Точмаш 23
-
Постов
5 481 -
Зарегистрирован
-
Посещение
-
Победитель дней
415
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
 Сначала посмотрите на заказчика,потом на деталь и выведете среднеарифметическое .Процентов 95 людей понятия не имеют,что такое аргоновая сварка и за что с них берут деньги.Поэтому надо хотя бы вкратце рассказать человеку о подготовке к сварке(о возможности обнаружения скрытых дефектов,которые могут быть выявлены в ходе работ) и самой сварке...многие понимают. Установите для себя цену часа работ,допустим,600. Прикиньте время выполнения и скажите цену.Согласятся - хорошо,не согласятся ...их дело.Старайтесь определить истинный объем работ,но если назвали цену,даже пусть она будет убыточна для вас,не отступайте от нее в сторону увеличения:репутация дорого стоит.
Сначала посмотрите на заказчика,потом на деталь и выведете среднеарифметическое .Процентов 95 людей понятия не имеют,что такое аргоновая сварка и за что с них берут деньги.Поэтому надо хотя бы вкратце рассказать человеку о подготовке к сварке(о возможности обнаружения скрытых дефектов,которые могут быть выявлены в ходе работ) и самой сварке...многие понимают. Установите для себя цену часа работ,допустим,600. Прикиньте время выполнения и скажите цену.Согласятся - хорошо,не согласятся ...их дело.Старайтесь определить истинный объем работ,но если назвали цену,даже пусть она будет убыточна для вас,не отступайте от нее в сторону увеличения:репутация дорого стоит. -
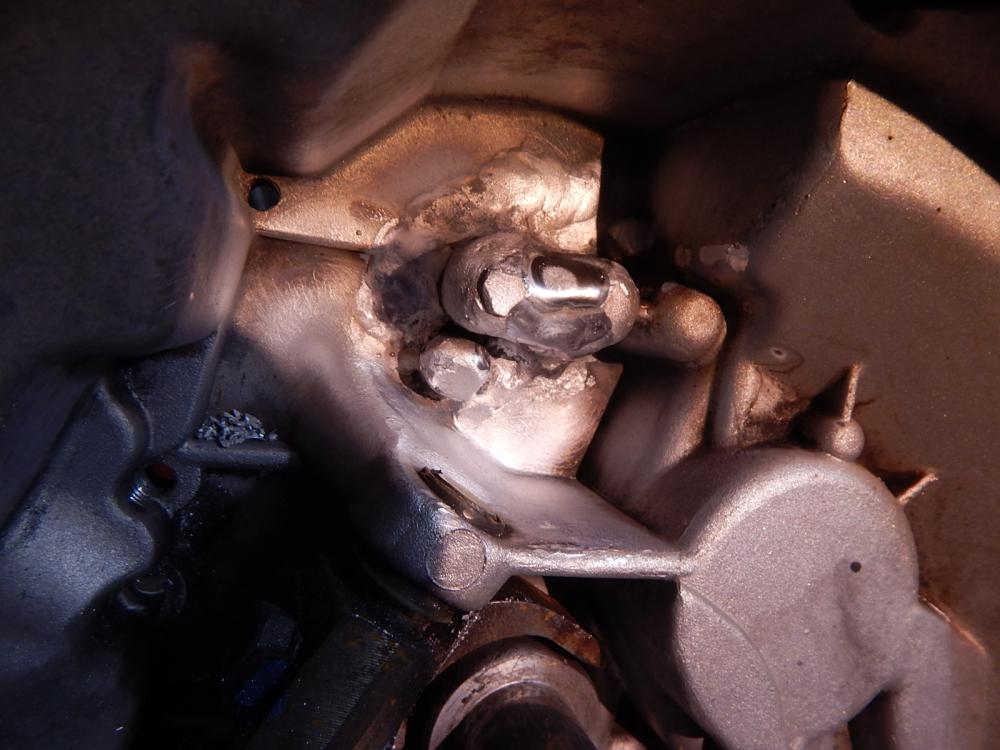
Коробка лифана . Качественный сплав.Начиналось с одной видимой маленькой трещинки,а закончилось заваркой и восстановлением резьбы и стенок стаканов. Как говориться,стоит начать-трещина имела большое разветвление...подлезть очень трудно да и глубоко - 3 часа ушло на эту мелочь.Все-таки 24 горелка здесь нужна.

-
@selco,@konstantinXX, Спасибо,ребята,за отзывы.Если говорить на полном серьезе,то такой вид работ нельзя относить к сложным.К кропотливой работе да,но не сложной.Единственное,чтобы выполнить такую сварку качественно и быстро,нужно иметь панч в полуавтомате,панч и мнжкт для тиг,и,желательно,УСП,лекальные линейки и т.д. Давно не видел здесь Александра ПАНЧ 11.Весь сварочный материал его,очень качественный материал.
-
Блок Опель.Деформация по плоскостям 0,2 мм.Сварка в одном положении...и вертикальные и горизонтальные швы. Проба на керосин-три точки.
-
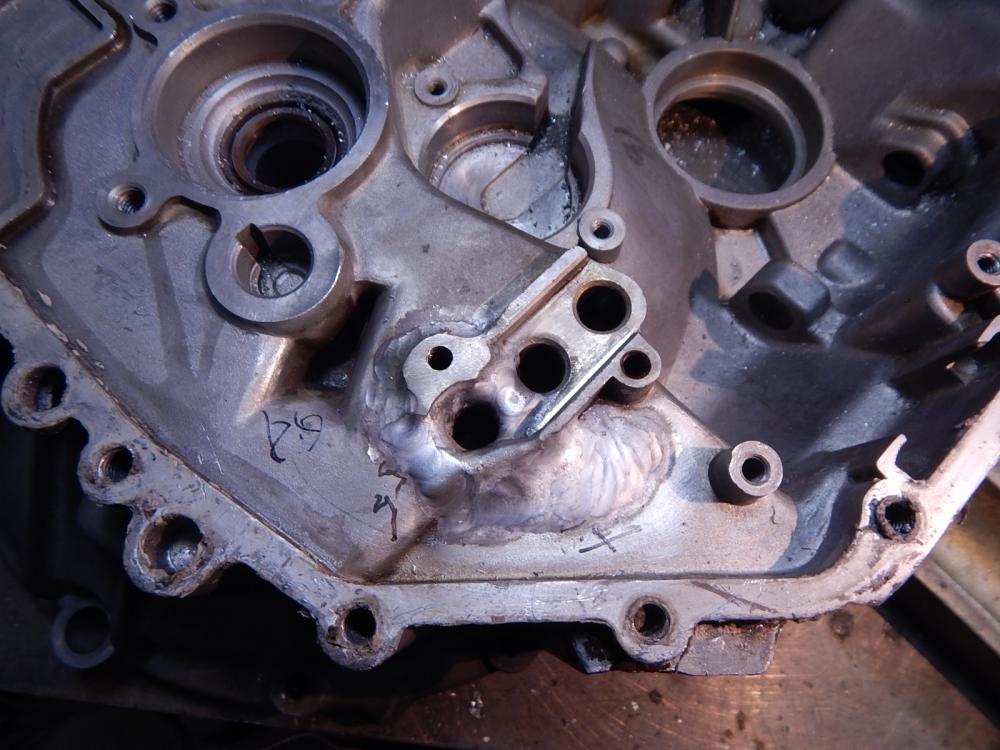
@nik633, Речь идет о резьбе в отверстии ф 100 мм,которое находится в корпусе коробки
-
Никаких вкрученных пробок - потом останется только выбросить,прихватит намертво .Лучше вообще не брать такую работу.
-
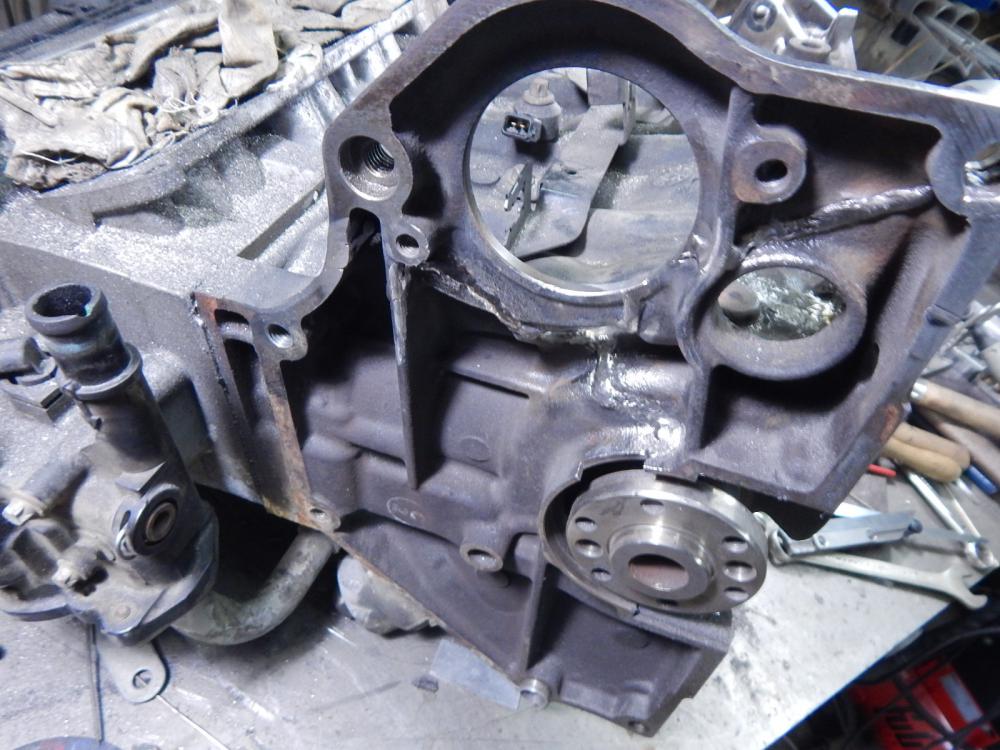
@ВлаДон,Не секрет - 4,сейчас бы скорректировал до 5,.Сварка не вызывает никаких затруднений,а есть следующие сложные моменты:сварка дает деформацию резьбы под фиксатор радиально-упорного подшипника шестерни.Пришлось несколько часов заниматься подгонкой,но, слава богу,подогнал...закручивается рукой.А второй момент-это подбор подкладки,чтобы избежать деформации плоскости.Когда отломан один кусок,это одно ,а когда три - это уже другое.Обошелся без фрезеровки - зазор три десятки
-
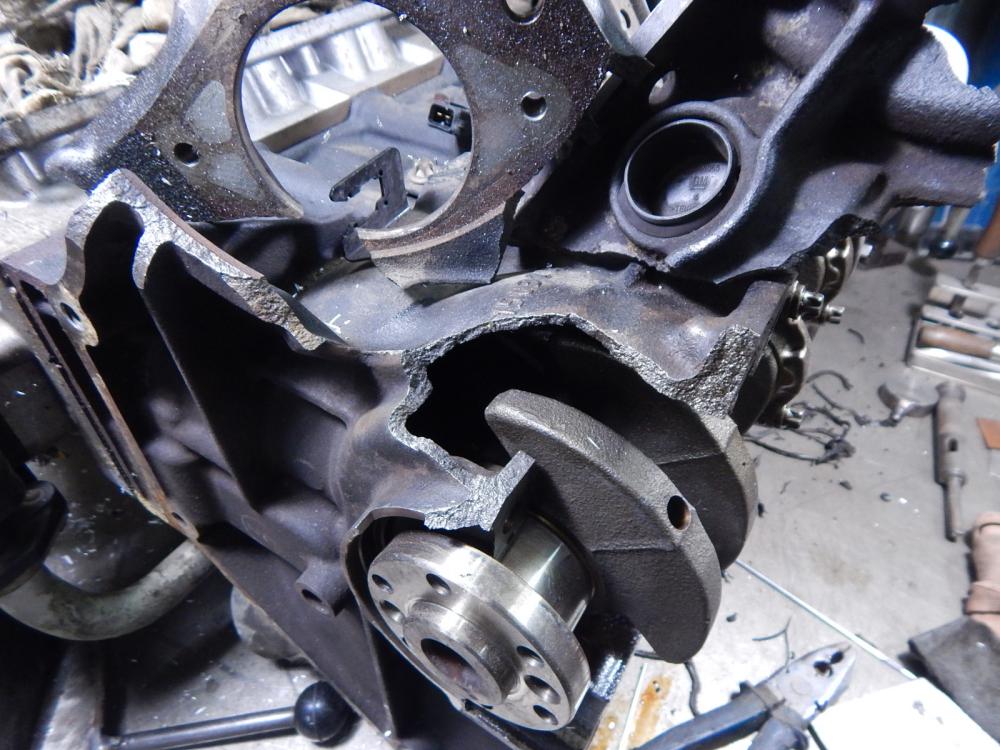
@selco, Умельцев достаточно...долбанули так,что туннель сошлась.Там еще чугунный блок цилиндров надо варить
-
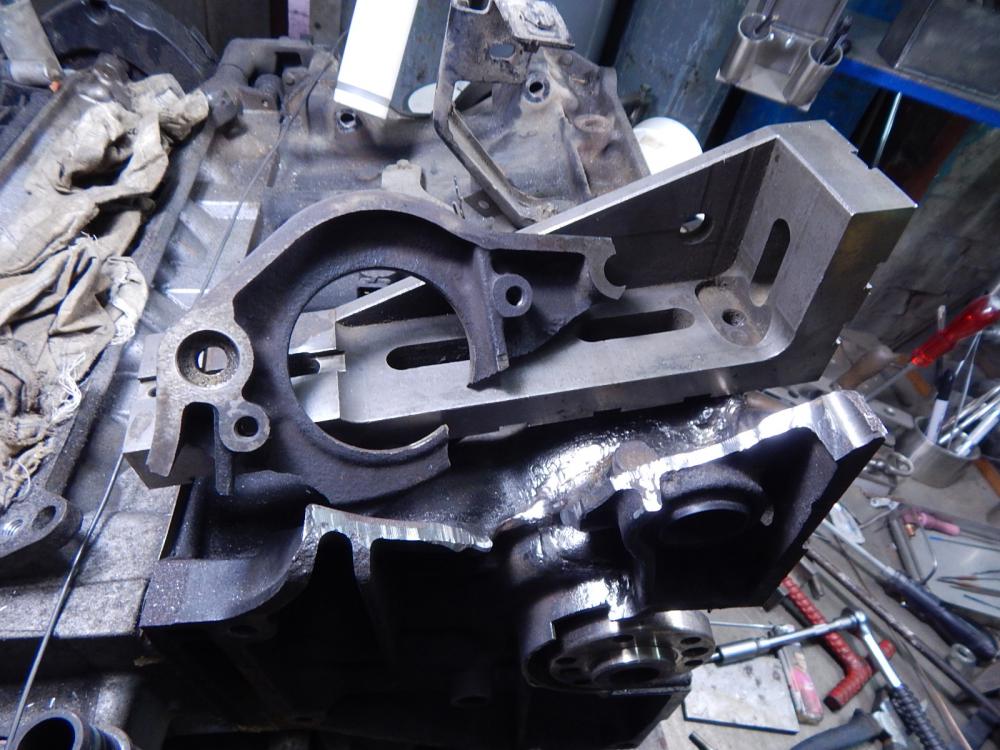
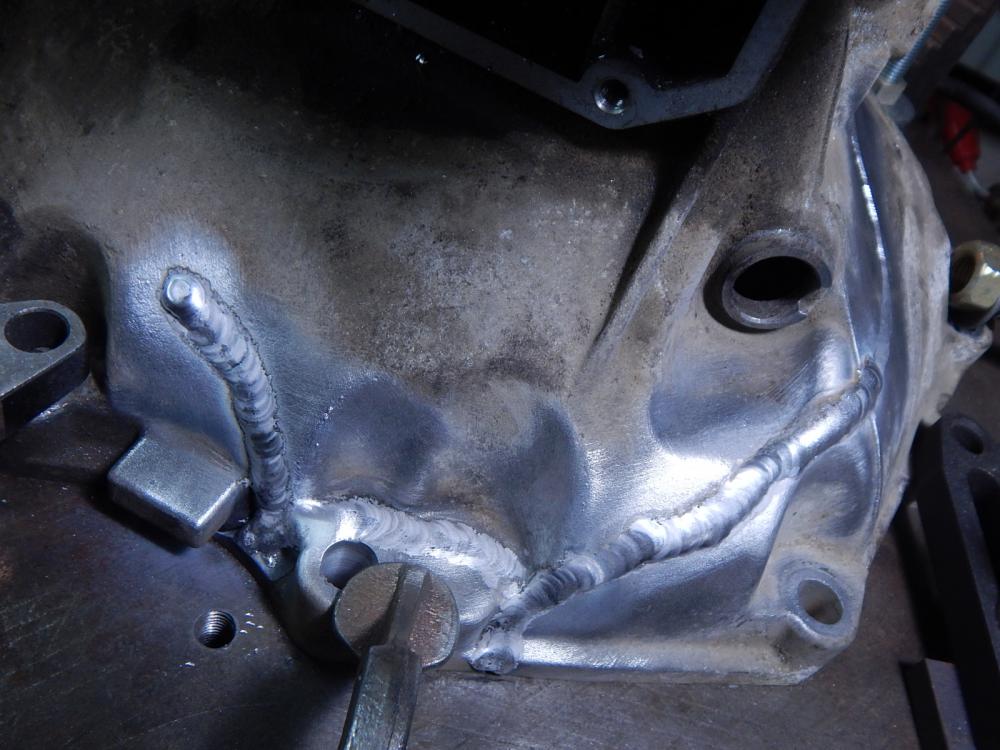
Коробка Опель . Чтобы деформацию свести практически к нулю,базовую поверхность надо поднять на1,5 мм относительно отломанного куска.
-
Титан и ниобий обладают большим сродством к углероду,чем хром.При плавлении они быстрее будут образовывать карбиды,чем хром,связывая лишний углерод(норм. 0,03 % ),тем самым не уменьшается концентрация хрома и не образуются его карбиды по границам зерен.Соотношение титана к углероду должно быть в пределах 5:1,ниобия 7:1
-
Да,Витя,ситуация у тебя паршивенькая.Есть два выхода:либо терпеть диктат монополиста,либо поискать поставщика на стороне.Купить баллонов 7- 8 и заправлять их,скажем,в Ростове.Убьешь день,но будешь с качественным газом.Посмотри,что есть в близлежащих городах ,допустим,Кубаньтехгаз,Линда.
-
Вес баллона в обязательном порядке указывается на самом баллоне.Объем баллона от 40 до 43 литров.При давлении 150ати и температуре 20 С в баллоне находиться 6 м. куб.газа плотностью примерно 1,7 .К указанной на баллоне массе добавляй еще 10 кг.Думаю,что здесь умысла нет-перепутали баллоны в клетках,но бывает,что подменяют высший сорт на первый.
-
Толщина от 8 мм до 16 . Два прохода. Совершенно верно - полуавтомат панчем и подварка тиг мнжкт
-
Крышка.
-
Справка. Каждый литой диск подвергается рентгеновскому контролю, а затем обычно подвергается термической обработке и механической обработке. После этого поверхность дисков подвергают специальной подготовке под окраску и наносят краску или защитное покрытие. Затем образцы из статистической выборки дисков проходят трехмерный контроль размеров, проверку динамической балансировки, испытания на усталостную и ударную прочность. -- Слишком ответственная деталь,чтобы к ней относиться наплевательски
-
Лучше не берите денег,чтобы возвращать не пришлось
-
@Глобул, Из какой стали плуг сделан ?
-
Справка Алюминий (Al) широко применяется для раскисления жидкой стали, а также для измельчения зерна стальных слитков. К вредному влиянию алюминия относят то, что он способствует графитизации сталей. Хотя алюминий часто считают примесью, его активно применяют и как легирующий элемент. Поскольку алюминий образует с азотом твердые нитриды, он обычно бывает легирующим элементом в азотируемых сталях. Алюминий повышает стойкость сталей к окалинообразованию, и поэтому его добавляют в теплостойкие стали и сплавы. В дисперсионно упрочняемых нержавеющих сталях алюминий применяют как легирующий элемент, ускоряющий реакцию дисперсионного выделения. Алюминий повышает коррозионную стойкость низкоуглеродистых сталей. Из всех легирующих элементов алюминий является наиболее эффективным для контроля роста зерна при нагреве сталей под закалку.
-
@ВалерийВО, Основное требование к стыкам таких трубопроводов-это стойкость против точечной и ножевой коррозии.Любые дефекты сварного шва,будь то непровар,наплыв и т.д. являются концентраторами напряжений,способствующих развитию ножевой коррозии.Также зачистка,полировка будет замедлять точечную коррозию. От качества выполненных работ будут зависеть сроки эксплуатации трубопроводов,т.е. на первом месте экономическая составляющая
-
@Vanguard, Иван,иногда,а может быть,и большей частью сварочный фен-шуй и реальное производство мало пересекаются .Можно много говорить о ГОСТах и иных требованиях,но их не всегда можно выполнить.Я имею в виду монтаж.Если взять 70-80 годы,то АДС была настоящей экзотикой. Разумеется, специализированные производства располагали нужным оборудованием и материалами,но все-таки в то время в сварке правил бал электрод.При монтаже сваркой покрытыми электродами в неудобных местах очень трудно,если возможно в принципе ,выполнить требования нормативов в полном объеме.
-
@Vanguard, А если не будет внутреннего валика, то молоко будет спотыкаться на стыке?
-
Классика,благословленная Госгортехнадзором ) ...соединитель с кислородной с рампы
-
@konstantinXX, Если следовать нормальной логике),то мехсвойства 56 выше,чем 43,следовательно 56 будет получше
-
@konstantinXX, Теплотвоная способность ккал/м3 Коэффициент замены ацетилена Температура пламени при сгорании водорода С 2000-2100 2400 5,2 Пропан 2400-2500 21200 0,6 Что с этим аппаратом делать? ) Купить и выбросить?
-
@morgmail, Я его взял исключительно для ремонтных работ и ПВ мало интересует,можно сказать,вообще никак.Сегодня взял ф2 ЦЛ 11 и трубку 18/9 ф 10 с миллиметровой стенкой и на 30 а стык нормально идет..,хотя давно этим не занимался.Чугун FCNICU идет прилично-последний снимок,правда,надо ток дать побольше - привыкнуть надо к аппарату. ЦЧ-4 ф 5 тоже варит. Для каких-то ремонтных работ на стороне, электродами с рутиловым и основным покрытием, этот аппарат вполне пригоден.