреть только с человеком, отлично разбирающемся в велосипедах. Например заказать такую услугу у веломастера( у нас можно такое заказать, будет стоить как обычный выезд). Спортмастер и Декатлон. Про них можно говорить вместе, линейки начальных велов как близнецы-братья. Самый дешевый у Спортастера- это Stern First 26", за 7999руб.(лето 2017г.) этот велосипед (самый дешёвый), как я и говорил, брать не стоит, у него стальная тяжелая рама( если повредите краску будет ржаветь), нет возможности для апгрейда в дальнейшем( он так называемый ригид- без амортизации, захотите поставить потом вилку- нормальная без переделок не встанет, рулевой стакан слишком тонкий). Самый дешевый велосипед Спортмастера, который стоит брать это Stern Energy 1.0 26"( 13999руб.), у него алюминиевая рама, переключатели и триггер-шифтеры Shimano. http://cdn.sptmr.ru/upload/resize_cache/iblock/279/1000_1000_1/12467150299.jpg Ближайшая модель из Декатлона, на которую стоит обратить внимание, это B'Twin Rockrider 340 26"(15999руб.)- у него также алюминиевая рама, переключатели Shimano, грип-шифтерыSunRace. Я рекомендую начать выбирать велосипед именно с этих моделей, они чуть отличаются дизайном, органами управления переключения, а так это хорошие велосипеды по нормальной цене, и если "Декатлоны" есть только в достаточно крупных городах, то "Спортмастеры" есть практически везде, даже в Южно-Сахалинске, где нет практически никаких других сетевых магазинов. Ну и если позволяют финансы, выбирать более дорогие модели. Китайские велы noname и всякие "бмв", "ауди" и т.п. на литых колесах брать не стоит, там стоит самое дешевое оборудование, которое просто невозможно нормально настроить. На какие особенности стоит обратить внимание если вы хотите купить другой велосипед? Навесное оборудование велосипедаКакое навесное должно быть? Лидеры навесного оборудования для MTB две фирмы - Sram и Shimano, также начального уровня достаточно качественно делает SunRace. Но велосипед на Sram я не рекомендую покупать, только если вы профи и точно уверены что именно эта кассета или сет вам нужны (но тут вы и без меня всё знаете). Sram достаточно дорог, если в дальнейшем придется менять какую-то запчасть. Система переключения передач. Самое то если вся система переключения будет Shimano (на начальных велосипедах норм и SunRace, любой другой производитель- плохо). Также стоит учесть что самые доступные по цене 7-8 скоростные системы (количество задних звезд в кассете). 9-10 скоростные и выше стоят в несколько раз дороже и не нужны начинающему велосипедисту. Тормозные механизмы. Многие задаются вопросом, какой тормоз должен быть у велосипеда? Выбор между дисковым и ободным( V-brake). Безусловно, хороший( повторюсь, это важно- хороший!) дисковый тормоз не чувствителен к восьмеркам, грязи, а если еще и гидравлический то точно более "цепкий" чем ободной, но. Стоимость самого распространенного гидравлического тормоза в сборе (Shimano Acera M396) 3000-3500 рублей. Механический дисковый тормоз Shimano обойдется дешевле примерно 2500 руб. в сборе(тормозная машинка на колесо и тормозной рычаг на руль, но рычаг можно купить тоже SunRace, будет еще дешевле). И это без ротора- тормозного диска, он обойдется минимум еще в одну тысячу. Не стоит забывать и о расходке- тормозных колодках, хорошие на дискачи стоят 500-600руб против 200-300 руб на ободные. Сам ободной тормоз Shimano обойдется 1500-2000руб.( тормозные рычаги на обод и тормозная ручка руль). Ну и справедливости ради стоит добавить что ободные все-таки неплохо справляются с обычными прогулочными МТБ велосипедами. Из производителей у нас распространены ободные Alhonga- неплохие тормоза, но все же лучше если это будет Shimano, Tektro или Avid. Какой тип рамы выбрать? Велосипеды делятся на "мужские" и "женские" по типу рамы. http://cdn.sptmr.ru/upload/resize_cache/iblock/447/1000_1000_1/12467470299.jpg женский тип рамы(верхняя труба идет ниже, чем на мужском) http://cdn.sptmr.ru/upload/resize_cache/iblock/3ab/1000_1000_1/12299830299.jpg мужской тип рамы В остальном они ничем не отличаются, но велосипед с обычным расположением верхней трубы удобней переносить (через переезды, заносить домой) именно за эту часть трубы. Да и аксессуары размещать удобней. Так что я рекомендую покупать даже девушкам, велосипед с обычным треугольным("мужским") расположением верхней трубы. Что еще докупить к велосипеду? Обычно в магазине стараются навязать кучу ненужных аксессуаров. И люди выезжают из торового зала на улицу обвешанные как новогодние ёлки. На самом деле для велосипеда нужны только: крылья, звоночек и задний фонарь(красный) на батарейке, чтобы быть заметней в темное время суток. Бутылку для воды на велосипед я не советую, она запылится очень быстро на раме, согласитесь, неприятно пить воду вперемешку с песком и грязью. Лучше всего в велопрогулки брать с собой рюкзак, и в нем все размещать. Конечно, очень желательно для своей же безопасности приобрести шлем, очки, и перчатки, но если вы просто катаетесь в ближайшем парке и сильно не гоняете, то можно без этого обойтись. Иногда нужно будет оставить велосипед на велопарковке и пойти купить в магазине что-то, на этот случай надо купить цепь (да-да, именно велозамок-цепь!), так как обычный тросик перекусывается одним движением. велозамок-цепь Как правильно выбрать раму велосипеда по росту и весу? табличка от Cube, по подбору ростовки велосипеда http://chel-bike.ru/d/343346/d/12.jpg.jpg1 балл
-
Для андроид. Может пригодится кому
1 балл
-
@Георгий 11, эта присадка очень хорошо для 321 подходит. Может даже лучше, чем 321.1 балл
-
@Gornyakov S, если уверены в том, что ничего не путаете - сдавайте на ремонт по гарантии. оно так не должно работать.1 балл
-
@Серега_Z, Было время, тоже экспериментировал, давно забил, лантан хорош и на АС и на ДС, разница с иттрием на ДС - гомеопатическая. Иттрий тоже болтается в коробке, вперемешку, с лантаном, но только д2 для постоянки. @Gornyakov S, Я пару раз всего пользовался синусоидой и ничего такого не заметил, если не забуду и будет время, попробую завтра.1 балл
-
Сколько уже писали про травматизм и приводили примеров, Но бедность исполнителей пытаясь сделать один инструмент более универсальным приводит к человеческим жертвам. Когда начинал работать руками у меня был очень маленький парк инструмента, я старался его разнообразить, Когда инструментальный задел достиг определенной универсальности и возможности уже были достаточно расширены, то я уже получив при работе определенный негатив стал задумываться о СИЗ. Были и травмы на ровном месте. Но все таки присутствала дисциплина производства. В последнее время я начал более осознано инвестировать в средства СИЗ, качественные маски, системы подачи воздуха и фильтрации. Пионерский задор уже переходит в фазу более ответственного производства с приоритетами для здоровья и минимального травматизма, который все равно случается.1 балл
-
А меня третье -- почему с завода оно так не сделано. Где то даже в родной инструкции от болгарки видел описание как провернуть редуктор.1 балл
-
поддон. нэксия.
1 балл
-
@Глобул, если сообщения мои, я не против удалить! По теме можно оставить, вот продолжение! Завтра постараюсь дырочку заварить, не такая страшная станет. @PecToPaH, читаю взахлёб!
1 балл
-
Я всё таки предпочитаю(и клиентов своих стараюсь убедить)ставить ТЭНы длинные и желательно из нержи.И бачки поэтому делаю побольше,что бы теплоносителя было не в щирку.Короткие ТЭНы,да ещё и в малом объёме шипят безбожно даже если насос постоянно вертит.Да и стоЯт длинные ТЭНы куда меньше аристоновских,а контроллер можно и отдельно поставить.По цене он как одна аристоновская ТЭНа.1 балл
-
https://www.youtube.com/watch?v=vyYJHb0sUaI1 балл
-
@idvnix,Если начал, тогда давай с пояснениями и картинками, а то у вас просто спор между собой. Не все понимают о чем речь (эт я про себя))). А велики тема интересная...1 балл
-
Знаю, что бывает по разному. Знаю, что не каждому дано быть хорошим сварщиком. Человек просто не видит, ни сам процесс, ни результат. Голова у него так устроена. А жизнь порой жёстко принуждает делать то, к чему никаких данных нет. Но, всё же, надо иметь уважение к людям, для которых делаешь. И , либо научиться более или менее прилично делать работу, либо не делать её вообще.1 балл
-
Обычный уксус самый 70%. Шипит пузырится и воняет при реакции с магниевыми сплавами.1 балл
-
Не знаю, может немного проще позиционировать к месту всасывания, проще крепить конец гофры. Как крепят гофру к стене: Приделать к этой штуке ручку: Легко управлять концом гофры: Один из вариантов "третьей руки" (вместо лупы - сачок с гофрой) Механизм третьей руки может быть любым, можно сделать с креплением к стене, чтоб стол не загромождать. Как-то так, просто догадки и предположения, в картинках
1 балл
-
@PecToPaH,Может и подрез,этож не деталь,а попытка настройки аппарата. Сколько ампер и вольт он выдаёт мне не ведомо (два положения напряжения и два положения индуктивности) и того 4-е параметра ну и скорость подачи. (Св. Проволока 0.8 неизвестного происхождения, смесь 90/10 смеситель самодельный,так что все в попугаях). НУ и сам аппарат, транс (выпускал какой то кооператив в 90-е).
1 балл
-
@saper24,о как,силиконовые эл-ды уже выпускают?Ток,диаметр,аппарат?1 балл
-
иногда применяю такую технику углового шва -забегая в перед варю корень и тут же накидываю назад , подпирая дугой жидкий метал и опять вперед.Ток слегка завышен .1 балл
-
Капитализм всегда рабовладельческий, ключевое отличие от античных времен - рабам непрерывно внушают, что они свободные.1 балл