copich
-
Постов
6 581 -
Зарегистрирован
-
Посещение
-
Победитель дней
121
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент copich
-
@n00b, получил аппарат. Подключил. Что изначально не понятно: на роликах, в канавках, какая-то грязюка. Она и на выходе из направляющей проволоки есть, типа пластилина, рыжая. Но не ржавчина, тянется. И даже со всеми этими коврижками, на тех параметрах, с чем аппарат приехал, все варит. Чтобы плювался, в стандартных настройках, я горелку опускаю косаясь защитным соплом в деталь и так веду, т.е. очень и очень близко, тогда есть подбрызгивание. И чтобы от брызг уйти, я крутанул до -25 проволоки. В стандартном режиме, когда сопло в зазоре около 10 мм, достаточно при нулевых значениях работать, ну если наверняка -5 - -6 вообще за глаза. Т.е. проблем с аппаратом я совершенно ни каких не вижу. Все штатно. Горелка МВ25, лежит отдыхает, пованивает от перегрева. Завтра подкину 350А горелку, посмотрю на ней. Но не думаю, что будет другой результат. Черняга от клиента осталась, что конкретно за материал не знаю. Толщина 5мм. Проволока обычная омедненка (какая-то китайская), толщина 1.0. Даже наконечник похуже поставил, чтобы наверняка начал брызгать и не вышло. Наконечник как положено 1.0. Газ, качественный 80\20 от ЛИНДЭ газ. Горелка штатная 25-я. Канал стальной. Газа 14 л\мин по ротаметру поплавковому. Ссылка на видео и фото: https://cloud.mail.ru/public/MKep/ay6s5f6XG ДА, для особо замороченных, я не смотрел другие настройки. Старт поджога совершенно сейчас не волнует. Насчет старта, я ДВА ДНЯ в алюминии гонял ТР220 и режимами прихваток. Ни каких подстрелов, утыканий нет. Если копоти на материале нет, то дуга моментально загорается, отстрелов ни разу не было. А вот на копоти и при относительно большом шарике на кончике проволоки, может произойти утыкание, просто без дуги. Протер тряпкой и повторно все загорается и не отстреливает. Проволока 0.8. газ аргон. Проволоки 1.0 алюминиевой у меня нет. Только под эксперименты покупать 1.0 или 1.2 не имеет смысла. Да и авто радиатор я мучил. При этом он уже хорошенько жизнью побитый. ТИГ вообще не хочет с этим алюминием работать по причине его пайки. Припой просто ужасно себя ведет в ТИГ дуге. П\А значительно упрощает процесс лечения. Для дальнейшего общения по ТР220XL прошу в личку, на почту в ватсап. Посмотрим, что еще можно проверить и в каких режимах погонять. По результату можно будет скинуть фото видео, если будет интересно.
-
ваши слова как мед звучат. Если бы так все просто было, то в сервисе и делать не чего было бы. О подготовке воздуха слышали? И давление в ресивере при включенном компрессора далеко не означает константу. А то вон как вы резко все раз и ограничили и сделали константой Шустро, ни чего не скажешь. нет не правильно. Есть плазменные резаки у которых надо чиркать соплом о деталь и это называется контактный поджогом. Есть пневматический поджог который путают с контактным поджогом. Есть контактный рез, когда плазменное сопло во время реза осуществляет контакт с деталью. Есть без контактный рез, когда нужно выдерживать зазор между деталью и плазменным соплом. Замыкание плазменного сопла о деталь гарантированно ведете к порче плазменного сопла, а может и электрода, а может и вторичного выпрямителя. Так что, вы уж точнее определите, что и с чем хотите разобраться. при общении с китайским оборудованием и инструментом, надо не просто читать инструкцию, а представлять себя детективом и производить расследование, что есть лож, а что правда и чего просто не указали. Поэтому, что у вас написано может быть с родни надписи на заборе. А может быть и правдой в зависимости от того, что же у вас на самом деле и какой принцип работы. мир меняется довольно быстро. За всем в мире сложно уследить. да что вы говорите?! Частотники широко применяются на огромном количестве оборудования и следующий этап это инверторная техника, что по сути и есть частотники. Инверторный холодильник, стиралка, кондей и т.п. И зачем там понижение рабочего напряжения в нижний предел? Или не так просто как вы хотите нам сказать? В общем я с вами не согласен. И главное с тем, что ЧАСТОТНИК ох как снизит стартовый ток и нагрузку на сеть. Как собственно снижает инвертор нагрузку по сравнению с трансформаторным источником, когда один работает на удлинителе 1.5 квадрата, то другой и 4 квадрата провода просаживает так, что тухнут лампочки. Грубое сравнение, но так понятнее, как мне кажется. с этим ни кто не спорит. И конечно при условии, что это возможно сделать. У нас в СНТ входной трансформатор стоит на 40кВт (более 10 домов висит и это далеко не все участки заняты и подключены, если точнее то 1\8). И при такой нагрузке уже дефицит мощности. Ни чего не сделаешь, если не поменять трансформатор. У меня дом подключен от городского транса более 100 кВт и я не имею таких проблем как соседи в СНТ. Так что не все просто. Если даже 16 квадрат входной меди поставить при слабом трансформаторе ни чего не изменится.
-
в какой-то момент, у них дымок пошел это нельзя назвать резал. Если при хорошей массе он режет, то без массы он плавит немного метал. На тонком, может даже и разделение одного от другого получится. Но процесс не сравним совершенно, от слова СОВСЕМ. ну да... Скажите это тем у кого ЧПУ или другая электроника работающая без заземления. И ладно, что глючит, так она может и сгореть от слова СОВСЕМ ПЫСЫ, и бывают случаи, что и заземление не помогает ну так и должно быть. Источник именно так и считает и переходит в пилотную дугу или совсем теряет дугу. Это не удивительно. Другое дело, что это особенность источника (производителя), но что уплочено то и получено. У более серьезных производителей нет такой чувствительности, т.е. один мм не показатель для оборудования. Хотя может у вас и гуляло на +\- 5 мм, то тут тогда и говорить не о чем.
-
тогда должен быть не контактный рез, а на расстоянии. С ВЧ не встречал контактных резаков. Другое дело, если обратный кабель плохой контакт имеет, то приближаясь плазматроном, вы увеличивали ток резки. ИМХО... Только мысли в слух. Но хороший контакт обратного кабеля, залог стабильной резки, это однозначно! Иногда нужно хорошенько зачистить место крепления обратного кабеля. На новые источники клиенты жаловались, что не режет. Оказывалось, что либо контакт плохой либо вообще забывали обратный кабель прицепить. Думали, что у них реально меч джедая
-
это в большей степени относится к источнику и отношению его к питающей сети. Но генератор или стабилизатор должен обеспечивать запас на пусковое (пиковое) потребление. я знаю что пишу. Посмотрите. Хелви уже с царских времен перестали делать источники с HF. Только пневматический поджог. Ну скажем, так, инверторы с пневматикой от мала до велика. Нет ни какого HF уже давно. И это очень хорошо для всего на свете, что рядом работает. нет. Качество расходки, качество воздуха и конечно его давление (расход). И дежурная дуга ну ни как не зависит от плохого контакта массы Она горит используя совершенно другую цепь. нет. не будет ее внутри. При потере основной дуги, источник блокирует работу дальнейшую. Нужно повторно производить поджог. Либо если в режиме сетки использовать, то будет участвовать пилотная дуга. Беспилотных (дежурная дуга, она же пилотная) мы не рассматриваем. Это другая история. как и положено, резала основная дуга. Расстояние нужно и зависит от применяемого плазматрона. В некоторых случаях, контактный рез очень хорошо например относится к оцинковке. Она не так сильно горит и сохраняется защитный слой в большей степени. нет, если использовать частотник Но он тоже денег стоит и на компрессоре его использовать, жестоко. Правильнее с сетью разобраться, как вы и написали.
-
не правда, ваша, если стаб выбран правильно. Знаете сколько предприятий работают со стабилизаторами? И стабилизаторы не на какие-то 1-2 кВт. смотря для чего и не всегда. Есть комплекты расходки для контактного реза. Нужно уточнять у продавца, если инструкция общая. А для китайского она обычно о температуре на Марсе в полнолуние. он уже в компрессоре должен быть установлен. Если самодельный, то все равно, не важно какой конденсатор, пусковой ток будет колосальный. Поэтому и генератор подбирается даже для работы инвертора не менее 1.5, а лучше все 2 коэффициент. Плюс то что написано на шильдике, в наше время ужа ни чего не означает. Особенно для китайского и из их изделий собранного. уточняйте у продавца. У нас на Хелви, на маломощных контактный рез. Да, пилотная дуга, да, она загорается при нажатии на кнопку, но рез контактный. Для более мощных есть комплект расходки для контактного реза и для без контактного. Первый случай для ручного реза, второй для автоматического. Т.е. шаблоны (спиральки, усики) не добавляют удобства при резе. Главное, что пилотная переносит дугу на метал и уже основная дуга режет метал. Конечно есть особенности для старта дуги с края детали и для прожога отверстия (дырки) или старт не с края детали. Но это уже производитель (продавец) вас должен проконсультировать. может масса причин, как питающее напряжение так и скачки воздуха в системе. Поэтому надо делать анализ происходящего. Генератор для компрессора, а в частности для индуктивной нагрузки в виде мотора, вещь не простая. Нужно правильно подобрать генератор, как и стабилизатор. Но на сильно просаженной сети, стабилизатор ну ни разу не поможет. Может проще даже наоборот, запитать плазменный источник чем компрессор. зависит от источника, т.е. метод реза, контактный или без контактный. По вашему не подскажу. Либо у имеющих аналогичное спросите либо у продавца. Но если у вас ситуация изменилась при касании, боюсь, даже будет лучше резать касанием. При методе резки касание, если источник и плазматрон под данный вид реки, как раз наоборот, расходка будет быстро умирать, если резку осуществлять на весу. Если должно удерживаться расстояние, то первое пострадает балластное сопротивление. Следующим вторичный выпрямитель умрет. Но все зависит от конструкции источника.
-
 выше писал про это, что это одна из основных причин. Ну по крайней мере из моего опыта. конечно, дублировать словами ни чего не надо. Тем более, что общение на английскои. Если есть желание, можете по-говорить на английском любое. Но ваш случай уже описал, как себя проявлял и что было. В остальных случаях, много разнообразного от мигания лампочек до пропадания АС или просто не возможно выбрать один из видов сварки. не нужно ни чего сразу менять. Достаточно осциллографом по сигналам пробежаться с входов на выходы. Но в вашем случае, не знаю, как себя будет источник себя вести если его на баласник повесить и поставить например 6-20А ... Знаю, что на баласнике если выставить 100А, то при рабочем источнике он более не выставит, меньше да, больше нет. Но для этого баласник нужен. Замыкания электродом, вполне хватит на короткую проверку сигнала на операционнике. ну может быть.... Как-то не обращал внимания. В ММА режиме не часто ТИГ источник включаешь, может и попискивает... что-то. И что-то как-то в голове вспомнилось... А регулировка тока не с педали стоит? Т.е. откиньте кабель от разъема горелки который с передней панели на плату управления идет. Без него попробуйте запустить.
выше писал про это, что это одна из основных причин. Ну по крайней мере из моего опыта. конечно, дублировать словами ни чего не надо. Тем более, что общение на английскои. Если есть желание, можете по-говорить на английском любое. Но ваш случай уже описал, как себя проявлял и что было. В остальных случаях, много разнообразного от мигания лампочек до пропадания АС или просто не возможно выбрать один из видов сварки. не нужно ни чего сразу менять. Достаточно осциллографом по сигналам пробежаться с входов на выходы. Но в вашем случае, не знаю, как себя будет источник себя вести если его на баласник повесить и поставить например 6-20А ... Знаю, что на баласнике если выставить 100А, то при рабочем источнике он более не выставит, меньше да, больше нет. Но для этого баласник нужен. Замыкания электродом, вполне хватит на короткую проверку сигнала на операционнике. ну может быть.... Как-то не обращал внимания. В ММА режиме не часто ТИГ источник включаешь, может и попискивает... что-то. И что-то как-то в голове вспомнилось... А регулировка тока не с педали стоит? Т.е. откиньте кабель от разъема горелки который с передней панели на плату управления идет. Без него попробуйте запустить. -
думаю нет. Писк скорее всего из-за другого. Хотя ранее не замечал. Единственное, что балластный резистор может быть поднагружен, он и может пЕСчать, но это надо прислушаться. Кондеры, ни разу не встречал как проблема источника. А вот слет мозгов бывало ну ооочень редко. Ток сварки максимальный только раз был когда люди в SPE накрутили. Больше не помню такого. У других производителей максимальный ток на выходе часто по причине проблемы токового датчика, слет мозгов и их связь (точнее отсутствие). Присылайте видео, посмотрим, что ответят. Только так, чтобы при просмотре было понятно, что установлено, что делаете и что происходит. Чтобы не было: "видишь суслика? Нет? А он есть" Т.е. если сами посмотрите видео и без докумекования будет все понятно, то производителю тоже будет понятно. А то замучает меня вопросами. А с чего все началось? Есть информация по данному вопросу?
-
по гарантии, не прошло бы А за счет клиента не выгодно
-
Цена в евро. Заказать можно в двух компаниях (официально): ВеберКомеханикс и Рутектор. Перемычки, нет надобности трогать без лишней необходимости. Все выставлять на минимум не нужно. Нужно, главное, выставить стартовый ток на минимум. Попробуйте в 4Т режиме проделать манипуляции. Пришлите серийный номер аппарата, отпишусь производителю, посмотрим, что они посоветуют проверить или поменять. Сделайте видео и ссылкой пришлите в личку. Так проще объяснять что происходит (производителю). Желательно пробежаться по настройкам, чтобы в видео было видно. Через любой облачный хранитель информации (майл, яндекс) можно переслать достаточно большой объем видео (фото). Серийный номер аппарата нужен для понимания версии сборки и версии софта.
-
@feros2011, в личке видел. пишу ответ сюда. Схемы для общего пользования нет. К сожалению не могу дать. Личная договоренность с производителем, надеюсь на понимание. Прошивка есть, но она была так же дана для личного использования. Хотя я не встречал такого, чтобы в вашем случае прошивка помогла бы. Знаете как зайти в режим SPE? Очень похоже, что у вас накрутили в режиме SPE. Сбросить на заводские настройки делали? Возможно поможет. Датчик тока, шунт, сигнал идет на плату управления? Если датчик тока будет в обрыве, возможно такое как у вас получается. А так же, вы проверили модуль АС? И еще один вопрос, территориально вы от куда? В общем, из вашего описания, я бы: - проверил цепь токового шунта. - проверил настройки аппарата особенно в режиме SPE - возможно сбросить на заводские настройки Ну а там по обстоятельствам. К сожалению платы для диагностики нет. Поэтому если все сложнее, как вариант проц уехал, то списываться с производителем остается либо покупать новую плату управления вот только цена не веселая, что-то порядка 800 еврейских будет +\- 150... Надо уточнять. Драйвер вроде бы где-то лежал, рабочий... Но надо поискать. Хотя не похоже, что в нем дело.
-
это глубочайшая ошибка. Просто так дешевле ни чего не бывает. Если они стырили и делали дешевле, то в цене не учтена стоимость разработки. Это для примера. И это не касается других компонентов, качество сборки и прочее. Верить в возможность Китая сделать дешевле тоже самое, в корне не верно. Не могут они просто так сделать дешевле. В чем-то есть особенность. Другое дело, что удешевление, лично вас может не коснуться, вы ни когда и не поймете в чем особенность, но для других может оказаться плачевным. А в остальном, да, Китайцы молодцы, делая массово как Форд на конвейер поставил, смогли понизить стоимость многого и это еще наверное не предел. Но тут понятно за счет чего удешевление, массовость, однотипность.
-
сюда стучались? http://websvarka.ru/talk/topic/13892-plata-dlia-svarochnogo-apparata-kemppi-minarc-150/ У них есть платы не рабочие, сервис как ни как может смогут замерить и подсказать. Я так плату у них брал как донор. По основной плате не помню, а плата управления многослойная, не определить куда дорожки идут. По основной плате проблема в том, что подымать надо элементы чтобы проследить дорожки. Ну и можно встретить проблему в виде потери контакта в межслойном соединении. Но у кемпарей, как выше уже не раз писал, что проблема в разваливании SMD компонентов и абсолютно в разных местах. Поэтому идея с ТВЧ из ММА аппарата на базе кемпаря была перечеркнута.
-
сам не посмотрел и вас в заблуждение ввел. У меня минарки 220, но не ТИГ, а ММА. Поэтому немного схемы отличаются. По замеру, относительно минуса управления и минуса силового выхода - КЗ, сопротивление близкое к 0 Ом, т.е. погрешность измерения.
-
объявления о продаже посмотрите. Есть товарищи, продают и ... в общем цены хорошие и хорошие предложения имеют. Мне лично помогли. Сейчас в ремонте два 220-х. Что-то конкретное интересует?
-
съел ли? Обычно раскалывает (разрывает) пополам. Тронешь его и две половинки в руках. Я в свое время, думал руки у меня такие. Ан нет, такие дефекты встречаются. По кемпарям так часто.
-
не нужно ни чего крутить. Потом не попасть на место. Это как в карбюраторе есть винт дросельной заслонки. Его многие крутят как винт холостого хода. Здесь так же, надо искать причину в другом.
-
это называется центратор. Это только для создания соосности. А сварка совершенно другое и к центратору не особо относится. Вам по сути еще и фрезер нужен для создания правильной формы фаски. Либо изначально иметь трубы с фасками. интересно кто это и что делают и почему напыление? Есть вариант плазменной наплавки и есть вариант плазменного напыления. Но выбор метода зависит от задачи. т.е. За рубежом есть варианты. И у нас есть производители горелок. Не ясна ваша мысль, чего тоскливого вы увидели? Если рубль за тонну, то нет вариантов. А если есть что вложить, то варианты есть и довольно не дурные. Главное чтобы заказы были и была возможность окупить. Но это уже совершенно другая история.
-
не каждая маска способна адекватно реагировать. Особенно в крайних положениях. Так же от глаз сильно зависит. одним ярче, другим темнее. На малом токе нужно поярче делать, т.к. мало энергии. Для большого тока, темнее делаете. И конечно, кончик электрода должен быть четко виден. И ванна расплавленного метала, в жидкой фазе, видно как колеблется поверхность. Это все позволяет анализировать происходящее. Плюс надо еще ощущать как метал себя ведет, когда он стечет. И шов вы должны видеть, т.е. границы жидкой ванны метала и не расплавленного. Все как обычно, только немного в другом цвете
-
собственным телом. Присадка ни капли не было. Зеркальность нержи просто убивала, электрода не видно. Когда дуга горит, то более или менее, по образованию ванночки и ориентировался. Матовая нержа будет проще в освоении.
-
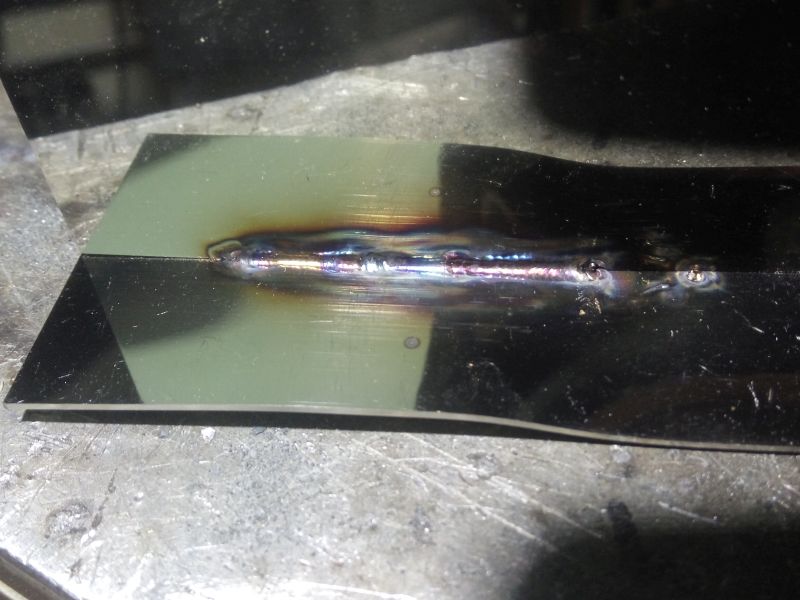
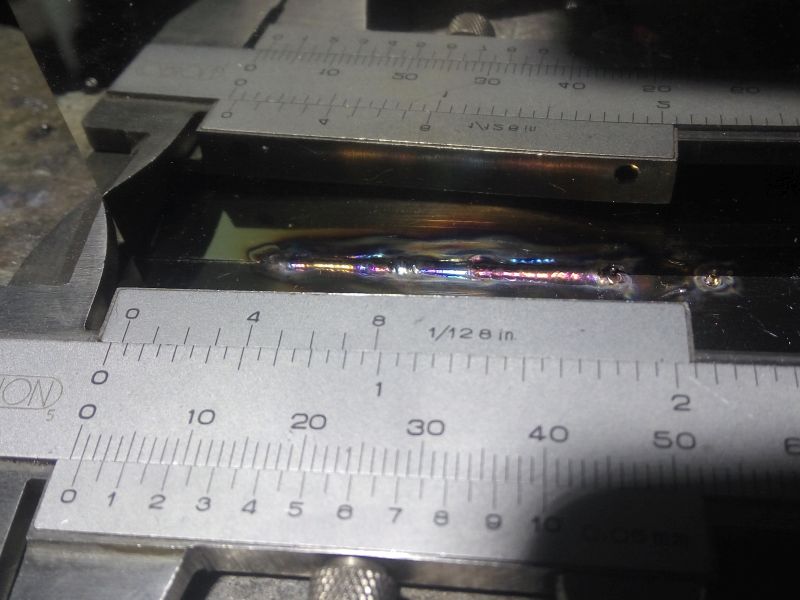
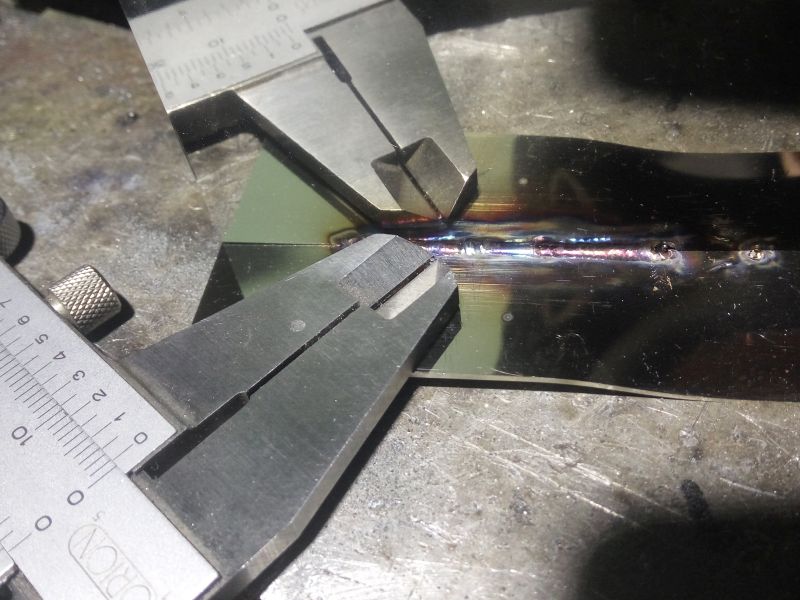
@Георгий 11, специально для вас. Это нерж 0.8мм. По штангенциркулю видно. С 0.5 сейчас не совладаю. Режим в импульсе 25\5А Хотя можно взять и другие параметры. Электрод 1.6 в иглу на алмазной чашке. Можно и аккуратнее, но руку надо набивать. Давно таким издевательством не занимался. Но было время, руку ставил именно так. Конечно с 0.5 не все и все и кромки должны быть вертикальные, чтобы хоть немного "мяса" было. Но 1.0 это точно не проблема своим телом варить. Главное спокойствие в руках, острый глаз и хорошая подгонка кромок. Ну и понятно, что тут лично у меня одной рукой ни когда не получится, только поддержка второй руки или упор на скользящей поверхности. И ванночка видно как получается и плавное перемещение вперед. Старт без присадка, опять же своим телом. P.S. на матовой легче. Но ее нет. Для выставки нужно "зеркало", вот ее и использовал. Кажись что-то из 420-ой или того хуже. P.S. P.S. На фото как раз перчатки из козьей кожи, очень тонкие. Очень удобные для ТИГ. А вот для П\А в них жарко и жалко

-
Будет возможность, сделаю. Мне сейчас не до сварки. Точнее сейчас для чего использую на данный момент алюминий. 0.5 это надо очень сильно попотеть, мне уж точно. Я не позиционирую себя сварщиком. Для себя делаю и ладно. Бывают демонстрации, но там за частую у сварщика лучше рука идет. А было время, где 7 потов сойдет, потом еще день такой и потом уже результат выйдет, так я тренировался и набивал руку. Но месяц без горелки, уже совершенно не тот результат, что был. Поэтому я сейчас не покажу мастер-класс.
-
для малых изделий есть малые горелки. Они позволяют довольно упростить фиксацию горелки и руке легче. Для сварки в ТИГ, надо найти тонкие перчатки из козьей кожи. Я на Али заказал себе такие и был приятно удивлен, качество хорошее, чувствительность суперская. Белые. Меньше энергии поглощают. И цена смешная. Присадок подавать, нужно техникой подачи овладеть. Есть несколько способов подавать присадок. Зависит от планов сварки. Т.е. если присадок длинный и швы протяженные, то подходит одна, для коротких швов можно и другой техникой подачи пользоваться. Но как пробующему разное, могу посоветовать, изучать что-то одно. Рука набивается, глаз пристреливается и идет автоматом. А вот переучиваться довольно сложно. Резюмирую, рука дрожать будет долго и лучше сразу отработать хват горелки, чтобы потом было легче ей пользоваться для различных сварных конструкций. Подача присадка, индивидуальное для каждого, одному один способ, другому другой, а кто-то всеми шпарит. Но опять же, присадок подавать, надо прямой, т.е. потолще, 1.6 и толще. Тонкие плохо поддаются для обучения. Но и моторику подачи присадка лучше отработать только после стабильной сварки без присадка. Например, сварите в тавр 2мм, потом 1мм, потом 0.5 Научились 0.5 без присадка, потом переходите к присадку. В нижнем положении в стык две пластины довольно просто варить. А вот тавр дает мозгу хорошенькую встряску. У вас две стенки, с двух сторон есть шанс коснуться и рука быстрее учится прямо двигаться.
-
ваша правда, только для руки не комфортно. Если привыкаешь к вашему способу, то потом на больших токах, сложно варить. Рука горит либо начинает болтаться, т.к. опять надо привыкать к новому методу удерживания. А для постановки руки, лучше второй воспользоваться, чтобы придерживала горелку где хвостовик электрода. Все сугубо ИМХО.
-
это так кажется. Как машина без ABS и с системой ABS. Когда привыкаешь, то без педали как без руки. По сути так и происходит. Это как третья рука появляется. 304 - нерж. 430 то же нерж. И то и то можно варить собственным телом и с присадком. Результат сварки будет разный. И это не только касается дымохода. Я привел один из наиболее часто встречающихся моментов в моей практике. Люди хотят 420-430 варить без присадка, т.к. шов получается значительно приятнее визуально. Только прочностные характеристики ни куда не годятся. А вот из 304, все изумительно, только дорого. Вопрос был, ответ был... И я не вам отвечал. Вопрос был общего плана, ответ такой же. И сравнение черной стали со сваркой нержи не корректное. Так же как и сварка титана. Сварка титана тоже имеет свои особенности и нюансы. Так что, я ответил то что считаю верным. И ересь не писал. Нет точных вводных данных, нет точного ответа. Был бы чертеж или эскиз с указанием толщин, размеров, типа материала и мест сварки, то был бы соответствующий ответ. Возьмите шкаф из мебели металлической, можно встретить много мест где СОБСТВЕННЫМ телом варены изделия. И ни какой присадки не нужно. И все держится и не отваливается. Черная сталь бывает разнообразной. И свойства для сварки у нее так же разнообразные. Есть то что себя изумительно чувствует, а есть то что без присадка вообще не поддается. P.S. для правильного ответа, слова: черняга, нерж и прочее, просто не допустимо! Чтобы верно ответить, нужно понимать что и как будет вариться. Другое дело, когда из ... и палок делается изделие. Тут и приходится заранее предупредить проблемы и делать так, чтобы наверняка. Тогда и советуют, сварка "черняги" - присадок добавляй. Или или или...