Лидеры




Популярный контент
Показан контент с высокой репутацией 10.01.2017 во всех областях
-
Ну и мои праздники это работа) 3,4,5,6 число провел с удовольствием!
 14 баллов
14 баллов -
Вести с полей. Наш чудо-снабженец счас за каналами на п/а собирается. Рукав фоткает. Нафига, спрашиваю? Там сказали надо марку рукава. Тебе по ушам ездят, а ты ведешься - говорю. Тебе длину надо сказать - 3 м, и проволоки диаметр - 1,6, все. Не поверил, полез фоткать мой рукав. А где маркировка - спрашивает. На наклейках была, а они стерлись. Да я тебе и так скажу: МВ 501 D абикор бинзель было, хошь, на бумажке напишу? Не, они ж умные, полезли маркировку искать на новой китайской подделке под бинзель, а там ваще нет ничего. Предложил ему сварочник с собой взять, а то вдруг спросят модель аппарата . Жду с нетерпением, готовлюсь ржать. Ходит этот дятел, по совместительству брат хозяина, прожектора "лишние" 50-ваттные выключает, свет экономит . А что у меня дуйка редуктор греет и потребляет как 30 прожекторов, он и не туда ( у нас во всем цеху их, прожекторов, с десяток). Зато лежат засунутые в ж 5000р за два редуктора с подогревателями, которые переделывать надо под наши баллоны, купленные им же . А Коля говорил, что не надо их покупать, даже картинку в тырнете показал, как выглядит то, что надо. Но я ж непонятно объяснял, видать, надо на языке дятлов, а его я не знаю . Продолжение. Думал, они уже съездили, а они ещё и не собирались. Переспросили у меня, как мой рукав называцца, и фирму, передали по телефону. Надо шоб в Рязани канал намотали, покрыли, привезли, а то рукав у мну бинзель, а другие не подойдуть. Караул!!! Одна контора с расходкой на всю Масквэ осталась. Штурман, пни их там хорошенько, пусть шевелятся, а то где это видано, вся Масквэ варить не может!!!11 баллов
-
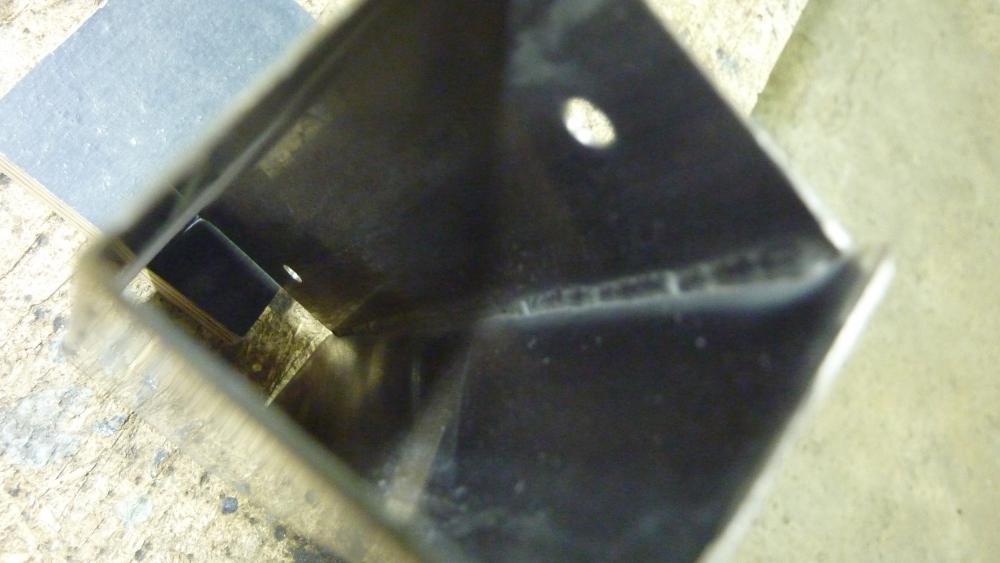
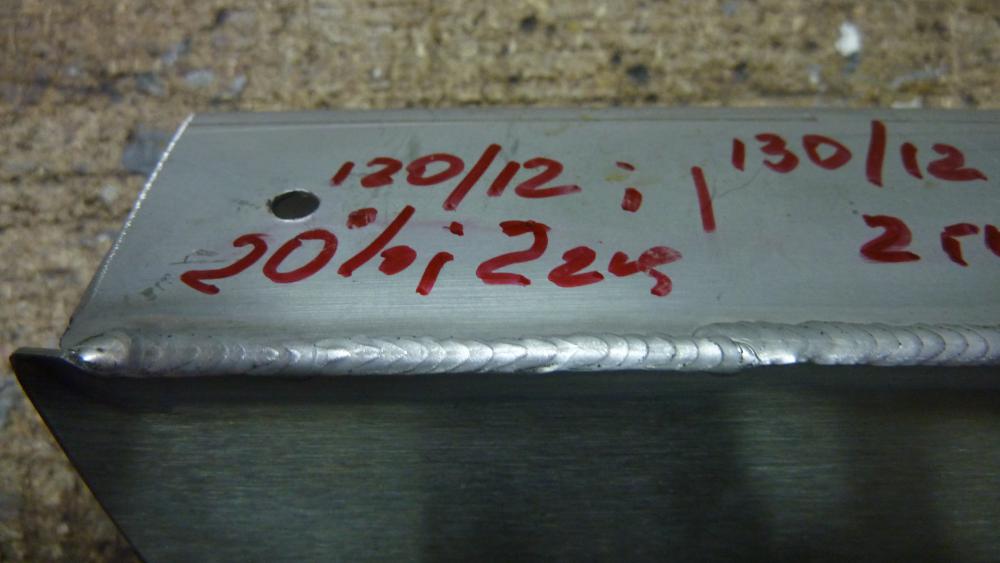
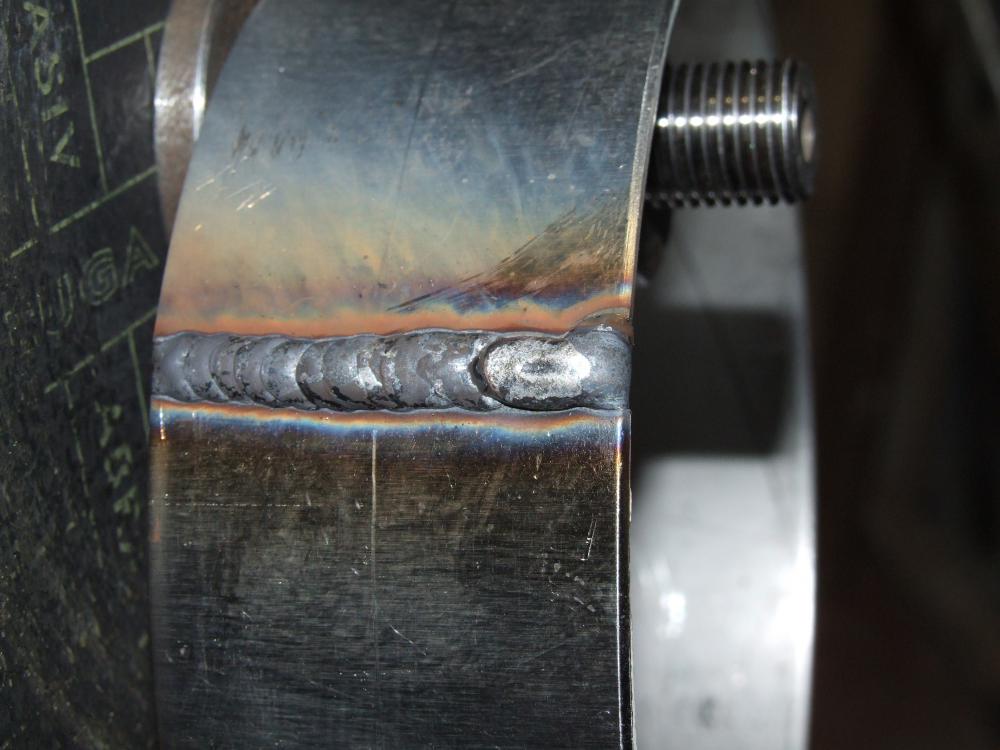
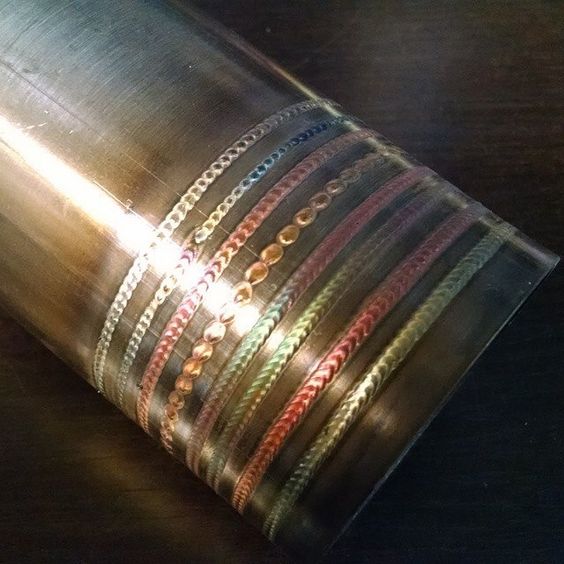
Ещё проба:Нержавейка 0,8 мм, Д злектрода WL20 - 1.6 mm, подкладка изнутри - латунный уголок 15х15х1,5 мм, вид снаружи и изнутри. 120/12 А/12%/ 2 гц изнутри 100/10 А/10%/2 гц А это квадратная труба 40х40х1,5 мм, 150/45 А, 35%, 2 гц, незащищено
8 баллов
-
@TZYus,Есть результаты . Вам же пользоваться изделием, и от вашей работы зависит долговечность.Вы и так знаете про "ёжики",МКК.и т.д.
7 баллов
-
6 баллов
-
добавлю то же замена плиты на бочке
5 баллов
-
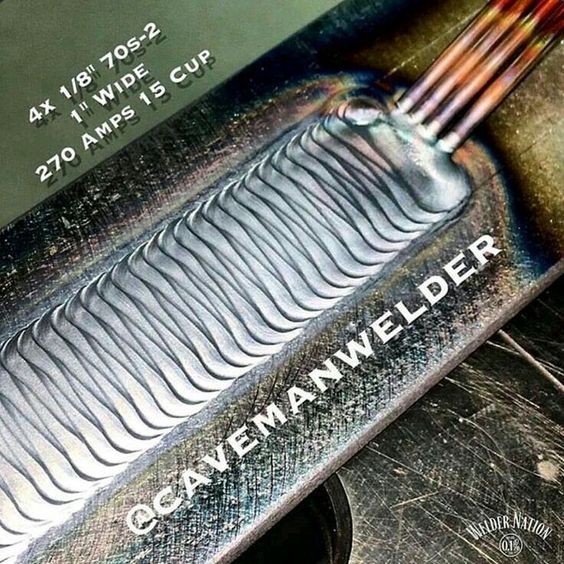
@laguna, Совершенно верно:"чешуйки говорят " о наличии какого-то навыка,но не о качестве сварки5 баллов
-
Кутузов....Михаил Васильевич http://popgun.ru/files/g/135/orig/804423.jpg5 баллов
-
@денис федотов,я на шкворневых узлах уже не одну собаку съел. Была и штатная конструкция на пластиковых вкладышах и подшипники и бронза. Штатная конструкция умерла на 28 тыкм. Заменил на подшипники. Проездил ещё 60 тыкм. Заменил на ремкомплект от Ваксойл-сервис из Бийска (бронзовые веладыши, шкворни с тавотницами и шкворневые опоры) Пробег на ваксойлошкворнях-более 400 тыкм. Признаков износа пока нету. Только шприцовка и подтяжка раз в 80-100 тыкм. По штатной конструкции с пластиковыми вкладышами. По сути конструкция-гениальная. Имеем регулируемую шаровую опору. По факту- огрехи производства и конструкторские же недоработки угробили идею на корню. Почему? Во-первых, не сделали шкворень шприцуемым сразу. Во-вторых, стопорные "усики", предотвращающие проворот вкладыша-совсем малахольные. На более поздних модификациях конструкцию изменили и вместо четырёх тонких сделали два мощных выступа. Плюс к тому-выступ по центру на обратной стороне вкладыша. Но, все ухищрения-напрасный труд. Дело в соблюдении размерной цепи "шкворень-вкладыш-опора". Тут как была чехарда с размерами и формой, так и осталась. Вдобавок к этому-проблема со стабильностью посадки шкворневой опоры в шаровую опору моста. В этом сопряжении должен быть натяг, а по факту часто бывает и зазор. Соответственно-о соосности опоры и шкворня остаётся только мечтать. По подшипникам. Да, данное конструктивное решение-общепринятое на большинстве балок мостов полноприводных автомобилей. Правда, есть несколько "но". Конструктив, обеспечивающий беззазорно-безнатяжное соединение в подшипнике-совершенно иной. Это-раз. Затяжка шкворня посредством зажимной конусной гайки такое обеспечить не может в принципе (получаем либо зазор, либо приличный натяг)-это два. Да и размеры подшипников в одноклассниках УАЗа-куда больше, нежели то, что предлагают нам шустрые продавцы. 201-й и 202-й подшипники соответствуют нагрузке в ступице "Запорожца" .Это-три. В зарубежных аналогах УАЗа применяются 203-й и 204-й подшипники.Всё ж, две с гаком тонны снаряженной массы-не абы что... Из-за вышеназванных причин у многих УАЗовладельцев происходит разрушение подшипников, начинающееся бринеллированием наружного и внутреннего колец и заканчивающееся их расколом, а также разрывом сепаратора с заклиниванием роликов. Я свои подшипники заменил именно по причине начавшегося бринеллирования, выражавшегося в неравномерности вращения подшипника. Ещё у подшипников в УАЗовских шкворнях есть очень "приятный" бонус в виде так называемого "эффекта шимми", выражающегося в неконтролируемых автоколебаниях колёс при вращении. Один из его признаков- Учтите-это только начало. Если словите реальный "шимми"-будет не до шуток. Это-когда вибрация вырывает руль из рук, а машина едет по неконтролируемой траектории. Чтобы победить "шимми", народ идёт на всякие ухищрения, типа внедрения рулевого демпфера и изменения кастера колёс переднего моста. Однако, подобные средства далеко не всегда могут помочь в борьбе с эффектом шимми. Теме шимми и подшипниковых шкворней на разных УАЗофорумах посвящена куча тем на много страниц. А уж сколько копий клавиатур было поломано в интернет-баталиях... Модифицированная штатная конструкция с применением ремкомплекта "СТО Ваксойл" лишена недостатков как стоковой конструкции, так и подшипникового узла. Сохраняя заводской конструктив, мы просто добавляем ресурс. При надлежащем обслуживании он практически бесконечен. Почему? Потому что на производстве ведётся строгий контроль качества как исходного материала, так и конечной продукции. Производство-достаточно серьёзное. Я сам там был, видел всё своими глазами, как шкворни, ШОПКи и вкладыши превращаются из металлической болванки в готовое изделие. Ведь от Кемерово до Бийска-всего 500 км. Чего ж не махнуть и самому не убедиться в том, что там делают не поделки из обожжённой глины, а действительно качественный продукт, который расходится не только по России?5 баллов
-
Тренер сборной России по футболу)))
5 баллов
-
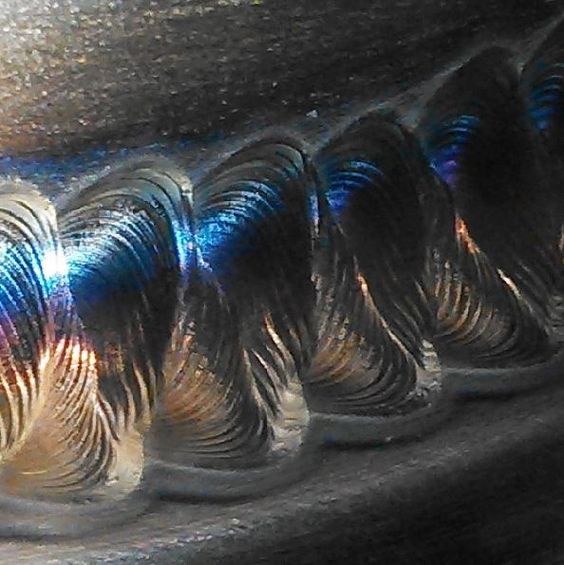
Вот все таки импульс спасет тонкую нерж. и если даже поддув затруднен можно обойтись без "ежей" но с пульсом. Можно конечно и в линейном режиме но будет намного дольше (токи будут малые) да и поводок будет больше. Так что я за импульс, мощный и короткий на тонкой нерж. Ну и еще раз про поддув и где его есть возможность применить то это необходимо и делать. http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/?p=224309 http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/?p=2212574 балла
-
А за чем Вам на нержавейке чешуйки? Если только делаете декоративный шов, а так именно сплошной шов и является нормой. Может зря расстраиваетесь и дело как раз в полном порядке?4 балла
-
@TZYus, во... другое дело4 балла
-
Добавьте шиберу жёсткости по углам и сверху, и снизу. Под весом трубы, разогретый шибер сплющит и зажмёт заслонку, ни открыть, ни закрыть без ёмких слов.
4 балла
-
Вот есче металоконструкций
4 балла
-
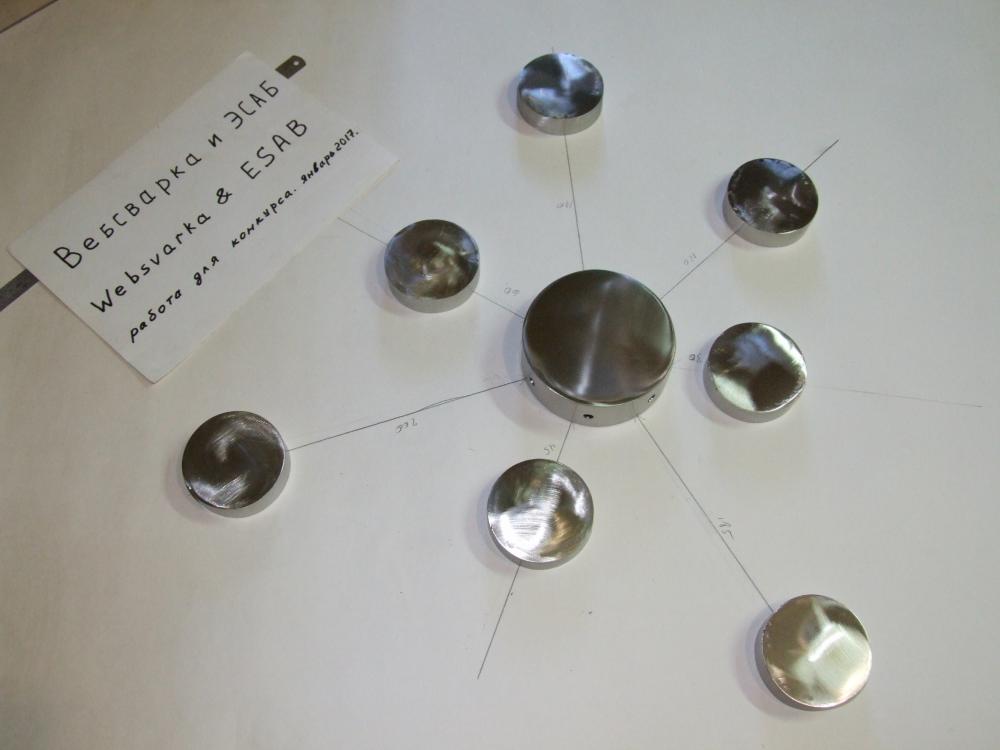
Конкурсная работа №16 в рамках Конкурс сварщиков «Подарок себе» Генеральный спонсор конкурса Компания ЭСАБ — один из мировых лидеров в области производства оборудования и расходных материалов для сварки и резки. http://websvarka.ru/images/forum/esab_logo_250.png Всем привет! Коротко по сути. Начался у меня в прихожке ремонт. Причём как то самопроизвольно и неожиданно. Поскольку бетон , особенно потолок, долбить лень, купил я накладные светильники под светодиодную лампочку. Но как то они не прижились, то дверям антресоли мешают, то не красиво. Дырки под встраиваимые пришлось таки выдолбить. А 7 накладных осталось не у дел. Пришла мне в голову светлая мысль - сделать из них люстру в комнату. А то там уже много лет лампочка на проводе. Когда то светильник был, с советских времён, за 5 рублей. Абажур из пластика от времени рассыпался, а патрон висит. А тут ещё и конкурс начался. Чтобы не отмазался. А то я думал летом этим заняться. Раз всё совпало, буду делать сейчас. Хотя, чует моё сердце, не к добру это. С этой люстры начнётся и в комнате ремонт. Поскольку, как говорил наш премьер, денег нет, а держаться надо - люстра будет по мотивам песни на стихи Танича, которую Алёна Апина пела. Я его слепила, из того, что было... Пошарил в гараже, из того, что нашёл и буду делать. Ну, и тем , что есть. ПА, дрели, болгарка, наждак. Придётся постараться обойтись без токарных работ, а то люстра золотая будет. Ну и делать буду в той же прихожке на табуретке. Начал делать. От использования готовых светильников отказался - проще всё из нержи сделать. Мало того, что с креплением заморочка, так ещё и с цветом увязать надо. Проще всё из нержи сделать. Купил панельки под лампы, надеюсь, за неделю приедут. Как раз и люстра готова будет. Пошёл к другу, нарезал металл, ободрал блины на наждаке по риске до круглого состояния. Сварил верх, который к потолку крепится и низ, из которого рогульки торчать будут, осталось зачистить. Как на зло, углекислота закончилась. Надеюсь, завтра привезу и продолжу. Надо ещё рогульки сделать, всё зачистить и собрать. Самая муторная часть работы - зачистка. Ещё чуток почищу, и буду собирать. Осталось с формой определится. И место теперь явно не соответствует . Потолок делать надо. P.S. Мельком просматриваю другие работы. Очень хорошие и много! Глаз радуется. Мне явно место в десятке не светит Зато наконец люстра в комнате появится. Спасибо Esab за волшебный пендаль. Собирался летом делать, а что летом будет, один Бог знает, да и то, сомневается. Целый час с женой туда - сюда тасовали тарелки. Наверное как то так будет. . Пойду я трубку резать... Получается как то так . Вид со стороны потолка. И сбоку. Всё! Большое спасибо @metromaxi и @Рабиндранат Кагор , черноту легко и быстро удалил благодаря их подсказкам http://websvarka.ru/talk/topic/3369-ochistka-svarnykh-shvov-nerzhaveiuschej-stali-ot-chern/page-3?hl=%20%D0%BE%D1%87%D0%B8%D1%81%D1%82%D0%BA%D0%B0%20%20%D1%88%D0%B2%D0%BE%D0%B2 И Esab за волшебный пендаль .
3 балла
-
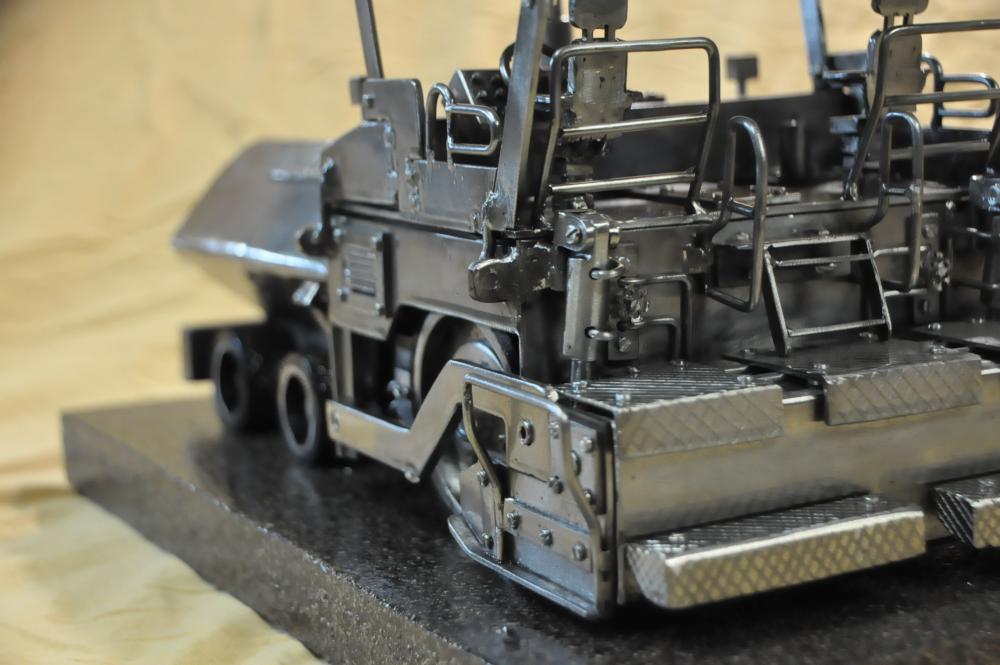
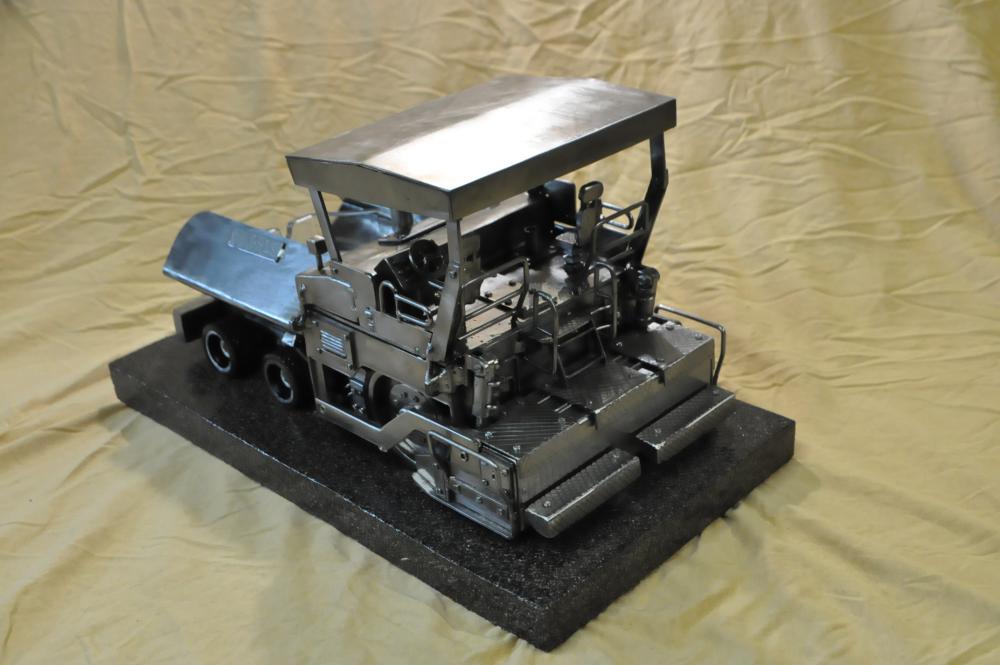
Сегодня доделал укладчик. Покрасил лаком и поставил на подставку. Получились размеры по основанию 37 см на 20см.
3 балла
-
Новейшая, сверхсекретная разработка для улучшения качества продукции.
3 балла
-
@Бархударов, @Lohus, поднимите очи свои до фотографий, и узрите два кусочка трубы 325-ой. Это так, для примера. А в повседневной жизни частенько вопросы задают насчёт отпилить кусочек 25-го тавра, нарезать колечек из 219-ой трубы, и т. п. и т. д. Причём задают их не профи разумеется. Обычный водитель камаза, или ещё какой мужик, который задумал что-то смастерить. Он не умеет болгаркой тавры резать. Он стремиться обратится на какой-нить завод, чтоб ему отрезали ровно и красиво. Ему это отрезать надо раз в жизни, он денег даст, только отрежьте.3 балла
-
@TZYus, можно ещё канавку на бруске сделать, чтоб обратный валик лучше формировался.3 балла
-
@psi, С чернухой всё же как то проще,если не попадёт кипящая. А с нержей ну ни как,был момент ,супруга принесла со столовой лопатку,котлетки ,оладьи и т.п. переворачивать. Изначально было на контактной сварке.Попробовал в пульсе и без присадки,и то я поставил параметры,что указал Круазик в одном из своих постов.Получилось.Отдал жене, самое интересное,что это выбросили,а принесла,чтоб я тренировался,так сказать на кошках3 балла
-
кому как. мне наоборот алюминий легче даётся. по нерже до сих пор ерунда получается. хотя наверное по большей части практика решает. чем больше практики, тем легче материал даётся3 балла
-
Понятное дело не мои. Глаз зацепился. Если что было сори)
2 балла
-
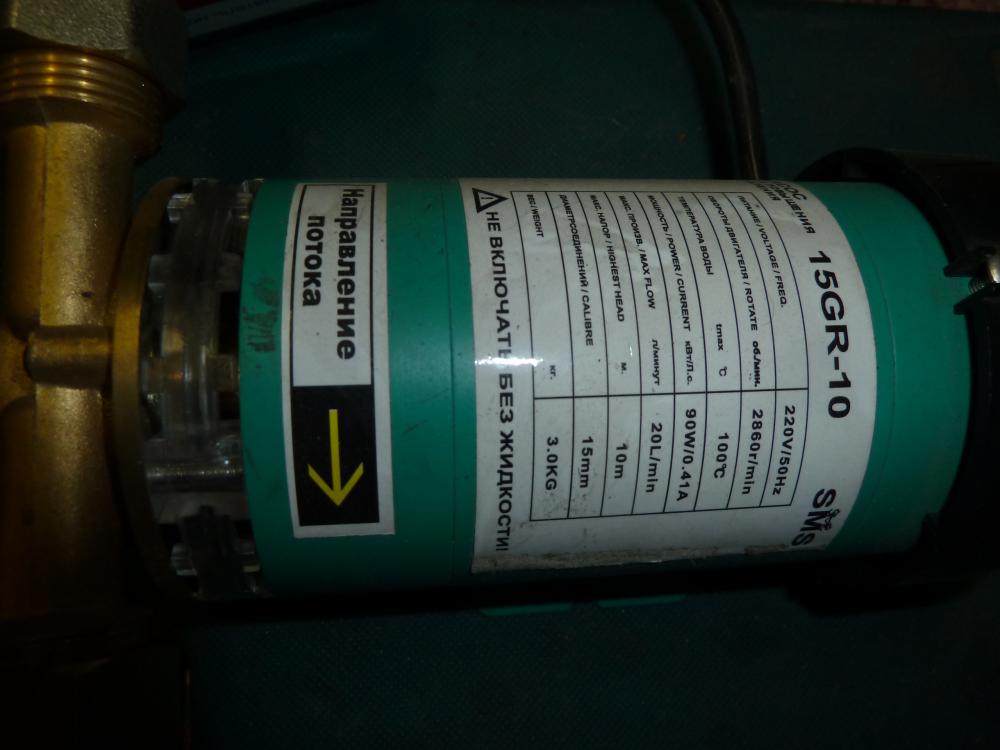
Да в магазине "сантехника" , насос повышающий давление то есть перед краном или несколькими кранами ставиться и повышает в кране давление обычно перепады давления в частных домах в коих гидростанции с маленьким баком-аккумулятором стоят, кран открыл он включается , закрыл отключается . Можно использовать и без автоматики .
2 балла
-
Можно и 2, 3 канавки сделать, толку-то если чел настроиться правильно не может. Поддув ему окажет неоценимую услугу. По делу. Главное, опыта пока маловато. Настроиться надо так, что бы при режиме пульс обратный валик практически отсутствовал, НО было видно полное сплавление. Если все грамотно, то ежиков не будет и сплавление на 90-95% будет. Без поддува большего и не получится. Сори что не так, малехо под шафе. ВСЕ ИМХО!!! Всех с Новым Годом....!!!! Так украсил свой уголок........
2 балла
-
@Dmitry1962,Дмитрий, большое спасибо!За пересылку долг отправил.2 балла
-
2 балла
-
Есть у меня Тecmen, только 715 наверное(их совместное фото выкладывал) http://websvarka.ru/talk/uploads/monthly_01_2015/post-13172-0-84110700-1421583822.jpg Так вот после появления у меня Speedglas, китайца больше я в руки не беру. Помню на нем и степень затемнения менял и скорость просветления, один фиг в глазах "песок" потом. А какое, шикарное оголовье,после китайца это особо заметно. И система вентиляции, бывают конечно с ней "неприятные сюрпризы", но, по-моему скромному мнению, пользы от нее все ж больше,чем неудобств. Еще OPTREL люди хвалят, но она как-то сложнее в приобретении и да и расходка к ней тоже. Полная цитата, все же, вроде, несколько иной смысл несет.2 балла
-
@Garf, отличная эргономика, отличный фильтр, отличная вентиляция (тут иногда в минус играет).2 балла
-
@Anton VL, тут скорей кто с чего начал, в моем городе аргоном в основном только ал всегда, но я все почти пытаюсь делать им. (Исключения сильно грязные и старые железки)2 балла
-
Отвечу за производителя. 1. Ролики есть. 0,6-0,8 и 1,0-1,2. Во Владивостоке , Питере и Москве. 2. У Овермана и Спидвея 175 ролики разные, т.е. не подойдут.2 балла
-
Вадим с 08 нерж. не стоит городить хлипкая и будет играть при бултыхании топлива или перегородок куча нужно тоже "поработаешь". А вот люминь 2мм или даже 1,5 для лодки самое оно , да и ты сам знаешь у тебя катер есть, но "поработать" тоже придется.2 балла
-
Продам новую маску Speedglas 9100XXi, цена 30000 рублей. Отправлю в регионы. Телефон: 8950-647-12-72.
2 балла
-
Искал возможности, старался, работал, а тут бац, WhatsApp выдает, приезжаем, встречайте. Теперь буду искать причины, почему не изыскал возможности закончить работу в срок. Общение с внуками на много важнее любой работы.2 балла
-
Юр, удачно все сложилось - нас "навели" на тему, в издательстве оказались вменяемые люди и нужное нам количество книг. ЗЫ в издательстве есть еще некоторое количество книг из списка, больше, увы, издавать ничего не будут.2 балла
-
Дима,Великую работу ты сделал!Спасибо!2 балла
-
Шрифтом компенсировал)2 балла
-
@Сергей samurai,вы же всех нюансов недопонимаете,расход и стабильная подача газа-одна из важнейших функций при сварке в среде аргона.Поэтому советовать то с чем не сталкивался не имею привычки.Если разобрались,то берите на свой страх и риск.Я вот таким работаю,как и многие из присутствующих на форуме,стабильная подача и расход.
2 балла
-
Согласен , по большему счёту , с оговоркой - когда за плечами есть немного опыта , чтобы пренебречь этими "мелочами" . Про зазор . Хоть ГОСТ и предполагает сварку без разделки на толщинах до 5мм , на практике - это ,мягко говоря , бред . 4 - и то сомнительно . 3-3,5 на поворотном стыке , без обратного валика ( 0 усиление ) - реально и без проблем . С зазором . При больших толщинах - это проблемно , но решаемо ( но в разрез с ГОСТом ) . Квалификации не хватает - не буду спорить , но такие вот мои наблюдения . Совет . Определить для себя токи , проплавление , их соотношение с зазорами и толщинами в разных пространственных положениях . Стабильные св.материалы . Потом вариации по всем параметрам . Человек , который слегка набил руку , может быстро адаптироваться под нестандартные условия - он сразу поймёт , куда акцентировать внимание - источник корявенький , электроды текут , сила тока до комфорта не дотягивает и т. д . Начинающему , столкнувшись с одной из проблем , будет трудно оценить косячность ситуации , поэтому надо свести к минимуму все негативы .Зазор маловат - я это решу кучей вариантов , в зависимости от "настроения" - результат будет одинаков , а вот новичку этот контроль будет не слишком подвластен . Поэтому и стоит ему начинать с самых азов . Подготовка , зазор , разделка , ток . На толщинах до 4мм под РДС - или зазор 1,5 - 2,5мм , или разделка на 1/3 толщины с небольшим зазором ( опытным путём в зависимости от толщины ) . Свыше - в зависимости от зазора или разделки - либо играть притуплением , либо зазором .2 балла
-
Так про это и речь . Научиться держать дугу - это одно и времени требует немного . А вот приступая к сварке стыка , неподготовленного и неправильного , ничему не научит . Это самая главная ошибка начинающих - мы , мол , сначала так попробуем-научимся , а потом правильно , как начнём ... Многие на первом этапе и тормозятся , уповая на принцип - ну держится же . Возьмите за правило , медленнее , но правильно и , хоть какой то , анализ действий , процесса и сделанного . Для себя , по-простецки , я тоже многого объяснить не могу с научной точки зрения даже для себя ,2 балла
-
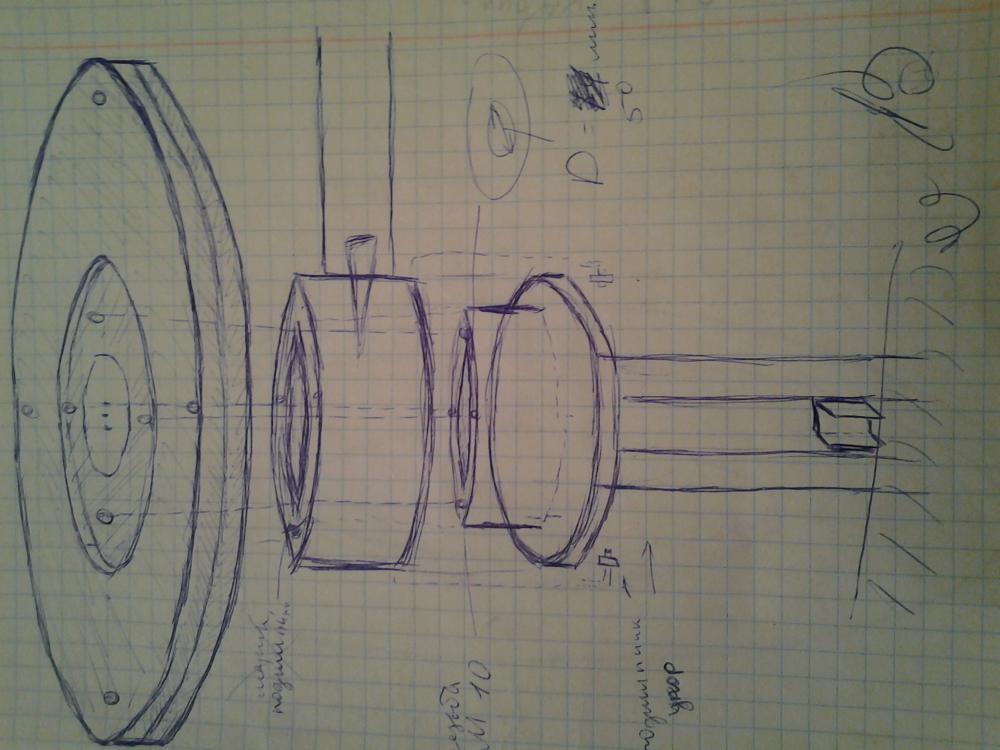
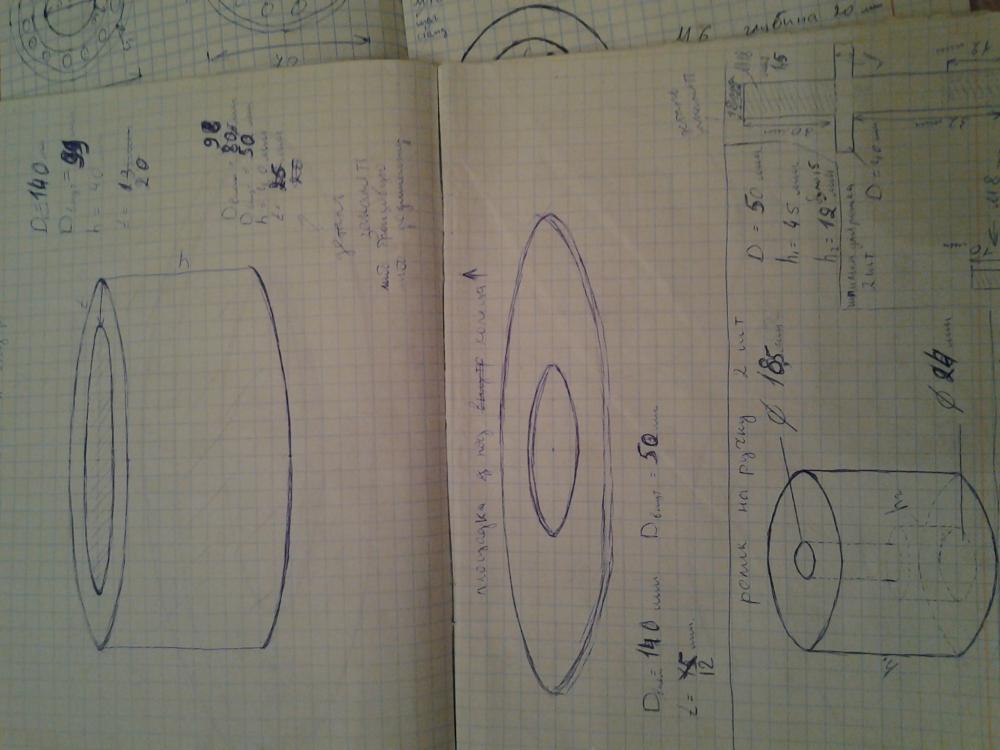
Конкурсная работа №42 в рамках Конкурс сварщиков «Подарок себе» Генеральный спонсор конкурса Компания ЭСАБ — один из мировых лидеров в области производства оборудования и расходных материалов для сварки и резки. http://websvarka.ru/images/forum/esab_logo_250.png Так как нет своего гаража , но зато есть работа и хороший начальник который выделил мне целую комнату под мои нужды. Там и будет мой агрегат там же и буду заниматься своим хобби. Для начала я нарисовал всё в деталях все размеры. Необходимые заказал у токаря, купил (подшипники, винтики, сверла, метчики, анкера). Планирую что на станке будет получаться около 15 разных загогулин. Такие мелочи всегда занимают много времени, а результат не очень то и заметен. Это одна из основных деталей. Две детали и подшипник ,в круге проточено отверстие под подшипник чтобы его запресовать в круге в его нижней части оставлена юбочка для упора,но учтен размер чтобы можно было снять крышку у подшипника для прочистки. В верхней запресованной детале выфрезерован квадрат 61*61 глубиной 10 мм, там просверлил и нарезал резьбу м8 чтобы квадрат не поднимался и не вылетел ,к ней приварена пластина с вырезом под трубу 40*25 которая будет являться рычагом. Это заготовки для части рукоятки . Это детали для основания станка с движущейся частью для вкладки квадратов размером как и верхние 60*60, труба 40*40*2 мм . 1Собираю на прихватки,выставляю по уровню всё чётко, 2 Провариваю,3 Собираю движущуюся нижнюю деталь . Основание собрано! Сверху приварил блин на который будет крепиться плацдарм –столешница станка и рукоятка. Устанавливаю столешницу диаметром 500 мм. Примеряю рычаг. Извиняюсь за неудобство просмотра фотографий ,как бы я их не крутил появляются они только в таком виде. Описываю фото. Приварил рогатки с вырезом под трубу (полоса из листа 40*25*1000 в процессе) конечно же под уровень учитывая высоту платформы с такой же рогаткой использовав ровную трубу 40*40 ,ролики делались тоже исходя из этих размеров нарисовав изначально это всё на бумаге. На последней фотографии мелкие доработки. Чтобы не было трения приварил колесико– подшипник. Скольжением доволен толкая одной рукой рычаг проходит 2,5 оборота хотя до вечного двигателя ещё далековато. Уже сейчас можно делать элементы ковки в одном пространственном положении Чтобы не было трения приварил колесико– подшипник. Скольжением доволен толкая одной рукой рычаг проходит 2,5 оборота хотя до вечного двигателя ещё далековато. Уже сейчас можно делать элементы ковки в одном пространственном положении Питаюсь скинуть не выходит.ща ща Это готовый станок. На 1 элементы скрученные в вертикальном положении,2-3 процесс,4-5 элементы скрученные в горизонтальном положении. . На моем станке можно согнуть в круг 12 квадрат(крупнее пока не пробовал) диаметр 500 (дальше раздвинуть рычаг не дают стены) минимум 20
1 балл
-
Конкурсная работа №53 в рамках Конкурс сварщиков «Подарок себе» Генеральный спонсор конкурса Компания ЭСАБ — один из мировых лидеров в области производства оборудования и расходных материалов для сварки и резки. http://websvarka.ru/images/forum/esab_logo_250.png Доброго времени суток всем читателям данной темы! Увидел новый конкурс еще до Нового Года. Наспех прочитал правила и по невнимательности подумал, что конкурсные работы необходимо предоставить в срок с 24 по 26 декабря. Быстро созрела идея мелкой подделки и 24 числа уже была куплена одна недостающая часть оной, но перечитав тему еще 2 раза (чтоб наверняка) успокоился - в запасе целый месяц. Ну вот после новогодних празднований потиху занялся воплощать старую идею. Если честно, не этот бы конкурс идея осталась бы идеей минимум до весны. Итак, в наличии есть вот такой аргонник Приступаем к воплощению идеи в реальность. В процессе использую профиль 40х20х2. В принципе на этом остатки профиля и закончились. Сегодня поехал закупился еще немного. Жаль что склад находится под открытым небом. Профиль доставали из-под хорошего сугроба. В конечном итоге конструкцию перед покраской придется еще и пескоструить. За сегодня успел сделать следующее За сегодня поставил тележку на ход, правда только задний Были еще планы, но заходит рождество - решил не богохульничать Сегодня приобрел еще немного запчастей. циркуляционный насос для БВО полозья для полочек какая то печка. Еще не решил оставлять родной вентилятор, либо ставить что нибудь от 220В Очень много времени уходит на размышления "как сделать так чтоб не переделывать" Ведь ничего нет более постоянного чем временное. Все делаю без чертежа, детали примеряю, планирую так, чтоб в дальнейшем без особых проблем можно было произвести ТО составных частей. Тележка медленно начинает приобретать более выразительные черты. Надеюсь успел? Последние дни пескоструил, грунтовая и только закончил красить. В принципе реализовал почти все что планировал. Осталось укомплектовать. И окончательное фото Завтра доберутся до компа - отредактирую
1 балл
-
Не спорю, но этот сделан, на коленке, по проекту из собственной головы. Очень нужная штука, экономит время и деньги.1 балл
-
pavel83, С днём рождения!Сухих электродов и чистых кромок. Всего наилучшего!1 балл
-
Тоже была мысль собрать ленточку.... но прикинул себестоимость, самый дешевый китаец получился дешевле! https://www.drive2.ru/b/459919942536450320/1 балл
-
Силовые балки. АМг 6 толщина 10, ток 300А, вольфрам 3,2 (белый), присадка 3,15 (химполировка). Сваривал в четыре приема: 1. Прихватки по краям; 2. Продавливал корень шва; 3. Заливал шов; 4. Декоративный шов.
1 балл
-
nadar, Сварочные швы поручней обрабатываю лепестковыми кругами , различной зернистостью , и комбинированными лепестковыми скотч брайт , полирую войлочным кругом с применением различных паст полировальных не плохо получается .
1 балл