Лидеры




Популярный контент
Показан контент с высокой репутацией 30.01.2015 во всех областях
-
Вот сегодня раскидал на пол рисунок теперь середину надо заполнить продолжение следует
 6 баллов
6 баллов -
@grisom, Да правильно поняли, можно току поменьше поставить и не обязательно включать - выключать дугу, это тоже не очень хорошо есть. Ток подбирается не только от толщины материала , но и от её массы.
3 балла
-
Правильно ли я понял, что такие маленькие алюминиевые куски (детали) варить нужно очень осторожно? То есть контролировать температуру постоянно и включать- выключать дугу так чтобы изделие не потекло?3 балла
-
@grisom, не торопите события, а то аппарат купили, а варить не купили...3 балла
-
Сварил себе стеллаж в прачечную из 20х30х1.5 проф трубы. Варил LincolnElectrik OMNIA 46 2.5mm. 60A по крутилке на ESAB Buddy ARC 180. Внешние швы с отрывом. Внутри в два прохода без отрыва. Полярность обратная (+ на электрод). Получилось примерно так: http://s18.postimg.org/g8ztmj74l/1_5mm_el2_5_60a_obratnaja_003.jpg Тут как - то много наплавил. http://s30.postimg.org/3l4hgnvct/1_5mm_el2_5_60a_obratnaja_004.jpg Верхний однопроходный, два нижних в два прохода. http://s21.postimg.org/qi88o02w3/tavr_001.jpg Потом зачистил все: http://s23.postimg.org/bl0d4hfnr/cleaned_welding.jpg Гайки для ножек уже TIG на 70А WL15 - 2.4mm. http://s22.postimg.org/hsycnk0ql/tig_wl15_24mm_70_A.jpg http://s13.postimg.org/o63399j03/tig_wl15_24mm_70_A_01.jpg http://s21.postimg.org/xi0jbynxf/tig_wl15_24mm_70_A_02.jpg Нужно еще местами подкрасить. Тяжеленный получился. Ушло почти 20 метров. Размер полок 1250х600. Высота 2м. http://s11.postimg.org/tung31pfj/stellazh1.jpg Распорки уже из дюраля лобзиком запилил. Болты нержа М5. Вот думаю, не маловато ли для такого веса. Ламинат 25мм. http://s11.postimg.org/kbrjet62n/stellazh2.jpg http://s28.postimg.org/y72ozbjmh/stellazh3.jpg3 балла
-
Готовимся к сезону,раньше взяли бы новое,а теперь тащат восстанавливать.Хвост и паук от Хонды Сибера.
3 балла
-
Я увидел тебя у станка, Нежный взор твой меня озадачил. Ты стояла, вращая слегка, Рукоятку продольной подачи. Я сказал тебе: «Ваши черты, Несомненно полны благородства». Мне в ответ улыбаешься ты, Без отрыва от производства. Я теперь без ума от тебя, Быть не может с тобою ошибки. Ты стояла в руках теребя, Радиально-упорный подшипник. А под вечер к тебе я приду. Ты расскажешь мне голосом звонким О подаче на левом ходу, О гидравлике и шестеренках. И не будет ни ветра, ни туч. Только ты и луна в целом мире... Хочешь я подарю тебе ключ Двадцать два на двадцать четыре?2 балла
-
@grisom,Возьмите плиту площадью побольше,баланс 40%,ток от 80а и выше.У Вас,на данный момент, происходит полное плавление пластины.Добивайтесь образования ванны через 2 сек.2 балла
-
Ага, я тот еще прикольщик. Этим и зарабатываю, в цирке работаю, да с клоунами общаюсь. Вот на этом форуме еще одного нашел, сейчас ему ответ пишу. Уже дописал почти, сейчас еще от оптреля профессионального данные вставлю и успокоюсь. Вдруг поймет, что мне нужно с второго раза. optrel e680 Степень защиты (уровень затемнения) 2 диапазона: 4/5–9 и 4/9–13. Вот мне и надо - 3-15 в открытом состоянии 3, с регулировкой до 15.2 балла
-
Кепка прикольная, но ширина морды как у обычной маски и козырек мешать будет. Я где то видел мельком очки типа горнолыжных, хамелеоны, прикольные 3-15 но найти сейчас не могу. Я не работаю с изделиями Российских производителей, очень богатый и печальный опыт. Извините. Да и просмотр темы на этом форуме про опыты со стеклами вашей фирмы не вызывает у меня желания пользоваться суррогатными копиями импортных брендов. Я желаю вашей фирме развития и процветания и очень рад, что на нашем рынке появились достойные производители. Но сам пока предпочту постоять в сторонке.2 балла
-
@мутный,Это один пруток порезанный надвое, чтобы уместился в конверт2 балла
-
@Сусанин, сварить элементарную *треногу* не выход? там подъему-то надо выше линии радиатора на 5-10см. люди деревянными поднимают http://www.drive2.ru/b/288230376152088962/ ps.
2 балла
-
Bizet, как новичок начинающему отвечу- двойкой по полуторке получается, но очень трудно и долго. У меня получается так: первый проход- в отрыв, ниточный, практически бегом, с целью наплавить чуток металла, но не сварить (прихватывается конечно же). Зачищаем, варим второй проход- уже лучше.. остывает, зачищаем.. третий проход можно варить без отрыва- шов уже правильный и красивый.2 балла
-
В погоне за мощностью.
2 балла
-
@egemih777, а пару раз пальцем ткнуть в клавиатуру? http://grovers.ru/catalog_grovers/MIG-MAG-svarka/grovers_mig_200/2 балла
-
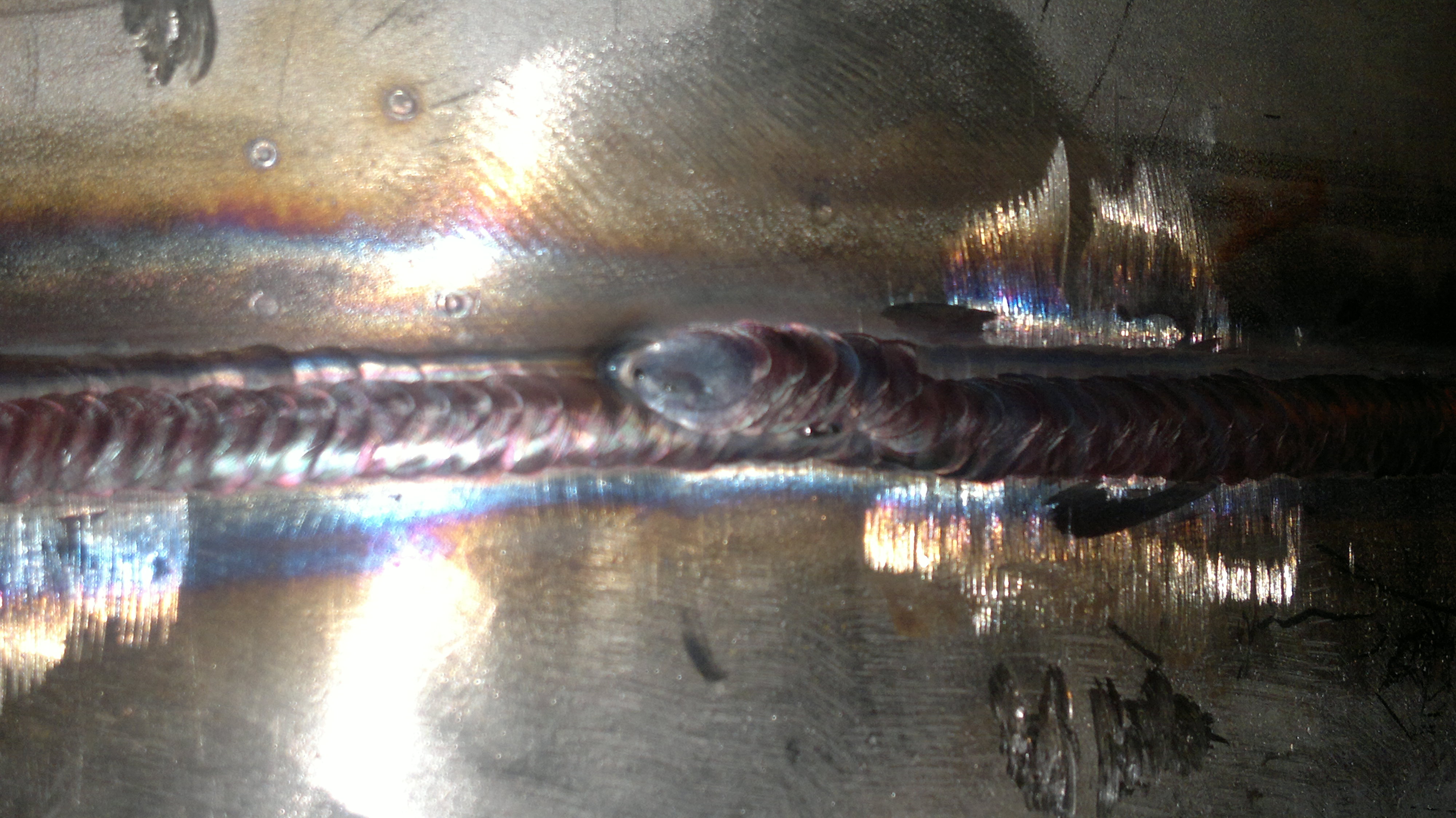
Посередине видна розовая побежалость, потому что туда не попадал воздух при сварке. Если бы полотна были плотно прижаты к столу, то такой цвет был бы почти везде. Всё дело в остывании и газовой защите. Присадку нужно подавать по каплям и автоматически, а не отвлекаться на это. Вести нужно так, чтобы осн. Ме не слишком нагревался (перегревался) и успевал остывать в газе, или же делать остановки для остывания шва.2 балла
-
Ураааааа! Сегодня мне присвоен 4 разряд газоэлектросварщика! Спасибо Вебсварке за обширные теоретические материалы!2 балла
-
http://f5.s.qip.ru/wn26qC6M.jpg http://leaks.gunm.ru/wp-content/uploads/2015/01/354_original-400x400.jpg2 балла
-
Самый лучший вариант, это "П" рама с талью. Но железо стоит подбирать по жесткости с запасом, чтоб не сложился от тяжести! https://www.youtube.com/watch?v=hMqN9Al-xds2 балла
-
Влияние полярности тока на процесс сварки тиг Полярность тока сварки существенным образом сказывается на характере протекания процесса дуговой сварки в инертном газе вольфрамовым электродом. В отличии от сварки плавящимся электродом (к которой относится сварка ММА и МИГ/МАГ) при сварке неплавящимся электродом в защитной среде инертного газа различия в характере процесса сварки на обратной и прямой полярности носят противоположный характер. Так при использовании обратной полярности процесс сварки ТИГ характеризуется следующими особенностями: - сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности неплавящийся электрод должен быть большего диаметра при одном и том же токе; в противном случае он будет перегреваться и быстро разрушится); - зона расплавления основного металла широкая, но неглубокая; - наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (так называемое катодное распыление), что улучшает сплавление кромок и формирование шва. В то время как при сварке на прямой полярности наблюдается: - повышенный ввод тепла в изделие и сниженный в электрод; - зона расплавления основного металла узкая, но глубокая. http://weldering.com/sites/default/files/styles/medium/public/tig_pryampol.jpg?itok=iWg728Yyhttp://weldering.com/sites/default/files/styles/medium/public/tig_obrpol.jpg?itok=_khl4avW Как и в случае сварки ММА и МИГ/МАГ, различия свойств дуги при прямой и обратной полярности при сварке ТИГ связаны с несимметричностью выделения энергии на катоде и аноде. Эта несимметричность, в свою очередь, определяется разностью в значениях падения напряжения в анодной и катодной областях дуги. В условиях сварки неплавящимся электродом катодное падение напряжения значительно ниже анодного падения напряжения, поэтому тепла на катоде выделяется меньше, чем на аноде. Ниже приведен примерный объем выделения тепла на различных участках дуги применительно к сварке ТИГ при токе сварки 100 А и при использовании прямой полярности (как произведение падения напряжения в соответствующей области дуги на ток сварки): - в катодной области: 4 В х 100 А = 0,4 кВт на длине ≈ 0,0001 мм - в столбе дуги: 5 В х 100 А = 0,5 кВт на длине ≈ 5 мм - в анодной области: 10 В х 100 А = 1,0 кВт на длине ≈ 0,001 мм. В связи с тем, что при сварке на прямой полярности наблюдается повышенный ввод тепла в изделие и сниженный в электрод, при сварке на постоянном токе используют прямую полярность. При этом, благодаря тому, что тепло выделяется, в основном, в анодной области, плавятся только те участки основного металла, на которые направляется дуга, т.е. где оказывается размещенным анод. Основные международные обозначения, относящиеся к сварке ТИГ TIG - Такое сокращение названия этого процесса принято в Европе. TIG - Tungsten Inert Gas (tungsten – вольфрам на английском языке). WIG - Так принято для краткости называть этот процесс в Германии. WIG – Wolfram-Inertgasschweiβen (wolfram – вольфрам на немецком языке). TIG-DC - способ ТИГ на постоянном токе (DC - direct current - постоянный ток на английском языке). TIG-AC - способ ТИГ на переменном токе (AC – alternating current – переменный ток на английском языке). TIG-HF - способ ТИГ с системой бесконтактного возбуждения дуги высоковольтным и высокочастотным разрядом; HF - high frequency – высокая частота на английском языке. http://weldering.com/sites/default/files/styles/thumbnail/public/image66.jpg?itok=GpmPsloT Установка длины дугового промежутка http://weldering.com/sites/default/files/styles/thumbnail/public/image67.jpg?itok=4Vvy7nQA Высокочастотный разряд http://weldering.com/sites/default/files/styles/thumbnail/public/image68.jpg?itok=rTTRtgCF Зарождение и развитие дуги http://weldering.com/sites/default/files/styles/thumbnail/public/image69.jpg?itok=k5xHvU9m Формирование рабочей дуги При этом используется осциллятор, который вырабатывает кратковременный импульс напряжения, обеспечивающий пробой и последовательное развитие искрового разряда вплоть до дугового. Благодаря высокой частоте и малой мощности осциллятора высокое напряжение неопасно для человека. Высокочастотный поджиг обеспечивает самое высокое качество сварного шва, так как при нем не происходит контакта вольфрамового электрода с изделием, и, поэтому, исключается попадание частичек вольфрама в сварочную ванну. При таком поджиге также не происходит разрушения торца вольфрамового электрода. Однако, применение осцилляторов может приводить к выходу из строя устройств чувствительных к электромагнитному воздействию. TIG-Contact или SCRATCH START - способ ТИГ с контактным возбуждением дуги касанием вольфрамового электрода изделия ("чирканьем" торца вольфрамового электрода по поверхности изделия, наподобие того, как это делается при сварке покрытыми электродами). При этом способе зажигания дуги возможно попадание частичек вольфрама в сварочную ванну, а также имеет место разрушение торца вольфрамового электрода, так как в момент контакта электрода с изделием протекает ток короткого замыкания. TIG-LIFT ARC (TIG-LIFT IGNITION, LIFTIG) - способ ТИГ с контактным возбуждением дуги когда в момент короткого замыкания протекает заблаговременно сниженный ток. http://weldering.com/sites/default/files/styles/thumbnail/public/image71.jpg?itok=or1bG7Ie Касание электрода http://weldering.com/sites/default/files/styles/thumbnail/public/image70.jpg?itok=3aMQpReX Зарождение малоамперной дуги http://weldering.com/sites/default/files/styles/thumbnail/public/image72.jpg?itok=lzgkc20F Формирование рабочей дуги Этот способ зажигания дуги, хотя и не исключает контакта электрода с изделием, не имеет недостатков предыдущего способа, так как в момент КЗ протекает заблаговременно сниженный ток. Настройка параметров сварки ТИГ На рисунке ниже показана последовательность определения и регулировки параметров сварки ТИГ. http://weldering.com/sites/default/files/styles/large/public/tig_nastr.jpg?itok=OT542Tz4 Техника сварки ТИГ При сварке ТИГ боковой угол горелки должен всегда поддерживаться равным 90 градусам. Горелку следует держать под углом В то время как угол наклона горелки к поверхности изделия в направлении обратном сварке должен составлять 70 … 80 градусов. Присадка подается по мере перемещения горелки под углом от 15 до 30° к основному металлу. http://weldering.com/sites/default/files/styles/large/public/tig_direction.jpg?itok=kHRGq7Wjhttp://weldering.com/sites/default/files/styles/large/public/tig_angle.jpg?itok=XytjlaEW Сварка ТИГ выполняется "углом вперед" (т.е. горелка наклонена в сторону формирующегося сварного шва) с регулярной подачей присадки мелкими шагами. При сварке очень важно, чтобы конец присадочной проволоки не выводился из зоны газовой защиты; в противном случае, будучи расплавленным или нагретым, он окислится от контакта с окружающим воздухом. Любая степень окисления или загрязнения присадочной проволоки неизбежно вызовет загрязнение сварочной ванны. Поэтому очень важно, чтобы сварщик использовал присадочные прудки чистые грязи, смазки или влаги. Обычно грязь и смазка попадает на присадочный металл с грязных рукавиц. Поэтому, непосредственно перед сваркой, очень желательно обрабатывать прутки, например, ацетоном. Смазка и влага, как на присадочном прутке, так и на основном металле могут вызвать серьезные дефекты сварного шва, такие как пористость, водородное растрескивание и др. Особенности сварки алюминия и алюминиевых сплавов При сварке ТИГ большинства металлов используется постоянный ток прямой полярности. Однако эти условия сварки неприемлемы, когда речь идет об алюминии и магнии. Обусловлено это наличием на поверхности этих металлов прочной и тугоплавкой окисной пленки. Алюминий характеризуется высокой химической активностью. Он легко вступает во взаимодействие с кислородом воздуха, т.е. окисляется. При этом образуется тонкая плотная пленка из оксида алюминия (Al2O3). Своей высокой коррозионной стойкостью алюминий обязан именно этой пленке. Температура плавления чистого алюминия – 660 ºС, а температура плавления окиси алюминия более чем в три раза выше – 2030 ºС. Окись алюминия – это керамический материал, твердый и не электропроводный. При расплавлении алюминия он растекается крупными каплями удерживаемыми от слияния окисной пленкой. В случае если фрагменты пленки окажутся в закристаллизовавшемся металле шва, то его механические свойства ухудшаться. Таким образом, для того чтобы сварить вместе две алюминиевые детали, прежде всего, необходимо эту окисную пленку разрушить. Это можно выполнить: - механически (однако, это практически невозможно, так как из-за высокой химической активности алюминия он тут же вступает в связь с кислородом, и новый слой окиси алюминия начинает образовываться. Причем, в условиях дуговой сварки при высокой температуре окисление алюминия и образование окисной пленки происходит еще более интенсивно); - химической обработкой (довольно сложно и трудоемко); - сваркой на обратной полярности; - сваркой на переменном токе. http://weldering.com/sites/default/files/styles/large/public/tig_al.jpg?itok=V67Xxp5r При подключении электрода к отрицательному полюсу (сварка на прямой полярности) изделию будет передаваться значительное количество тепла, однако пленка разрушаться не будет. Если полярность изменить и подключить электрод к положительному полюсу (сварка на обратной полярности), то тепла изделию будет передаваться меньше, однако, как только будет возбуждена дуга, окисная пленка начнет разрушаться (происходит, так называемая катодная очистка). http://weldering.com/sites/default/files/styles/medium/public/tig_al1.jpg?itok=DYu4EjHwhttp://weldering.com/sites/default/files/styles/medium/public/tig_al2.jpg?itok=fKbNomNr Существует две теории, объясняющие механизм разрушения окисной пленки на обратной полярности. Катодное пятно, перемещаясь по поверхности сварочной ванны, приводит к испарению окислов алюминия, при этом эмиссия электронов с активных катодных пятен отталкивает фрагменты окисной пленки к краям сварочной ванны, где они формируют тонкие полоски. Поток ионов обладает достаточной кинетической энергией, чтобы при столкновении с поверхностью катода разрушать окисную пленку (аналогичный эффект имеет место при пескоструйной обработке). В пользу этой теории говорит тот факт, что чистящий эффект выше при использовании инертных газов с более высоким атомарным весом (аргон) Однако наряду с этим положительным явлением будут наблюдаться такие отрицательные последствия сварки на обратной полярности как перегрев электрода, на котором будет выделяться слишком много тепла (вызывая его перегрев), и низкое проплавление основного металла. Решением этих проблем является сварка на переменном токе. Комбинация прямой и обратной полярности позволяет использовать преимущества обоих полярностей; мы получаем и необходимое тепловложение (т.е. проплавление основного металла) в полупериоды прямой полярности и очистку поверхности от окиси алюминия (в полупериоды обратной полярности). Сварка на переменном токе этой частотой является идеальным процессом соединения всех типов алюминиевых и магниевых сплавов. http://weldering.com/sites/default/files/styles/large/public/tig_pol.jpg?itok=7GmxPOj9 Достоинства и недостатки процесса ручной сварки ТИГ По сравнению с другими способами сварки (ММА, МИГ/МАГ, сварка под флюсом) сварка ТИГ характеризуется следующими преимуществами: - позволяет получить сварные швы высокого качества применительно к практически всем металлам и сплавам (включая трудносвариваемые и разнородные, например алюминий со сталью); - обеспечивается хороший визуальный контроль сварочной ванны и дуги; - благодаря отсутствию переноса металла через дугу не имеет места разбрызгивание металла; - практически не требуется обработка поверхности шва после сварки; - как и в случае сварочных процессов МИГ/МАГ и ММА сварку ТИГ можно выполнять во всех пространственных положениях; - также как и в случае сварки МИГ/МАГ при сварке ТИГ нет шлака, а это означает, что не бывает шлаковых включений в металл шва. К недостаткам этого способа сварки можно отнести низкую производительность, сложность и высокую стоимость источника питания (по сравнению со сваркой плавящимся электродом). Охрана здоровья и охрана труда применительно к процессу сварки TIG Ниже изложены некоторые дополнительные меры предосторожности относительно сварки ТИГ. На первый взгляд этот способ сварки представляется наименее опасным, так как, либо дымов вообще не видно, либо они выделяются в очень небольшом объеме. Но нельзя обманываться, считая, что при этом способе сварки вообще не выделяются опасные вещества. Они выделяются и могут попадать во вдыхаемый воздух. Концентрация опасных веществ зависит от силы тока сварки, от типа стали (нелегированная, низколегированная или высоколегированная) и от степени очистки поверхности основного металла от, например, масла, используемого при резке металла или от антикоррозионных покрытий.2 балла
-
Этим фото уже несколько лет.
1 балл
-
Подскажите модель качественных(навороченных) очков хамелеонов. 9-15 а лучше 3-15. Пацаны просят, чтоб в узких местах работать можно было. Чтобы одел балаклаву+очки и в бой. Вот думаю только, что кожанную балаклаву в сексшопе искать придется.1 балл
-
С заломами обычно поступаю так. Керном намечаю середину или как можно ближе к середине. Далее засверливаюсь мелким сверлом. Затем опять керном прохожусь по просверленному отверстию для ослабления залома. Если залом просверлен полностью - заливаю керосином. Если нет возможности просверлить полностью, рассверливаю на больший диаметр. Затем забиваю каленый шестигранник. В 90% случаев выкручивается. Если и это не помогло - рассверливаю до начала резьбы. Даже если просверленно не по центру, не беда. Беру обычный гвоздик и выковыриваю резьбу с одной стороны. Оставшийся залом обычно выходит очень легко. Замечено, что при откручивании заломов проблемы возникают именно с сырыми болтами, калёные меньше прихватываются к основному металлу.1 балл
-
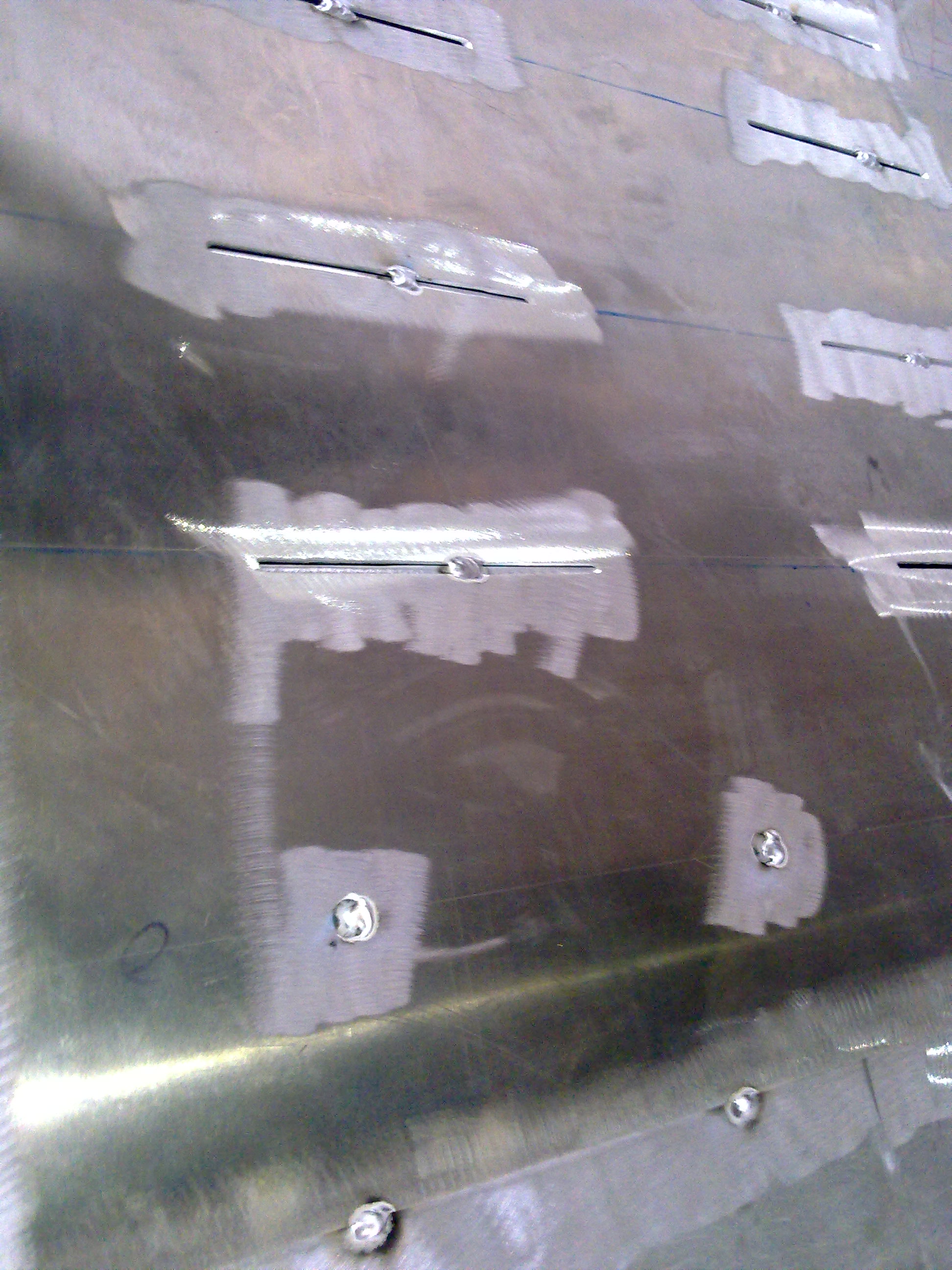
Вот ещё варианты борьбы с хлопушками на нержавейке. Выполняются как аргоном, так и ОЗЛ-ми электродами. Причем во время процесса "искрения" с обратной стороны с лицевой идёт охлаждение водой (душевание). Деформация убрана, но лицевая поверхность далека от идеала.
1 балл
-
@Лепило,возможный исходник 19 апреля 2012 http://mama.kz/topic/1904-%D1%82%D0%B5%D0%BC%D0%B0%D1%82%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%B5-%D0%BF%D0%BE%D0%B7%D0%B8%D1%82%D0%B8%D0%B2%D0%BD%D1%8B%D0%B5-%D0%BA%D0%B0%D1%80%D1%82%D0%B8%D0%BD%D0%BA%D0%B8/1 балл
-
снова школа...
1 балл
-
@Bizet, сделаю для вас немецкий форум http://websvarka.ru/talk/index.php?showtopic=3398 http://websvarka.ru/talk/index.php?showtopic=1234 и для чтения.
1 балл
-
Американский форум - задал вопрос, тебе на него обстоятельно и вежливо ответят. Еврейский форум - задал вопрос, тебе зададут встречный вопрос. Русский форум -задал вопрос, и тебе на десятке страниц подробно и обстоятельно объяснят какой ты м.удак!1 балл
-
@Elektro_D,Попробуй сделать так,2 обрезка плотно стыкуешь,зажигаешь дугу и провариваешь 2-3 см шва.Ток -70 амп. Должен получиться хороший цвет шва.
1 балл
-
A_ghost, извините что так жестко ответил, но Вы ведь то же обещали отписаться. Я всегда готов помочь, но с одним условием. Если будет поставлена правильно задача. Вы посмотрели на панель после нашей переписки? Если да, какой то вопрос есть?1 балл
-
Сварка стали с алюминием Процесс затруднен физико-химическими свойствами алюминия. Выполняется в основном аргонодуговая сварка вольфрамовым электродом. Подготовка стальной детали под сварку предусматривает для стыкового соединения двусторонний скос кромок с углом 70 град, так как при таком угле скоса прочность соединения достигает максимальной величины. Свариваемые кромки тщательно очищают механически или пескоструйным способом, или химическим травлением, затем на них наносят активирующее покрытие. Недопустимо применение дробеструйной очистки, так как на поверхности металла остаются окисные включения. Наиболее дешевое покрытие — цинковое, наносимое после механической обработки. Процессу гальванического и горячего цинкования должны предшествовать обезжиривание детали, промывка и сушка, травление в растворе серной кислоты с последующей промывкой и сушкой. При горячем цинковании, перед опусканием детали в цинковую ванну, имеющую температуру 470-520 град. С, необходимо флюсование детали в насыщенном растворе флюса. Простейший флюс состоит из двух компонентов: 50% KF +50% КСl. Совершенно недопустимо нанесение цинкового или алюминиевого покрытия по методу шоопирования, так как при этом частицы покрытия успевают окислиться и удовлетворительно сварить алюминий со сталью не удается. При гальваническом нанесении покрытия слой цинка должен достигать 30-40 мкм, при горячем цинковании 60-90 мкм. В последнем случае значительно облегчается процесс нанесения слоев алюминия, особенно на мелких деталях. Для сталей аустенитных (12Х18Н9Т и т. п.) алитирование возможно после механической очистки без применения флюса. Оптимальный (по прочности соединения) режим алитирования — температура алюминиевой ванны 750-800 град. С. Время выдержки при алитировании — до 5 мин в зависимости от размеров детали. Возможно также алитирование стальных деталей с применением токов высокой частоты. Технология сварки предусматривает использование стандартных сварочных установок типа УДГ-300 с применением лантанированных вольфрамовых электродов диаметром 2-5 мм и аргона 1-го и 2-го сортов по ГОСТ 10157-73. Особенностью сварки алюминия со сталью по сравнению с обычным процессом аргонодуговой сварки алюминиевых сплавов является расположение дуги; в начале наплавки первого шва — на присадочном прутке, а в процессе сварки — на присадочном прутке и образующемся валике, так как при длительном воздействии теплоты дуги на поверхность стали происходит преждевременное выгорание покрытия, что препятствует дальнейшему процессу сварки. После появления начальной части валика дугу нужно зажигать вновь (после перерыва) на алюминиевом валике. При сварке встык дугу ведут по кромке алюминиевой детали, а присадку — по кромке стальной детали таким образом, что жидкий алюминий натекает на поверхность стали, покрытой цинком или алитированной. При толщине свариваемого металла до 3 мм сила сварочного тока 110-130 А, при толщине стали 6-8 мм 130-160 А, при толщине 9-10 мм 180-200 А; только в этом случае обеспечивается достаточный разогрев деталей и образование необходимой соединительной прослойки. В качестве присадочного материала применяется проволока марки АД1 (чистый алюминий с небольшой присадкой кремния, благоприятно влияющего на формирование стабильного качества диффузионной прослойки). Присадку из сплава АМг6 применять не следует, так как в этом случае в формировании интерметаллидного слоя принимает участие магний, снижающий прочность соединения. По-видимому, наличие атомов магния вместо атомов алюминия в кристаллической решетке одной из фаз обуславливает наличие слабых связей — магний практически нерастворим в железе. Магний резко ускоряет рост прослойки из хрупких интерметаллидов, интенсифицирует развитие процессов реактивной диффузии. В зависимости от типа соединения при сварке необходимо соблюдать последовательность наложения валиков шва, обеспечивающую необходимое перекрытие. Чередование валиков с лицевой и обратной стороны предотвращает перегрев стальной детали и преждевременное выгорание цинка с ее поверхности. Важное значение имеет правильный выбор скорости сварки, так как она определяет время взаимодействия жидкого алюминия со сталью, т. е. определяет толщину и стабильность интерметаллидной прослойки. Для первых слоев скорость сварки назначают в интервале 7-10 м/ч, для последующих (когда сталь достаточно разогрета) в пределах 12-15 м/ч. При рассмотренных условиях сварки статическая прочность соединения при разрыве соответствует прочности технического алюминия (10 кгс/мм2). Повысить прочность соединения можно увеличением рабочего сечения шва либо применением комбинированных покрытий. Получающиеся сварные соединения пригодны для восприятия статической нагрузки и имеют высокую усталостную прочность при действии знакопеременной изгибающей нагрузки. Предел выносливости образцов при базе 10^7 циклов равен 5- 6 кгс/мм2, т. е. на уровне, обычном для сплава АМг6. Разрушение образцов, как правило, происходит на сплаве АМг6 у внешнего концентратора. Только при высоких напряжениях отдельные образцы разрушаются по шву. Сварные соединения имеют также высокую плотность при гидравлических, пневматических и вакуумных испытаниях, а также высокие коррозионные свойства в морской воде при наличии на их поверхности лакокрасочных покрытий. Применение комбинированных покрытий стали — медно-цинкового и никель-цинкового повышает прочностные свойства сварного соединения. В этом случае наносят слой меди или никеля толщиной 4-5 мкм и второй слой цинка толщиной 30-40 мкм. Соединительная прослойка иитерметаллидов сложного состава получается несколько меньшей толщины и твердости. Статическая прочность сварного соединения (при наличии усиления шва) 14-22,3 кгс/мм2. При сварке высоколегированной стали типа 18-8 с алюминием, если на стали имеется только цинковое покрытие толщиной 50 мкм, достигается прочность соединения 21,3-28,7 кгс/мм2. Если же по подслою цинка толщиной 25-30 мкм производят алитирование по указанной ранее технологии, достигается проч-ность соединения 29,5-32,8 кгс/мм2. Процесс аргонодуговой сварки алюминия и его сплавов со сталью может быть легко механизирован. Дополнительная информация:1 балл
-
Без обид, но такими темпами, модераторы скоро могут к нику спереди букву "Т" добавить...1 балл
-
@A_ghost, Вы знаете, я пригласил в Вашу тему одного из ведущих специалистов России по ремонту Кемппи. Не фуфельного, а настоящего. Не прислушиваться к его советам как - то не совсем корректно что-ли. Да и меня получается Вы малость подставили. Вы бы реально хоть вначале инструкцию прочитали, а потом МИНИЛОГ-ами бы козыряли.1 балл
-
Это Ваше сообщение? Минилог или Матчлог, это возможность переходить с мощности одного режима сварки на другой, кратковременным нажатием кнопки на горелке, при условии что режим выбран в синергетике и стоит горелка РМТ. А по поводу: Если хотите получить ответ, то обозначьте причину, а потом ждите. За сим откланиваюсь. PS/ Вот Вам инструкция. fastmig_sf52w_sf53w_1923430_1110_ru.pdfЧитайте.1 балл
-
http://www.tagil09.ru/images/afisha/poster/.thumb/tmm400x400_1559.jpg1 балл
-
Ее заблокировать нельзя. Можно только разрешить входить под пин кодом или без. Скорее всего кто то перевел буз кода, на "с кодом". Отключите. Войдите под Администратором. Код 0000. Перейдите на сточку запрашивить ПИН-код. Скорее всего будет написано StartUp. Выберите OFF OFF - нет запроса. StartUp - требует ввод Пинкода для панели подающего механизма. Menu - при нажатии кнопки МЕНЮ на источнике, требует ввод Пина.1 балл
-
Горе-строители.
1 балл
-
@Сусанин, я вначале провожу канавку, примерно в 1 мм глубиной, и по ней двигаюсь пилящими движениями, миллиметров по 40. Если упереться и резать на всю глубину за проход, материал разогревается и диск начинает вязнуть и перегреваться. Давить чрезмерно на диск смысла нет, падают обороты и крошится диск.1 балл
-
Решил поделиться личным мнением о выборе болгарок. На свой век их было аж 4. Почему "аж" - просто ни одна не сдохла своей смертью. Первая была китайцем (уже не помню каким именно) на 125мм и около 800Вт. Кнопка была подобного типа http://websvarka.ru/talk/uploads/monthly_01_2015/post-13118-0-81648400-1420491254.png Кнопка трудновато включалась и трудно стопорилась. Периодически трудно было выключить или сама отключалась. Короче говоря жила своей жизнью. Но еще больше меня смущало то, как ушм лежала в руке. Для моей небольшой ладони ее было тяжело обхватить. А при длительной работе рука просто испытывала шок. Отработала она мне верой и правдой около 2 лет. Потом мною любимый неизвестный друг увел ее вместе с удлинителем. При покупке следующей болгарки я учел многие недостатки предыдущей. Это тоже был китаец. Наверное Энхель, но точно не скажу. Буквально в прошлом году ее опять какой то любимый друг увел вместе с удлинителем. Выглядела примерно так http://websvarka.ru/talk/uploads/monthly_01_2015/post-13118-0-96559000-1420492846_thumb.png При первом включении сразу ощутил достоинства. Взял в руки, нажал кнопку - работаешь, выпустил из рук- сама отключается. Уже забываешь о том, когда засовываешь вилку в розетку, болгарка поедет сама со стола. Кнопка была большая и удобная. Размеры болгарки позволяли брать ее двумя руками, за что отдельное "спасибо" было при продолжительной работе. Эксплуатировалась в довольно тяжелых условиях. Два раза дымела, но вовремя выключалась. Бесчисленное множество раз нагревался редуктор, так что смазка начинала вытекать. Но мощности за период работы около 7 лет не потеряла ни разу. За период службы 2 раза менялся подшипник. Отзывы только положительные. единственный минус с предыдущей был в том, что здесь одной рукой не поработаешь. Заготовку приходилось крепить. Отсутствовал регулятор оборотов, но я ни разу даже от этом не задумывался. Следующей стала болгарка российского производства. Предыдущего типа и с регулятором оборотов. О ней можно сказать то же самое, что и о предыдущей по удобности. Но о качестве немножко выскажусь. Кто придумывал кнопку на этот агрегат, явно был не в себе. В составе кнопки содержится около 10 очень мелких элементов. Причем они собираются в единое целое благодаря шаманским заговорам, не иначе. Мне с напарником потребовалось больше часа, чтоб разобрать и собрать. Причем через 30 мин работы она опять накрылась. Но на данный момент вроде все нормально. В эксплуатации (сразу у друга, а потом у меня) около 5 лет. На данный момент использую в в основном для зачистки или для раскроя толстого металла. При покупке еще одной ушм выбор пал на Makita 9555HN. http://websvarka.ru/talk/uploads/monthly_01_2015/post-13118-0-20156700-1420493865_thumb.png В эксплуатации около месяца. Недостатков не замечено. Чья сборка сейчас не скажу. Ручка как на рисунке - пластиковая. Говорят что на оригиналах только прорезиненная и с надписью. Видел и такие и такие. Данной моделью только режу и преимущественно тонкий метал. Так как для более тяжелой работы есть предыдущий вариант. Он по мощнее и диски побольше ставятся. В руке лежит очень хорошо. Вес 1,4 кг. Могу сказать что в подобных моделях других марок смело добавляйте лишних 0,5 кг. Длинный провод 2,5м. И самое главное - на морозе он не трескается. На всех предыдущих моделях после эксплуатации при минусовых температурах провода пришлось менять. По работе использол множество ушм следующих фирм: Bosch, Интерскол, AEG, Watt, Makita, Hilti. Bosch - спалил около 3 штук. Причем 2 за один день при резке бетона. Интерскол 1 шт - время жизни 1 неделя ориентировочно. AEG не удобно, и слышится плохая работа самой ушм.В тяжелых условиях , мне кажется, долго бы не прожила. Watt - что то на подобии Интерскола. Makita - Из нескольких штук, которыми работал, в одной только кнопка съема диска вылетела. Hilti - очень мягкая работа всех механизмов данной ушм, удобная, легкая, очень выносливая, НО... Очень большое НО для ушм за 15ооо. Потоки воздуха выходят из нее так как показано на изображении http://websvarka.ru/talk/uploads/monthly_01_2015/post-13118-0-67160600-1420495387_thumb.pngПри зачистке довольно удобно, а вот при резке много грязи летит в глаза. Еще немного хочу сказать о принципе резки. Некоторые режут "к себе" http://websvarka.ru/talk/uploads/monthly_01_2015/post-13118-0-35951100-1420496584.png, а некоторые "от себя" http://websvarka.ru/talk/uploads/monthly_01_2015/post-13118-0-88832300-1420496610.png. А самое интересное что в Беларуси практически все "к себе", а в России "от себя". По крайней мере мои личные наблюдения. Не знаю как по технике безопасности правильнее, но советую работать "к себе". При поломке диска основная ударная волна пойдет вниз и назад. Немного прилетит ноге, может быть животу. Но лицо будет на 95% недоступно для осколков. При способе "от себя" ударная волна пойдет вперед и вверх. Это намного опаснее. Сам несколько раз получал мелкими осколками по лицу. Не очень приятно. Еще один раз, работая в нескольких метрах впереди "хорошего слесаря" , получил рассечение на спине. Согласен только с тем, что при резе "от себя" вы не будете в металлической стружке. Но я лучше буду грязным, но целым. Да сам рез лучше видно! И на последок хочу всем пожелать надежных агрегатов и надежных дисков!
1 балл
-
Сварщик - не поп звезда и не байкер, когда он в маске, никто коме сварочного шва на него не смотрит. А в работе форма маски особого значения не имеет. В смысле, производители и так делают оптимальную форму, и выбрать есть из чего, конкретно под себя. Были бы деньги. Так что, смысл действа не понятен, для чего? А выклеить можно из стеклоткани с эпоксидкой по восковому или пластилиновому шаблону. Технологию судомоделисты хорошо знают. Только такая маска +5 к вредности даст, газить будет.1 балл
-
Можно после сварки болгаркой на дне крест прорезать и заварить,может вытянет.1 балл
-
Да это понятно, а как же манипуляции электродом и прочие тактико-технические действия? Вопрос как звучал? А что касается болгарки и зачистки шва это вариант, тада варить ваще уметь не надо тем более заморачиваться с ведениями электрода и прочей выходит "лабудой", а для пущей красоты шва, так ваще холодной сваркой замазал и все, а че держит, закрасил и не видать.(Наподобе вот этих суровых строителей http://youtu.be/6Iguspf5oX4)1 балл
-
Я пробовал. Такая фигня получается Термины "флюсованная", "порошковая", "самозащитная" часто путаются. Первая и вторая используется таки с защитным газом (смесями газов). А вот "самозащитная" как раз предназначена для безгазовой сварки. По сути это "электрод наизнанку", точнее фольга, внутри которой находится флюс/порошок. Доля металла в такой проволоке мала, для этого и меняется полярность. Т.к. при обратной полярности (обычно на ПА) тепловложение идёт в электрод , то проволока просто выгорает и разбрызгивается. На прямой полярности тепловложение идёт в деталь, и тогда получается более-менее приличный шов. Но не стоит уповать на такую сварку. Можно, конечно, купить (только самый маленький развес, чтоб потом не обидно было) катушку, попробовать, исплеваться, изматериться и спокойно варить проволокой сплошного сечения в углекислоте или смеси. Кто-то скажет: "А как же варят корабли и проч.?" Варят. Только там проволока от 1,4 мм и больше. В личном хозяйстве использовать такую проволоку можно только в случае форс-мажора, ну, например, газ внезапно закончился А так... расход в 2,5 раза больше, цена существенно выше, качество шва сомнительное. PS. Диаметр 0,9 весьма распространён для "порошковой" проволоки. Ролик используется с насечками. PPS. Посверкать можно любой проволокой, на любой полярности, хоть с газом, хоть без (если что не так сказал - спецы поправят)
1 балл
-
Давненько ликтрод в руки небрал, так что не ругайте. Неповоротные сразу "обдирают" и корень не сфотать , на этом с потолка корень брал(для тренировки) 159*8 LB 2,6мм ток Х/З 57я( отвод), 89я горизонт(неудачный), глушка 159, врезка 25*3 в 159, врезка 89 в 159.
1 балл
-
Изготовление кронштейна для крепления лебедки запасного колеса цементовоза (алЛюминий).
1 балл
-
Труба Ф630мм.
1 балл
-
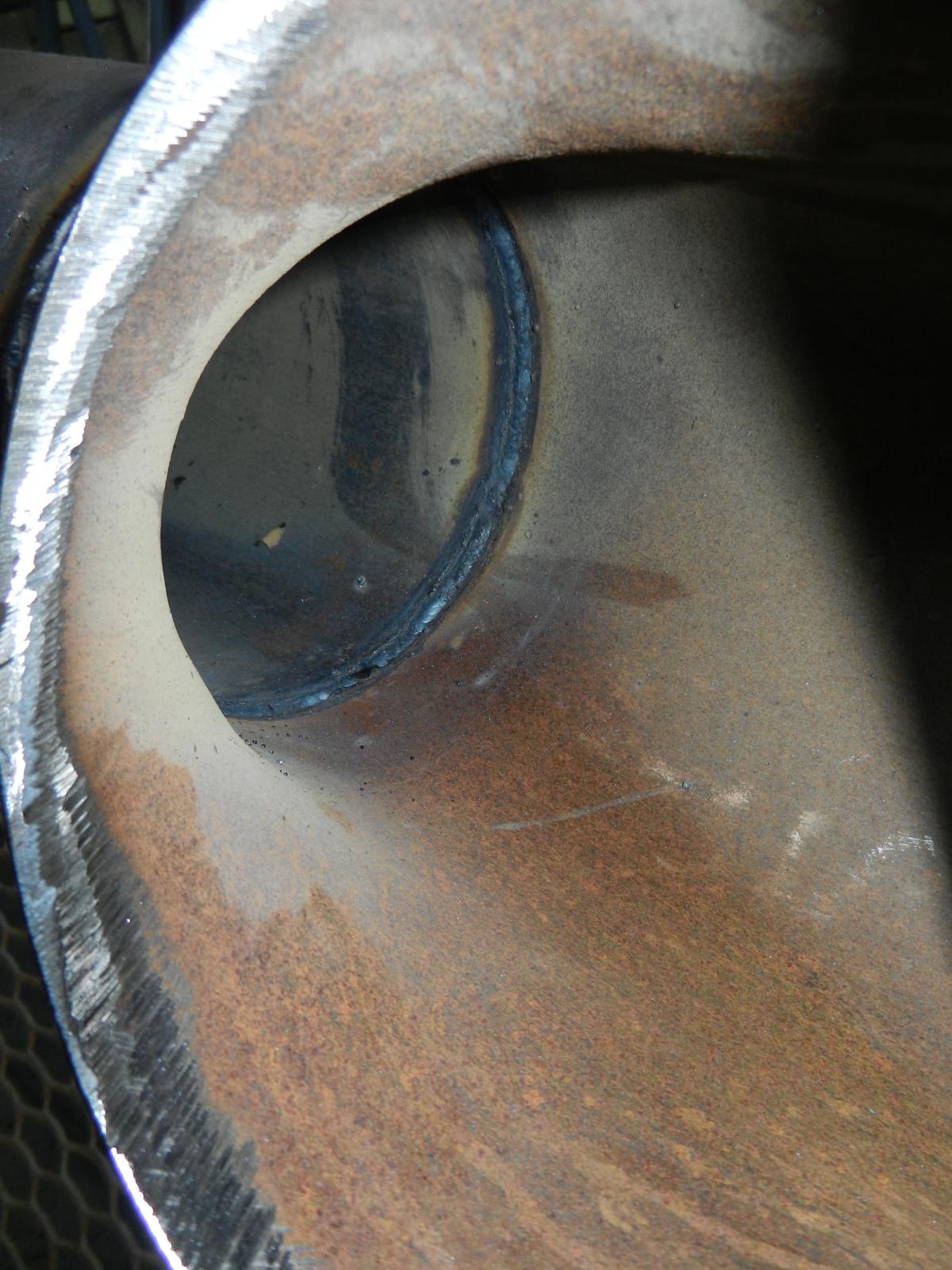
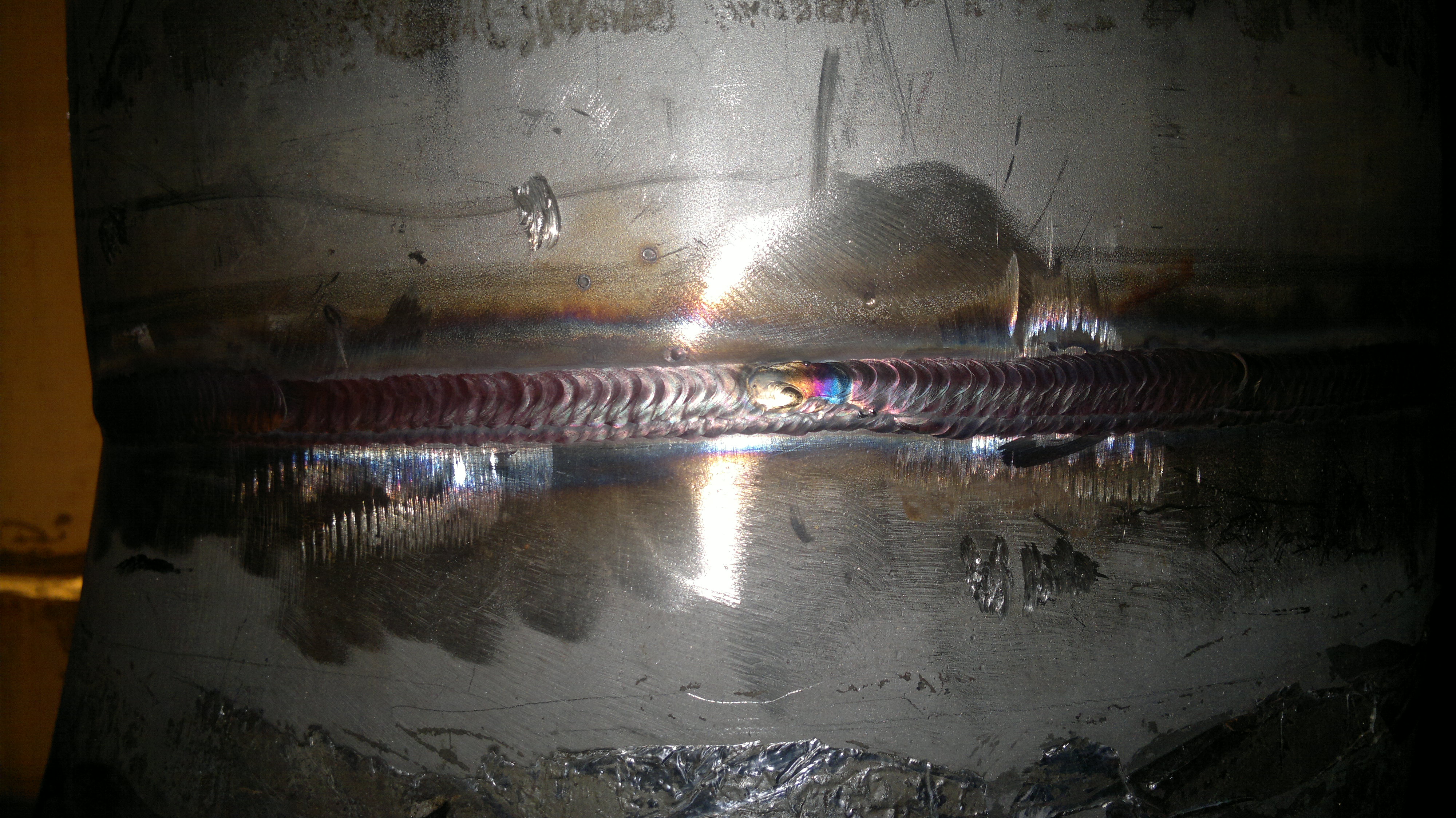
"Горизонтов" нет. Скину РАДС, может кто РДС закинет. Труба 12дюймов S=8,304L, 125а. Присадку подаем в верхнюю часть ванны, придерживая ею металл от стекания вниз.При движении иглы вверх, "смахиваем" каплю с присадки и забрасываем чуть назад. При движении вниз, ведем каплю по переднему краю ванны. Углом вперед однозначно.
1 балл
-
VarioSynergic 5000. Такой шов варю без отрыва.http://s017.radikal.ru/i404/1111/fc/f492f579d81b.jpg http://s53.radikal.ru/i139/1111/58/2f4cc9f32bb5.jpg1 балл
-
Самосвал. Был замят ковшом экскаватора, мятую часть вырезали, остальное на фото.
1 балл
-
У нас автопарк разморозил технику,ну небыли готовы к первым сильным морозам -8.Везут потихоньку детальки.Зачистил,разделал кромки изнутри,прихватил,разделал снаружи,обварил.Работаю аппаратом УДЧУ У 3.1.Хау наверное знает эти аппараты.Их конкурентов.Завод СИМЗ.По аппарату скажу что ломался один раз,ездил сам на завод,по гарантии отремонтировали и доработали.;4 года работает уже,пора обновлять наверное,не знаю что бы выбрать мощнее и на 220вольт.Образования сварочного нет,только опыт.
1 балл