Точмаш 23
-
Постов
5 557 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
 Такой же американец.Думаю,не ошибусь,что там Хардокс 400 -500 или американские аналоги.Посмотрите рекомендации по сварке Хардокс. Особенно обратите внимание на температуру подогрева,а также будет важно содержание водорода в шве.
Такой же американец.Думаю,не ошибусь,что там Хардокс 400 -500 или американские аналоги.Посмотрите рекомендации по сварке Хардокс. Особенно обратите внимание на температуру подогрева,а также будет важно содержание водорода в шве. -
@Schwert, Это Катерпиллер?
-
@Ustas_, Попробуйте паять Аларметом 211
-
@konstantinXX, Если бы такой стык работал в агрессивной кислотной среде,то я бы с тобой согласился-незачем "провоцировать" щелевую коррозию. Что же касается пара,к примеру,взять те же ДКВРы,то после катионитов рН поднимается примерно до 12 -13 и такие стыки спокойно стоят десятилетиями на паропроводах из черного металла.Я и сейчас сталкиваюсь по одной из своих работ с ПДК на воду.Там только идет превышение по содержанию солей кальция и магния,может быть , слегка повышено солесодержание по другим позициям,но не более.Если ты имеешь в виду ионы хлора,то не думаю,что это обстоятельство стоит принимать во внимание.
-
Там практически нет давления -они прямоточные..пар отводится на улицу после прохождения через регистры или через систему вентилей подается в парилку.
-
Второй регистр к той же бане.

-
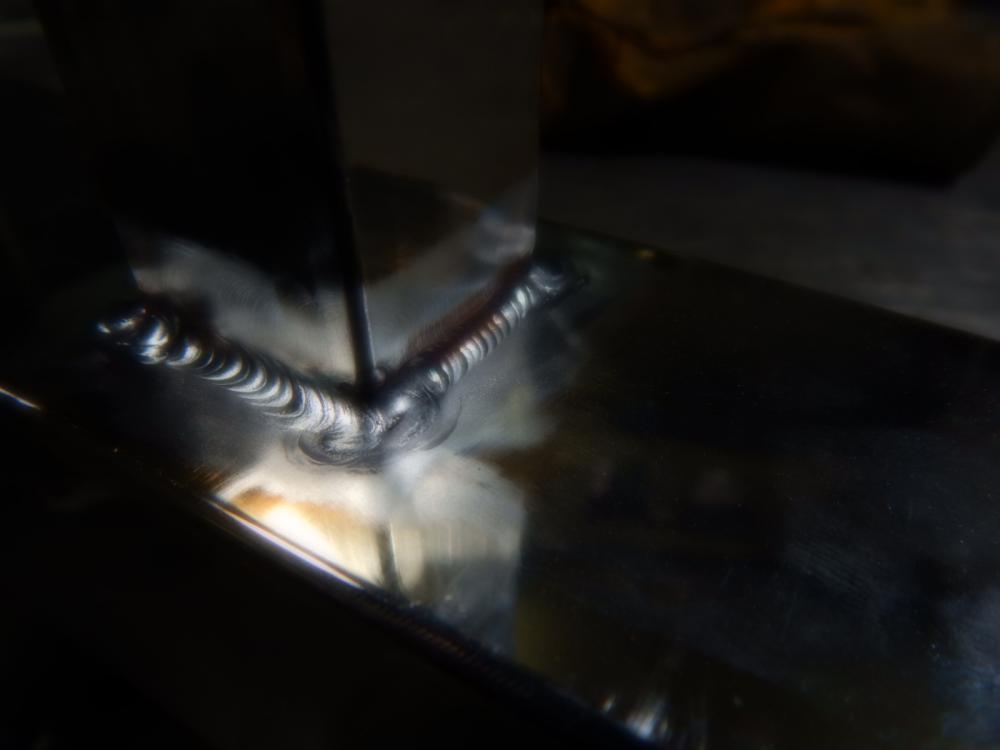
Один из регистров бани .7,5 метров шва.Толщина 1,5мм. Все блестит,отсвечивает..снимки не качественные.Размеры и углы выдержанны практически идеально... В бане эти паровые регистры закрываются крупной декоративной решеткой,чтобы не обжется. Первую такую делали два года назад - хорошо себя зарекомендовала.
-
@Вад11, Почему был,к примеру, 18 ХГНМФР. Любой Хардокс. Говорят,что шведы в Россию поставляют Хардокс качеством пониже ,чем в ЕС,так сказать,попроще
-
Тот же Хардокс - пониженное содержание примесей и термомеханическая обработка.Чем меньше примесей,тем прочней металл.
-
Существует перечень материалов,допущенных Минздравом для контакта с пищевыми продуктами,который допускает использование марок М1 и М3 в пищевой промышленности. М1 для изготовления перегонных аппаратов (для коньячных виноматериалов ,коньячных спиртов) М3 для изготовления чаш варочной аппаратуры .
-
@konstantinXX, Многокомпонентная бронза БрХЦрК отличается от БрХЦр значительно меньшим содержанием хрома. Небольшая добавка кальция (0,03...0,10%) вводится для раскисления расплава, улучшения усвоения циркония и повышения технологических свойств (стойкость к двойным перегибам). Из этого сплава изготавливают токопроводящие монтажные провода, предназначенные для работы при длительном воздействии повышенных температур (ок. 150°С) и кратковременно до 250°С. Бронза отличается высокой технологической пластичностью, что позволяет выпускать микропроволоку.
-
Минимум 370-380С
-
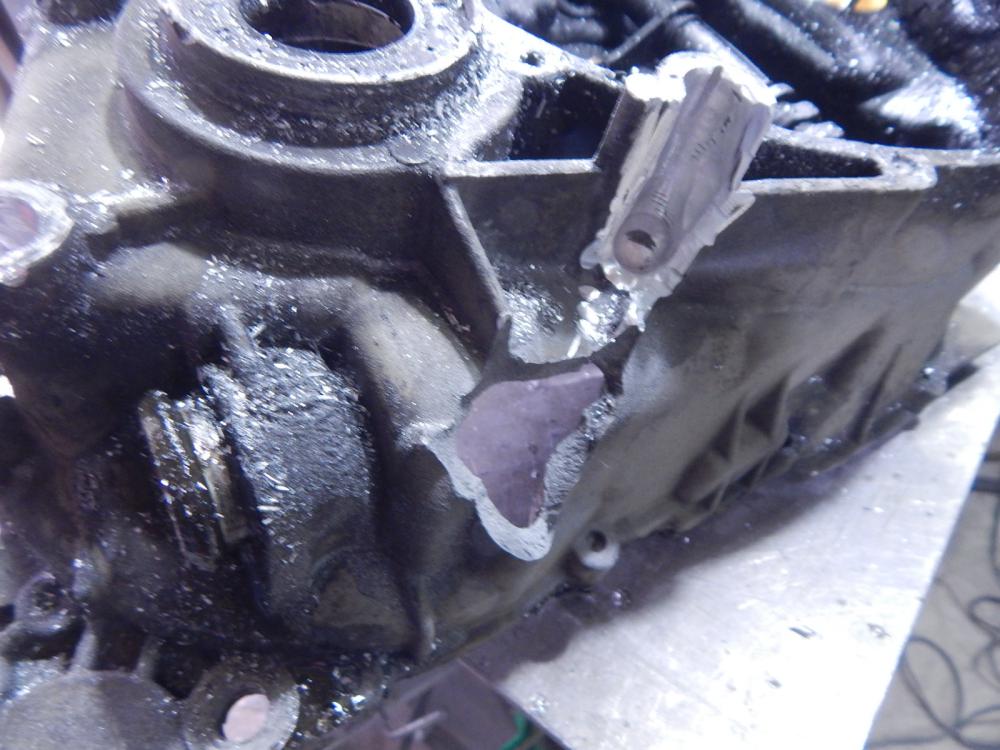
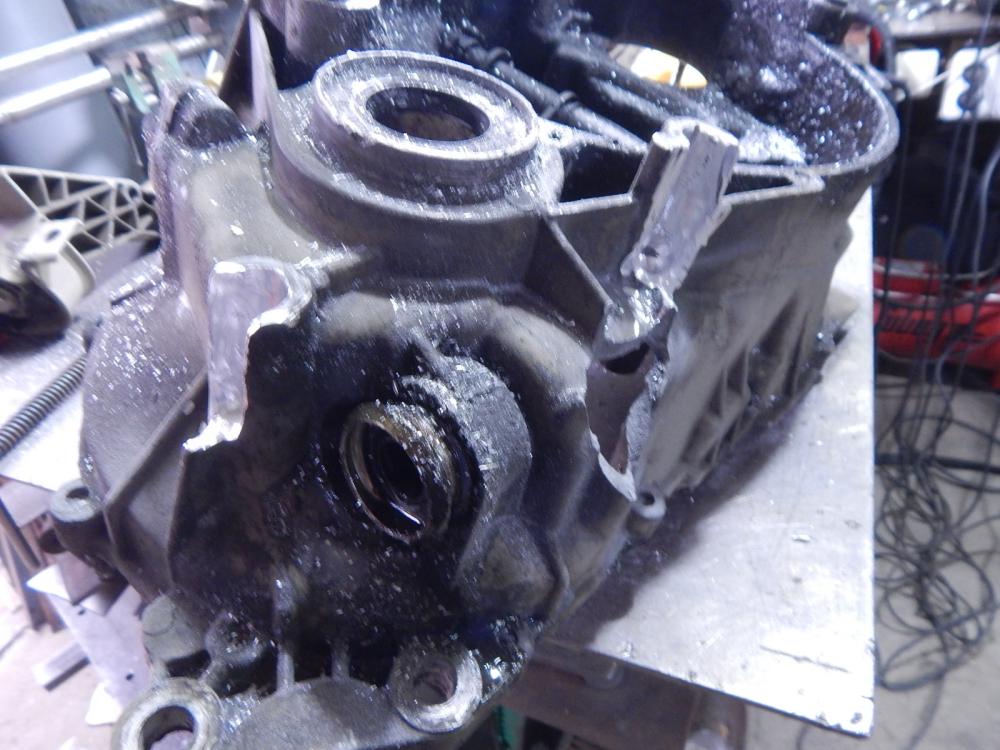
@Serj55441, Мне представляется,что многие из вас никогда не сталкивались с производством,т.е. чертежами,технологиями,отк,т.е с жесткими рамками в работе. Приведенные вами рекомендации рассчитаны на исправление брака литья при массовом производстве отливок.Еще раз повторю:в условиях производства,когда жестко регламентирована технология.И сам панч, и технология его применения рассчитана на поток,разрабатывалась и подгонялась под его условия.Там некогда будет "облизывать" каждый блок - предписано выполнить те -то и те технологические операции и никакой лирики,никакой отсебятины-все предельно жестко,все делается по возможности быстро,дешево и сердито. Эти рекомендации рассчитаны на только что выплавленный чугун,а не тот, с которым приходится сталкиваться в ремонтных работах . И вот здесь,то,что подходит для производства, не подходит для ремонтной сварки.У ремонтной сварки свои особенности.
-
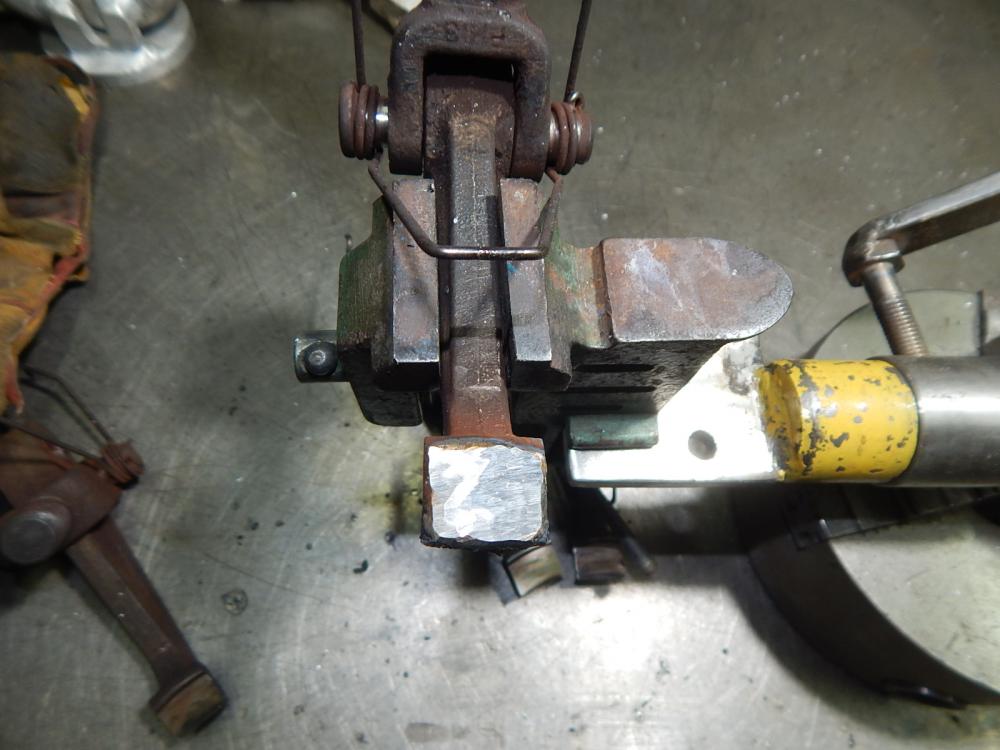
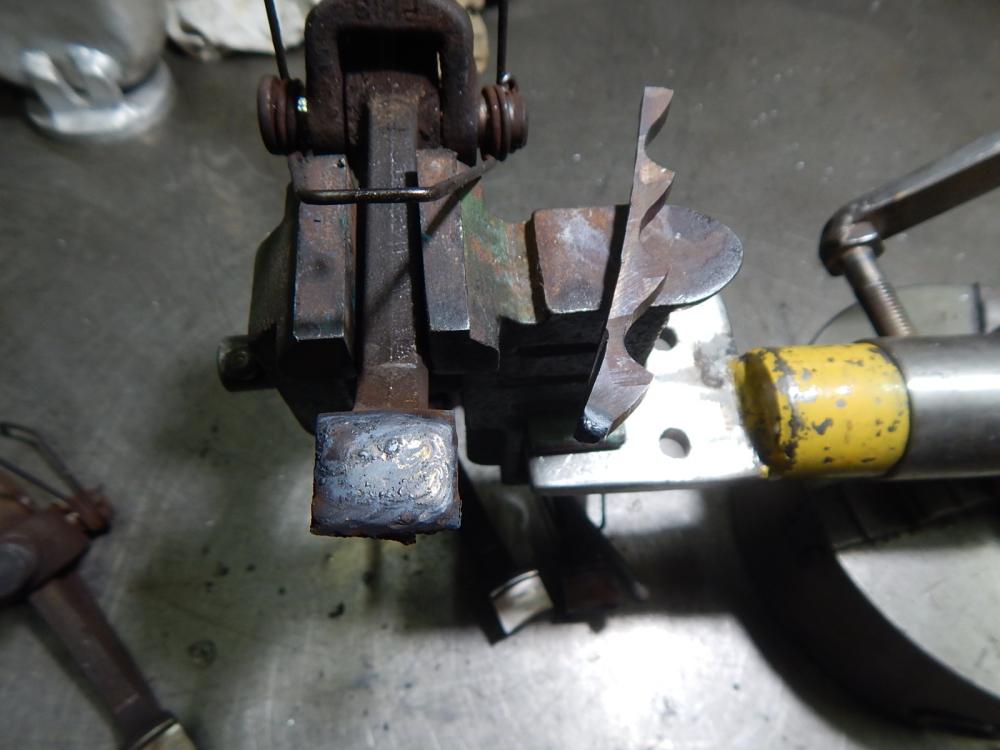
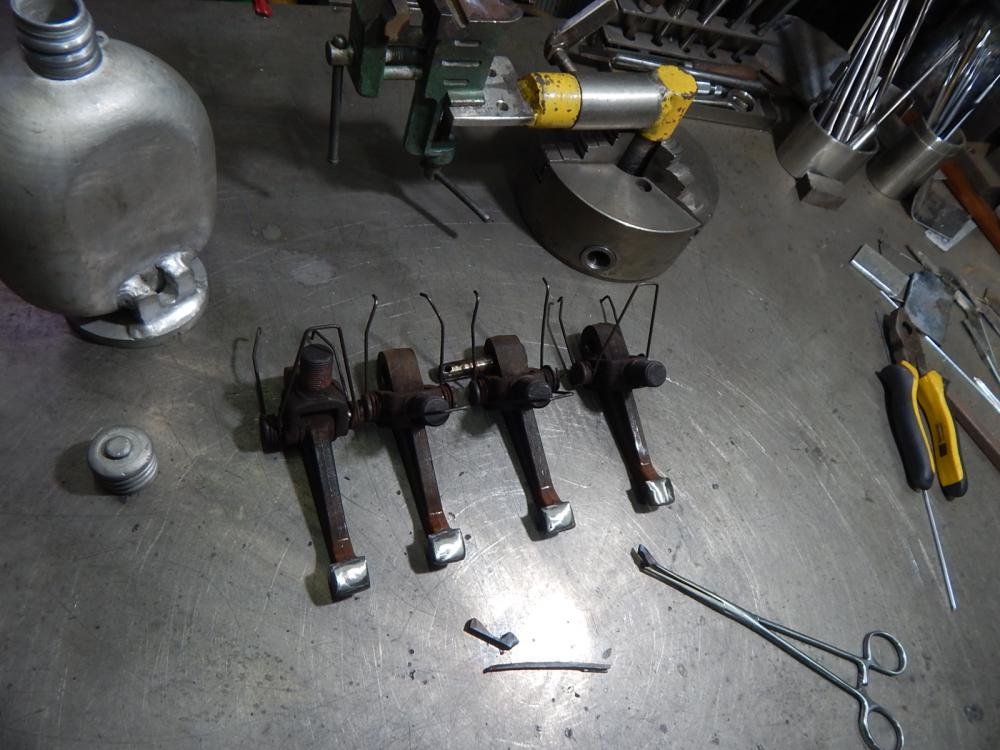
Рычаг изготавливается из 35 стали и подвергается цианированию с твердостью слоя 58 - 62 HRC.При износе поверхность наплавляют сормайтом 1...,а чем угодно наплавлять не стоит.
-
Рычаг нажимного диска сцепления .Один из вариантов восстановления поверхности.Подслой нихрома и наплавка Р6М5. Таким же образом восстанавливал режущие кромки штампов...работают.
-
При удалении отложений со стенок медных теплообменников - начиная тепл. твч и заканчивая тепл. колонок-всегда использовали раствор соляной кислоты...заливка,выдержка,промывка водой,продувка.
-
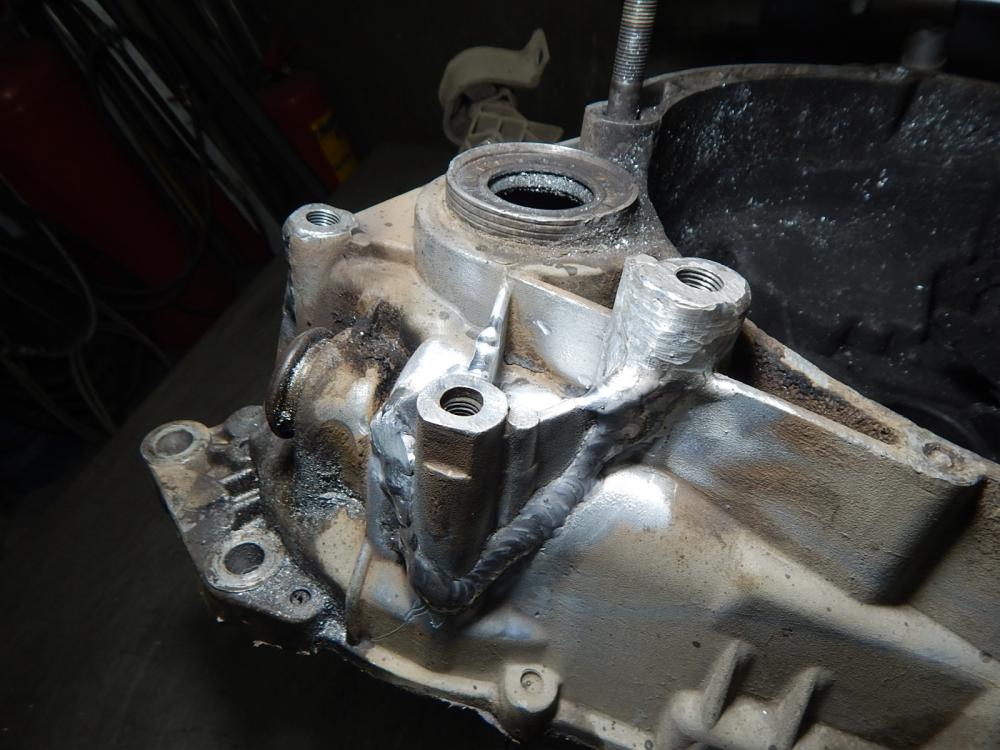
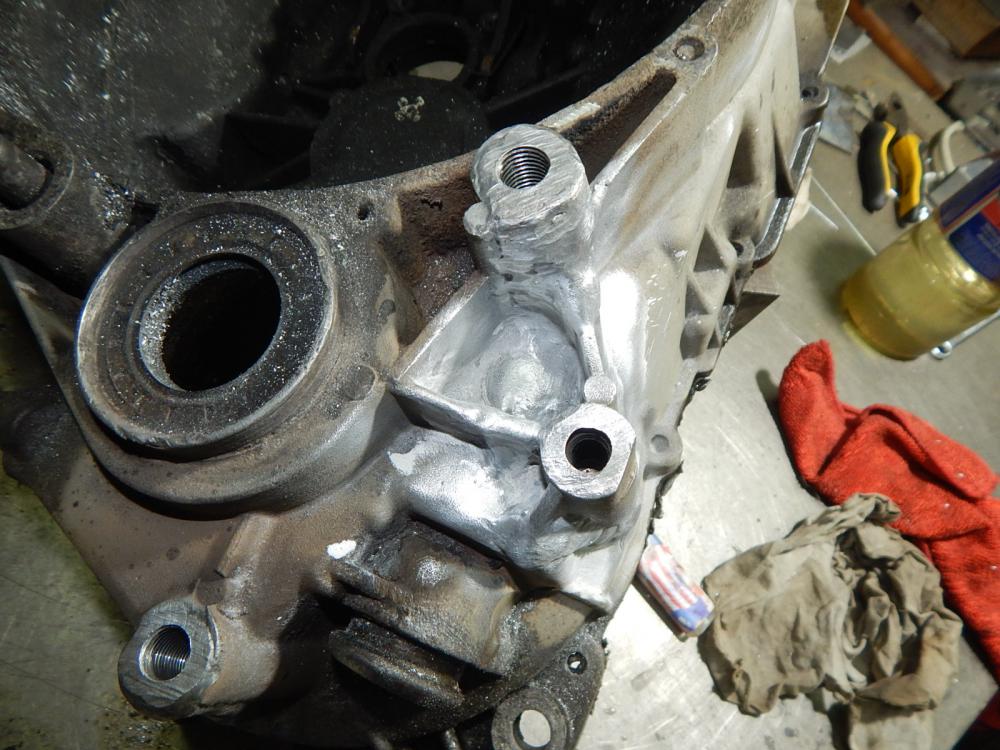
Посмотрите геометрические параметры шва:коэффициент формы проплавления,коэффициент формы сварочного шва,коэффициент выпуклости шва и т.д.,последний наиболее важен при сварке чугуна,иначе будете получать то,что получили.Для герметизации пор и других несплошностей деталей после сварки,работающих при температуре до 200 С обратите внимание на Анакрол 90
-
Если сделать неглубокую разделку,то при усадке наплавленного металла будут надрывы по тонкому слою в зоне сплавления практически в любом случае - так будут действовать напряжения. Рзделка должна быть не менее двух третей глубины,даже ,если нужно заварить цепочку пор,другие несплошности после сварки,то надо либо их вырезать на нужную глубину,либо одиночные высверлить на туже глубину.Думаю,вы знаете,для чего нужна проковка наплавленного металла.Интернет вам доступен-найдите материалы и посмотрите при каких температурах возможна проковка шва.
-
Василий,поздравляю тебя с днем рождения.Пусть твое упорство,твоя воля всегда останутся с тобой ,чтобы не происходило в жизни.Здоровья тебе и веры в себя.
-
@DeSado, Специально сварочной проволоки нет.Чтобы избежать горячего растрескивания вам надо подобрать св.материал с большим содержанием легирующих элементов,чем в АД 35,т.е. это либо 43,либо 56 - близкие по мехсвоствам.Выбор будет зависеть от того, какую нагрузке будут испытывать шов.Если он будет работать на сдвиг и анодироваться,то 53 ,если на разрыв, при повышенных температурах,проходить термообработку,то 43
- 3 ответа
-
- 6
-

-
Именно о них и речь идет,а не о чистых деформированных
-
С меньшим качеством? Что напоминает осетрину второй свежести ..качество либо есть,либо его нет
-
@Hlorofos, Что значит качественный силумин?Знаешь,есть классическое определение качества; и Запорожец, и Мерседес могут быть качественными машинами,но это машины разных классов,т.е из в принципе сравнивать нельзя.Так же и обстоит дело с силуминами-Ал 2 качественный сплав и А 356 тоже качественный сплав,но это разные сплавы . Пусть пробует..опыт приходит через собственный лоб...пока его не расшибешь,то вряд ли поймешь о чем речь шла