

Сан Толич
-
Постов
444 -
Зарегистрирован
-
Посещение
-
Победитель дней
14
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Сан Толич
-
Им самым, разве что давление было может быть немного поменьше. А под химией что подразумеваете? Я думал может быть спиртиком (самогоном) из краскопульта бы помыть, но останавливает, что не вытекшие капли с грязью присохнут где не надо и могут вывести аппарат из строя. Ограничусь кисточками.
-
В аппарате есть пыль и грязь, которая не продувается сжатым воздухом. Возможно ли его каким-то образом отмыть без какой-то глобальной разборки где нужны специфические знания? Сушить могу оставив на батарее хоть на неделю, например, ну и сколько терпения хватит феном. На 1 фото ниже видна эта оставшаяся грязь, которую я не могу сдуть сжатым воздухом из компрессора. На 2 фото общий вид аппарата еще до продувки, чтобы иметь представление о его внутреннем мире, который я не хочу разбирать. П.С. Уср*л аппарат не я, я таким его купил.


-
Раньше там на общестроительные работы готовили кадры. Там фраза "на работе научится" отчасти актуальна видимо была.
-
на Малой Родине с советских времен было училище, именуемое стройбатом (сейчас его объединили с другим ПТУ и появился аграрно-технический колледж), где были повара, плотники, каменщики, электрики, сварщики и еще что-то женское типа бухгалтера или т.п.
-
Так то не в чистом виде ИИ работает. Лекцию нашего ученого на тему цифровых двойников как-то слушал, как они проектируют в т.ч. для автопрома (немецкого). Людской вклад там весьма велик. Сочетанием волшебных клавиш там вопросы не решаются и имеют существенную инженерную составляющую.
-
Какие-то конкретные примеры можете привести?
-
Или 6й разряд или рост до управленца и всякого начальника, выбирайте. Несколько разный жизненный путь.
-
оффтоп: у меня надо букву Е удерживать, чтобы Ё получить
-
Может и так. Я не экстрасенс, не знаю что у него там было настроено. Все равно надо глазами смотреть на формирование шва. Не этой темы обсуждение.
-
от цен на оф.сайте?
-
Я бы смело добавил напряжения и подачи (дал бы побольше току). К полосе как-то плоховато приварился металл, на мой взгляд.
-
Стоит сравнить качество работы до и после. Потом над их интенсивностью поработать если что.
-
Все зависит от количества продаваемой продукции. В нашей организации 99% 8 часов и 5/2. За счет склада готовых деталей сборка укомплектована изделиями со сварочного участка. Вечеряют или по выходным выходят крайне редко, в основном совсем по непредвиденным делам. Ну и система оплаты - тарифная ставка. Знакомый работает на сделке, так они всегда стараются побольше поработать, чтобы в месяц побольше сделки закрыть. Сами себя регулируют бригадным методом. В другой компании приятельской также на сделке сварные, поэтому сами регулируют себе график и обычно перерабатывают.
-
Большая часть коротких по времени курсов - чистая коммерция. Продают корочки с каким-то минимальным минимумом всего для прохождения аттестации. Да и сама аттестация часто бывает удаленно на ПК, когда все можно "списать".
-
Однако это не мешает ширнармассам ваять все, к чему было страшно подойти с РДС, при помощи аппаратика за 60-80$ и мерзопакостной самозащитной проволоки стабильность процесса могут оценить лишь те, кто знает что это такое. А если две железяки (в домашнем обиходе это обычно проф.труба и прокат с нетолстыми стенками) соединяются легким движением руки, то вера в "волшебные спички" только крепнет.
-
Режим сварки настраивать наУчитесь и будет все нормально, коли опыт 15 лет. Моторика рук подтянется. На образцах плотно поработать, чтобы систематизировать в голове зависимость результата от параметров режима и в добрый путь.
-
То про работу с проволокой CuSi и CuAl наверняка было написано. Да и в сервисах иной раз не сварка, а черт знает что. Все равно все или не видно или под обшивку. Так что те еще авторитеты. Не отвлекайтесь на это на данном этапе, иначе каша в голове будет. Просто запаситесь не оцинкованным металлом и тренируйте навыки сварки и настройки. Столик какой-нибудь сделайте, или тележку для аппарата Как увидите хоть какую-то стабильность в результатах, займетесь своими порогами. А то без понимания процесса не те причины плохих швов ищите.
-
А газ точно дует из сопла? Металл еще может быть грязным, а на вашем фото как-будто вообще оцинкованый. При сварке по цинку копоть около шва обычно есть. Болты и гайки приваривать иногда приходится, а вот чистить места сварки от цинка приходится не всегда Грязный и незачищенный до блеска металл может давать поры. Куда этой грязи выходить, как не наружу? Я как-то ржавый лист после плазменной резки в поделку садовую использовал, так пока не почистил околошовные зоны, то не сварка была, а ср*лка, еще и со стрельбой.
-
Отправить на ремонт не ваш путь?
-
Порядок, если себя перепроверять во время работы. Знакомый мой только на таком и работает. Я как-то заказывал ему h-образный каркас типа 600х800х1200. Так все диагонали были в пределах 1мм (кожуха промерял перед гибкой). Из прижимов только струбцины к краю листа, чтобы базовый угол был. Так что столы да калитки смело на нем можно ваять, главное со знанием дела, чтобы не увело сильно.
-
только в покупке непойми какого аппарата за условные 3000 руб, еще столько же на паршивенькую маску с электродами и уже можно сверкать. Такой же непойми какой безгазовый полуавтоматик под 1кг катушку будет стоить 6000-7000 с маской и парой кг проволоки под 10ку набежит. Цена комплекта как на многие инверторы РДС типа ресанты. Так что смотря от чего кратность отсчитывать. Если более менее оборудование рассматривать, то да, кратность на лицо. Только 10л баллон с редуктором и заправкой - уже цена дешевого аппарата. Себе в деревню именно ММА взял, т.к. часто бывает нужда буквально на пол электрода 2мм. А в связи с пока что отсутствием помещения для сварки, таскать все МИГ/МАГ хозяйство по участку не сильно хочется. А тут в окошко вытащил кабеля, пара минут и обратно сматываться. Но это только потому, что есть ПА в мастерской который под работу "побольше" всегда можно привезти с мобильным баллоном (самозащитку я не люблю и пользоваться ей не хочу).
-
Лучше иметь отдельно полуавтомат и аппарат для TIG-сварки. Все равно если для заработка, то TIG нужен с AC/DC. Но если так хочется зависеть лишь от одного аппарата, то можете посмотреть Гроверс комбо. С DC TIG есть Викинг МТМ.
-
Да не пытаюсь я этого делать, и не пытался. И стойкость расходки Опять не в ту степь. На третий круг заходить уже не буду. Толи выразился так, что непонятым остался, толи настройке режима резки так вам поучить хочется, что предмет вопроса отлетел на задворки. Буду литературу добывать да в ней ответ искать. А металлолом как будет в ассортименте, так может и натурными наблюдениями займусь. Мне потенциал источника понять хочется. А на него, как мне видится, три параметра влияют: выходные ток и напряжение и потребляемая мощность, которая на любой из множителей может влиять, если она ниже их произведения. Взять к примеру powermax 105 от гипера. Из его руководства: макс.ток 105 А, номинальное выходное напряжение 160В, коэф.мощности 0.94. Имеем макс.мощность грубо говоря 17,8 кВт, т.к в руководстве о ней не написано, но указанный потребляемый ток в 30А в целом это подтверждает. Теперь берем моего китайца и его руководство: макс.ток 100А, мощность 13 кВт, про остальное ни слова. Если примем, что ток 100А он действительно выдает, а КМ пусть будет таким же (точность не принципиальна), то напряжение на дуге будет 122В. Что говорит о том, что при таком же токе он не порежет как гипер в плане и скорости и максимальной толщины даже с его резаком.
-
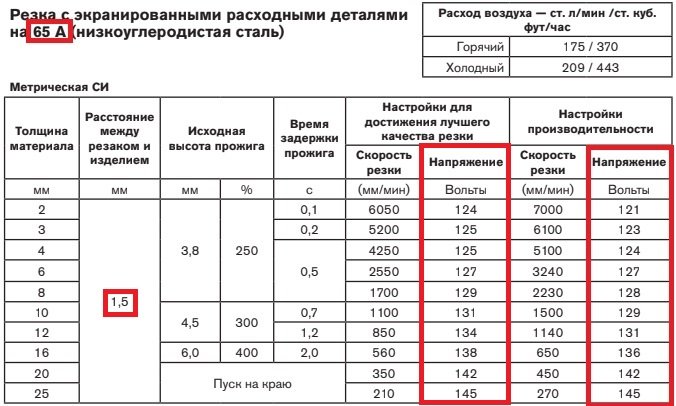
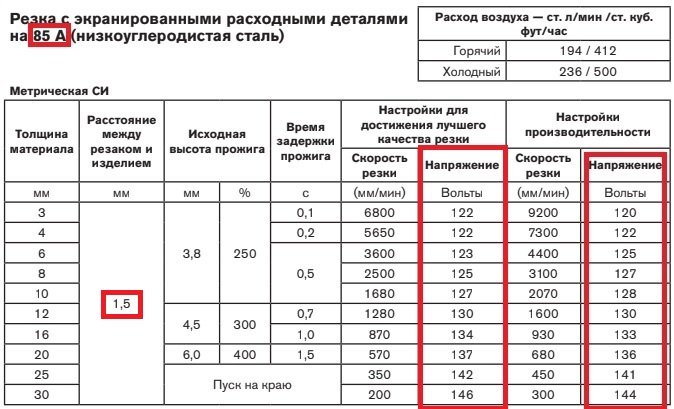
Что-то увели в другую сторону. Про режимы резки, качество кромки и прочие сопутствующие результаты речи не было. А замеренное напряжение, которое портал удерживает, это и есть то напряжение, которое может выдать источник при заданной высоте резки. Вот! И там с ростом толщины напряжение дуги растет, потому как длина дуги меняется. Если источник не сможет обеспечить необходимого напряжения на дуге при заданной высоте резки, то этой самой резки не будет. Приложил примеры от гипера, два из них при одной высоте резки. И рассмотрим очень абстрактный пример. Ток 85А, напряжение 146В - мощность 12 410 Вт. Допустим это максимальная мощность источника (КПД источника в счет не берем). Теперь хотим резать на токе 105А. Итого мы можем получить 12 410 / 105 = 118 В, что говорит, если опираться на таблицу гипера, что на этом токе мы ничего толстого нормально не порежем, по крайней мере на тех режимах, что указаны, т.к. источник не сможет растянуть дугу при токе 105А. И мой вопрос как раз о том, есть ли данные по напряжению на плазменной дуге в зависимости от толщины металла, т.к. если источник еще может выдать ток, но уже уперся в свою максимальную мощность и дугу выше не тянет. Или я по своему незнанию силовой электроники и работы инверторных источников заблуждаюсь в своих рассуждениях и вопросах?

-
Резка с ЧПУ, масса на столе. Есть контроллер высоты дуги. На нем выставляется значение напряжения. Для его поддержания контроллер, измеряя напряжение дуги, поднимает/опускает плазмотрон. Т.е. напряжение регулирую как бы я, задавая его величину в контроллеру высоты. Положив лист 4мм на стол, и поставив на ТНС напряжение 100В, я получу нужную мне высоту резки в 1,5мм, поставив напряжение 120В - резак поднимется вверх и высота резки станет гораздо выше и качество реза упадет. Понимать, какую толщину осилит источник. Если источник не растянет дугу на нужную толщину, то он нормально не ее прорежет. Вот об этом и вопрос. Если 100А источник при максимальной мощности на токе 80А растянет дугу сильнее, чем на токе 100А, то вроде как он должен на меньшем токе прорезать лист большей толщины (в пределах разумного конечно, т.к. ток резки здесь тоже важен). Железяк нет в быстром доступе для проверки, так бы может и не спрашивал. Это напряжение дуги при резке. В букваре к гипертерму powermax 105 в таблицах режимов резки эти величины можно повстречать, для тока до 85А там как раз тонкие листы стартуют с рекомендуемого напряжения 120В, а толстые типа 25-30мм - уже 140В.



