Лидеры




Популярный контент
Показан контент с высокой репутацией 14.11.2016 во всех областях
-
Отводы,отводы,отводы. П\А 1.2мм проволока Сварка на ручном "манипуляторе " всего 40 отводов с резьбой и 40 отводиков типа "улитка" Рабочее место и отводы с резьбой. "Улитки"
 18 баллов
18 баллов -
Итог выходных проведенных на улице.
17 баллов
-
здесь как бы беда http://websvarka.ru/talk/topic/4869-obsuzhdenie-svarochnykh-rabot/?p=233644 ну а тут ее решение... когда решили уже и морозы придавили... сегодня -28 градусов...
13 баллов
-
Готовимся к перетаскиванию труб потихоньку. Решил роликов наваять. Пообтачивал прут двадцатый до налазивания подшипников. Напилил полосок для плотной посадки в трубу. Понадпиливал на стройке все что под руку попадалось. В итоге стенка от профтрубы 1,2мм подошла как раз. Полоски гнул прям по подшипнику руками. Края полоски только подстучал молотком. А потом сажал в трубу молотком через пластину. Пластинки делал чуть короче что бы шов внутри трубы не стачивать. Потом на оси наварил ограничители из кузовных шайб. Правда были на 17, пришлось сварочником дырки расширять. И сварганил из пластины такую штуку с дыркой, что бы подшипник второй ставить на место. Первый ролик собран. Завтра остальные доделаю.
12 баллов
-
10 баллов
-
@Сергей samurai, К ранее сказанному и спору по поводу электродов таблицу делал для своего сведения. Тип вольфрамового электрода, состав, маркировка Характеристика Вольфрамовые электроды без специальных добавок Вольфрама не менее 99,5%, остальное примеси WP (зеленый) Чистый вольфрам характеризуется очень высокой энергией, необходимой для выхода электрона из атома, вследствие чего зажигать дугу сложнее, чем с легированными электродами. Кроме того, из-за высокой энергии выхода электрона, температура на кончике выше, что приводит к короткому сроку службы электрода. Эти электроды используются только для сварки переменным током, однако лучше их вообще не использовать. Вольфрамовые электроды легированные оксидом тория 1,8-2,2% ThO2 WT-20* (красный) Долгое время торированные электроды были наиболее часто используемыми, и поэтому превратились в стандарт, который используется для сравнения других вольфрамовых электродов. Однако, поскольку торий является радиоактивным, многие пользователи перешли к другим альтернативам (когда они появились). Торий не вредит здоровью находясь в электроде, но опасна пыль, образующаяся при заточке, которая может попасть в легкие или открытые раны. Торий выделяется в воздух и при сварке, но в значительно меньшем количестве. Поэтому следует принимать меры предосторожности при заточке и сварке. Несмотря на эти проблемы, торированные электроды по-прежнему часто используются. Они имеет низкую энергию выхода электрона, и главное, хорошо работают при перегруженности по току. Эти электроды используются для сварки постоянным током, и не должны использоваться с переменным током. Вольфрамовые электроды легированные оксидом церия 1,8-2,2% CeO2 WC-20* (серый) Эти электроды особенно хороши для сварки постоянным током с низкой силой тока, потому что они очень легко зажигают дугу и, как правило, не могут работать при таких же высоких токах как торированные электроды. Хороши для коротких циклов сварки. В частности, они широко используется для сварки очень мелких деталей. Используются для сварки постоянным током, и не должны использоваться с переменным током. Вольфрамовые электроды легированные оксидом лантана 1,8-2,2 La2O3 WL-20* (синий) 1.5-1.7 La2O3 WL-15 (золотистый) Имеют низкую энергию выхода электрона и самую низкую температуру на кончике, что способствует увеличению срока службы. Если не перегружать электрод по току, он может прослужить дольше, чем торированный электрод. Но не может работать при таких же высоких токах как торированный электрод. Используется для сварки постоянным током, а также будет показывать хорошие результаты с переменным током. Вольфрамовые электроды легированные оксидом циркония 0,7-0,9% ZrO2 WZ-8 (белый) Этот материал является наиболее часто используемым при сварке переменным током, потому что имеет более стабильную дугу, чем чистый вольфрам. Хорошо препятствуют загрязнению ванны при переменном токе. Ни при каких обстоятельствах не рекомендуются для сварки постоянным током. Вольфрамовые электроды легированные оксидом иттрия 1,8-2,2% Y2O3 WY-20* (темно-синий) Стойко выдерживают большие токи не загрязняя металл шва вольфрамом. Используются для сварки особо ответственных соединений постоянным током.9 баллов
-
8 баллов
-
Я похожее, но без привода (можно и привод поставить, как на батарейках, так и от сети, микродвигатель от микроволновки+регулятор оборотов) сделал за 30 минут. https://www.youtube.com/watch?v=YNcc-A4_co48 баллов
-
http://s00.yaplakal.com/pics/pics_preview/0/7/8/8728870.jpg8 баллов
-
Сам свари:-)
7 баллов
-
в подполье не платят по часам а компасирую мозги ну я же не буду это постить. не правильно поймут. завтра сфотаю загружу. это скажем так то что осталось в дебрях телефона. снимкам неделя варю люто бешенно https://www.youtube.com/watch?v=MzIDW2hDEtQ так валил печь в 39 страницы7 баллов
-
6 баллов
-
Говорит "офасов" мне начисть. Не вопрос, щас начищу: http://s017.radikal.ru/i435/1611/2a/3a8981c89833.jpg http://s017.radikal.ru/i412/1611/26/89b79ca82f89.jpg6 баллов
-
В продолжении темы за пресс http://websvarka.ru/talk/topic/8735-budni-svarschika-s-illiustratciiami-chast-3/page-3 ,п.№49, в частности , реализация подшипникового узла . Такое убожество делать совесть претит , хотя азиатским друзьям всё это по барабану - они именно такое сочленение и планировали . На выходных голову ломал , как это дело эстетичнее сделать . Сегодня свои намётки воплотил в жизнь . Смысл , думаю , понятен . В сборе - фиксация анаэробным герметиком .
6 баллов
-
Продолжаю монтировать отопление в цеху, будь оно неладно...
6 баллов
-
Мужики всем доброго дня ! нашел на просторах такую штуку , может кому пригодится ! http://lumberjocks.com/projects/997606 баллов
-
Мои тележки под па и аргон!
6 баллов
-
Привет Всем,дошли руки до ремонта блока.Оказалось найти панч -11проблематичней чем заварить.Сделал всё как сказал Точмаш 23, за толковый совет спасибо.С чугуном не связывался поэтому столько вопросов было.Сколько бы стоила такая работа клиенту?
6 баллов
-
Никаких будней)))) Всё хотел посмотреть как колонны, которые мы штампуем, выглядят на месте. Хочешь?! Получишь!!! - изрек босс)))))) Хоть не сильно холодно и осадков нет (пока) ;-) Точнее - никаких выходных!
6 баллов
-
Всем добрый вечер. Сегодня на даче приобрел свой первый сварочный опыт вообще, и на данном аппарате - в частности :-) . Как выбирал инвертор, от чего отказался, почему Ресанта - можно почитать вот тут Включенный и готовый к работе выглядит так http://i.imgur.com/aTI1izI.jpg http://i.imgur.com/yLQrzbN.jpg Кабеля в комплекте - масса и электродный - по 3 метра. На мой взгляд это минимально возможная длина, еще короче было бы явно неудобно для меня. Сделаны прилично, гибкие, примерно 12-14мм внешний диаметр, изоляция резиновая, марку не скажу - на самом кабеле маркировка отсутствует. Странно, что сетевой кабель инвертора - ПВХшка, непонятная экономия. http://i.imgur.com/snmGZGO.jpg Электрододержатель - терпимого (для меня) качества, к концу тестирования расшатался фиксирующий винт, пришлось подтянуть. Масса как масса, на вид и на ощупь качественная, но не из латуни, я подозреваю. http://i.imgur.com/PpdB1EN.jpg http://i.imgur.com/T4Jbp10.jpg Электроды - тройка, вот такие. Привозят из Белоруссии (вроде как http://i.imgur.com/pEgKhbZ.jpg Удлинитель - 2х2.5 в ПВХ изоляции, 15 метров размотано, 25 на катушке. Напряжение в сети - 235В. http://i.imgur.com/4a50FDx.jpg Маска-хамелеон - самая недорогая, Vertex LY500 B, 1350 руб, регулировка чувствительности и задержки имеется. Затемнение регулируется (если верить шкале) от 9 до 14 DIN. В процессе работы особых претензий не возникло, свою главную функцию - уберечь глаза - выполняет. Правда, не всегда корректно осветляет по окончании сварки - задержки бывают. Ну да мне на первых порах хватит и такой :-) P.S. Не знаю, почему, но найти с жестким оголовьем оказалось проблемно, фубаговские мне не понравились - маска на голове даже затянутая все равно играет вверх-вниз. http://i.imgur.com/bR8GT0Q.jpg УШМка - бошевская, 15-125 CIE, лучше не бывает! http://i.imgur.com/pHfRQMm.jpg Теперь о сварке. Надо было сварить лесенку из подручного материала - труба 25мм диаметра, толщина 2 мм, времени на пробные тесты не было, сразу приступил к делу. Первые пару минут электрод в руках безбожно лип Потом приноровился, отрегулировал ток и пошло понемножку. Выставил 70 ампер, полярность - обратная (+ на электроде). Что отметил в дальнейшем - такого тока оказалось более чем достаточно конкретно для этой задачи. Сперва не мог контролировать глубину провара - недоваривал, ступеньки отламывались. Потом обварил посмелее - вроде держится лесенка. "Холодный" электрод сперва подлипал периодически, но последующий розжиг - аж бегом, даже касаться не надо - поднеси и вспыхивает. http://i.imgur.com/NFDjpUd.jpg http://i.imgur.com/IqDHMHE.jpg По окончании занялся всякими тестами, решил понабивать руку. Что выяснил: Тока 10 ампер на данном аппарате вполне хватило, чтобы прихватить электродом 3-кой кусок трубы толщиной стенки 2-2.5 мм к арматуре 10мм. Правда, пришлось увеличить форсаж до 80-ти. http://i.imgur.com/0oNoy6g.jpg http://i.imgur.com/Y6CDZjX.jpg Более-менее нормально приварить смог на 24 амперах http://i.imgur.com/FrTn7FV.jpg http://i.imgur.com/MzxVTmh.jpg Поупражнялся немного, наваривая валики на арматурину. Валики наваривались начиная с 10 ампер, на самой короткой дуге, если ручка форсажа была выкручена на 80 и выше. Искр вообще не было, можно было вести электродом по металлу впритык http://i.imgur.com/lq7qPOs.jpg Резать тройкой можно было примерно начиная со 100 ампер (полоска стали 3мм и арматура 10ка) http://i.imgur.com/e5Mh0RW.jpg http://i.imgur.com/oJWflts.jpg\ http://i.imgur.com/doatqfa.jpg ...или прожечь отверстие (сталь 0.8 мм) http://i.imgur.com/ESPq8yp.jpg Потом заварил сделанное отверстие на 24 амперах, убавив форсаж до 35, водил электрод кругами, наваривая понемногу каплю за каплей. http://i.imgur.com/BzwJNt1.jpg http://i.imgur.com/IWdQb27.jpg Сварил 2 полоски стали по 3мм на 86 амперах, заметив, что металл уже начинает течь на таком ампераже, если чуть задержать электрод. Форсаж на 35. http://i.imgur.com/YRJq2P5.jpg http://i.imgur.com/5heJega.jpg Вот пока и все на сегодня. Завтра продолжу :-)5 баллов
-
@Кустарь, @vergaser, есть такое понятие как оценка качества сварочного шва. Начинается она с визуального осмотра. В результате оного выявляются видимые дефекты: наплыв, подрез, нарушение геометрии, плотность чешуек. Я сейчас постараюсь описать всё не официальным языком. Не будет никакого рентгена, если видно, что шов имеет разную ширину. Это косяк. И там уже светить ничо не надо. То же самое про подрез и наплыв. а если у тебя чешуйки разбегаются, то сам понимаешь что шов не правильный. Дело в том, что если выдержать правильный режим, выполнить все условия, и всё правильно сделать, то шов не будет иметь именно тех, видимых не вооружённым глазом косяков. Именно по этому эти косяки указывают на грубые нарушения технологии. Именно по этому всегда надо стремиться к красивому шву. Ибо он правильный и самый крепкий. Объясни пожалуйста, что значит проварил хорошо. И как это так не заморачиваться чешуйками и валиками, но проварить хорошо. Для меня всегда красивый, правильный шов, это и есть проварил хорошо. Если имеется ввиду глубина провара, то это, извините, просто повышенный ток. Который опасен не только возникновением подреза, но и появлением пор, микротрещин, повышенных напряжений. То есть всего что снижает прочность соединения. А теперь то же человеческим языком. Накрутил тока, проварил как следует, шоб держало... На самом деле увеличил зону закалочных структур рядом со швом. Еслиб не нагрел так сильно, то крупной зернистости в структуре металла было бы не так много, и он не потерял бы прочность за счёт этого. Плюс к тому по мере остывания набрались напряжения. То есть шов получился уже нагруженный, помимо той нагрузки которую ему положено нести. Про образование микротрещин по мере усадки перегретого металла говорить не будем, их там скорее всего нет, а вот образование пор на завышенном токе шло всё время наложения шва. Это ещё один минус к прочности соединения.5 баллов
-
4 балла
-
Удлинитель с катушки весь разматывай сгорит, индуктивное сопротивление при длительной работе.4 балла
-
Он впитал в себя запах денег, хотя с такой горелкой в 90-х можно было не только на ювелирке подняться...4 балла
-
https://www.avito.ru/moskva/remont_i_stroitelstvo/yuvelirnoe_oborudovanie._verstak_i_gorelka_bu_784260574- зацените стол для ювелирных работ и его цену ))))4 балла
-
Для кухни - шатер 3х3 нонейм, спальня - шатер 4х4 Camp T106, старенький уже, ждет обновления))) На полу - полиэтилен, затем фольгированный пенофлекс, потом - спальники))) Без отопления, до -15 не мерзнем.4 балла
-
понимаю конструкцию менять нельзя, но.... ещё вариант, прицеп у легкового автомобиля на шарике цепляется, использовать такой механизм центрации вполне возможно, одна пластина мёртво а другая на самоцентрации, точность 0,000004 балла
-
наглядное пособие почему не стоит покупать китайцев из низшей ценовой категории https://www.youtube.com/watch?v=4IBp_m3lea04 балла
-
Перво-наперво ,сносим с чердака все завалявшиеся моторчики.Отрезаем от них насосные части и смотрим на функциональность.Замена подшипников -ура, работают.Мастерим крепление и протачиваем вал ротора под абразивную чашку. Привод готов. Рюмка коньяка всем дочитавшим с меня...3 балла
-
Добавлю свежих картинок. Токарь выточил резьбу на трубе и сделал две гайки- одну, чтоб приварить к 100 мм трубе, другая - контргайка. Трубку для заполнения пеногенератора опущу почти до дна, чтоб при заполнении раствор не пенился.
3 балла
-
В войну Т34 вроде как под флюсом варили , современные технологии и присадки вряд ли нам расскажут. Вот есть пару снимков САУ времен войны и как мне сказали швы заводские. А вот этих два забугорных чудо -юдо, один немец а второй вроде америка клепанные и это говорит что мы сильнее.
3 балла
-
Я тоже имею такую привычку и не могу сказать что так плохо все. Похоже вас окружают одни "заборы" выполненные не сварщиками, на моих "заборах " швы в полном порядке. А страна держатся и держаться будет на швах не чуть не уступающих "забугорным" а в некоторых случаях и превосходящих их. https://www.youtube.com/watch?v=L_eufplg0zU3 балла
-
@Глобул, Ну, не знаю, швы всегда стараюсь зачищать, ну бзик у меня такой, сопли и дырки не оставлять, самому не нравится, некрасиво, эстетического удовольствия не приносит . Но на равномерность чешуек точно никогда внимания не обращал. Это не лучший пример, но просто швы редко фоткаю, больше готовые изделия . Дырдочку потом подварил и все зачистил, чтоб гладко было. Критикуйте. Только учтите, что машинка ездит до сих пор и ничего не отвалилось .
3 балла
-
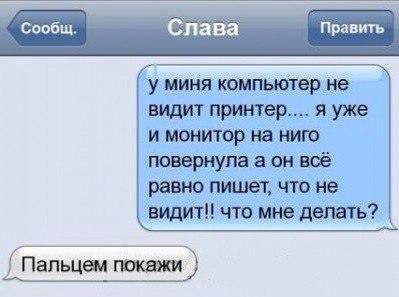
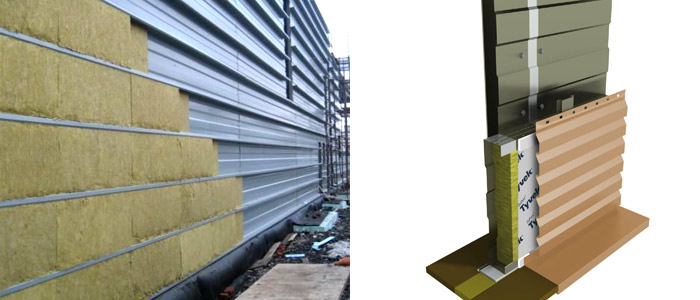
Поскольку утеплять буду не скоро, обшил так что бы пока на холодную можно было использовать. Утеплять буду снаружи. По принципу сборных сендвич панелей. На стены буду прикручивать в горизонт П образные профили из оцинковки на расстоянии равном ширине листа мин плиты. Потом вставлять в пазы мин плиту с перехлестом и еще раз профлистом. Тока листогиб себе зделаю, а то жестянка гнутая золотой стала, да и не удобно заказывать. Но это все в перспективе. Что то типа этого. Только профлист сверху будет вертикально.
3 балла
-
Бывалые помните ?
3 балла
-
Зачет. утром прочитал.. ржу до сих пор как вспоминаю. В особенности на работе, глядя на "викингов" с лопатами.3 балла
-
Уже соскучился по нормальной зиме - материковские сопли ну никак не ассоциируются с этим временем года . Не-е-е , не поеду . Помнится , из дома выходишь на работу , дунешь - воздух шипит - за -403 балла
-
@landco, "Никогда не суди о книге по обложке" Фото вашей мастерской и Ну чтоб удостоверится. Я конечно людям верю, но люблю взглянуть как и чем они работают.3 балла
-
перемычку сварил для проема под дверь в будущую лифтовую кабину. помог установить.
3 балла
-
Концовка https://youtu.be/oIoMKE6O7YE3 балла
-
http://s00.yaplakal.com/pics/pics_original/6/2/9/8723926.jpg http://s00.yaplakal.com/pics/pics_original/1/3/9/8723931.jpg http://s00.yaplakal.com/pics/pics_original/7/4/9/8723947.png3 балла
-
@vergaser, Все так. Если не требовать от него способностей Sata MiniJet, то качество должно устроить. У меня по ним не очень большой опыт, однако успел усвоить один нюанс... Китайские уплотнители таких пистолетов весьма капризны. Мало того, что живут они недолго (по меркам нормальных краскопультов), но еще и не любят особо агрессивные растворители. К примеру вот такой девайс: зовется Крафтул и держит 646-ой растворитель более менее, а перед ним была копия ..разве что цвет синий..так тот быстро потек со всех щелей... На выходных таким выеживался, подновляя диски жене на авто. Немецкие производители как-то не готовились к соленым зимам, пришлось чистить, травить, грунтовать и красить в 2 хороших слоя - коррозия сплава именно изнутри, а не снаружи через лак. Теперь хоть грузики клеятся как мертвые2 балла
-
Кот обормот -если это решало мою проблему сварил-бы. Завидую тем у кого руки под это заточены и время хватает2 балла
-
Жизненно. П\А Готовить металл к сварке не обязательно,если умение позволяет можно хоть по какашкам варить. Толщина металла 30мм. Разделка двухсторонняя. Деффекты на глубине 18-23мм.
2 балла
-
Здравствуйте! Продолжаю собирать инструмент, купил настоящие стуловые тиски, 38 кг, губки одной нет но это фигня, главное не вареные, загрунтовал покрасил, доделал вчера привод к компрессору, сегодня датчик давления пришел, поеду сейчас заберу и самое главное-я нашел и уже купил наковальню 100 кг в отличном состоянии за 6000 рублей, правда ее еще не забрал, 350 км от меня, завтра поеду забирать.2 балла
-
Согласен , по большему счёту , с оговоркой - когда за плечами есть немного опыта , чтобы пренебречь этими "мелочами" . Про зазор . Хоть ГОСТ и предполагает сварку без разделки на толщинах до 5мм , на практике - это ,мягко говоря , бред . 4 - и то сомнительно . 3-3,5 на поворотном стыке , без обратного валика ( 0 усиление ) - реально и без проблем . С зазором . При больших толщинах - это проблемно , но решаемо ( но в разрез с ГОСТом ) . Квалификации не хватает - не буду спорить , но такие вот мои наблюдения . Совет . Определить для себя токи , проплавление , их соотношение с зазорами и толщинами в разных пространственных положениях . Стабильные св.материалы . Потом вариации по всем параметрам . Человек , который слегка набил руку , может быстро адаптироваться под нестандартные условия - он сразу поймёт , куда акцентировать внимание - источник корявенький , электроды текут , сила тока до комфорта не дотягивает и т. д . Начинающему , столкнувшись с одной из проблем , будет трудно оценить косячность ситуации , поэтому надо свести к минимуму все негативы .Зазор маловат - я это решу кучей вариантов , в зависимости от "настроения" - результат будет одинаков , а вот новичку этот контроль будет не слишком подвластен . Поэтому и стоит ему начинать с самых азов . Подготовка , зазор , разделка , ток . На толщинах до 4мм под РДС - или зазор 1,5 - 2,5мм , или разделка на 1/3 толщины с небольшим зазором ( опытным путём в зависимости от толщины ) . Свыше - в зависимости от зазора или разделки - либо играть притуплением , либо зазором .2 балла
-
Случайно наткнулся. Гончар сварочный . У него целый канал. Много чего есть интересного. https://www.youtube.com/watch?v=ah-3qMXOfzo ещё https://www.youtube.com/watch?v=ad0E13Mcd582 балла
-
@AlekseyGolovin,В 95-ти процентах случаев успех в каком-либо деле определяется отнюдь не природным талантом. Что же, в таком случае, должен делать человек, который задался целью стать лучшим? А вот что: Практика! 10 000 часов практики Вам предстоит потратить на оттачивание мастерства уйму времени, но само по себе количество часов тренировки ещё ничего не решает — занятия должны быть вдумчивыми и приложить надо максимум усердия. Принцип «солдат спит, служба идёт» тут не годится. «Правильная» практика предполагает правильную постановку цели, достижение определённого прогресса каждый день и бесчисленные упражнения для совершенствования навыков. Если вы хотите преуспеть, будьте к выбранному вами делу как можно ближе. Хотите быть боксёром? Молотить грушу недостаточно. Необходимо выходить на ринг и бороться с реальным противником. Не будьте пассивным. Пробовать себя намного результативней, чем просто наблюдать и анализировать. Практика это не просто повторение. Будьте беспощадны к себе и продолжайте совершенствовать все составляющие, необходимые для избранного дела. Уединяйтесь. Самые лучшие специалисты чаще всего оказываются интровертами. Почему? Да потому что для вдумчивых занятий необходимо уединение. Даже для людей, которые работают в команде, личная практика жизненно необходима. Тренируйтесь как можно больше. Пройдёт не меньше восьми недель, прежде чем вы преодолеете начальный уровень компетентности, и примерно 10 лет понадобится, чтобы стать настоящим специалистом. Знайте свою «золотую середину». Лучше всего, когда из всех ваших попыток успешными оказываются 50-80 процентов. Если их будет меньше, то могут опуститься руки, больше — есть опасность расслабиться. Будьте упорны в достижении цели Вы никогда не преодолеете порог в 10 000 часов тренировок, если всё бросите. Это очевидно. Учёные, которые изучали успехи людей, совершенствующихся в разных областях и в разных условиях (от самых престижных университетов мира и военных академий до детских конкурсов правописания) уверяют, что упорство для успеха важнее IQ. И вы должны рассчитывать, что путь к заветной цели будет долгим. «При одном и том же количестве практики группа, занятия которой были рассчитаны на долгий срок, превзошла «краткосрочную» группу по степени мастерства на 400 процентов«. Найдите хорошего наставника Вам нужен кто-то, кто не даст вам спуску, кто быстро укажет на ошибки и акцентирует ваше внимание на главном. Лучшие тренеры пользуются принципом «Объяснить, показать, копировать, исправлять и повторять». Сосредоточьтесь на том, что не получается Выискивайте недостатки в собственной работе и учитесь на своих ошибках. Новички любят, когда их хвалят, потому что это позволяет им сохранять интерес к работе. Настоящие специалисты фокусируют внимание на негативных отзывах, потому что постоянно ищут возможности для самосовершенствования. Особое внимание к собственным неудачам — одно из непременных качеств, отличающих склад ума истинного профессионала. Сконцентрируйтесь на развитии Всегда старайтесь сделать лучше, а не просто хорошо. Если вы ставите себе целью сделать сегодня лучше, чем было вчера, то и мотивация ваша будет повышаться. Задачи становятся раз от раза интереснее, наполняя вас новой энергией. Имейте в виду, что перфекционизм, когда он направлен на внутренние цели, отражается на вашем мастерстве положительно, а когда на одобрение окружающих — отрицательно. Обратная связь Вам необходимо знать, что даёт результат, а что — пустая трата времени, чтобы вы могли скорректировать ваш курс так быстро, как это возможно. Этот отклик вы можете получить от начальника, от секундомера или компьютерной программы — используйте любую возможность, чтобы оценить свой прогресс. Оно того стоит Очень важно помнить, что вы практикуетесь не в вакууме. Напряжённые тренировки — это сложно и трудно, но со временем они приносят всё больше удовольствия. Заниматься своим делом — самое мощное средство для достижения счастья. Тому есть множество подтверждений.2 балла
-
Продолжаю "долгострой" - пресс для обуви . Очень нужно , очень быстро , винт на днях подвезём . Две недели везли . Поводки если и есть , то крайне не значительные - на место всё встало идеально . Полную сборку позже выложу , на неделе постараюсь доделать - работы не в проворот Удар по семейному бюджету . Задавил скрепя зубами зелёную жабу . Когда был последний раз в этом магазине - цены были несравненно ниже и сумма покупки очень озадачила супругу - я ей пел немного про другую сумму -
2 балла
-
Начинает холодать,пошли "самовары"Интеркуллера несут на ремонт.Шноркеля изготавливаю.Мелкие ремонты прицепов.
2 балла