Точмаш 23
-
Постов
5 556 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
 @selco, Если погреть этот корпус градусов до 170-190(не определяю точно толщину стенки),то присобачить штуцер можно и,скажем,без особых проблем,но..Что будем делать с пористостью,посторонними включениями и другими гадостями в шве?Внешне шов будет выглядеть прилично,а если во внутрь заглянуть?Возможно ли избежать этих неприятных вещей при сварке силумина полуавтоматом? ..и нужно ли вообще варить силумин полуавтоматом?
@selco, Если погреть этот корпус градусов до 170-190(не определяю точно толщину стенки),то присобачить штуцер можно и,скажем,без особых проблем,но..Что будем делать с пористостью,посторонними включениями и другими гадостями в шве?Внешне шов будет выглядеть прилично,а если во внутрь заглянуть?Возможно ли избежать этих неприятных вещей при сварке силумина полуавтоматом? ..и нужно ли вообще варить силумин полуавтоматом? -
@Semen3, аудюхах все детали с хитрым составом и хрен заваршь, но он типа мастер) --- Он очень хитрый мастер
-
Для интенсивной газовой коррозии меди нужны определенные условия,а именно:состав газов(их концентрация) и температура.Допустим,стойкость меди к СО2 равна 1(высшая),а стойкость к СО - 5 (низшая).Если медь на том же коллекторе будет интенсивно корродировать из -за высоких температур и состава выхлопного газа,то основными продуктами горения природного газа будут СО2 водяной пар к которым медь стойка(при условии нормально работающей топки).Медные теплообменники газовых колонок работаю десятки лет без повреждений,разумеется,интенсивность тепловой нагрузки на них ниже,чем на секции котла,но достаточно высокая.Будет ли мнжкт корродировать в топке котла?Будет,но с низкой скоростью,тем более,что задача у мнжкт при такой сварке одна - герметизация пор и не более.Надо еще учитывать образование накипи на стенках,которая сделает свое дело ---- А что касается диаметра проволоки,то для ремонтных сварок оптимально будет 2 мм.Меньший диаметр прутка будет перегревать ванну,а больший охлаждать .
-
При нормальной сварке ЦАМ цинк практически не выгорает,так что и последствия не слишком тяжелые.На мой взгляд,пыль от разделки трещин в чугуне борфрезами наносит больше вреда,Вообще-то,есть элементарные средства защиты,которыми не надо пренебрегать,а так - любая сварка не слишком полезная для здоровья
- 3 331 ответ
-
- 10
-

-
- технологии
- TIG
- (и ещё 1 )
-
Знаете,это стандартная ситуация в российской промышленности:есть аппарат;в чем-то этот аппарат не доработан,скажем так-еще сырой,но беда в том,что никто на заводах палец о палец не ударит,чтобы устранить выявленные недостатки и сделать качественную вещь.Речь о Форсажах AC/DC. Классическая ситуация - низы не могут,а верхи не хотят,то есть конструкторы с технологами и хотели бы,да руководству не до этого..ширпотреб он и в Африке ширпотреб.Знакомые купили полуавтомат Форсаж с подающим устройством.На тритий день он сломался,отправили на завод,там отремонтировали и сейчас они очень довольны полуавтоматом.Все идет как-то через пень-колоду,во истину - в России легких путей не ищут.
-
@ugaida, Лицевая сторона лежит на полированной нержавеющей трубке .Видишь капризного черта,пошли его в другое место..ездить пусть научатся сначала .На этом диске было девять незачищенных швов,пять из которых после прокатки лопнули.Что ты предлагаешь с такими дисками делать?Надо разделать,проварить,а потом зачистить все это хозяйство и не поцарапать ничего?
-
Простой позиционер для сварки дисков.

-
Интересное определение - хороший,но не надежный...это как о пенсии -маленькая,но хорошая.
-
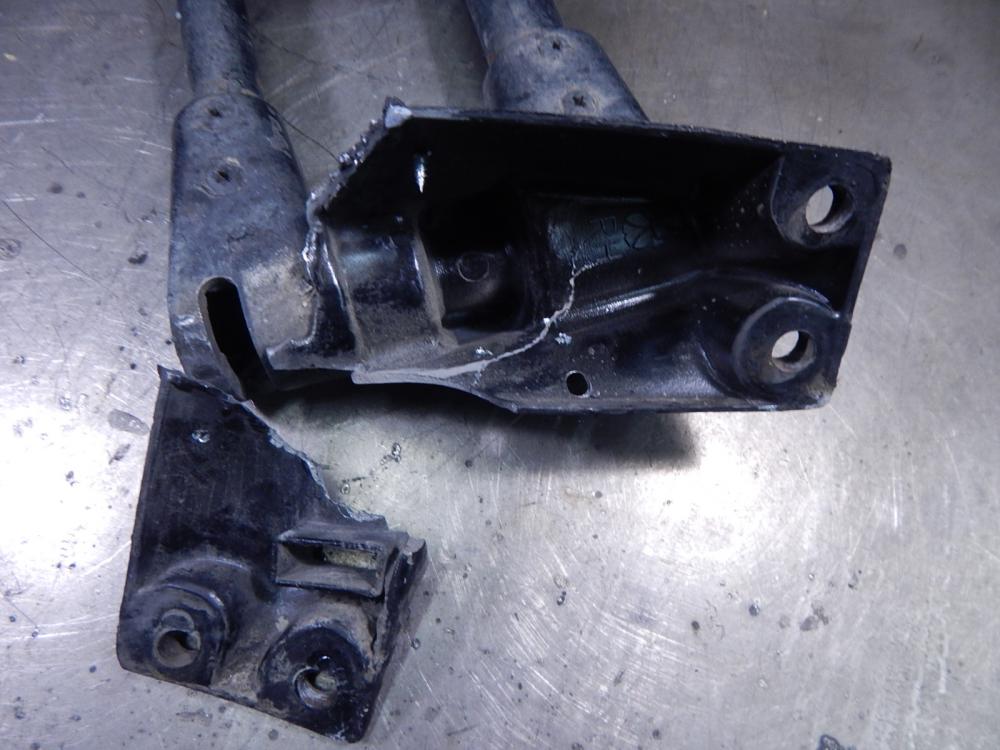
@konstantinXX, Стоит или не стоит,это вопрос риторический.Зеркало хорошего знакомого и,естественно,работа бесплатная.Если бы это был сторонний заказ,то стоила бы такая работа 5-6 тыс. с учетом времени и затраченных ресурсов.Не вижу особых проблем работы с ЦАМом,но,надо сказать,что ЦАМ ЦАМу рознь.ЦАМ можно варить тем же Кастолином с гарантированным качеством. Сварка дорогостоящих деталей,вроде зеркал и другой навески БМВ и Мерседесов,оправдана,а что касается подобных деталей,как это крепление,то вопрос остается открытым-готовы ли люди платить за такую работу. Алексей абсолютно прав,говоря,что такие крепления в ремонтных случаях надо изготавливать из стали.
- 3 331 ответ
-
- 10
-
-
- технологии
- TIG
- (и ещё 1 )
-
Площадка кронштейна бокового зеркала автобуса.ЦАМ ,но есть и алюминиевые вставки),согласно теме.Два года назад варил,стояло это время нормально,пока снова не его не ударили.Не было одного фрагмента сбоку и второго посередине -пришлось делать вставки из алюминия.Проварено с двух сторон.
- 3 331 ответ
-
- 19
-
-
- технологии
- TIG
- (и ещё 1 )
-
Коллектор тойоты.Две шейки почти полностью лопнули. Привалочная поверхность после сварки 0,3 мм по краям .
-
markmet.ru›kniga-po-metallurgii/spravochnye…titanu
-
@Vanguard, за паучка с него 10Кр. --- Мало...не столько сварки, сколько подгонки
-
@supoplex,Если меняется специфика работы,то обязательно требуется время на стажировку - это все должны понимать ,в том числе и работодатели.
-
@Кустарь,На этот случай есть другой закон Мерфи прекрасно описывающий ситуацию -Нельзя измерить глубину лужи,не попав в нее.
-
Когда дела идут хорошо, что-то должно случиться в самом ближайшем будущем. Следствия: Когда дела идут хуже некуда, в самом ближайшем будущем они пойдут еще хуже.Если вам кажется, что ситуация улучшается, значит вы чего-то не заметили.
-
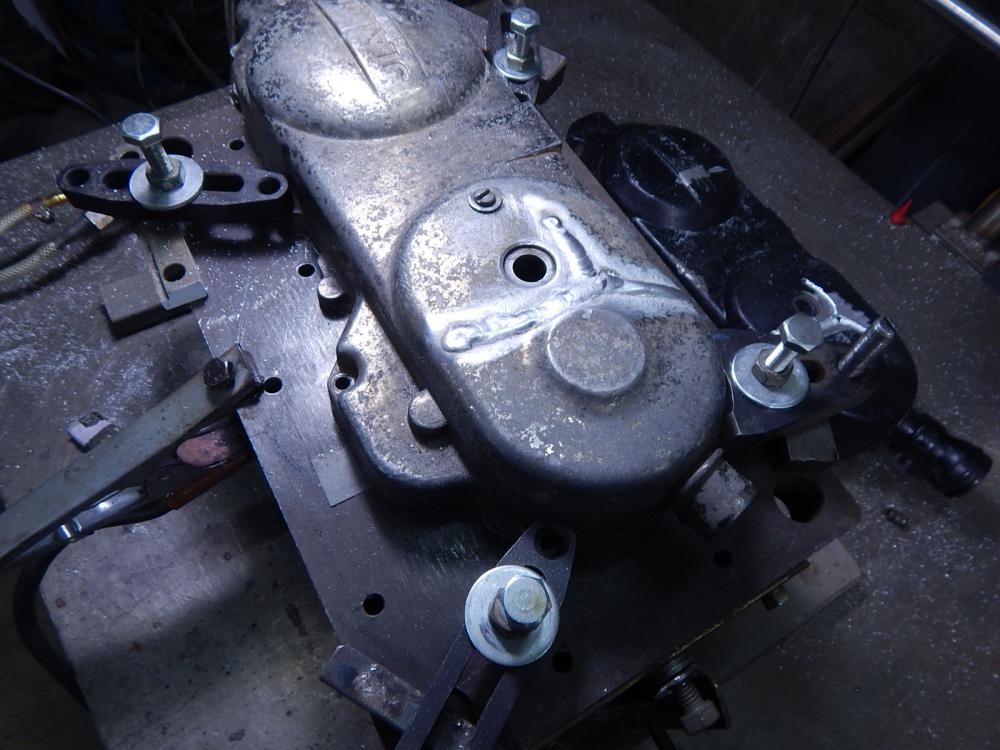
Все должно быть в жизни этой крышки прекрасно...даже плоскость после сварки
-
Незначительные дефекты в швах допустимы,ели они не влияют на прочностные характеристики шва.Скажем ,одиночная пора такого-то размера допустима,а вот цепочка пор,идущих одна за одной, уже недопустима.Исключений из правил достаточно .
-
@konstantinXX, Догадлив
-
Это вы сгоряча - скоро бы все стало на свои места..
-
Две крышки скутера .Крышки разные,но повреждения совершенно одинаковы.Речь пойдет не о сварке - она проста(сплавы хорошие,но газонасыщенные),речь о деформациях.Светлая крышка - подкладка 0,5мм,деформация 0,6 мм на краю.Черная крышка - подкладка 1мм;плоскость в норме.Подкладки лучше смещать ближе к середине коробки - отмечено фломастером.
-
copich одни режут криво, другие варят криво, третья красят криво, четвертые собирают криво ---- ...и обычно добавляют:стрелять с нее,что ли? ... и так пойдет.
-
К электродам надо привыкнуть,только сварку надо вести с подогревом,чтобы избежать пористости.Надо обращать внимание на цвет обмазки-попадались обмазка сероватого цвета,так ими варить вообще невозможно:солевой состав либо неверно подобран,либо откровенная туфта левых "производителей".Обмазка должна быть белого цвета.Приходилось варить трещину в головке газ 53 эсабовскими 96.50 с подогревом...в общем,пойдет,как один из вариантов на безрыбье.Так же вполне приемлема и автогенная сварка тех же головок.
-
@selco, Забыл еще сказать о керосиновой пробе...еще то занятие.