Лидеры




Популярный контент
Показан контент с высокой репутацией 10.09.2014 во всех областях
-
Туристическая фирма "Нева-12" предлагает отдых на Адмиралтейских островах. Комфортабельные номера на охраняемой территории, вид на акваторию. Горячий чай-кофе (за отдельную плату), вентиляцию, освещение и наше гостеприимство гарантируем. Цены демократичные. Эконом.класс: Бизнес-класс: Люкс. Два входа, гостиная и спальня:
 8 баллов
8 баллов -
4 балла
-
Естественно , клиент экономит на снятие поддона , экономит за счет вашего труда .Значит и цена за работу должна быть выше. А то я уже где то писал , человек приносит головку от блока двигателя с трещиной (в разборе) я ее спокойно варю , в следующий раз он приносит головку не разобранную , и типа за те же деньги хочет тот же "девайс" а потом что ? Пригонит целиком авто ? что бы я трещи ну в головке заварил за те же деньги , мучаемся в итоге мы ? Выигрывает клиент он не платит за разбор и снять- поставить двигатель . Так давайте по честному , к примеру заварить трещину в блоке (голом) алюминий стоит 2000 , а снять поставить ДВС 20.000 плюс разбор 10.000 и того человек экономит 30.000 .Так давайте пополам экономить (и зарабатывать ) Трещина на не снятом двигателе будет стоить не 2.000 р , а 30.000 пополам то бишь 15.000+2000 = 17.000 . По-моему справедливо . И клиенту выгода в два раза . И сварщик за свои акробатические мучения получит денежку .))4 балла
-
4 балла
-
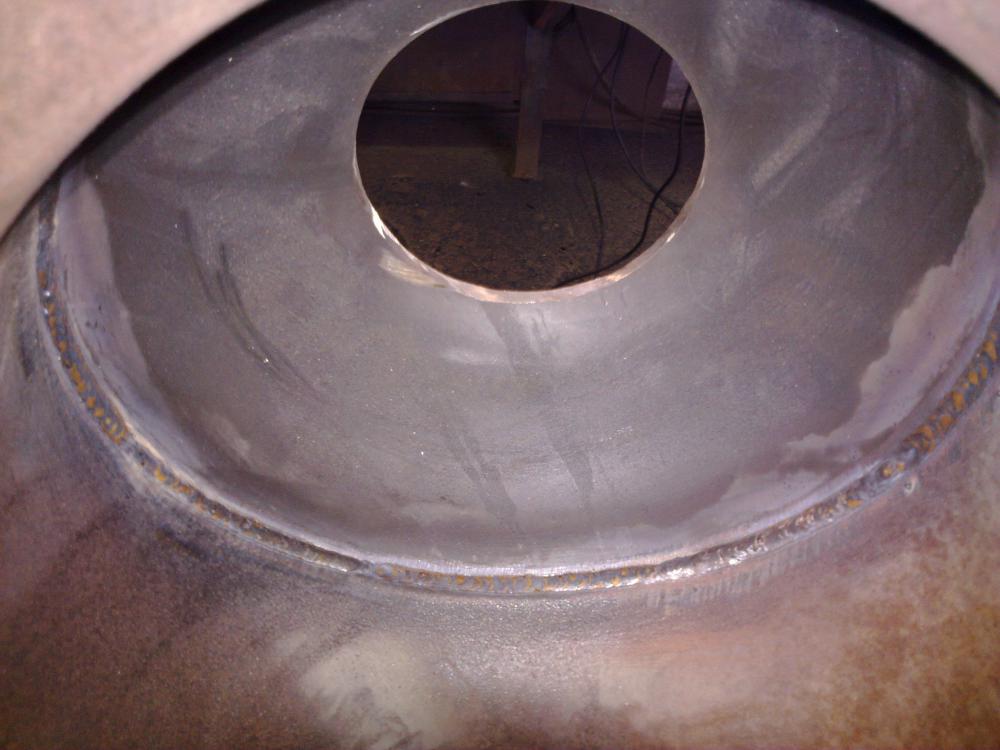
До шедевров @Alexzzzz, конечно,далековато , но начало положено. Всё выполнено ПА . Корень варил "на спуск" , облицовку - " на подЪём". Труба 219 мм.Проволока 1мм. Режимы сварки для (корень / облицовка )
4 балла
-
Родной МурмАнск в это время. Никакого фотошопа. http://cs540101.vk.me/c7007/v7007801/2097f/gT2jWnDsqzg.jpg http://cs540101.vk.me/c7007/v7007801/20978/m8SoIlW-v18.jpg http://cs540101.vk.me/c7007/v7007801/2098d/P1SnD0aVwow.jpg http://cs540101.vk.me/c7007/v7007801/20971/kc8xoS-x-pY.jpg http://cs9343.vk.me/v9343877/1733/yOoHfVbH0Os.jpg3 балла
-
@ARGONIUS, берусь, только если снять поддон - это реальная проблема, а не прихоть клиента. Сварка на месте - долгая песня. Сначала масло стекает часа 2, можно погреть поддон горелкой, чтобы быстрее вытекло. Если точка не самая нижняя, то можно пробовать просто заварить трещину начиная снизу. Если нижняя точка поддона, то можно попробовать поддомкратить одну сторону. Если и это не помогает, то вырезаем окно по трещине и промываем поддон изнутри, потом наплавляем небольшой буртик внутрь поддона и внутрь вкладывается заплатка... Короче проще убедить человека снять поддон3 балла
-
Жаль ,ни одного с гармошкой нету! С музыкой и песнЯми было бы прикольней!
3 балла
-
3 балла
-
3 балла
-
3 балла
-
@Шурпет, http://f5.s.qip.ru/IA4wMo7e.png Сколько же этих трудяг по России разбросанно...3 балла
-
Багажник на Honda XR 250 BAJA
2 балла
-
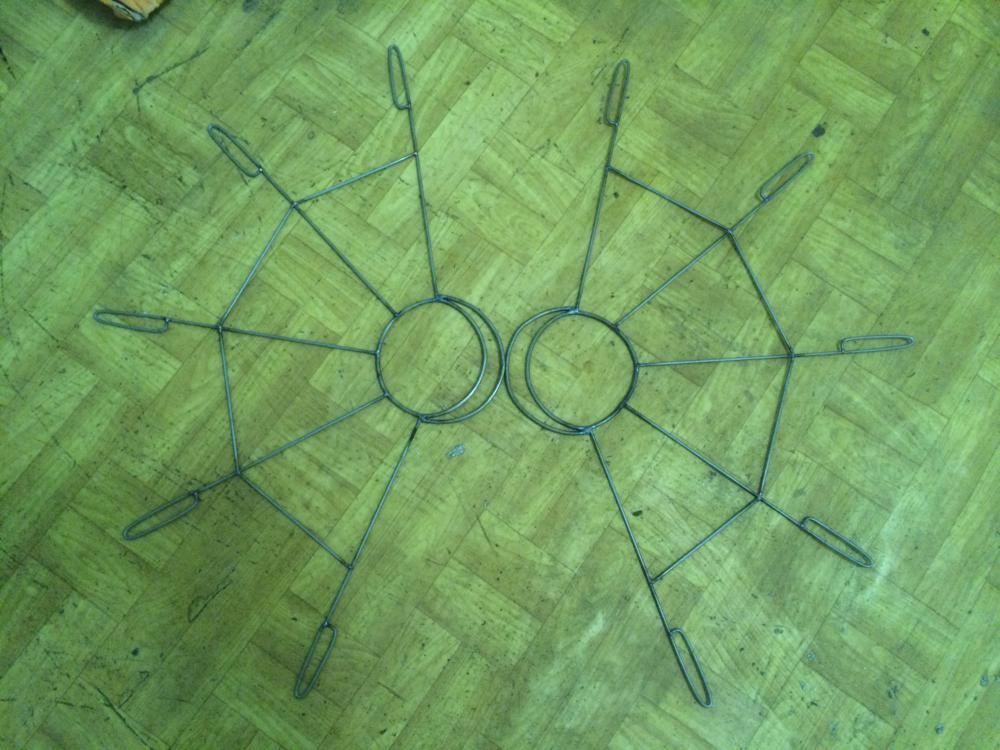
Такие веера для фаер шоу заказали,взял 1000 т.р. за комплект.Делал из электродов,круг из 4,спицы из 3.
2 балла
-
Работа кипит! Василич выходит на позицию и производит захват! Добыча явно сильно крупная для Василича, похоже это поражение... Но нет! Посмотрите на него! Что он делает!? Он не ослабляя хватки начинает мочить жертву прямо в воздухе! Это победа товарищи!
2 балла
-
Что ухватишь, то и твоё:
2 балла
-
Карман нужен, только клапан тоже нужен на него. Вообще, сварщику много есть чего по карманам рассувать.2 балла
-
укажите на ошибки корень lb52u 2.6мм облицовка ано-36 3мм
2 балла
-
Обращаюсь ко всем пользователям, кто намеренно искажает. коверкает и оскверняет русскую письменность. Вот такие сообщения будут удалятся, а за систематические нарушения пользователь будет наказываться. Такое сообщение должно выглядеть хотя бы так: Это не касается тех, кто по незнанию или неграмотности допускает ненамеренные ошибки. У нас не форум русского языка, но хоть не много порядок должен быть.2 балла
-
Андрей варит новым Сварогом. Подключил два аппарата к одному блоку охлаждения, последовательно - вполне хватает. На фото наш заслуженный и безотказный ветеран EWM Тритон 220 и новобранец - трехфазный Сварог. Писать про Сварога отзыв, интересно кому? И куда писать?
2 балла
-
2 балла
-
- Почему, ... ..... ...... мать, эта .... .... .... машина - еще в рем. зоне?????? - Не установлен патрубок! - А какого ... .... .... ... он не установлен???? - Хомута оригинального нэма! - Тогда почему этот ..... .... ..... ....... аргонщик посреди цеха сидит, с наглой рожей, перед ноутбуком?????????????? - Сделаем, узбагойся....
2 балла
-
Двадцатка к сороковке вертикально. Не часто варю многопроходные швы, учусь.
2 балла
-
У меня вот такая работа.
2 балла
-
2 балла
-
1 балл
-
И шаг манипуляций сделать чутка меньше, чтоб между чешуйками не было таких перепадов.1 балл
-
Забыл. Вот такие подшлемники еще начинаем. Удобнее предыдущих. Сам носил. А на соседнем фото - масса усиленного костюма.
1 балл
-
Я как-то пытался объяснить в Швейцарии смысл выражения - и так сойдет, потом смысл слова - авось, 3 дня ушло на это1 балл
-
А почему не в "Наше оборудование"?1 балл
-
Кормим белок, г.Томск Лагерный сад. http://www.youtube.com/watch?v=590gh9dvw6w&feature=youtu.be1 балл
-
Возможно заварить стык трубы 57 стенка 3.5 такими электродами разделку можно и не делать а если и делать то обычную но притупление ближе к 3 мм. Это обеспечит нормальный ход сварки. А зазор 2.5 и тока ампер 60-65 меньше тока ставить не стоит. И все. В мире сварки возможно практический все главное знание навык практика опыт творческий подход и немного визения и все получается. У нас сейчас в работе паропровод ду273 толщина стенки 35мм сталь 15хм. Варится с подогревом нагрев до 300 градусов. Сборка стыка на чопики нагрев и сварка. Работают два сварных на сварку стыка уходит от 2 до 4 часов. Последующий прогрев отсывание и просветка. К работе допускаются аттестованые сварщики не ниже 5 разряда. По трубе пойдет пар температурой 500 гр. И давление 120 кг.1 балл
-
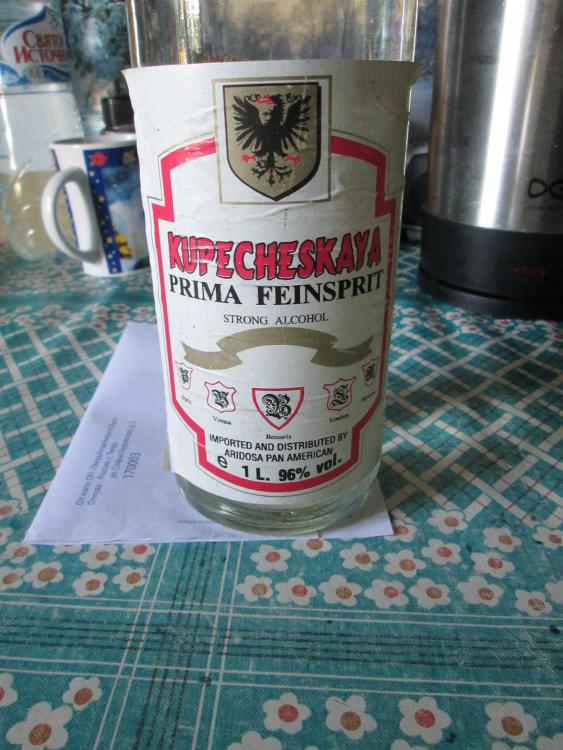
Третий десяток лет стоит не разряженная в организм. Всё некогда... А этим, на одуванчиках настоянным, можно будет похмелиться.
1 балл
-
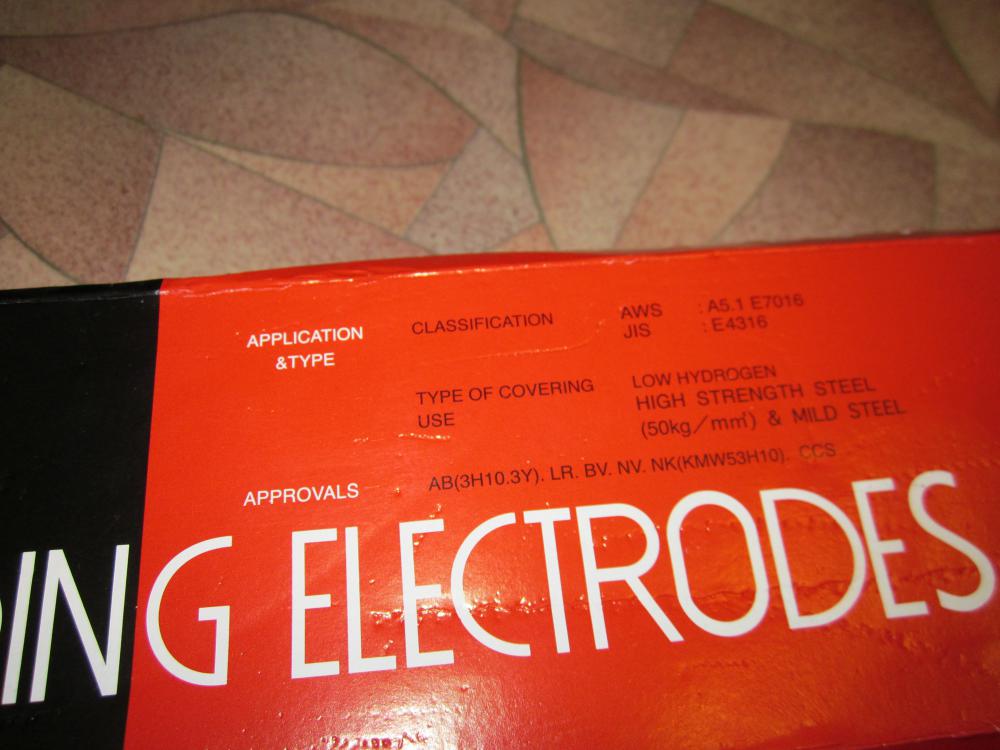
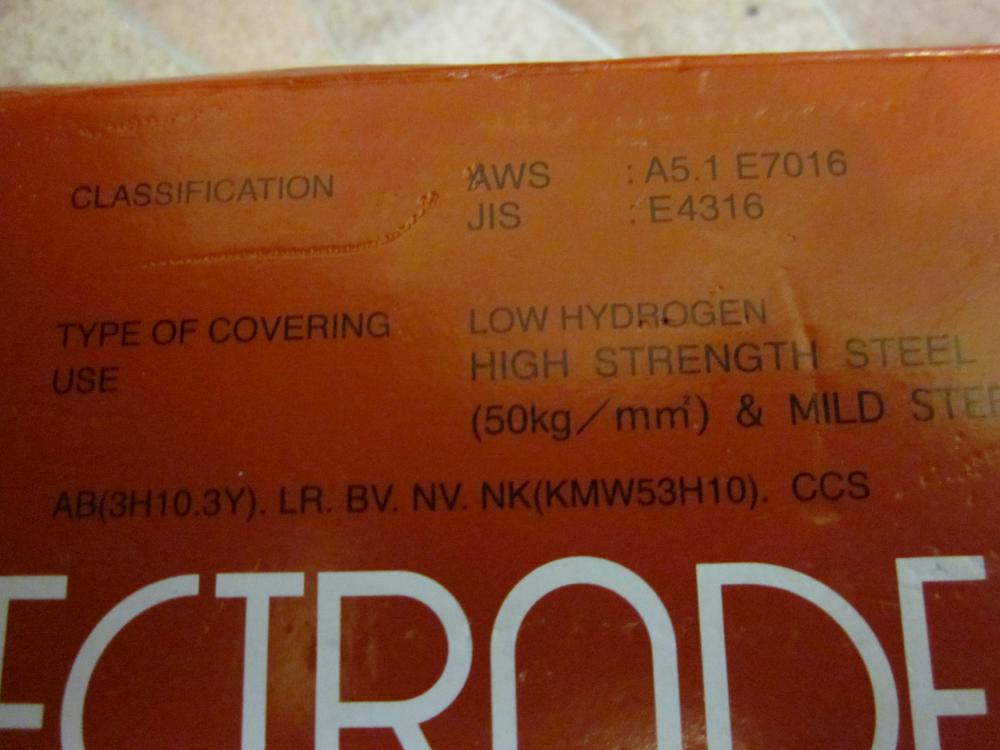
Какая показательная история с одной пачкой электродов произошла. В соседнем городишке в хоз/маге касаемо электродов - каждой твари по паре. В основном то что "хорошо берут", в почёте конечно же Эм Пэ Три синие . И китайские рутиловые аналог УОНИИ/МР-3.))) Два месяца назад затесалась в эту "знать" пачка каких то LB-52U диаметром 2.6... 700р. пачка. Не поверив глазам попросил продать на пробу 10штук. Приехав домой сунул в тубус к УОНЬКАМ, на первом же калыме сделал вывод-" Шарик, ты балбес.. хватать надо было. Всю." Каково было удивление и радость увидеть ту же пачку медленно раскуриваемую поштучно местными сварными аж два месяца!!. Забрал сразу. Остаток 1.5 Кг. отдали за 220р. Вывод: Это что с людьми на белом свете творится, если шир.потреб. хватают как пирожки пачками а люксовые электроды лежат забвенны в публичном одиночестве? Вот'с: Товарищам из KOBE STEEL,LTD. аплодирую стоя.
1 балл
-
Нерж 1,5мм, Pulse, крышка горловины д16.
1 балл
-
Ещё как влияет, удерживает влагу тем самым увеличивая скорость "ржавления" металла.1 балл
-
1 балл
-
Секта нумерологов чёль?
1 балл
-
В допуске несколько мм (вразброс) у больших отверстий справа. Когда нибудь (через неделю, месяц, год, век) всё это начнёт исподволь трещать и лопаться. Само собой сначала слева внизу и на углу справа... по "пеплу". Да, их поубивают криворукие. Меня тоже поначалу смешили вопросы слесарей: "А зазор 3 мм можешь заварить?" Потом познакомился с изделиями штатного сварщика и стало не до смеха... Зато после этого слесаря-трубники оторвались на славу... (тема "Будни сварщиков", стр.129) Но брак, тех и других - это отдельная тема...
1 балл
-
А смысл? Мне когда нужно было кучу разделки и фаски на АМГ 10 и 25мм сделать, я купил большой фрезер бош, который по дереву двумя руками таскается типа http://i2.guns.ru/forums/icons/forum_pictures/000951/951971.jpg только формы другой и побольше. И чудесно обычными деревяшечными ТС фрезами сделал всю эту работу, поливая всё это дело мыльным раствором. Быстро..., разговор идет о метрах в мин. Там есть чудесная направляйка которая позволят идти по линейке и радиусу, а так-же установка глубины разделки. Больше на этот похож. https://www.google.ru/search?q=%D1%84%D1%80%D0%B5%D0%B7%D0%B5%D1%80+%D0%B1%D0%BE%D1%88+%D1%84%D0%BE%D1%82%D0%BE&newwindow=1&espv=2&tbm=isch&imgil=QUgWb6zNvPVGHM%253A%253B-VH8-Z3Zv3kmCM%253Bhttp%25253A%25252F%25252Ftalks.guns.ru%25252Fforummessage%25252F97%25252F267131.html&source=iu&fir=QUgWb6zNvPVGHM%253A%252C-VH8-Z3Zv3kmCM%252C_&usg=__Xm5xQ8raejqTVk1g5zQncB9fGv0%3D&sa=X&ei=C2AEVLLEEIrhywOjzYKwCw&ved=0CC4Q9QEwCA&biw=1600&bih=799#facrc=_&imgdii=_&imgrc=li0Nnjgi6GZK9M%253A%3BoKwgkmfLO3TdgM%3Bhttp%253A%252F%252Fstrument.com.ua%252Fpublished%252Fpublicdata%252FSTRUMENTSTRUM%252Fattachments%252FSC%252Fproducts_pictures%252F14955_enl.jpg%3Bhttp%253A%252F%252Fstrument.com.ua%252Fproduct%252Ffrezer-bosch-gof-1300-ce-1300-vt-12000-24000-obmin-canga-60-127-mmbesplatnaja-dostavka%252F%3B800%3B793 В споры вступать не намерен, Это, так... Случай из личного опыта.1 балл
-
И так как педиратор идей я не могу жить без очередного размахивания шлифмашинкой и очередями полуавтомата -разрешите представить очередной опус мотопришибленного механика.Вводные данные теже:Денег нет,заказчика нет,мозг кипит,руки чешутся.Очередной мозговой штурм выдал на гора проэкт скутовелочеппера из того чо бог послал и я в закромах мастерской откопал.Колесо переднее(68 спиц) подарок от велосипедистов под чумавской проект-Даром!!.Вилка и рама от велика раньше.Скут китай -убитый в хлам+ запчасти от мота зимнего тюнинга(безвозмездно-тобишь даром"сова с винипуха").На фото этап черновой сборки-для визуального восприятия и выявления слабых мест и дальнейшей комплектации ЧО.ВЕЛ.МОТО.
1 балл
-
Крутяк! http://www.yaplakal.com/html/emoticons/rulez.gif http://youtu.be/HI9Z1UUhbUY Итальянские поп-панки перепели песню из «Ивана Васильевича» Миловидные итальянцы из Vanilla Sky, которые скоро приедут в Россию - они выступят на музыкальном фестивале «Кубана», который пройдет в Веселовке Краснодарского края с 14 по 19 августа, записали мини-альбом под названием Heroes At The Bottom, состоящий из трех песен. Причем у российских фанатов группы есть особый повод для радости - в мини-альбом вошел кавер на любимую многими песню «Звенит январская вьюга» из кинофильма «Иван Васильевич меняет профессию». «Мы знаем, что эта вещь звучала в одном из самых известных фильмов, которые когда-либо производила советская киноиндустрия», - признаются музыканты. Вообще, каверы - это фишка команды. Ведь именно благодаря им поп-панки стали знамениты на весь мир. Ироничная пародия на хит Рианны «Umbrella» привлекла внимание к группе в 2008 году.1 балл
-
Просто в смотритесь в эти лица-это ЛЮДИ с большой буквы.Я очень рад быть рядом с ними.Хлеб более 5000 буханок,медикаменты,вода,бензин,продукты. Но мы завершали стремление многих:тех кто нес пожертвования,милиционеров готовых перенести машину с хлебом,через проваленный мост на боровой,медиков, плачущих продавцов отдающих хлеб даром-они переживали за Лисичанск,пекарей и владельцев пекарен-отдающих хлеб по себестоимости и часть даром,пожарных Рубежного,Северодонецка.Священослужителей,просто верующих-православных баптистов.Баптисты 5 человек на 3 машинах развезли много беженцев,завезли более2000 буханок хлеба,медикаменты,топливо.Из них я знаю только Степана.Жители Северодонецка и Рубежного.КАждый кто учавствовал-это ЛЮДИ !!!!
1 балл
-
http://s00.yaplakal.com/pics/pics_original/8/8/7/863788.jpg1 балл
-
http://www.youtube.com/watch?v=nEjLFpU2pJ41 балл
-
Поэксперементировал сегодня немного.Из выводов (личных) - Сомнительные (очень) параметры, крайне сомнительное качество швов,мутный ГОСТ. Такое впечптление,что этот пункт никто не выкидывает,но и не соблюдает.И кочует он из года в год.Если на малых толщинах (3-3,5мм,ну очень максимум 4мм) он имеет вес,то 4мм - так-сяк,а вот 5 мм -уже перебор.И чтобы мне ни говорили,какие бы аргументы не приводили,всё это бред,чистой воды.Неповоротный стык по такому ГОСТу - не сделать !А если ещё и номинал 1,5мм,то и подавно.Всё что подаётсяч как достижения и умения (мысли в слух,прошу учесть,иначе не обойтись) - передёргивание.Из вариантов : Зазор изначально больше или есть фаска.После прохода корня всё зачищено и положен ниточный шов.Из этого варианта следует,что стык сделан с грубейшим нарушением.Внешне всё по С2,но если сделать шлиф,то картина будет нелицеприятная.На эти мысли меня натолкнуло сегодняшние пробы пера.Зазор 2мм,толщ.стенки ~4мм,эл.LB-52, ф2,6мм и Bohler 2,5мм. О полярности-чуть ниже.Так вот.Если без колебаний,но с учётом проплавления ширина шва ползёт за пределы ГОСТА.Если увеличить ток,но колебания не делать (чтобы шов был в параметрах),то надо и скорость увеличивать,но с увеличением А и ширина дуги растёт,и металл с электрода "льётся быстрее и разделка забивается,если ещё и надавить на электрод,то элементарно будет дыра.Кстати если надавить на электрод,чтобы он аж согнулся,как уже упоминалось, на такой толщине то : на малом токе он "примёрзнет",на повышенном он продавит такую толщину,но Если он погрузится хотя бы до половины толщины - для провара корня,то как плавить верхний слой трубы - дуга работает вперёд и по бокам.Значит надо делать возвратно поступательные движения.Давить уже не получается.ПРи этом ширина св.ванны будет неизбежно расти.Следует учесть,что надо и кромки подогревать,акцентируя тепло дуги - это опять же колебания. ПОлярность.На прямой,как рекомендуют варить корень,дуга широкая и не так сильно давит на стенки.На ней комфортно варить корень и шлак не достаёт,но проплавление ниже.На обратной - дуга более сжатая и концентрированная и ,казалось бы,на ней легко победить эту ситуацию,но на ней и перенос металла больше,и шлака в св.ванне на порядок выше,и такую разделку забьёт "на ура".ПОчему выбрал разные электроды.LB очень хорошо держит св.ванну и её легко контролировать.Bohler имеет в своём составе рутил и ,соответственно,более высокую текучесть.НО ни один из этих факторов не сработал,чтобы сделать качественный шов.По-любому ,он и внешне выходил за пределы допусков,а уж обратная сторона шва оставляла желать лучшего.Столило применить разделку(с одной стороны,заводская),картина сразу поменялась.Шов уже не стал,но провар на лицо.Можно долго ещё писать на эту тему - в голове много всяких мыслей,по-горячему,но и так уже накатал опус.Не спорю,что я элементарно не умею варить по этому стандарту,что моя квалификация оставляет желать лучшего и руки как крюки.Допускаю,но в этом случае,думается мне,что реальных сварных с учётом этого злосчастного ГОСТа, всего-ничего.Ниже помещу несколько снимков.На листке в клеточку - "масштаб" 1 клеточка - 1мм и соотношение всех и вся (зазор,электрод и его обмазка,и толщина стенки "для взятия")И несколько снимков одного стыка.Существенное дополнение.Варил ПОВОРОТНО. Если бы вёл сварку монтажного стыка,то всё было бы по-другому. На втором фото -электрод 4мм,на третьем - 2,5мм.Варил Bohler 2,5мм,св.ток 45-50А. Те что без разделки даже фотать не стал - срань господня. Добавлю ещё.На картинке "в клеточку" легко можно представить формирование корня - ширина,усиление.Св.ванна никогда не будет ровной во внутрь - только на сужение.Думаю ,мысль ясна. Долго думал,трогать эту тему или нет.Решил,что "да",потому как осталась висеть в воздухе недоговорённость и непонятки. В теме отписалось много людей,которых не сомневаясь можно назвать ПРОФЕССИОНАЛАМИ своего дела и мнение их было однозначным.В противовес - пара голосов,из них один -возмутитель спокойствия (с уважением,коллега ) и тёмная лошадка. Так где же правильное решение ? и стоит ли наступать на грабли ГОСТа.С другой стороны,если появится профессионал,который разжуёт детали воплощения проблемного стыка - только без языкошлёпанья,а аргументированно и реально подтверждённого,я сниму перед ним шляпу и принесу извинения за свои необоснованные нападки на ГОСТ. Общие фразы и рекомендации не катят,я и сам могу наговорить красиво. Всем спасибо за внимание ! Кого не заслуженно задел,прошу извинить.
1 балл
-
Не хотел вступать в дебаты,но не могу не спросить: Вы не видите реальные вещи ? Я про последнее фото (в моём посте,специально увеличил).Там непровар почти на всём представленном участке.У меня в посте мелькал фонарик,копеечный,китайский.Вы думаете он мне для подсветки стыков для форума ?Даже будучи уверенным в качестве шва,мне не составляет труда заглянуть во внутрь,а где проблема с видимостью,то фонарик в помощь.Не заметить на катушке такие косяки - без комментариев.А вобщем ,я рад за Вас,за Ваше упорство в достижении цели и отстаивании своих позиций.С таким энтузиазмом горы сворачиваются да реки вспять пускают,что уж там зазор да толщина.Как я Вам уже сообщил,то на досуге займусь повышением своей квалификацией.ГОСТ писан не дураками,а значит преусловатая С2 имеет-таки право на жизнь и варить её мы обязаны.И Вам на будущее.Чтобы не было таких горячих тем,следует и стык сделать качественно,чтобы обоснованно утверждать реальное (а то как с Мюнхаузеном ситуация),и представить его скользкие углы в достойном ракурсе.И тогда не будет кривотолков,нападок,сомнений и других инсинуаций.А все дружно поставят "+" ,а в комментариях будет восторг и похвала. Удачи ! С уважением.1 балл
-
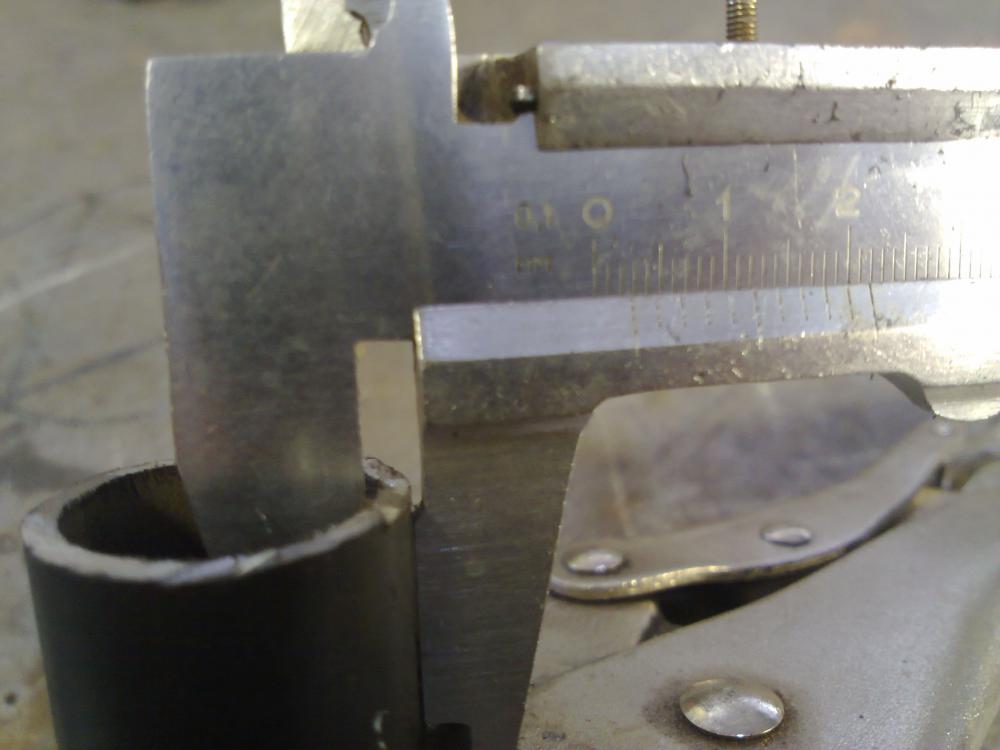
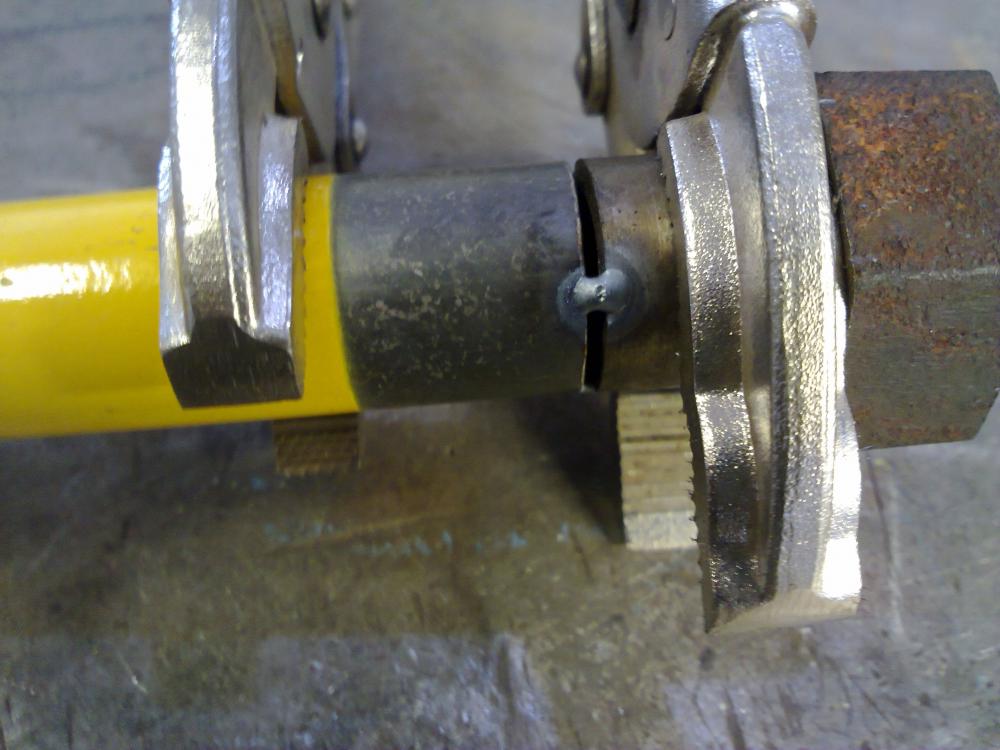
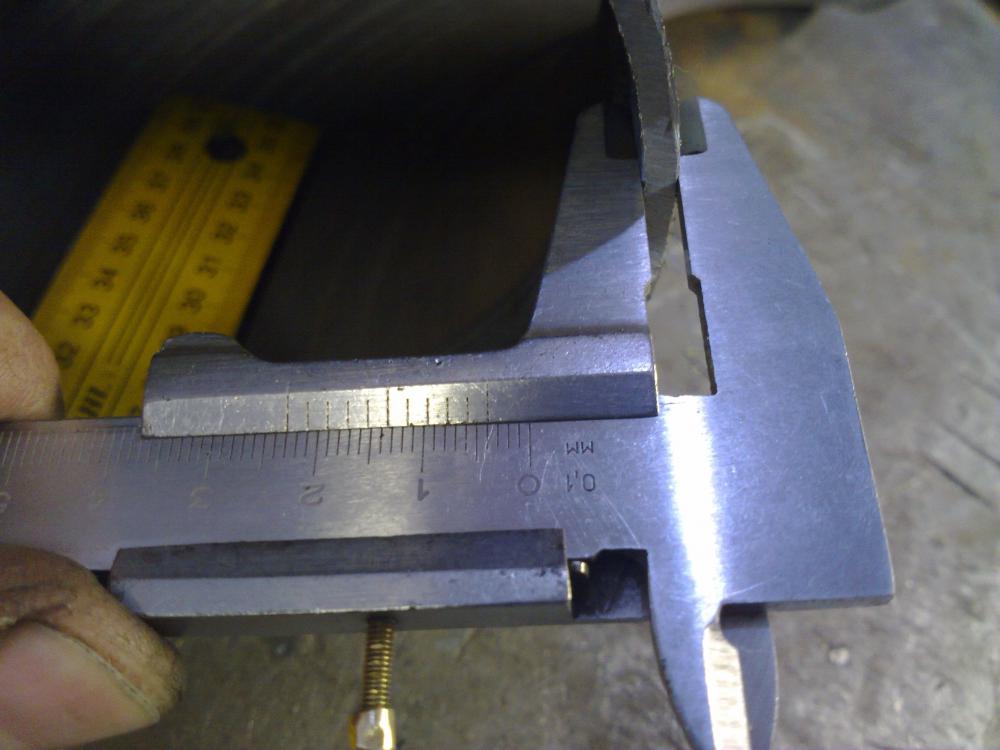
Ну в этом - перебьётесь ,слишком много чести. Амбиции попридержите.Кроме звона от Вас- пока ничего,и непонятно,спец ли Вы,или же очередной понторез.Не умаляю Ваших возможностей,но прежде чем бросаться такими предложениями,обозначьте свой профессионализм.На форуме есть для этого отведённое место. Потешу Вас,как раз сегодня,предвидя такое развитие событий,сделал небольшой отчёт. По характеру работ на сей момент была мелочёвка,ей и ограничился.С большими диаметрами на сей момент не стыкуюсь,да и не стал бы ради потехи время убивать.Итак.Труба 3/4".Толщина стенки ~4мм. Зазор 2мм. LB-52U. Ток 50-55А. Поворотный способ сварки. Один стык специально "распахал" ,чтобы представить провар.После этого заварен и окультурен Это тоже просто стык,с "потрохами".С фонариком и вспышкой. В ходе этих заморочек был сделан неправильный стык,который пришлось резать.Может оно как раз кстати. А это- как бонус.Конструктивно схема была изменена и одна из " лишних деталей" покоилась в углу.Привлечём её к делу.Это относительно того,как желательно в будущем представить свой высокий пилотаж в сварке труб.Облицовку можно и болгаркой зализать,а вот корень-это ЛИЦО стыка и вся свистопляска с пилотажем ничего не стоит,ежели он сомнительный.Труба 159 х 4. Зазор 3,2мм,притупление 1,5мм, фаска 30*,корень ,правда,ТИГ,но я им и работаю на этих изделиях,так что ,извините .А "ручник" я выше продемонстрировал.Ежели неповоротный возжелаете,то могу и его по-возможности и при наличии,но не по сомнительным параметрам,ибо ещё раз утверждаю,что 5мм неповоротный с зазором 2мм серьёзным диаметром и допусками на шов качественно не сделать,а уж если на потоке,то тем паче. Всем спасибо за внимание и пардон за столь длинный пост.
1 балл
-
Да , но у меня привычка , если к примеру поддон 4мм , делаю заплату из 3мм , небольшая выпуклость на ней не помешает , но тоже не всегда делаю все зависит от поддона (материала из которого его изготовили) на сколько он хрупкий и будет больше подвержен дать трещину (обычно когда в алюминиевом сплаве большой процент кремния . Заплатке после сварки в момент остывания можно и "помочь" распрямится - снять напряжение осаживая ее потихоньку молоточком , но не переусердствуйте а то сами трещин наделаете молоточком то ))) Меньше "утяжек" потяжек после сварки , меньше напряжения металла , Меньше вероятности образования трещин , а так же меньше поведет поддон , в частности плоскость (прилегания) . Притягивайте струбцинами при сварке и остывание к плите . Желательно специальной Можно в виде рамки , что бы возможность обварить была в притянутом виде как снаружи так и внутри . Удачи .))1 балл
-
Привет УВЗ от ЛАО: Между прочим - водяное охлаждение, но без вентиля газа (источник с клапаном).
1 балл