санек60
-
Постов
6 -
Зарегистрирован
-
Посещение
Достижения санек60
")
Новичок (1/14)
29
Репутация
-
Спасибо! Очень старался полностью описать пошагово весь процесс сборки и сварки. Надеюсь участникам форума пригодиться мой отчёт.
-
Спасибо. Жаль что не могу продолжить. Отправили в командировку в Москву на Повышение квалификации. Приеду домой только в четверг, но надеюсь успеть закончить до окончания конкурса
-
Спасибо за дельный совет! Завтра воспользуюсь данной идеей.
-
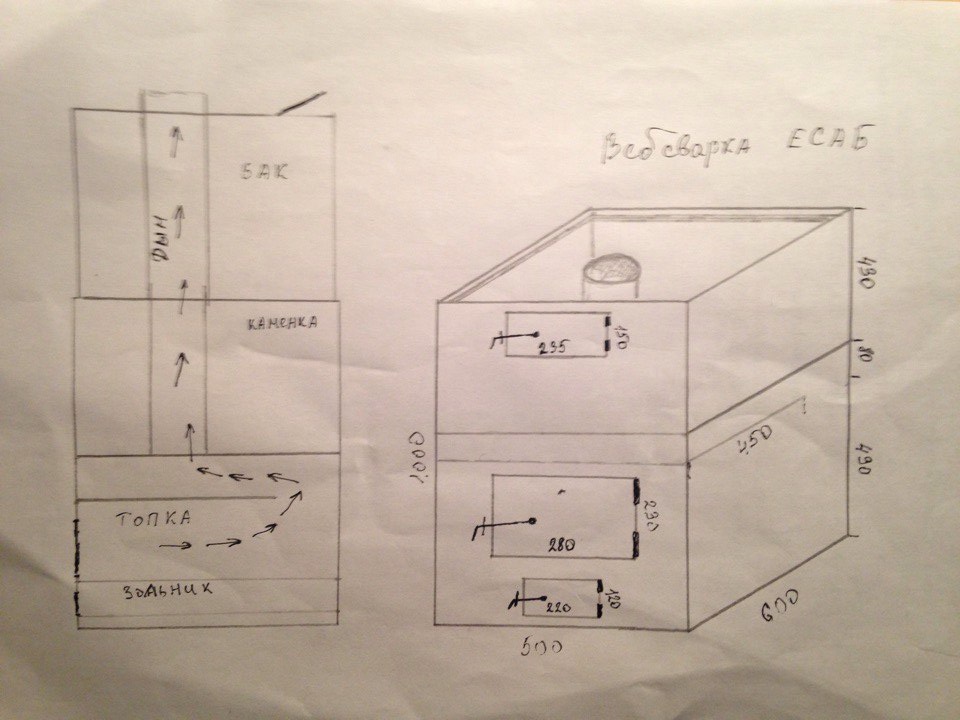
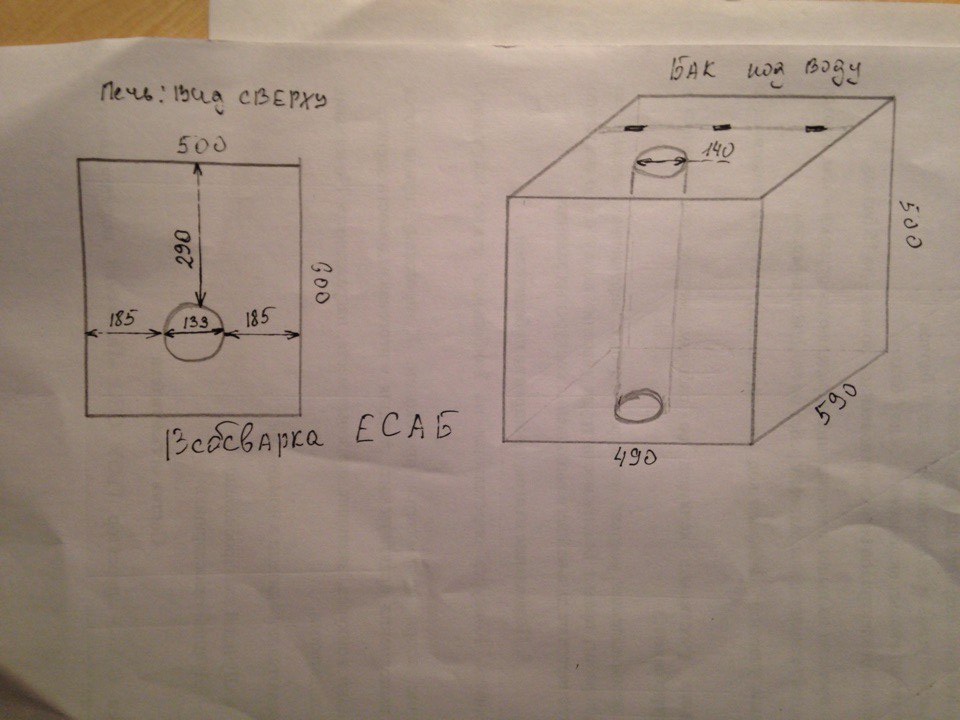
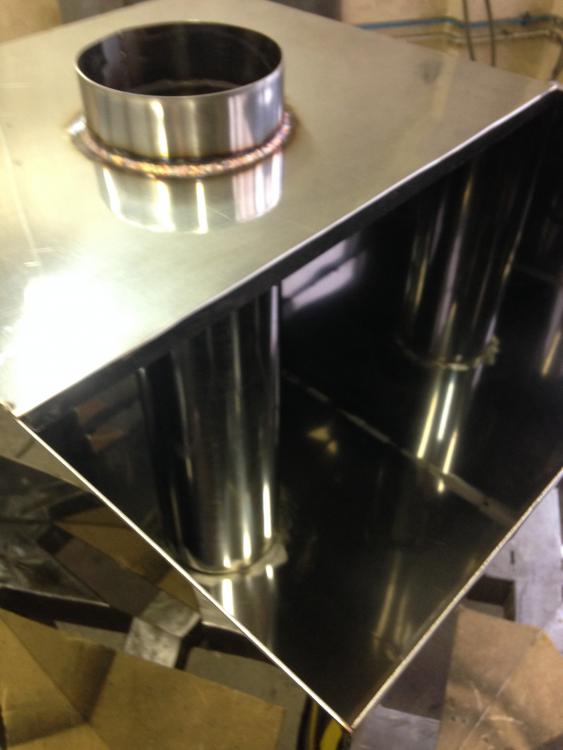
Конкурсная работа б/н36 в рамках Конкурс сварщиков «Подарок себе» Генеральный спонсор конкурса Компания ЭСАБ — один из мировых лидеров в области производства оборудования и расходных материалов для сварки и резки. http://websvarka.ru/images/forum/esab_logo_250.png Печурка в баньку! Добрый день. В начале немного предыстория. Данный конкурс называется «Подарок себе», но в моем случи это будет подарок моей Матери на день рождение который будет у нее 31 января. Моя Мама проживает в частном доме и как полагается большинству владельцев частных домов – это наличие всяких сарайчиков, навесов, теплиц и самое главное деревенской баньки. Так вот баня и будет главным героем этой конкурсной работы, а точнее ее печь с баком под воду. Печь изрядно прохудилась, искривилась и начала сильно дымить с 1995 года. Бак из черного металла сильно проржавел и начал протекать. Я решил что новая печь с баком будет отличным подарком. 1 этап. Проектирование печи и закупка материала. Поскольку в нашей семье париться в бани особо не кто не любит, то в полнее приемлемо будет конструкция печи изображенная на рисунках 1 и 2 (рисовал сам от руки). Данная конструкция подходит больше для людей которые используют баню больше для того чтобы помыться, а не париться. Для бака под воду необходим следующий материал: - лист нержавейки 12Х17 (AISI 430) 1,5 х 1250 х 2500 (не пищевая) - петли оконные – 3 шт - резьба из нержавейки ¾ и ¼ по 1 шт Для печи необходимо: - лист г/к 1000х600х5,0 – 2 шт; 1000х500х5,0 – 2шт; 600х494х8,0 – 1шт; 494х450х8,0 – 1шт; 600х494х3,0мм; 290х240х6 – 1 шт. - петли на 100 – 2 шт; 80 – 2 шт; 60 – 2 шт. - кирпич огнеупорный – 14 шт. - труба эл/св 133х4х550 – 1 шт. - квадрат 20х20 – 2200 мм. - уголок 100х100х130 - колосник чугунный (350х200) – 3 шт. -лист 2,0мм для ящика под золу. - всякая мелочевка (полоски, прутки и тд.). 2 этап. Сборка и сварка бака под воду. В начале был произведен раскрой материала (нержавейки) при помощи УШМ. Размеры бака 590х490х500, соответственно отрезаны следующие размеры:590х500 – 2шт, 487х500 – 2шт, 590х490-1шт, 490х400 -1шт, 550х440 – 1шт (труба). При помощи вальцов изготовлена труба Ø140х550. Шов проварен РАДС в импульсном режиме. Далее в нижнем и верхнем листе бака вырезаны круглые отверстия ручной плазменной резкой CUT-75 для трубы. После вырезки отверстий и их обработки бормашиной приступил к сборке бака на прихватки. В сборки таких изделий очень помогают магнитные фиксаторы – они будто добавляют еще пару рук))). В первую очередь после сборки были проварены швы по замкнутому контуру (труба), после чего приступил к полной сварки всего бака. Сварка производилась участками по 70 – 100 мм во избежание деформации. Режимы сварки: Сила тока 66А/33А (импульсная дуга), баланс 50, газ перед сваркой 1,5 с, газ после 3,0 с, спад тока 0,5 с. Частота 33 Гц, расход газа 10 л/мин. Электрод 2,0 мм – легированный торием (красный), присадка 1,6 мм фирмы ESAB. По окончанию сварки была произведена очистка швов металлической шуткой на пневматическую бормашину. Далее была произведена установка крышки на петлях. Далее было необходимо вырезать отверстия под резьбы. Опять в помощь пришла ручная плазменная резка и бормашина для очистки кромок отверстий. Последним этапом является приварка резьбы ¾ для слива горячей, а ¼ для забора воды холодной воды из водопровода. Очистка швов и визуальный осмотр. Вот и бак полностью готов. 3 этапом будет сборка и сварка печи, но это уже в следующем году))) Как и обещал продолжение в новом году. Сегодня был первый рабочий день 2017 года. Как принято у нас на работе – первый рабочий день нечего не делать и ходить из угла в угл. Воспользовавшись свободным временем решил заказать металл на печь (пластины 1000х500х5, 1000х600х5, 600х494х8, 494х450х8, 600х494х3, 290х240х6), хорошо знакомый работает на заводе рубщиком на гильотине и нарубит все в размер и немного дешевле чем на метало базе. За прошедшие праздники побывал в деревни и сфотографировал старую печь с баком под воду, а точнее то, что от нее осталось. Как видно на фото печь в очень плачевном состоянии. Сегодня решил изготовить шибер. Для этого мне понадобилось листовой металл толщиной 5 и 4 мм, труба эл/св 159х4мм, полоса 40х4, арматура Ø 6мм. Из листа толщиной 5 мм вырезал две пластины 220х220 и разметил в их центрах окружности Ø 150 мм. Далее отрезал два отрезка трубы Ø159х4х 75мм и подготовил кромки под сварку. После приступил к вырезки отверстий Ø150мм в двух пластинах. Отверстия были вырезаны при помощи плазмореза Brima CUT-75. После окончания вырезки отверстий произвел зачистку пластин. После чего приступил к прихватки заранее нарезанных отрезков арматуры Ø6 по периметру одной из пластин. По окончанию прихватки арматуры накрываем второй пластиной и прихватываем ее к арматуре. Следующим прихватываем отрезки трубы с двух сторон. После чего приступаем к сварке всей конструкции. Для сборки и сварки использовал инверторный полуавтомат ESAB Caddy MIG c200i, защитный газ смесь Ar + CO² (80+20) и самую обычную (китайскую) сварочную проволоку СВ08Г2С – Ø0,8мм. Окончив сварку шибера приступил к изготовлению заслонки из листа стали 4 мм вырезал пластину 210х205 и приварил к ней кусок полосы 40х4 - данная полоса служит ручкой. После полного остывания изделия приступил к его зачистки. Зачистка заняла от силы минуты 2, так как брызги практически отсутствовали. Результат на фото Продолжение следует!!! Планирую в качестве дымохода использовать обычную трубы Ø159х4 из которой изготовил шибер и отсюда возникает вопрос к знатокам форума – является ли моя идея с обычной стальной трубой правильной или есть более оптимальные варианты для дымохода? В продолжение вчерашнего отчета по изготовлению шибера. Сегодня выдался час свободного времени и я модернизировал шибер по совету участника форума. Косынки изготовил из металла толщиной 5 мм в количестве 8 шт. После собрал все на прихватки с двух сторон Далее полностью обварил косынки и зачистил шибер от брызг. Еще раз спасибо за совет! Наконец вернулся с Москвы (курсов повышения квалификации) и приступил к продолжению своего проекта по сварке банной печи. В первую очередь приступил к разметки и вырезки будущих дверок печи на листе (1000х500х5) - лицевая сторона. Для вырезки отверстий применил незаменимый аппарат плазменной резки CUT-75. Далее следовала обработка вырезанных пластин и прорезанных отверстий УШМ. После приступил к вырезки накладок на дверцы из стали S-2мм – для дверок поддувала и поддачи и S-8мм – для дверцы топки. Вырезанные накладки просверлил на сверлильном станке для приварки накладок к дверкам. Отверстия диаметром 8 мм. Далее зажал накладки на дверки с помощью струбцин и проварил все отверстия (точечно) аппаратом Esab Сaddy mig 200i. Кстати накладки и прочие стальные мелочи я ищу в своем уголке который я называю 10-ть тысяч мелочей. Здесь можно найти много полезных железок!!! И это еще не все! Остыв после сварки, дверки были зачищены УШМ. Следующем этапом было – приварка петель. Петли все правые, но на каждую дверку свой размер (60 – поддувало, 80 – поддача, 100 – топка). Ручки (полотно) изготовил из полосы 25х4 и сами ручки заказал у токаря, соответственно на каждую дверку своя длинна ручек. В качестве крепления ручек к дверки использовал мебельные хромированные болты М-6. После установил дверки с ручками на место и приступил к изготовлению упоров из полосы 25х4 и ограничителей для ручек из арматуры 6мм. После полная обварка и тотальная зачистка УШМ. Результат на фото. Чуть позже изготовление ящика под золу. Также решил сразу изготовить ящик под золу (зольник). Для этого вырезал пластину 580х120 из 2-мм стали – днище зольника. Борта ящика по кругу нашел в своем металлоломе (размер 60х580х2,4 – 2шт, 60х120х2,4). После тщательная зачистка под сварку и сборка на прихватки. Ручку для ящика прихватил из 25 уголка. Далее приступил к обвариванию всего ящика. Для сварки использовал сварочный полуавтомат ESAB Caddy MIG 200i. Результат видно на фото. В качестве защитного газа использовал смесь Ar (80) + CO²(20) и как видно из фотографии полное отсутствие брызг!!! Последний этап как всегда – зачистка изделия при помощи УШМ Продолжение проекта в понедельник. К сожалению сегодняшний день был мало продуктивным. Выдалось всего лишь 2 часа свободного времени за которые успел выполнить следующие виды работ: 1. Разметил боковые и задний лист печки под приварку уголка для огнеупорного кирпича и чугунного колосника (рабочая поверхность уголка на расстоянии 120 мм от низ пластин). Далее произвел зачистку мест под сварку. После отрезал и зачистил два уголка 100х100 длинной 570 мм и один уголок 80х80 длинной 350мм – для задней стенки. Далее последовала сборка на прихватки (обварил полностью только торцы уголка во избежание деформации листа). 2. По окончанию сборки и частичной сварки уголков приступил к зачистки всех последующих мест подлежащих сварки. Зачистил до металлического блеска торцы листов и 15-40мм по краям с внутренней стороны печи. Также разметил на боковых и заднем листе места где будут приварен экран (320 от рабочей поверхности уголка) и днище каменки (420 мм от верха листа) если присмотреться, то можно увидеть на фото. 3. Один из главных этапов – сборка печи. Признаюсь честно, собирать такие конструкции одному крайне тяжело и порой на сборку уходит много время. Для сборки и фиксации боковин печи использовал магнитные фиксаторы (90°). В первую очередь были прихвачены боковины к передней части (с дверками) печи. После задняя ее часть. И самое главное после сборки – измерении диагонали (на удивление получилось одинаково по 785 мм). Прихватки выполнены все с наружной стороны так как внутрь печи необходимо поместить еще экран и днище каменки. Результат на фото. Завтра планирую окончить работу полностью! Сегодняшний трудовой день полностью посвятил доделки банной печи. Начал я с направляющих под зольник. Изготовил их из 45 уголка и вварил в печь. Далее были вырезаны направляющие пластины размером 590х120х4 и прихвачены под нижнюю полку уголка (колосников) После сборки всех элементов поддувала я вварил трубу (Ø 133) в пластину 600х494х8мм (пластина на которой будут лежать камни). По окончанию сварки пластина с трубой была вставлена в корпус печи на расстоянии 420 мм от верха печи и прихвачена. Положив печь на бок приступил к сварке сплошным швом пластины с трубой. Также попутно обварил уголки для кирпича и колосников с двух сторон и пластины в поддувале. Далее завел пластину 500х450х8мм (экран) через низ печи и выставил ее на кирпичи (2 с половиной кирпича). Под задний край пластины подложил куски арматуры Ø8 мм для того чтобы придать небольшой уклон тепловому экрану. Потом начался самый утомительный процесс полной обваривания всей печи. С начала проварил все швы с внутренней стороны печи (топка, экран, каменка), а после обварил наружные швы. Также приварил по верху печи опору для бака из квадрата 20х20 После было приварено дно из листовой стали толщиной 3мм. После днище было зачищено УШМ и печь приняла вертикальное положение. Собрав немного, а точнее 2 с половиной человека с горем пополам печь была спущена со стола на пол. Далее приварил распорную арматуру к трубе. Около 25 минут ушло на зачистку всей печи от мелких огрехов сварки, капель и прочих неприятных загрязнений – использовал круги КЛТ и металлическую щетку на УШМ. Завершающей стадией стало подготовка огнеупорного кирпича, а точнее шлифовка углов (под швы) и разделение 2-х кирпичей пополам – очень пыльная работа! Вложив кирпич в топку (по 5 штук по бокам и 4 задняя стенка) прижал его кусочками полосы 40х4 и приварил верх, низ. Вложил чугунные колосники и УРА ПЕЧЬ ГОТОВА!!! Примерный метраж сварочных швов: Бак из нержавеющей стали – 7,3 метра Печь из низкоуглеродистой стали – 19 метров Фото полностью собранной «Печурки для баньки» Итоговые фото изделия «главная фотография с фразой «Вебсварка и ЭСАБ», которая будет использоваться в качестве иллюстрации к конкурсной работе». Большое всем спасибо!

- 14 ответов
-
- 17
-

-
Форумчане! Поделитесь информацией по технологии производства сварных конструкций (Изготовление решетчатых конструкций, сварных балок и т.п.)