Лидеры




Популярный контент
Показан контент с высокой репутацией 23.06.2017 во всех областях
-
Немного из своего. Вот он красавец "Пятигорск" . Тиски эти станочные уже мелькали. Забоины на валу уже наплавлял. Сами тиски отвёз на пескоструй. Теперь как новые. Сделали недастающие детали(болты, пластины направляющие). Теперь покраска и сборка. Одна проблема- тиски очень классные и очень огромные. Как их разместить ума не приложу. На фото видимая часть айсберга. Есть ещё поворотная платформа. http://i013.radikal.ru/1706/83/01898d15f4b5.jpg Ну и сплошной ремонт. Носят всякую чепуху. Захваты от сьёмника. Один зацеп отломали. Наплавил нержавейкой. Сначала думал отдать полуфабрикатом, но потом решил самому обточать . http://s04.radikal.ru/i177/1706/7c/2490b0943fa1.jpg http://s019.radikal.ru/i613/1706/9e/1e525bd3fd19.jpg http://s48.radikal.ru/i122/1706/da/b66e0ad2ec54.jpg Ну и любители кофа притащили дизайнерский молочник. Ведь мы просто налить молоко в кофе не можем. Отвалилась ручка. Украсил дизайнерскими точками. Потдув не делал . Ежей изнутри нет. Нагар пусть сами трут и трясутся над фамильной нержавейкой. http://s018.radikal.ru/i504/1706/27/687a1914c78a.jpg15 баллов
-
Последние 2 дня работаю ниже уровня Невы. Мои инструменты. По низу надо наварить полочки из уголка, накидать двутавры по периметру, обварить их, потом смонтировать распорки. После этого будут углублять еще на 3 метра. Но Кемппик после 6-7 соженных электродов Уонии диаметром 4 мм на 150 амперах, ушел в глухую защиту( и отказался из нее выходить). Финский аппарат оказался слабоват. Пришлось достать Ресанту из багажника, благо вожу на всякий случай. Кемппи на максимальном токе показывает 1 ампер. Я разочарован в аппарате.
 11 баллов
11 баллов -
Ездил тут на Фрониус, подбирал кое что. Вот автоматическая подача холодной проволоки и шов. Фактически полуавтомат, только с холодной проволокой. Варил сам. Машина дорогая конечно, но дельная. Полуавтомат дешевле будет, но с нержавейкой он привередлив. Короче настраиваю, есть идеи.
9 баллов
-
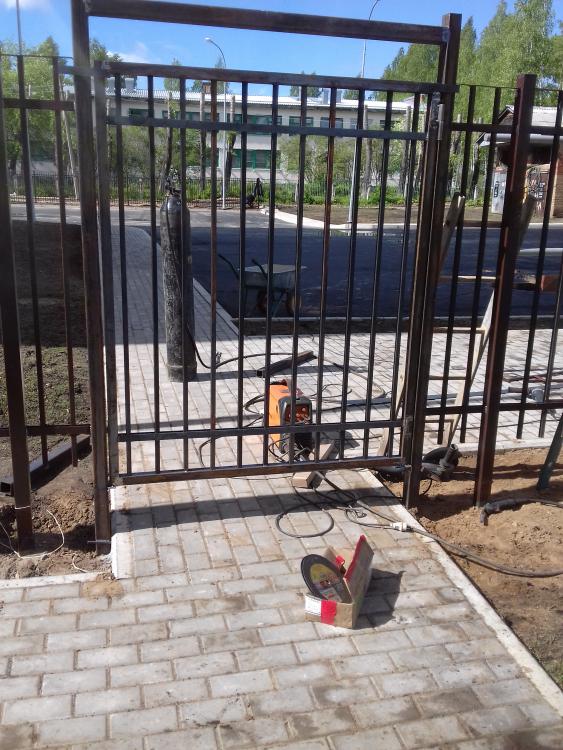
Добили сегодня забор, 200 с лишним обварили, около 100 смонтировали. Колхозный, перевозной пост полуавтоматической сварки=)
9 баллов
-
Поставил точку в заборчике, сделал калитку. Напарник с утра поехал за металлом на пандусы и пропал без вести, пришлось все делать в одиночку.
8 баллов
-
4 года в пыли по углам да под столами и тут проходил мимо я , а ну ка добрый молодец, выходи на свет, металлы толстые на нас Илья Муромец наезжают, 16 мм пропахать следует. Да ты б меня продул проходимец, да почистил, зарядил бы патронами да 380 прорезал и тогда кто знает, силушка богатырская не вернется ли. И сделал я по слову богатыря добра молодца и пропахали мы целину родимую
7 баллов
-
Меня сфотографировал напарник во время работы....
7 баллов
-
за последние 2 недели трижды приносили на ремонт детали, в состав которых входит цинк. Первое это было крепление дворников с какого то авто - отломало ухо. Толщина этого уха около 2мм. При зажигании дуги остатки уха практически разорвало как воздушный шарик. Попробовал зажечь дугу на более толстой зачти крепления - получилось довольно неплохо, даже каплю 4047 положил. В итоге отрезал все ухо до начала толстого металла. Дуга светилась синим, но востановил довольно успешно с помощью педали и куска проверенного алюма. Зажигал дугу, сразу накидывал тока до образования ванны, подавал пруток и тут же гасил дугу. Выжидал пару секунд и дальше. Думаю подобрать пульс и можно варить без остановок. Мой сундук выдает минимум 33А, но на этом токе такой сплав перегревается и его разрывает. При перегреве сразу начинает разрываться, а только потом появляется белый налет. Если не перегревать, то копоть все равно есть, но хлопьев цинка еще нету. Следующим принесли тормозной барабан с ВАЗа. автослесарь упер в него лом. Лом оказался крепче. На барабане написан сплав АЛ35. В марочниках такого не нашел. Дуга опять начала гореть то синим, то зеленым. Причем сразу же сплав начинал "взрываться" и по краю образовывались поры. Не вернул только из жалости к человеку - приехал на велосипеде за 12км в 9 вечера. Опять работа педалью немного выровняла ситуацию в мою пользу, правда поры немного остались. Хорошо что сколы были на краю барабана и большую нагрузку не испытывают. Вчера взял в работу крепление монитора и опять же дуга синяя и плевки жидким металлом. Начал с более тонкого с присадкой - присадку отвергает. одну сторону переварил коряво, с порами (первое фото). Вторую начал с более толстого - без присадк вышел довольно неплохой шов, правда с уменьшением толщины увеличилось и количество пор. Опять же варил точками с набросом тока и после образования ванны - дугу обрывал. Сделал немного выводов по сварке сплавов с содержанием цинка: Во-первых, помогает пульсовый режим. Думаю при базе в 10-15А поры лезть не будут (жаль мой аппарат не выдает такую силу тока, а так бы попробовал) Во-вторых, присадку лучше использовать легкоплавкую. Предполагаю что припой на основе цинка будет идеальным решением В-третьих, чем толще место сварки, тем меньше сплав реагирует на нагрев. Есть предположение что способствует улучшению сварки локальный нагрев. К окончанию сварки шов выходил более качественней и сплав меньше "плюется" и бурлит. Как будет подходящая деталь и свободное время - поэкспериментирую.7 баллов
-
Немного "про лето"... http://mtdata.ru/u15/photo19CE/20444243434-0/original.jpg#20444243434 А вообще в жизни главное - хорошо устроиться http://vwp.su/pic/08img_set/erfete_18_014.jpg5 баллов
-
4 балла
-
Чё то на фото кривавато, хотя по уровню выставлял, сварено из того, что было.
4 балла
-
@Учусь, Первый раз свариваете алюминий и начинаете с фуры?..да,что-то в этом есть ...какой-то элемент романтики. Может быть,для начала надо разобраться с присадками и узнать немножко больше о материалах ,которые собираетесь сваривать?3 балла
-
Дам совет, как заметили температурный диапазон лежит в малом пределе, недогрев поры, перегрев поры,ложиться присадка хорошо, накладывайте, только перегрев и свечение (плюётся) остановитесь.У таких сплавов, очень узкий температурный диапазон. Может помогу с присадкой. В л.с. прошу.3 балла
-
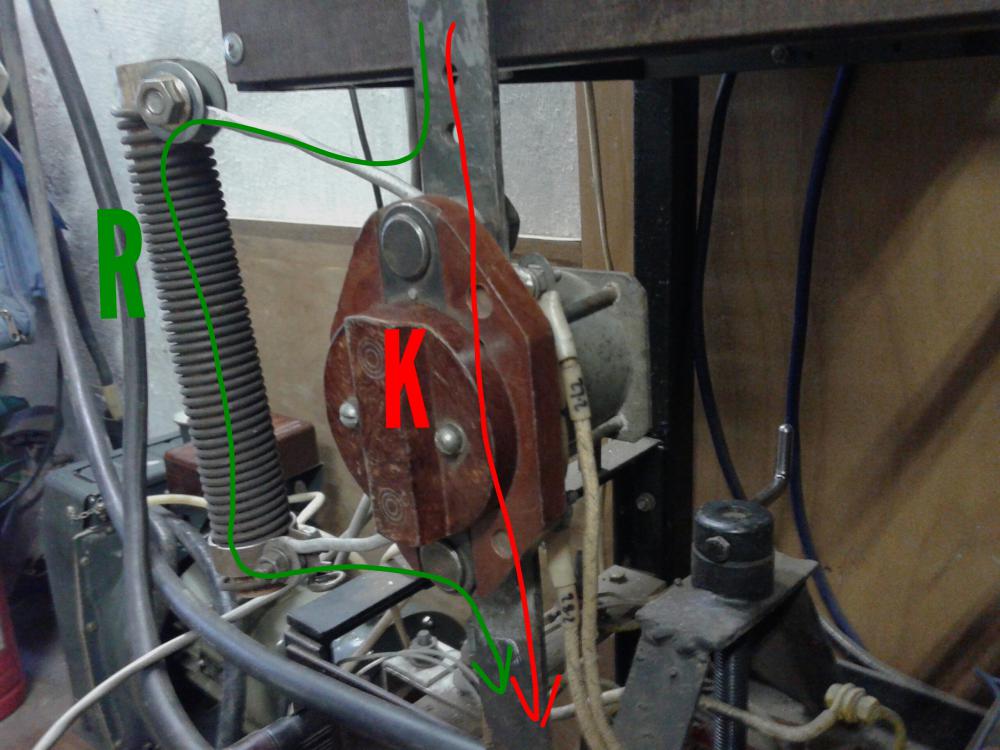
@SergDemin,Сергей, Обратите внимание на #7, смысл этого (прибора), при возбуждении дуги сварочный ток течёт через сопротивление (можно подобрать необходимое значение), при срабатывании контактора включается основной ток. Ну и в конце сварки работает как ступенчатый спад (на ФОРСАЖЕтакую фишку хвалят), можно (шлёпать) педалью во время сварки, будет импульс. Изобретал значит, когда пионером был
3 балла
-
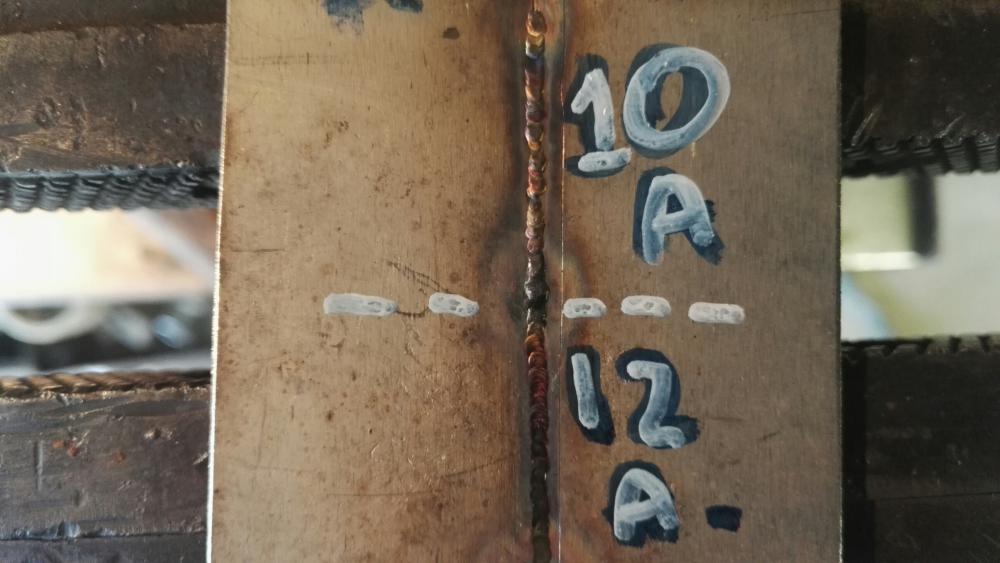
вот, сделал пару шовчиков, 10А и 12А на 10а как то плохо на 12 ы в самый раз, электрод 2,4
3 балла
-
@psi,К сварочному столу (прикрутить) нагрузочное сопротивление от мостового крана, а к нему цепляй крокодил от сварки вот и вся проблема. Можно как на картинке.
3 балла
-
Очередные разрушения (у нас по другому поводу сварки почти нет). Сегодня Валдай - не возвышенность, не национальный парк, и не дискуссионный клуб... ГАЗ-3310 "Валдай". Оторвало верхний палец правого заднего амортизатора (собственно не только его, но основная работа по нему). Под катом - подробности: Завтра поставлю новые амортизаторы, следующий раз оторвёт вместе с поперечиной .
3 балла
-
При затягивании болта треснул поддон.Нашёл конец трещины, сквозной пропил диском 1.6мм.Продавил ванну насквозь.Резьбовое отверстие- вставка медная, проплавление , восстановление резьбы,притирка плоскости.
3 балла
-
Недавно , две недели назад-варил кронштейн зеркала от Ауди. ЦАМ ,варил знакомому , бесплатно . Там отломало два ушка с отверстием диаметра меньше спички.и, как писалось выше-все верно:кипит , перегрев , взрывы и провалы . Грань нагрева , туда - сюда , мала. И, порой, прихватил, наплавляешь всё идет норм, но нужно вовремя остановиться, иначе все прямо на глазах отвалится от перегрева основного метала .2 балла
-
Ну, по фурам не спец , но взял бы 5356, с магнием потому что, скорее всего. Правда, в наличии всего 3 типа присадки, особо выбирать не из чего. ЦАМ недавно пробовал варить детальку с дверного замка, по весу сразу определил, что ЦАМ, и что заварить квалификации не хватит. Нагрел, взрыв, кусок стек, белые хлопья. Сделал кусочек из стали и прикрутил на винтики М3.2 балла
-
@konstantinXX, не знаю почему, но угол всегда паять труднее, во всяком случае мне, а вот на центральных намного лучше. попробуйте и вы с центральных начать, только доску прогревайте не только у трубки а участок сантиметров 10, тогда температура не так убегать будет. я грею сверху со стороны трубок.2 балла
-
Гарантию требуют ?.)) Ну , тогда им нужно написать заводу изготовителю и поругаться с ними из за того , что оторвало эти ухи . И вообще потребовать от них новый корпуск или коробку целиком а лучше ваще весь авто или что там -?2 балла
-
Всем привет. Делать было нечего и первый раз в жизни попытался сварить не поворотную катушку под 45 градусов (учиться надо). Труба 200, толщина стенки 5мм. Электроды 53.70 - 2,5 мм, ток 55А, полярность обратная - старые, обмазка местами обсыпана, и похоже их надо прокалить, от эллектрода в ванну прям крупные капли отделяются. Сваривались два куска по 60мм. И вот собственно что из этого получилось: 1) Лицевые "швы" (думаю понятно где какое положение): 2) Что-то похожее на корень (буквами Н и П обозначены пространственные положения, черта без буквы - вертикал): 3) Подготовка кромок: Корень проходил окном, т.е. электрод старался постоянно держать в трубе (кроме нижнего положения), пару раз прожег. Ошибки которые допустил, с моей точки зрения. Основная - большой зазор. В качестве ориентира выступал огарок электрода 2,5мм. Возможно стоит уменьшить зазор до 1,5 мм, или сделать небольшое притупление. Во время прохода облицовки вертикала, особенно когда поднимал другою сторону (с 7 часов), шли подрезы, мне кажется катушка была уже сильно перегрета, надо было дать ей остыть. И еще я наплевательски отнесся к зачистке корня, где-то содрал больше где-то меньше, это касается как глубины так и ширины фаски. Куплю лбшки) Есть ещё есабоские УОНИИ, но они мне кажется не очень, СЗСМ, выпускает получше. Вообще отказываюсь от есабовской продукции, по крайней мере тюменский завод, откровенно всякую фигню делает. Монолит РЦ гораздо лучше ОК 46. Шов прям гладкий-гладкий и шлак сам отлетает, можно рисовать. Как всегда буду очень рад критике и советам. Всем добра.
2 балла
-
Переделал таки вытяжку - установил консоль на стену. Не идеал, конечно, но уже лучше стало. Плюс один фиг надо общеобменку тоже делать - для мелочевки такая вытяжка хороша, но если какой-то габарит варить - то понту от нее немного, неудобно каждый раз ее позиционировать:
2 балла
-
У меня любые горят, хот сухими, хоть мокрыми. Только, в отличии от опасного осциллятора - ограничитель НХХ для безопасности. Только что, кроме заборов, можно варить мокрыми электродами? Ещё стеллажи в сарае можно. Требования с сухости электродов, равно как и роду сварочного тока продиктованы технологией, обеспечивающей гарантированное качество шва. А не тем, что электроды сжечь невозможно. Это же не бенгальский огонь.2 балла
-
возможно тогда получить прошивку? Ведь она уже не актуальная и не секретная.А зная что за ЧИП стоит. то пользуясь DATASHEET можно разобраться как шить и чем. Главное это прошивку заиметь. Или чтобы прислали не исходный код, а файл прошивки с измененным стартовым током. Хотябы на какое то меньшее значение или ограничили стартовый ток не более какого то значения. Или занесли бы это в какой то сервисный режим, где можно будет менять. Любой вариант будет очень не плохо. Открытый код прошивки не нужен, хотя бы уже скомпилированную с изменениями. Понимаю, что вероятность не более одного процента. Но если отвечают, то можно предложить те или иные варианты. Может хоть что-то дадут. С обещанием, что будет использовано только для этого аппарата и результат будет им выслан. А как все будет сделано, то прошивка уничтожена. Ну как то так.2 балла
-
Вот тут лучше видно
2 балла
-
Софья к командировке, на днях приедет и отправит, так что не переживай, тем более ты не первый раз у неё заказываешь.2 балла
-
@vnuk, все прелестно, но брызг не должно было быть, дуга видимо чуть коротковата была, проволока о ванну коротала. Я бы до смерти искусал дебила, который по углам этого малыша прятал. Не знают гады чести и совести, кому-то верный друг и помощник, а у урода в углу валяется. Где справедливость? Ну и влезу как обычно с моралями, кронштейн уж очень мне знаком и на цистернах 90% выполнены подобно, поставил бы 2 косынки ближе к болтам, предав жесткость пластине и сняв нагрузку на отверстие, но это ИМХО.2 балла
-
170 А с функцией пульса Илья предложил, принято. 1 мм патроны Lsi 98 арг. .2 кислоты от меня, он не возражал Ну мы поладили2 балла
-
А вот есть только болгарка, 230я с кожухом и 25ый колонный двутавр, ну и как...? А никак, снимаем кожух, дорезаем и ставим кожух на место.
2 балла
-
В первом приближении -то, что отлито - сплавы системы алюминий - кремний то, что штамповано, прокатано или еще как деформировано - сплавы системы алюминий - магний.1 балл
-
Дело конечно ваше, но лучше десять раз привезти резак ,чем один раз разлетится 230 круг(хорошо если мимо голов),ни какие заработки это не компенсируют,здоровье оно дороже.1 балл
-
Если такая толстая присадка-начинай сварку на ней. А так возьми проволку с ПА и добовляй как присадку и дело пойдет1 балл
-
А что при этом с ВАХ будет? Шутники...1 балл
-
@Anton VL,проверил на дугу,двоякое ощущение.Нашел деталь типа бочки небольшой,повернул дном к себе,горелку внутрь засунул.То что не видя дуги с/ф отрабатывает это точно,но тоже на определенном расстоянии,подальше голову отводишь-осветляется.Попробовал датчики закрывать,тоже осветляется,половину с/ф тряпкой прикрыл.Похоже действительно нету там магнитного.1 балл
-
Я уже когда-то это письмо выкладывал, 2013 год. Виктор, добрый день! В июне, после выставки в Шанхае, побывал на заводе TECMEN и хочу поделиться с Вами впечатлением о посещении. Из Шанхая в Нанкин, где и находится завод, за час с небольшим проехав почти четыреста км, добрался на скоростной электричке. Когда летишь со скоростью триста по просторам Китая, понимаешь, как мы отстали от цивилизации. Посещение завода началось с одеванием бахил, настолько все вылизано, что пускают только так. При переходе из одного цеха в другой нужно пройти через бокс, где тебя обдувают со всех сторон, сдувая все пылинки. Собирают светофильтры в перчатках и в масках прямо как в операционном отделе хирургии. В лаборатории для тестирования светофильтров поддерживается постоянная температура 23С, это при жаре на улице 38С. Что заметил, вошли в лабораторию вместе с инженером, потом он ненадолго вышел, но чтобы войты обратно опять прошел процедуру обдува, хотя и мог вернуться тем же путем. Я привез с собой светофильтры для сравнительного тестирования. Теперь я знаю, почему В Китае производители сварочных масок все хором называют TECMEN заводом номер один. Конечно, сравнивая с другими, где на светофильтрах можно найти отпечатки всех сотрудников, завод действительно впечатляет своей культурой производства.1 балл
-
Как ни странно, но крутит. Правда немного ощущаются рывки. Может потом видео сниму готовой вращалки и сюда выложу, да простит меня топикстартер.1 балл
-
Списался непосредственно с заводом по телвину,запросили фото-видео,все отправил.Не шьют,плату управления с новой прошивкой тоже не поменять,т.к.аппараты этой модели не выпускаются более 10 лет.Написали,что так и будет,режим 4Т и педаль скомпенсируют первоначальную нагрузку на эл-д.На новых моделях идет уже выбор диам.эл-да,поэтому в них можно регулировать хоть как то.1 балл
-
Валер, РАДС туда не подлезть, РАДС там только, если глушить. Но ведь у других получается их паять. Значит и я научусь. Сей час, кстати, чего то по сварке у меня мёртвый сезон. И в этом месяце пайка радиаторов и кулеров у меня принесла дохода больше, чем сварка. Опортунисты всегда выживают, ведь у них широкая кормовая база. Законы экологии справедливы и для сильной половины человечества. Звините за флуд.1 балл
-
Добавил на раму кофра площадки под колёсики и подогнал крепёжные болты по размеру.Обшил раму и крышку пластиком и оргстеклом.Можно обшивать. Шлифанул сопла на горелку,они внутри медные,если кто не знал.И к меди капли если и прилипают ,то реже и легче счищаются чем с никеля.До этого просто внутри только было зашлифавано,в этот раз и снаружи прошёлся.Второе обточил с краёв под 90градусов,чтоб удобнее было в неудобных местах) Ну и всякие восстановительные работы) Колун разобранный и весь в ржави нашёл в сарае у Даши,зачистил рубаху от гранаты,она подходит на ручку КПП)Только надо уплотнительную гайку вставить.И обломанную саблю нашёл в огороде у нашей подруги.Она думала что это напильник)На фото после полутора недель откисания в кислоте и очистки щёткой. Фото майки ,к теме о том что надо использовать защитные кожухи и маски.Я сам работаю только в маске и с кожухом.Но конечно быают ситуации.когда приходится снимать.Тогда одеваюсь плотнее и защищаю всё что могу)
1 балл
-
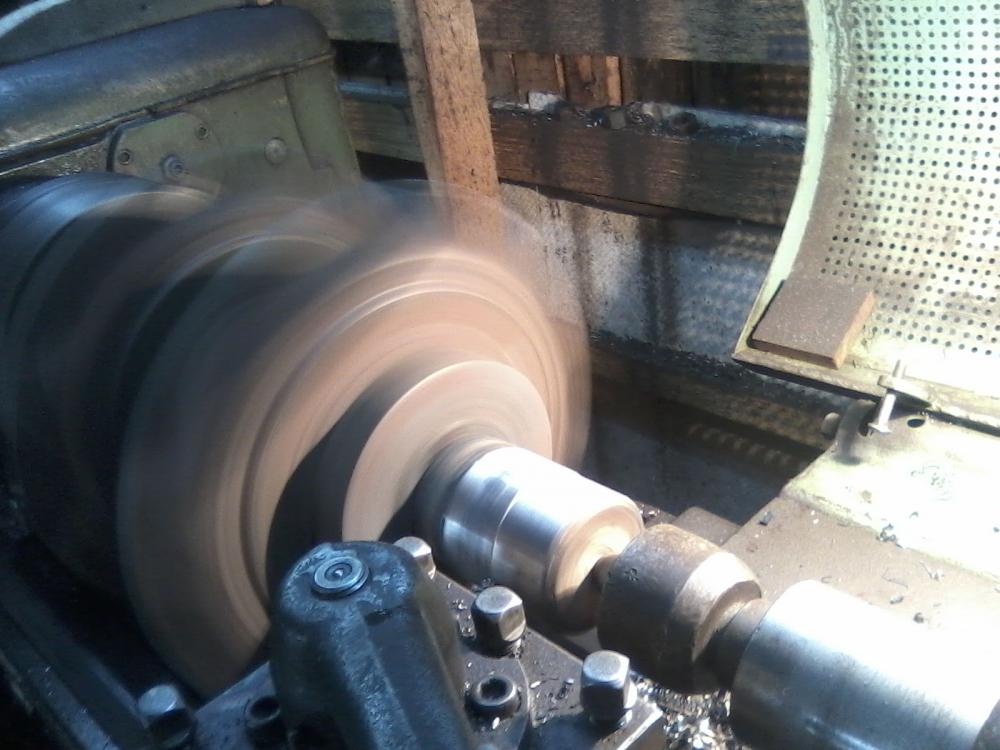
А я всё валами промышляю,сам наварю,сам промеряю и сам проточу.
1 балл
-
Не много поварил сегодня, как обычно вырезали гнилье, чуть-чуть не успел завтра доварю
1 балл
-
@Имир, в данном случае-не лучший метод выбрали... Оптимум-срубить прилив по самое донышко и наплавить новый. Всё одно-на мехобработку. А там-и фрезернут плоскость и просверлят и резьбу нормальную нарежут. Я в подобных случаях-делал именно так. Когда не занимаешься ректальной хирургией, а чётко видишь, сколько и куда наплавилось, то и уверенность в своей работе присутствует.1 балл
-
По поводу проковки при сварке "на горячую". Вот такая крышка фильтра горячей воды.Подошел к этой сварке довольно легкомысленно - выделил 20 минут на сварку какой-то крышки..,так,мимо дела,потом пожалел.Во-первых,паршивое литье,которое долго контактировало с горячей водой.Во-вторых,толщина крышки от 16 до 20 мм и трещина проходила под углом к поверхности.На механическую прочность сварить-проблем нет,а вот на герметичность - еще какие.Сносной дегазации ванны можно достичь нагрев деталь до 400 С.Провозиться с этой крышкой пришлось очень долго-лезут поры.И здесь без проковки на такой толщине,когда нужно наплавить большой объем металла, не обойтись
1 балл
-
@Wolf67, здравствуйте! можем сказать,что рекомендуем пользоваться поиском по форуму перед тем,как задать вопрос и прочитать уже имеющиеся темы. http://websvarka.ru/talk/topic/9913-svarochnaia-maska-sentinel/ дабы в будущем избежать нарушения правил форума. п 5.12. приятного общения и добро пожаловать!1 балл
-
Ремонт диска Ауди. https://youtu.be/h-L2g9DEmfk1 балл
-
Франкенштейн)) ток 170, аргон 15, сопло 7, электрод WL-20 3мм, заплатка чистый алюминий
1 балл
-
С пультом процесс сварки непрерывный а от сюда красивый шёв, отсутствие краторов и пор и окисление метала и образование шлака. Не согласен? А при тиг сварке обособленно тонкий метал ето очень важно для меня. )1 балл