Лидеры




Популярный контент
Показан контент с высокой репутацией 24.06.2017 во всех областях
-
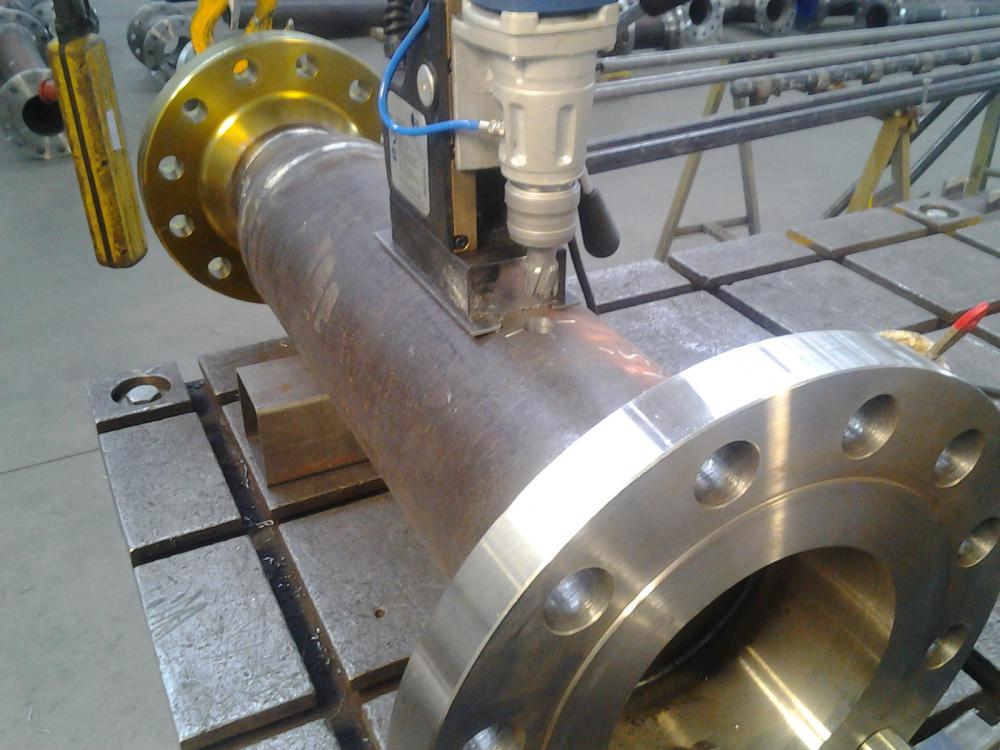
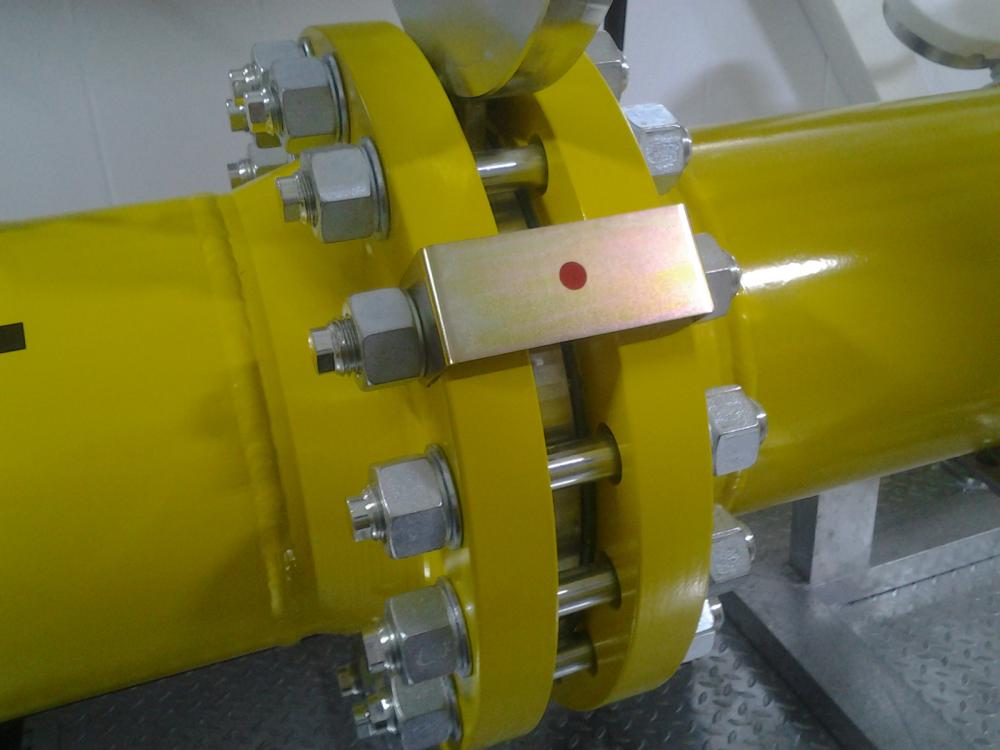
В тему о внутреннем смещении. В таких случаях когда можно подлезть изнутри, снимаю фаску до внутреннего размера пристыковываемой детали, прихватываю и флексом всё снимаем. Зазор остаётся как есть 2мм. Если же не учесть этого снять фаску полностью, прихватить и потом растачивать зазор увеличится до 4-х , 5-и мм. в зависимости от смещения. Очередные детальки. Так я при помощи магнитки сверлю врезки. Магнитка прекрасно держится на круглой трубе в данном случае дн200, с подсунутыми пластинками чуть скошенными под клин. Уже выкладывал фотографий сборки, сварки ,опрессовки. Вот уже собрано, покрашено. Это пн16. Это пн63. Узел учёта пн 63.
 20 баллов
20 баллов -
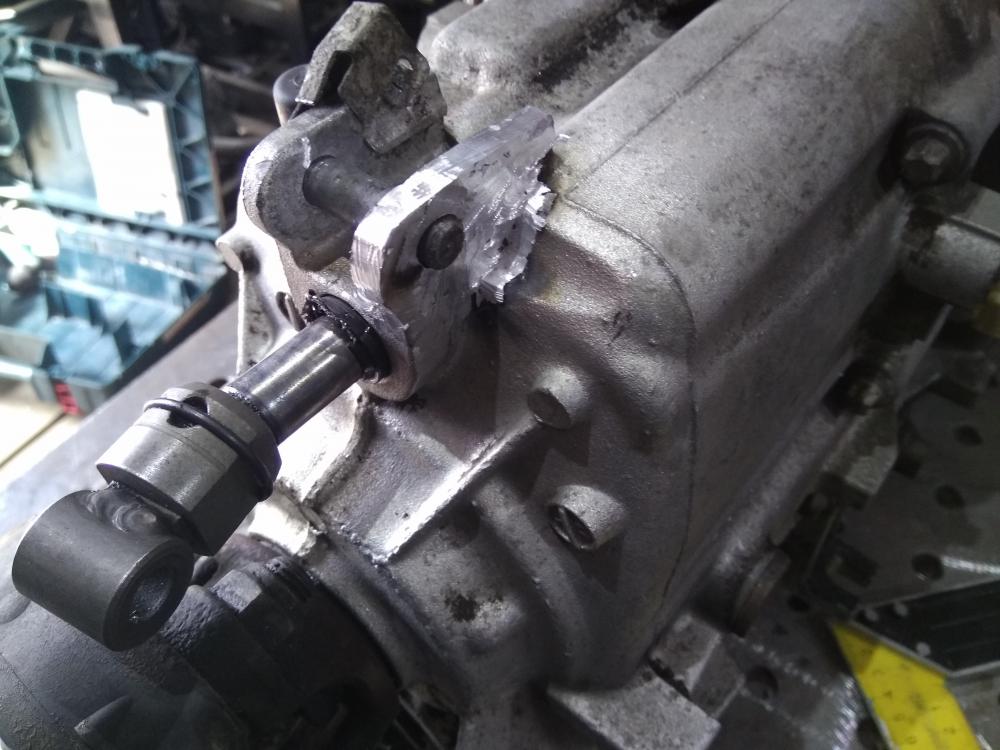
Отломано ухо на коробке. Было решено наплавить новое. Присадка 4047.
16 баллов
-
@ВлаДон, Это кран уровня пола автобуса Цинка в этом сплаве достаточно.Одна трещина заварена цинком,а вторая 43 присадкой.
13 баллов
-
Виктор 6061 можно тем и тем, но я предпочтение отдаю 5356 он лучше держит и гугл чуток привирают , да и цветом шов будет вровень с диском , 4043 темнее . http://aluminium-guide.ru/chem-svarivat-alyuminievyj-splav-6061-t6/#i Ну и сегодня отдал диск , на прокатку ездил сам и бортик "почти" ровный чуток ролики поджали и прокатили и не чего не лопнуло и за прокатку денег нне взяли , шиномонтаж 400р с герметиком и шина не стандарт на этот диск то есть она узка под него . В общем от таких баллонов ждать хорошего не приходится. Приехал хозяин Лексус и поехал к ним на прокатку другого диска , прокатали собрали за все про все 2ве с копейками. Мне за первый 1500+400 свои вкладывал за шиномотаж , хозяин перевел при мне на мою карточку, но пока не пришло (что то долго) правда у меня сбер а у него МТС или вроде этого. Да в шиномонтаже ему про диагностировали два оставшихся диска , тоже варены и навалены култышки кои даже не обработали , приедет на переварку но позже. Вот она чудо резина кстати и с грыжей и колесный сервис сказали только назад.
12 баллов
-
Три диска из комплекта в ремонт, стандартные трещины, по одной на каждом. Заодно посмотрел, как живет моя старая работа, варил две трещины больше года назад. Даже по фото видно, металл шва очень отличается, но экспериментировать с 5356 не стал.
12 баллов
-
Китаец мини погрузчик , не знаю что им грузили,но приводы стало рвать
8 баллов
-
Сварка ЦАМ - ZAMAK.Ручка двери Фредлайнера. Карбюратор и пневматика .Присадки 56,43 и цинк
7 баллов
-
7 баллов
-
И я поддержу данную точку зрения. Как владелец Форсажа-200М говорю со всей ответственностью, что не разочаруетесь. При условии, что БСН отключен-претензий к аппарату у меня нет. Хорош во всём токовом диапазоне. И на малом токе не захлёбывается и электродом ф 4 мм можно шпарить почти весь день. Помимо цены есть ещё закавыка-мощность маловата. Да, для "макарон" 160 А хватает, но насиловать аппарат сваркой "мяса"-не лучший вариант. Есть у меня Пико-162, но он-для мелочей. Токами свыше 110 А стараюсь на нём не увлекаться. Банально жалко недешёвый аппаратик... Для наплавки сормайта применяю Гроверс-350 AC\DC. Перегреть аппарат с 100%-й ПН при 285 А-ещё умудрится надо.6 баллов
-
Последние 2 дня работаю ниже уровня Невы. Мои инструменты. По низу надо наварить полочки из уголка, накидать двутавры по периметру, обварить их, потом смонтировать распорки. После этого будут углублять еще на 3 метра. Но Кемппик после 6-7 соженных электродов Уонии диаметром 4 мм на 150 амперах, ушел в глухую защиту( и отказался из нее выходить). Финский аппарат оказался слабоват. Пришлось достать Ресанту из багажника, благо вожу на всякий случай. Кемппи на максимальном токе показывает 1 ампер. Я разочарован в аппарате.
6 баллов
-
Застройщик как обычно чудит, в понедельник 2 пандуса и перила на входе в подъезды должны стоять, т.к во вторник ввод дома в эксплуатацию. Обычная история, - "металл сегодня, а изделие ещё вчера стоять должно было". Металл к обеду подвезли, все что успели сегодня собрать на фото, длинна почти 10 метров.
5 баллов
-
Взял аппарат на время, проконсультировался с Алексеем,добавил в плату один элемент, стал работать лучше.Рутил.422.ЛБ.На П\А тоже поработал,неприятность устранена.В процессе сварки происходил наброс тока,на жестянке прожигал металл.
5 баллов
-
Приму участие с удовольствием...опыт работы с РДС 15 лет, нефтегаз...всё с электродом.. ,прошел путь от рядового до главного сварщика компании.В эксплуатации были аппараты различных производителей,модификаций и исполнения.В настоящее время-преподаватель учебной практики Вятского электромашиностроительного техникума.5 баллов
-
Меня сфотографировал напарник во время работы....
5 баллов
-
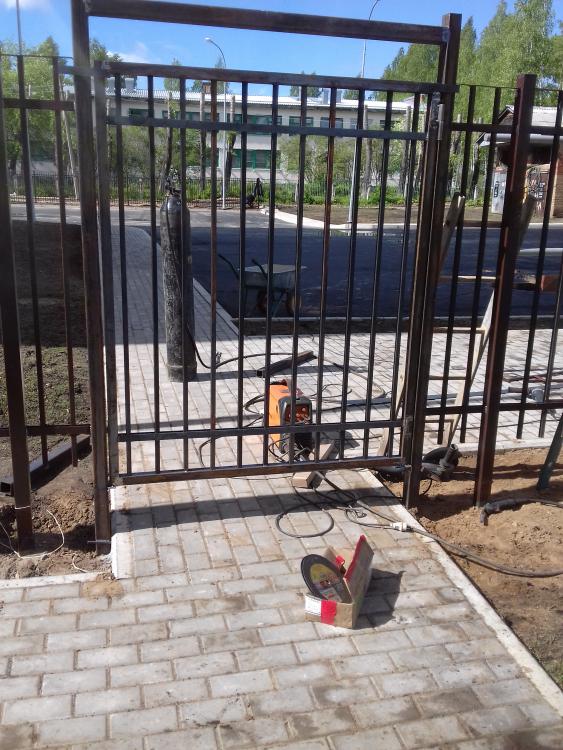
Поставил точку в заборчике, сделал калитку. Напарник с утра поехал за металлом на пандусы и пропал без вести, пришлось все делать в одиночку.
5 баллов
-
На 250А в аргоновой смеси проволокой 1.2мм можно варить уже струйным переносом (на графике "SPRAY-ARC PROCESS"), нужно напряжение 25В и выше и аргоновая смесь с процентом аргона не меньше 80%. С проволокой 1мм для достижения струйного переноса хватит и несколько меньших силы тока и напряжения. Если аппарат достаточно мощный (300А например ), то для начала надо выставить напряжение около 25В и постепенно добавляя скорость подачи добиться прекращения образовывания крупных отваливающихся капель, в свою очередь с уменьшением дистанции между проволокой и металлом будет расти сила тока, которая будет срывать с кончика проволоки микрокапли и струйкой (много их) переносить через дугу в свариваемый металл. Форма дуги при струйном переносе будет похожа на маленький колокольчик. Чем больше аргона в смеси, чем тоньше проволока тем легче (в смысле при меньших напряжении и силе тока) достичь струйного переноса. Сварочная дуга "выгрызает" узенькую глубокую канавку по центру шва, а проволока впоследствии заливает металлом. Шов получается как-бы литым без чешуек, глубокое проплавление только в центре шва, поэтому надо целится точно между кромками, ну и плюс колебательные движения. Процесс очень горячий, очень много ультрафиолетового излучения (по сравнению с CO2) поэтому защита тоже должна быть на хорошем уровне. Здесь, например, сварено струйным переносом: http://websvarka.ru/talk/topic/408-nauchite-polzovatsia-poluavtomatom/?p=2858304 балла
-
Сегодня день кривошипов.Пользуясь случаем хотел спросить у уважаемого сообщества насколько выгоднее было бы наваривать полуавтоматом.Допустим ,у меня ушло на каждый кривошип по 40 электродов четвёрки( два слоя) и около часа времени на один кривошип.На два ушла примерно пачка четвёрки.А сколько уйдёт проволоки на полуавтомате? И времени?
4 балла
-
@MrRom26,Можно попробовать смесь Ar80/Co20. Вот пример транс, ещё чуднее Вашего (циклона).
4 балла
-
@Дед мазай,коэф наплавки электродов 9,5 г/а*ч у полуавтомата примерно 16 г/а*ч считайте что примерно времени уйдет раз в два меньше. @ЛехаКолыма, Если замените углекислоту на смесь 80-20 тогда повысите скорость сварки и уменьшите разбрызнивание сварочной проволоки. пособие по нормирование электродных материалов.djvu3 балла
-
Ремонт радиатора ssangyong.
3 балла
-
@ALEX47,Доброго дня при сварке толстостенных конструкций из низколегированной конструкционной стали с толщиной стенки более 25 мм потребуется делать подогрев 150 град.Делается это с целью предотвращения появления кристалических трещин.Даже при сварке такой стали Ст3 можно спровоцировать их появление.https://ohranatruda.ru/ot_biblio/normativ/data_normativ/2/2034/см. пункт 1.42 (последний абзац). РД 22-322-02 Краны грузовые пункт 9.2.13 http://gostrf.com/normadata/1/4293830/4293830269.pdf http://taina-svarki.ru/svarivaemost/otsenka-svarivaemosti-staley-formula-uglerodnogo-ekvivalenta.php расчет эквивалента углерода,обратите внимание на формулу для расчета температуры подогрева для стали ст3 при толщине 25мм уже понадобится подогрев 120 град. А что касается сварочных напряжений которые боитесь получить при сварке рдс,никто не отменяет вам сделать отпуск.Горелка, минвата и пирометр или термокарандаш ,для контроля температуры.На тэц так некоторые стыки трубопровода из теплоустойчевой стали подвергают термообработке.3 балла
-
... и все равно через обычное стекло картинка лучше.3 балла
-
Немного из своего. Вот он красавец "Пятигорск" . Тиски эти станочные уже мелькали. Забоины на валу уже наплавлял. Сами тиски отвёз на пескоструй. Теперь как новые. Сделали недастающие детали(болты, пластины направляющие). Теперь покраска и сборка. Одна проблема- тиски очень классные и очень огромные. Как их разместить ума не приложу. На фото видимая часть айсберга. Есть ещё поворотная платформа. http://i013.radikal.ru/1706/83/01898d15f4b5.jpg Ну и сплошной ремонт. Носят всякую чепуху. Захваты от сьёмника. Один зацеп отломали. Наплавил нержавейкой. Сначала думал отдать полуфабрикатом, но потом решил самому обточать . http://s04.radikal.ru/i177/1706/7c/2490b0943fa1.jpg http://s019.radikal.ru/i613/1706/9e/1e525bd3fd19.jpg http://s48.radikal.ru/i122/1706/da/b66e0ad2ec54.jpg Ну и любители кофа притащили дизайнерский молочник. Ведь мы просто налить молоко в кофе не можем. Отвалилась ручка. Украсил дизайнерскими точками. Потдув не делал . Ежей изнутри нет. Нагар пусть сами трут и трясутся над фамильной нержавейкой. http://s018.radikal.ru/i504/1706/27/687a1914c78a.jpg3 балла
-
@brat_h, о себе уже пора написать. Про маски, стекла , фильтры читаю как заворожённый, откуда столько познаний. Ваш выход!2 балла
-
Да дело не 220рублях , а то что девки-кладовщицы (раньше все можно было) не меняют мой баллон на высший с одними 9ками , говорят там вентиль свои и покупай баллон под 9ки а это 6к.р. или даже дороже сейчас. Сейчас таков газ
2 балла
-
@selco, эх пенсия! Не Крех, а Krech. Совсем меня запутал! @Серега_Z, мне однажды попался аргон, случайно у человека баллон взял перебиться. Так вот, помню что для комфортной работы хватало 4 л расхода с линзой, на токах до 200А. Более подобного в жизни не встречал.2 балла
-
@selco,бегло посмотрел, ничего выдающегося, куча бессмысленных манипуляций с ручной щёткой и обезжиривателем. Ну и Миллер чмо, поджигать не может даже с третьего раза. Валерий, это не те амеры с кого пример нужно брать, мы их сами многому научим.2 балла
-
@Георгий 11, напишите в личку. Я попробую расписать подробнее, что не понятно. Тут много нюансов и надо смотреть, что отвечают и что просите. Насчет с\ц, официальный или нет, тут не подскажу. Насколько мне известно, что с сервисом по телвину очень плохо. Поэтому тут и могут возникнуть трудности. Главное быть самому готовым, что аппарат может просто тупо умереть от манипуляций с софтом и наоборот может ожить. Но если умрет, то ответственность на вас. Так итальянам и писать, чтобы они не боялись. Если будет сомнения хоть грамм, то ни чего не получите. Если сможете убедить и софт они сами пишут и имеют его на сервере то обязательно пришлют. Иногда надо просить конкретно. Например: я работаю в режиме ... ток сварки ... надо стартовый ток ... дальше все устраивает... Если буду работать на малых токах и будет плохой поджог, то меня это не пугает и т.д. В общем надо взвесить все за и против и что конкретно хочется. Сделать из ... конфетку не всегда возможно. Поэтому если этот аппарат и привести в чувства, то может от чего то понадобится отказаться. Ну например шикарного поджога на малых токах - сварка лезвий. Ну надеюсь, мысль понятна.2 балла
-
2 балла
-
Виктор, да все просто ВОДОРОД и от него не так просто избавится и откуды он берется да все просто , диск вода , присадка как у нас хранится , аргон не совсем верный и вот хочу перейти на высший сорт хотя и тем что пользуюсь не плох . Вот как было на заводе и ответственное варили так , присадка в спец шкафах и даже были вакуумные но это для особо супер работ. Детали травили , сушили по несколько часов в спец шкафах , аргон советский был и делали на совесть , знали что если будет плохой сразу посыплются претензии и дойдет до Москвы а ее боялись и уважали. Ну и если появились поры и проход повторный дугой только усугубляет дело и поры будут большего размера. Спасенье только одно все вырезать и даже околошовную захватить и вновь сварка.2 балла
-
@selco,Валер, я все (научные исследования) проводил с трансформаторными источниками, в них балласт работает прекрасно. Один раз цеплял к grovers, до перепрошивки, наброс тока (пружина) гасила, но использовал с контактором, поджиг (без всяких там шариков) и сразу через контактор идёт основной ток. Короче попробовал и забыл, мне 1ампер на переменке не нужен.2 балла
-
@Георгий 11, ельцин с Горбачёвым тоже много чего говорили, навязывали! Не слушать ни кого, работать как букварь и чутьё подсказывает. А Константин пусть чистым магнием варит, это его личное мнение. Оспаривать не буду. Повторюсь, каждый лопнувший по шву диск проверяю дугой ! Везде 5356. Заставляет задуматься. Но суть скорей не в сплаве, а как проварен!2 балла
-
Сергей, вчера читал интересно , сегодня небольшой эксперимент. Участники Евоспарк 350 , Genesis220 , сопротивление неизвестное, два кабеля массы и пивные банки. Параметры 5А переменка, форма синусоида, частота 100гц, баланс 70% в пользу минуса. Ну и результаты (фоток не делал и верьте на слово) Ево , поднимает напряжение (зависит где зацепил сопротивление ) на полном сопротивлении до 49 вольт и ампераж где то на 3 ампера . Но по факту (ощущения) ампераж остается такой же и похоже просто дисплей не верно начинает показывать. Без сопротивления все четко 5 ампер и вольтаж 12-15вольт. Селко и тут картина абсолютно другая , он просто не реагирует не как на сопротивление(сопротивление греется и значит в работе) и показания такие же как и без него . То есть 5ампер и 22-24вольта , вот заметил на Селко вольтаж зависит от ампер и чем их меньше тем выше вольтаж Ну и общее для обоих аппаратов , с сопротивлением малоамперная дуга становится более стабильной то есть не вертится а всегда на кончике.
2 балла
-
@ilnursvarka, Да я знаю. ГОСТ правильно говорит.Я не говорил что этого не делаю. У нас всё это называют смещением. @Вад11, Это термометр, показывает 25 гр.2 балла
-
Это не латки. Эти пластины позволят равномерно нагрузку на основной металл распределить. По уму, они там изначально должны быть.2 балла
-
@Миротворец,я не против,но загадывать так далеко я не могу,поэтому и гарантировать тоже.Если можно,то я на скамье запасных,если наберется достаточное количество участников,то с удовольствием понаблюдаю со стороны,если нет,то ближе к тесту дам точный ответ.И что с питанием кстати,организатор молчит.Я конечно могу и сам себя прокормить,но хотелось бы,что бы в путевку было все включено.2 балла
-
Подтянуть винт на шарнире, он под резиновой заглушкой.2 балла
-
Хотел найти я в жизни, Что-нибудь своё... Попробовал работать, Понял - не моё... И тут нА тебе... http://cdn-tn.fishki.net/26/upload/post/2017/06/21/2319015/8a6a8a7a788102de3e67a0ed407dcae7.jpg2 балла
-
И это правильно. На счет Форсажа поддерживаю, причем уверен на 99%, по комфорту и качеству сварки будет не хуже Кемппи. При этом 25тр!!! и 3!! года гарантии!! ПВ 140А - 100% кто еще так может? Блин, самому что-ли купить?2 балла
-
Ремонт интеркулера Kia sorento, спецу с майкопа особая благодарность за полезные консультации.
2 балла
-
У меня любые горят, хот сухими, хоть мокрыми. Только, в отличии от опасного осциллятора - ограничитель НХХ для безопасности. Только что, кроме заборов, можно варить мокрыми электродами? Ещё стеллажи в сарае можно. Требования с сухости электродов, равно как и роду сварочного тока продиктованы технологией, обеспечивающей гарантированное качество шва. А не тем, что электроды сжечь невозможно. Это же не бенгальский огонь.2 балла
-
Добили сегодня забор, 200 с лишним обварили, около 100 смонтировали. Колхозный, перевозной пост полуавтоматической сварки=)
2 балла
-
Очередные разрушения (у нас по другому поводу сварки почти нет). Сегодня Валдай - не возвышенность, не национальный парк, и не дискуссионный клуб... ГАЗ-3310 "Валдай". Оторвало верхний палец правого заднего амортизатора (собственно не только его, но основная работа по нему). Под катом - подробности: Завтра поставлю новые амортизаторы, следующий раз оторвёт вместе с поперечиной .
2 балла
-
А я всё валами промышляю,сам наварю,сам промеряю и сам проточу.
2 балла
-
Могу приехать и спалить все аппараты, варить не умею, но электроника меня боится, на корню боится.2 балла
-
Дырочку заварили! Переживал не натяну и шахтную гидростойку приволок и гидрорастяжку 10 тонн с приблудами, а взяли и руками поставили.
2 балла
-
Раздатка уаз, пытались варить, потом паять. Пытался панчем исправить, но не получилось. Порошковая наплавка это вещь, но жаль что применить можно не везде.
2 балла
-
Аргон высший сорт 99,993 это обычный аргон. Более качественный это Аргон высокой чистоты 4,8 .99,998% Там где я меняю балоны стоит на 220 руб дороже. Есть еще более качественный - Аргон высокой чистоты марки 5.0 99,999% Сам хочу взять на пробу Аргон высокой чистоты 4,8. Я забраковал у себя 2 баллона высшего сорта. Один отдал на обмен с давлением 130 атмосфер. Второй стоит в мастерской, ни как не придумаю ему применение, чтобы слить газ.1 балл
-
за последние 2 недели трижды приносили на ремонт детали, в состав которых входит цинк. Первое это было крепление дворников с какого то авто - отломало ухо. Толщина этого уха около 2мм. При зажигании дуги остатки уха практически разорвало как воздушный шарик. Попробовал зажечь дугу на более толстой зачти крепления - получилось довольно неплохо, даже каплю 4047 положил. В итоге отрезал все ухо до начала толстого металла. Дуга светилась синим, но востановил довольно успешно с помощью педали и куска проверенного алюма. Зажигал дугу, сразу накидывал тока до образования ванны, подавал пруток и тут же гасил дугу. Выжидал пару секунд и дальше. Думаю подобрать пульс и можно варить без остановок. Мой сундук выдает минимум 33А, но на этом токе такой сплав перегревается и его разрывает. При перегреве сразу начинает разрываться, а только потом появляется белый налет. Если не перегревать, то копоть все равно есть, но хлопьев цинка еще нету. Следующим принесли тормозной барабан с ВАЗа. автослесарь упер в него лом. Лом оказался крепче. На барабане написан сплав АЛ35. В марочниках такого не нашел. Дуга опять начала гореть то синим, то зеленым. Причем сразу же сплав начинал "взрываться" и по краю образовывались поры. Не вернул только из жалости к человеку - приехал на велосипеде за 12км в 9 вечера. Опять работа педалью немного выровняла ситуацию в мою пользу, правда поры немного остались. Хорошо что сколы были на краю барабана и большую нагрузку не испытывают. Вчера взял в работу крепление монитора и опять же дуга синяя и плевки жидким металлом. Начал с более тонкого с присадкой - присадку отвергает. одну сторону переварил коряво, с порами (первое фото). Вторую начал с более толстого - без присадк вышел довольно неплохой шов, правда с уменьшением толщины увеличилось и количество пор. Опять же варил точками с набросом тока и после образования ванны - дугу обрывал. Сделал немного выводов по сварке сплавов с содержанием цинка: Во-первых, помогает пульсовый режим. Думаю при базе в 10-15А поры лезть не будут (жаль мой аппарат не выдает такую силу тока, а так бы попробовал) Во-вторых, присадку лучше использовать легкоплавкую. Предполагаю что припой на основе цинка будет идеальным решением В-третьих, чем толще место сварки, тем меньше сплав реагирует на нагрев. Есть предположение что способствует улучшению сварки локальный нагрев. К окончанию сварки шов выходил более качественней и сплав меньше "плюется" и бурлит. Как будет подходящая деталь и свободное время - поэкспериментирую.1 балл