Лидеры




Популярный контент
Показан контент с высокой репутацией 28.11.2015 во всех областях
-
http://cs7002.vk.me/v7002688/f6ae/6H839M4DzRg.jpg9 баллов
-
Осталось самая малость :
 8 баллов
8 баллов -
История.
7 баллов
-
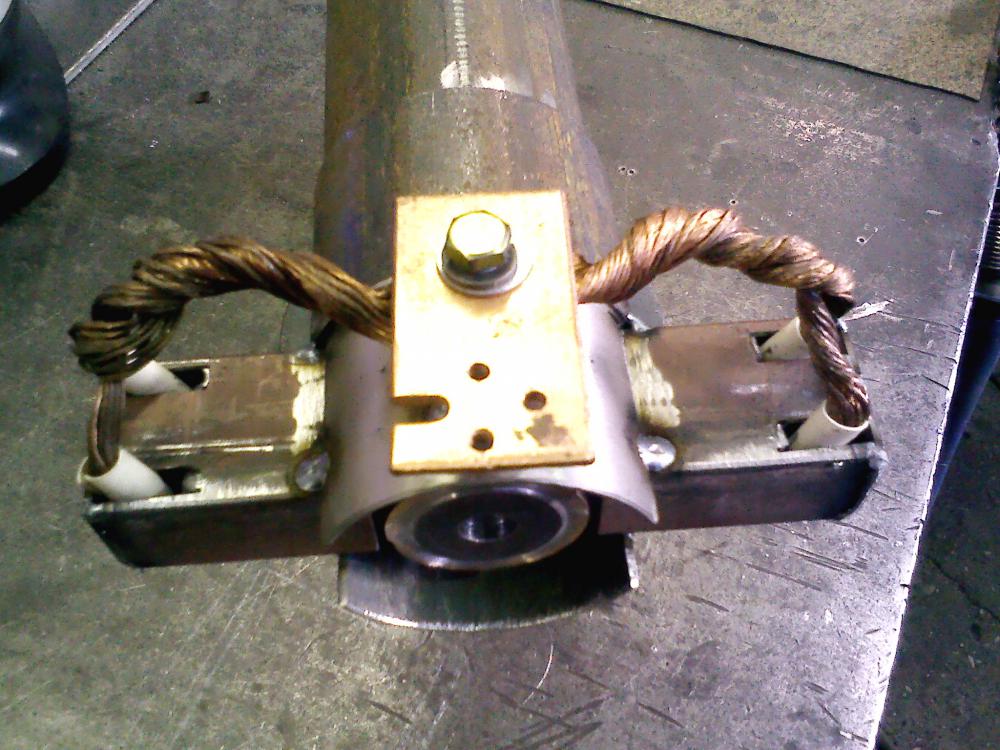
Поделки простые, не художественные, просто мои. Может кому пригодится, может кто мимо пройдёт. Из деревни пара поделок. Сваты мои там живут, ну и брат зятя, для него всё и делал. 1) Рес для холодильного компрессора; Никаких примудростей и автоматики, тупо аварийный клапан и ручная накачка, плюс возможность отцеплять от компа. И как оказалось это очень оценили соседи. То у прицепа колесо подкачать, то на разобранной машине продуть что нить, да и просто запас воздуха не лишним бывает даже для себя - приспускает колесо на тачке. Рес люминевый, весу почти нет. Деревня зимой + родственник энергетик-электрик в колхозе, к подарку ещё такой фонарик сколхозил.... Подарок Фонарик Ну и как он светит. Просто темнота . Луч света в тёмном царстве...
5 баллов
-
5 баллов
-
Сварщики-существа непредсказуемые,хотим творим,хотим вытворяем.Затянула авиатематика,и чтоб унять "зуд" в руках,сделал сувенир.Нарисовал эскиз,вырезал лекало,и перенёс на металл.Использовал остатки труб.
5 баллов
-
Какое-то безграмотное заявление\определение. Смешались кони люди... Вы путаете 2 совершенно различных способа соединения металлов. Если вы вспомните "школьный" курс, то единственным основным различием у этих процессов является то, что пайка- разьемное соединение, а сварка неразьемное. Преимущества и недостатки есть у обоих способов. Так-же оба способа не могут полностью заменить друг друга. Ваше заявление равнозначно заявлению - "вилка удел лохов, ей нельзя есть суп, поэтому всё надо кушать ложкой". Многие вещи просто невозможно сделать методом сварки, например напаять напайку на сверло или резец, собрать магистраль высокого давления где трубка - медь а хвосты нержа, сварить электронную печатную плату тоже не получится и таких примеров сотни и тысячи. И то что температура плавления припоя меньше чем температура плавления основного материала это тоже огромный плюс, в особенности когда надо спаять две тонких латунных трубки твердым припоем например... Серебром это делается на "раз", а со сваркой вы туда даже близко не подойдете. И оно-же незаменимо когда собранное изделие нужно разобрать без разрушения онного. Всё, что есть общего у этих методов - это словосочетание "соединение деталей", а в остальном это два незаменимых и уникальных процесса которые никак не взаимоисключают друг друга, а при правильном применении еще и прекрасно друг друга дополняют. Примером будет та-же фотография которая была в предыдущей теме. Надо было срочно сдавать радиатор с самодельным бачком, а токарей не было на работе, решение элементарно - "паяем латунную горловину к алюминиевой пластине, а пластину ввариваем в бачек"... Без пайки данная манипуляция была бы просто невозможна и изделие не было бы сдано в срок. Поэтому не нужно мешать методы и способы соединения деталей в кучу если вы в них не совсем разбираетесь, путь будут "мухи и котлеты отдельно". Паянные соединения при соблюдении всех норм и правил применяемых к данному типу соединения имеют обычно прочность выше, чем прочность деталей которые они соединяют. За исключением случаев когда меньшая прочность допускается нормативной документацией.... Может быть вы просто не умеете правильно паять?
4 балла
-
Навеяло: Хорошо, но если ты скажешь "довольно" - всё твоё золото превратится в черепки(с.)http://www.smailikai.com/smailai/26/smailikai_com_01(190).gif http://cs6.pikabu.ru/images/big_size_comm/2015-06_1/14333935102017.jpg4 балла
-
Сила воли.4 балла
-
Немного не в тему, "варить" немного научился.Вопросы задавал как на форуме,так и в личке.На многие получил доброжелательные ответы.Паять, если припрет тоже научусь.С нуля любое дело начать тяжело.Реально нужны советы профи.Продуктивный спор тоже считаю полезным.Некоторые новички стесняются задавать вопросы, боятся критики, хотя тема интересная.Вы это должны понимать, а не препираться...Давайте учите (шутка)...3 балла
-
Просто ваши возможности удивляют, поэтому бы хотелось увидеть не только слова, а и фотографии. Вы будете наверное первым человеком в РФ который приварил аргоновой горелкой, умудрившись протиснуться между сотами, трубную доску радиатора к соте. Я вот например так не могу и не знаю ни одного случая подобной сварки. Поэтому прошу показать в натуре данную работу выполненную вами.3 балла
-
Чего греть-то? Думаю без проблем завариться. Я бы делал через полосу 10-15 мм и варил изнутри. Не забудь про поддув, он 50% успеха.3 балла
-
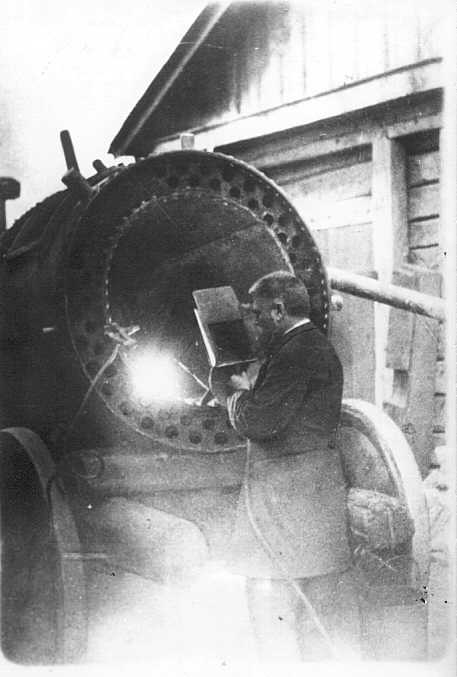
Николай Николаевич Бернадос за сваркой котла на заводе своего тёзки Николая Николаевича Струка. СПб, 1887
2 балла
-
Не согласен. Последние тенденции.
2 балла
-
Особенно если учесть, что эти трубки впаиваются в трубную доску на заводе методом капилярного заполнения выполняемым либо окунанием в расплавленный припой, либо пайке в печи при помощи пасты флюс\припой.2 балла
-
@n_burn,Смесь лучше, но для "домашнего творчества" и углекислота пойдет...2 балла
-
ВлаДон Какой тут нафиг спорт Это утилитарник с 4т мотором и 50й гусеницей под 400кг. Есть еще пантера турист на 38й гусянке чуть легче порядка 350 кг Используются они в основном для рыбалки/ охоты. Снегоходы тяжеленные а передняя подмоторная часть слабоватая..... Даже не сами лонжероны а именно место где они примыкают к тонелю. И если Енисей и/или Мана плохо встали (как в этом году) то к январю февралю попрутся по аргонщикам.2 балла
-
Как всегда нету знакомых сварщиков2 балла
-
За 2 вечера не подружишься процесс требует гораздо большего времени. Можно и ацетиленом и пропаном греть, что конкретно паяешь?2 балла
-
Автор Taymir76. http://websvarka.ru/talk/topic/408-nauchite-polzovatsia-poluavtomatom/?p=32434 https://youtu.be/FoW7iHfig502 балла
-
Пожалуйста, пишите мне в личку свой номер телефона. Я всем перезвоню. Заранее спасибо.2 балла
-
вспомнили шалавливые ручки после каторжных работ, правильный код2 балла
-
http://cs7002.vk.me/v7002517/101ed/kghpbUu25Jk.jpg http://cs7002.vk.me/v7002746/100da/5QxP5mQVn4E.jpg http://cs7002.vk.me/v7002138/101c7/Qf0X37QQHsI.jpg http://cs7002.vk.me/v7002907/10049/H46DN1nDRTU.jpg2 балла
-
1 балл
-
Спасибо много полезной информации. Нет ни одно и тоже 34А это высокотемпературная пайка алюминия сплава не превышающего 1.5 магния, АФ4А это именно сварка с возможностью сваривать разнообразные сплавы и пару месяцев назад я общался с технологом с этого завода где флюсы производят и сказал ему что редко попадаются такие сплавы которые не сварить адс, он объяснил это тем что в составе сплава имеются компоненты которые имеют температуру плавления и остывания меньше или больше алюминия градусов на 150 создаётся слишком большая разница при остывании ванны и металл лопается, этот флюс может раскислять эти компоненты не только при газовой сварке но при аргоннодуговой. Вот и жду теперь когда мне такая деталюха попадётся снова что бы попробовать.1 балл
-
Это кто ж сказал что фигня, я тоже варю такими же причандалами для сварки, имею припой 1827 и флюс к нему, но ввиду дороговизны этого припоя использую крайне редко. Вас не просят о чём то сверхестественном покажите швы между сот кулера и всё. Да, и по поводу видеофиксации, по фото здесь судят о компетентности мастера, что он может, да и реклама дополнительная1 балл
-
Плохо Алексей не знаю как Вас по отчеству...Обмен мнения "без перехода" очень даже полезен...Тоже с удовольствием научусь паять...1 балл
-
Всё просто мы не используем мягкие припои в своей работе ввиду их малой вибрационной прочности и повышенной требовательности к физической подготовке стыка, так называемые отбортовки, напуски для создания равнопрочного соединения.1 балл
-
Теоретически если контроля фаз до моста ларионова нет, то можете включить плазму в сеть на одну фазу 220в через повышающий трансформатор 220-380 а 380 подать на плазму на любые входные два фазных провода. Если мостик стоит с троекратным запасом по току на фазу, то сможете получить полную мощность. Или у вас 3 фазы 220В? А Вы кстати представляете толщину проводов для 220В чтобы снять с одной фазы 18Квт и габариты трансформатора? Если вы можете снять 100А с фазы на 220в, то почему не использовать 3*380В. Логически у вас по любому не может быть только 220В для тока в 100А, с такими токами у вас однозначно- 3х фазный ввод минимум 40кВт если вы можете себе позволить воткнуть 18Квт на одну фазу. Вы явно чего-то недоговариваете.1 балл
-
Изготовил Nail02.http://websvarka.ru/talk/topic/3318-svarog-mig-200y-moj-pervyj-pavtomat/?p=68697
1 балл
-
Хочется всетаки научиться так как это делали еще лет 48 назад, дешего и сердито. А кастолин не напокупаешся за такие деньги, хоть я и не узнавал сколько флюс стоит но прутки очень дорого выходят. АФ4А я взял за 978 рублей кг.1 балл
-
@krech, мне думается аргон это. На черной стали проверьте, скорее всего ванна будет кипеть.1 балл
-
О,тема ожила... хотя производитель LB-52U,УОНИИ13/55, и многих других хороших электродов, которые типа запрещают сварку на спуск своими СМ-на практике данный способ имеет право на жизнь при соблюдении некоторых условий-количество дефеКтов не выходит за нормативы РД,сварщик владеет техникой сварки на спуск конкретным видом СМ,РД прямо не запрещает подобный способ( если конечно технадзор не спалит за подобным действом на месте), соединения без проблем проходят оговорённый в РД контроль.. - и в общем-то нет проблем..1 балл
-
Доделал-таки своего монстра . Вид , конечно , брутальный , но главное , чтобы работал . Не стал заморачиваться изолированием контактного разъёма от корпуса - не такая уж серьёзная конструкция . "Корм" , естественно , подножный
1 балл
-
ООО Инженерно Строительная Компания(Санкт-Петербург).Кидалово полнейшее.Работают нынче на строительстве жилмассива Золотые Купола.Работа сдельная(по отоплению) .Сладко стелют,но жёстко падать.При попытке получить расчёт начинаются угрозы и мат.Договора не хотят заключать.Не ведитесь на их сладкие посулы.Они считают,что в связи с кризисом сварщиков на их век хватит.особо не слушайте прораба по имени Стас1 балл
-
Полярность поменяйте.1 балл
-
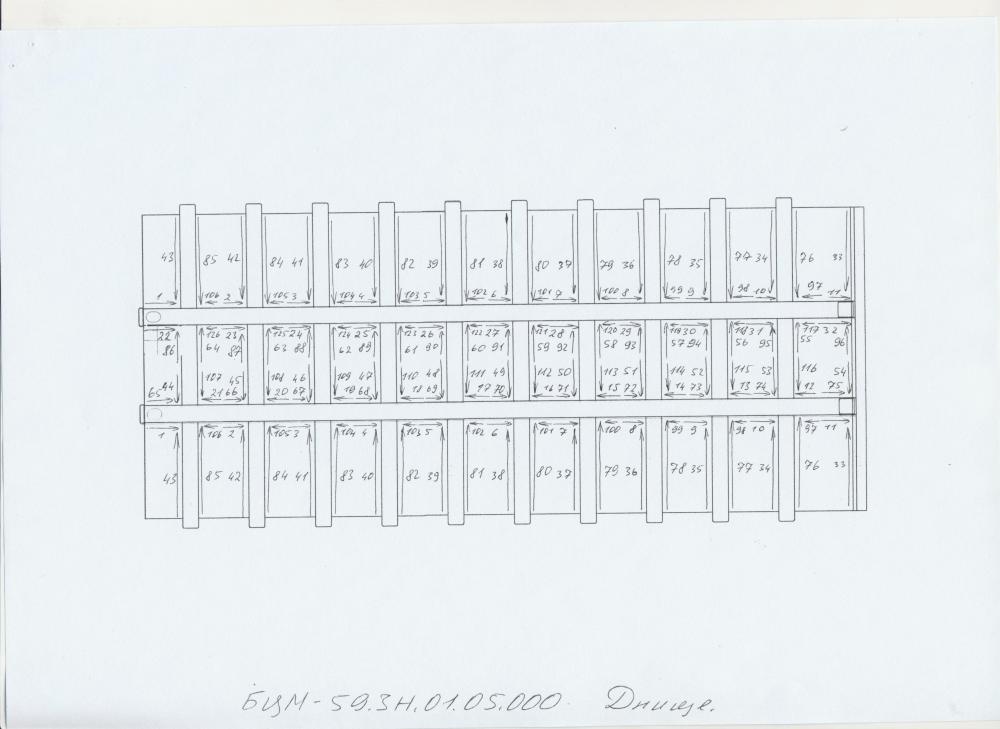
Сварка разнородных цветных металлов Сварка алюминия и его сплавов с медью Кроме значительного различия физико-химических свойств алюминия и меди, сварка этих металлов затруднена образованием хрупкой интерметаллидной фазы. Обычно сварку выполняют вольфрамовым электродом в аргоне и по слою флюса. Для улучшения процесса сварки на медь после ее очистки необходимо наносить слой покрытия, который активирует поверхность более тугоплавкого металла, улучшает смачиваемость поверхности меди алюминием. Наилучшим является цинковое покрытие толщиной 50-60 мкм, наносимое гальваническим методом. Технология сварки алюминия с медью такая же, как и алюминия со сталью, т. е. дугу смещают на более теплопроводный металл, в данном случае на медь, на 0,5-0,6 толщины свариваемого металла. Прочность соединения равна прочности технического алюминия (8-10 кгс/мм2), удельное электросопротивление шва несколько выше (0,037 Ом-мм2/м), чем у алюминия (0,0313 Ом-мм2/м). Сварные соединения не меняют свою прочность при длительном нагреве до температуры 150 град. С. При более высоком нагреве прочность соединения падает в связи с резким увеличением слоя хрупких интерметаллидов. На границе соединения со стороны меди образуется прослойка интерметаллидов (GuAl2) толщиной 3-10 мкм, со стороны алюминия полоска твердого раствора меди в алюминии такого же размера. Микротвердость прослойки интерметаллидов, примыкающих к меди, достигает 450-550 кгс/мм2. Наличие этой зоны обусловливает относительно низкую прочность соединения. Если толщина интерметаллидной прослойки меньше 1 мкм, она не влияет на прочность соединения. Прочность соединения, так же как и в сталеалюминиевых соединениях, повышается при легировании металла шва кремнием (4-5%) и цинком (6-8%), так как эти элементы подавляют рост интерметаллидной прослойки. Для обеспечения стабильной прочности сварных соединений по свариваемой кромке меди необходим скос под углом 45-60 град. При сварке меди Ml с аллюминием марки А5 по слою стандартного флюса, применяемого для сварки алюминия (АН-А1) при толщине металла до 20 мм, используют проволоку марки АД1 диаметром 2,5 мм. При сварке электрод необходимо смещать от скоса на 5-7 мм в сторону меди. При сварке по слою флюса прочность сварного соединения равна 7-8 кгс/мм2, электропроводность сохраняется на уровне электропроводности алюминия. Сварка алюминиевого сплава с титаном ОТ4Обычно применяют аргонодуговую сварку вольфрамовым электродом, перед которой кромки титана очищают от а-слоя и загрязнений и алитируют в чистом алюминии при температуре алюминия 800- 830 град. С в течение 1-3 мин. В этом случае период образования соединения между алюминием и титаном меньше, чем период ретардации, и хрупкие интерметаллиды по линии соединения не успевают образоваться.Кромки предварительно разделывают(V — образная разделка) До сварки на алитированные кромки наплавляют слой чистого алюминия (5-8 мм) с использованием проволоки марки AB00 диаметром 5-8 мм. Соединение сваривают обычным методом, как алюминиевый сплав. Предел прочности сварного соединения сплавов ОТ4 + АМг6 зависит от слоя алюминия и составляет 11-27 кгс/мм2, угол изгиба 17-30 град. Сварка титана с медью и ее сплавами Сварка затруднена большим различием свойств и образованием хрупких интерметаллидов. Наиболее успешна сварка плавлением при использовании промежуточных вставок из специально выплавленных сплавов титана, легированного молибденом, ниобием или титаном, которые понижают температуру превращения al;P и обеспечивают получение однородного титанового сплава со стабильной структурой, не очень отличающейся от структуры меди. Можно использовать комбинированные вставки из сплавов Ti + 30% Nb и сплавов ВТ15. Эти сплавы при сварке с медью МЗ обеспечивают предел прочности соединения 22-22,5 кгс/мм2 и угол изгиба 140-180 град., а при сварке с бронзой 26-28 кгс/мм2 и угол изгиба 100-160Q. В прослойке по линии соединения твердость достигает 470- 480 кгс/мм2 при твердости бронзы БрХ 0,8 120 кгс/мм2. Сварка ниобия, тантала и молибдена со сталью и сплавами цветных металлов Принципиальная возможность сварки ниобия, тантала и молибдена со сталями и цветными сплавами частично показана выше, так как эти металлы используют в качестве промежуточных вставок при сварке титана со сталью, алюминием и медью. Тантал и ниобий по свойствам близки к титану и при сварке с ним образуют твердые растворы без хрупких соединений. Ниобий также удовлетворительно сваривается с медью и медными сплавами, с которыми образует ограниченные растворы. Тантал с медью растворов и соединений не образует. Обычно применяют бериллиевую бронзу БрБ2. Сварку выполняют вольфрамовым электродом в среде инертных защитных газов, часто в камерах с контролируемой атмосферой и электронным лучом. Сварка биметалловВ настоящее время известно применение биметаллических заготовок из углеродистой и коррозионно-стойкой стали с алюминиевыми сплавами, из стали и медно-никелевого сплава МНЖ 5-1, из стали 12Х18Н9Т и титанового сплава ОТ4, ОТ4-1 для сварки разнородных металлов. В биметаллическом прокате из углеродистой и низколегированной стали и алюминиевых сплавов АМг3 и АМг6 соотношение толщин в пакете 1 : 1 и 1,5 : 1. Алюминиевый сплав соединяется со сталью при прокате по подслою из чистого алюминия. Предел прочности биметалла на срез 7-9 кгс/мм2 и на отрыв 10-15 кгс/мм2. Прочность сварного соединения в большой степени зависит от прочности сцепления слоев биметалла и, следовательно, от площади биметаллической вставки. Однако неконструктивность узлов соединения и отсутствие средств контроля качества сцепления слоев биметалла часто приводят к тому, что соединения этого типа не обладают вакуумной плотностью. Для предотвращения появления хрупких интерметаллидов внутри биметалла при нагреве в процессе сварки необходимо строго выдержать режим сварки. Для биметалла толщиной 10- 12 мм рекомендуется следующий режим: со стороны алюминиевого сплава аргонодуговая сварка вольфрамовым электродом на режиме I = 140 −160 А; Uд = 14 — 18 В; v св = 6 −7м/ч; со стороны стали сварка в СО2 на режиме I= 100 — 130 A, Uд = 18 — 20 В, v св = 17- 20 м/ч. Наиболее вероятно образование хрупких интерметаллидов в биметалле СтЗсп, 12Х18Н9Т и сплава АМг6 при нагреве линии соединения выше температуры 450 град. С. При нагреве до температуры 550 град. С и выше биметалл расслаивается. Рекомендуется сварку начинать со стороны алюминия и после охлаждения всего узла — со стороны стали.
1 балл
-
Поищите в сети близлежащих торговцев пенетрантом , он сразу выявляет трещины.1 балл
-
А чо это вы тут делаете? http://www.yaplakal.com/html/emoticons/kot.gif http://cs540100.vk.me/c625827/v625827253/80d8/MU1W2TZYTmM.jpg1 балл
-
Приветствую всех. За время моей трудовой деятельности пришлось два раза столкнуться с желанием руководства автоматизировать процесс сварки. И более того, руководить вводом в эксплуатацию данного оборудования. Первый раз, была поставлена задача ввести в эксплуатацию установку автоматической сварки днищ самосвалов (составление технического задания и проектно-конструкторские работы были выполнены при предыдущем главном сварщике). Днище самосвала представляет собой конструкцию, состоящую из листа собственно днища и рамы усиления, состоящей из 2 продольных лонжеронов, поперечин и фартука. Установка состояла из сборочного стапеля и двух сварочных стапелей, над которыми двигался портал, на котором были установлены две каретки с головками для полуавтоматической сварки в смеси 80% Ar + 20%CO2). По задумке заказчиков, установка должна была работать в полностью автоматическом режиме, то есть, настроили её и дальше оператор только заготовки подавать должен был. Интерфейс установки был выполнен по принципу обучения системы (то есть, подводишь горелку к точке и запоминаешь это положение, затем установка идёт по точкам). Всвязи с тем, что фирма - проектировщик не учла необходимость корректировки положения горелки относительно стыка в процессе сварки, установка начала выдавать брак. Так как из-за колебания точности сборки в пределах допуска, горелка не приходила в нужную точку. В автоматизированных системах наведение на стык осуществляется в ручную оператором, либо перед сваркой каждого узла (если геометрия изделия - проста и мало точек корректировки), либо в процессе сварки (крутим регулировочный винт), если наблюдение за зоной сварки не затруднено. На данной установке оператор не мог нормально наблюдать за обеими горелками сразу (да и регулировочные винты пришлось бы ставить в зоне движения портала), а ручная корректировка точек перед сваркой каждого изделия занимала около 2 часов, при сварке изделия - 1,5 часа. Так, что даже переход на автоматизированный режим работы не решил проблемы - установка пошла на слом. Во второй раз (на другом месте работы) пришлось внедрять в производство 2 роботов для сварки деталей трубопроводов (отводы сварные секторные и тройники). Подготовку технического задания и проектно-конструкторские работы провели опять без моего участия. Интерфейс робота так – же выполнен по принципу обучения системы. Дополнительное оборудование, которое позволяло бы корректировать положение горелки относительно сварных швов перед сваркой или в процессе сварки заказано не было (да и стоимость только этого дополнительного оборудования + услуги за сложнейшую настройку сопоставима со стоимостью робота). В ходе ввода в эксплуатацию возникла та же проблема – при колебании сборочных размеров изделий в пределах допуска, сварка идёт с браком (шов не попадает в стык). В этом случае, удалось решить проблему переходом от полностью автоматической работы в автоматизированный режим (то есть оператору, вместо того, чтобы просто устанавливать и крепить заготовку пришлось корректировать в ручную положение каждой точки траектории). Этот режим стал возможен только благодаря уменьшению количества точек корректировки (иначе время корректировки могло бы быть много больше времени сварки). Поэтому, хотелось бы обсудить с вами, как со специалистами другие методы решения данной проблемы. Может кто-нибудь сталкивался с подобными проблемами? Кроме того интересно, приходилось ли кому иметь дело с системами автоматического сканирования стыков перед сваркой или в процессе сварки, с автоматической корректировкой положения горелки при сварке?
1 балл
-
Все зависит от металла. Если 2мм (последняя работа), в зависимости от положения: база 45, пик 55-60, старт 80, 2.4 Гц, 40-50%, инд 8-9, спад 45, отжиг 0.15, ... Есть видео, http://www.youtube.com/watch?v=CNoPxtJBYHE&feature=player_detailpage1 балл
-
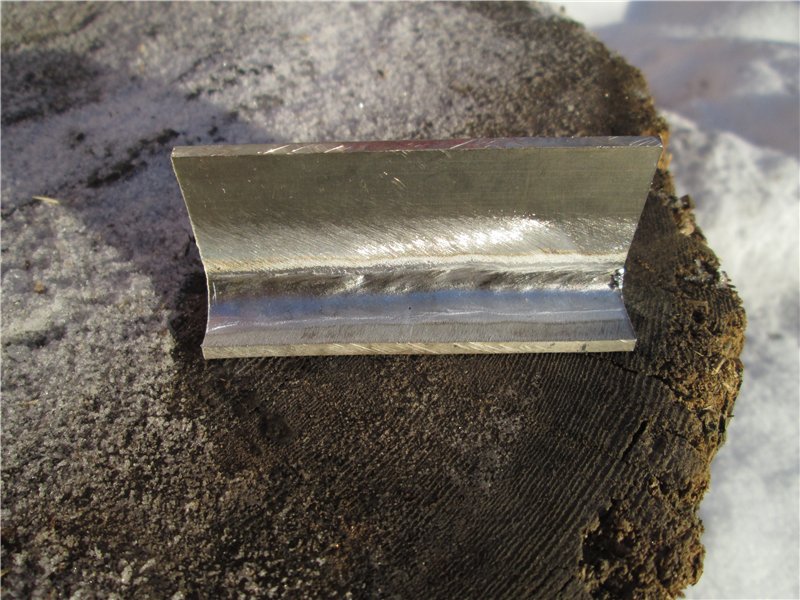
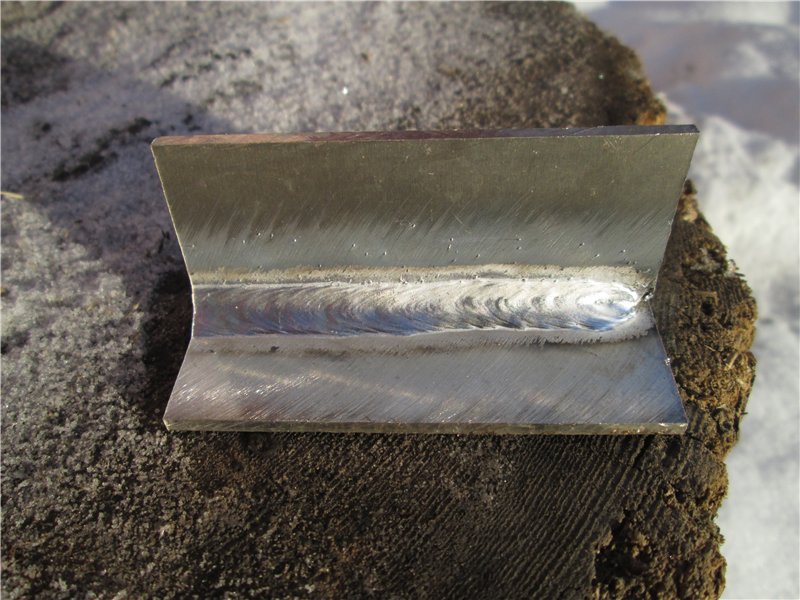
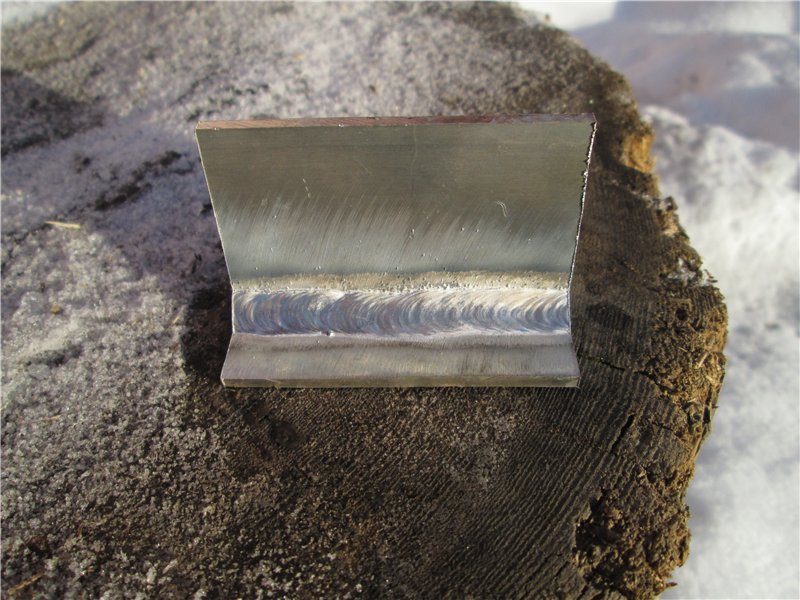
Швы - 80\20
1 балл
-
Да , согласен, варить не на том току с такой проволкой, конечно не стоит. Просто все ради эксперемента, один форумчанин спрашивал у меня по поводу сварки именно кузовщины на нем. Проволки 0.6 у меня не было и ролик искать и менять небыло времени, поэтому просто проба сварки минимальными настроиками кузовщины проволкой которая уже стоит. Еще видео постараюсь залить там сварка на 80 амперах металл 5ка. Там он уже ведет себя куда правильнее и шов красивее и аккуратнее. Я постараюсь попробовать поставить на него проволку 0.6 мм и снова попробовать варить кузовщину. Самому интересно как он будет себя вести, и какой шов получится. Если кондеров мало в нем может попробовать их добавить ? Вот фото сварки 5ки на 80 амперах.
1 балл
-
@Fantwow, вот эти запчасти похожи на те, что на вашей горелке? Должны по отдельности продаваться.
1 балл
-
Дима вот ещё с пульсом и суперпульсом швы. Просто в пульсе; Суперпульс 0,2сек Суперпульс 0,2 сек до середины с задержкой , после без задержки Суперпульс 0,3 сек с задержкой Суперпульс 0,2 сек Суперпульс 0,5 сек h Суперпульс 0,5 сек с задержкой
1 балл
-
Ну вот мои первые изделия. Два теплообменника для тепловой пушки. Сварил за один день. Очень быстро и спокойно. Плазму таскал таскал, потом понял что плазмотрон можно просто нечаянно отломать от аппарата наступив на него. Так не пойдет, и я её прицепил к стене. Теперь драгоценное место в гараже не страдает и нет вероятности повредить плазморез... Тележка под полуавтомат оказалась очень удобной. Спокойно по всему гаражу можно таскать и парковать. Думал что с появлением полуавтомата, РД и в руки брать не буду, но как я понял - все должно быть на своем месте. Тонкий металл, прихватки, проф. труба, тонкая работа - полуавтомат вне конкуренции. Ну а металл от 3мм и выше быстрее, красивее, аккуратнее, и привычнее РД. Плазморез отдельная тема, благодаря ему теперь скорость изготовления какой нибудь печи, выросла в трое !!! Не нарадуюсь при работе. Сам в шоке от удобства этой штуки. Вещь просто незаменимая ничем..., если только более мощным собратом.
1 балл
-
@sergei2912,да. желательно,но не обязательно. просто комфортнее и удобно (лично мне) и антипригарным аэрозолем желательно спрыскивать.1 балл
-
@Сергейб3, ты то знаешь сколько стоит контроллер Атмега, мож напишешь здесь? Не хочет Сергей делится информацией. Тогда цена остаётся прежней, микроконтроллер Атмега стоит - 100руб. При опте - 60 рублей за штуку.1 балл
-
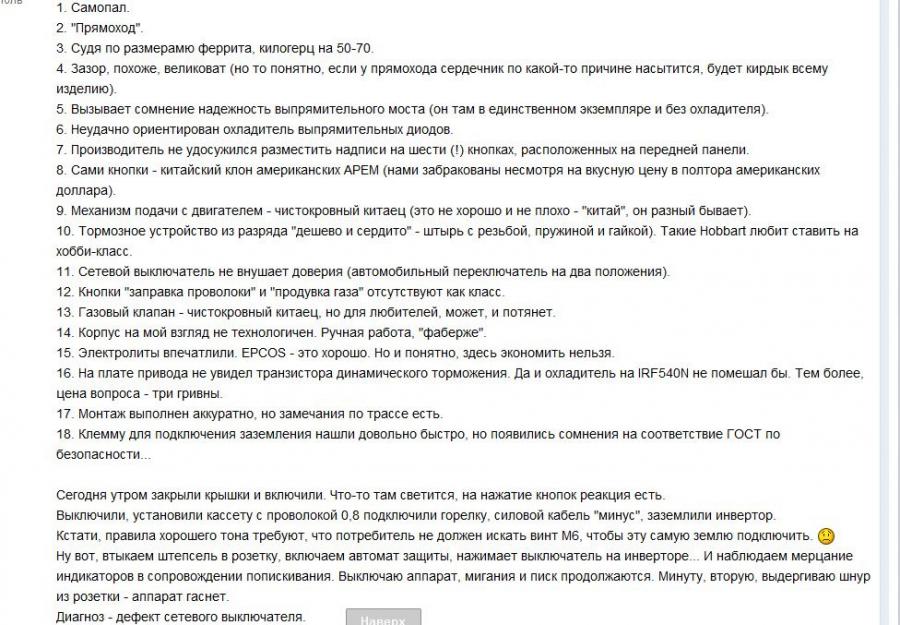
Так как hau является владельцем этого аппарата, (на время диагностики) я размещу его пост здесь, что бы люди знали, что им продали, и что им пытаются продать.
1 балл
-
В Аргоне мне больше понравились швы (блестят) , до сегодняшнего дня варили в смеси 80/20(другой в наших краях нет).И вот швы в этой смеси,были тёмного оттенка(какой то Фиолетого-серый цвет)
1 балл