Точмаш 23
-
Постов
5 481 -
Зарегистрирован
-
Посещение
-
Победитель дней
415
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
 Вы говорите лишь бы что-сказать? ... струя огня),валик с катетом) ,а с чем он должен быть этот валик? Допускается выпуклость и вогнутость углового шва до 30% его катета..на таких режимах не топтался даже,а уже,что-то комментировать пытаешься.
Вы говорите лишь бы что-сказать? ... струя огня),валик с катетом) ,а с чем он должен быть этот валик? Допускается выпуклость и вогнутость углового шва до 30% его катета..на таких режимах не топтался даже,а уже,что-то комментировать пытаешься. -
Углекислота.Проволока ф1,2 . Ток 370а, 48в...с полным проваром.

-
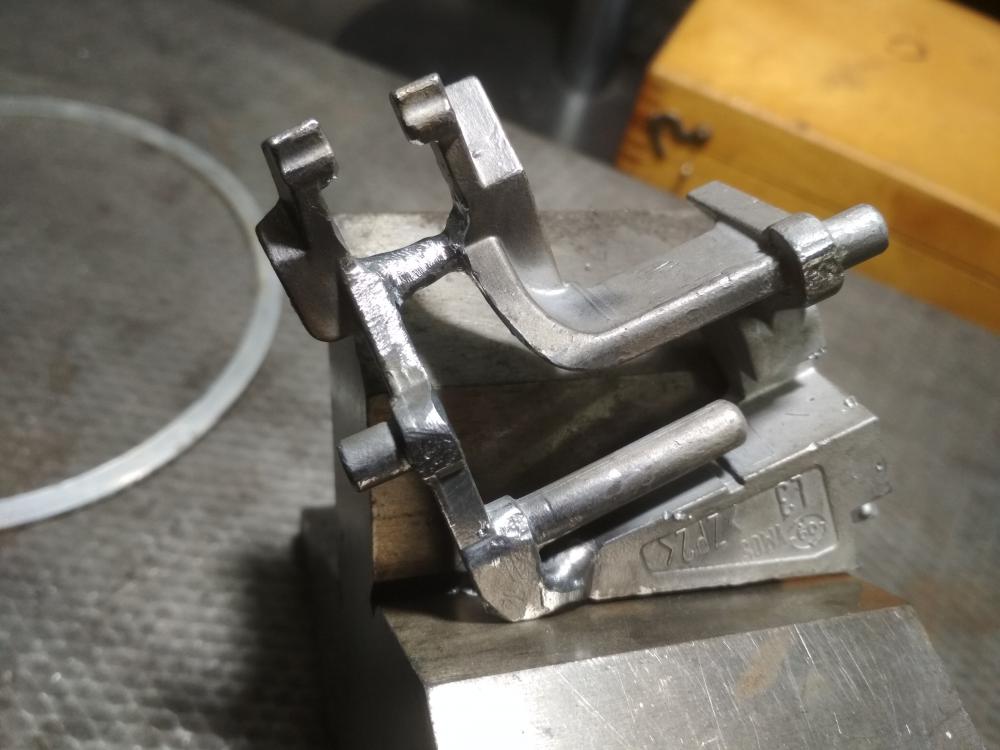
Коромысло Коmatsu.Мелочь,но требует точности.
- 1 073 ответа
-
- 10
-

-
@Schlosser, 192
-
Зафиксируйте в плоскости.Баланс максимальный.Частота тока в пределах 80-90.Электрод ф1,6 - оптимально.Присадка - Кастолин.Ну а дальше...только опыт.
-
Скоба замка "мерседеса"
- 200 ответов
-
- 11
-
-
@Учусь, Толщина металла 1мм,весьма грязный и неровный. Главное,коробления нет и герметичен.Это обыкновенный пенал для воскотопки. Можно было это сделать аккуратнее?Можно,но не было никакого желания...такое тоже бывает,очень редко,но бывает,когда привозят разный мусор,но очень просят выручить.
-
УчусьСнимок действительно неудачный,да и тема ненужная.В действительности это выглядит лучше,да ладно.А на 27а тока металл трудно пережечь.
-
Пчеловоды...они,как сироты казанские,с протянутой рукой на последние деньги.З метра шва 1мм нержавейки..Вот 1,5т. больше нет.) Который уже раз последние деньги несут.Да ладно уж,чего не сделаешь для развития отечественного пчеловодства.В скупке металлолома нашли лист,разрезали плазмой.Сварил без всякой подгонки.
-
@smirnov78008, Все-таки лучше переплатить,чем купить урезанную версию.
-
Возможно,что это АЛ 11 (АК7Ц9)
-
Вы действительно думаете,что здесь никто не знает,как заварить 200-амперным аппаратом эту бочку? Этот слабенький аппарат предназначен не для таких работ.На "Жигулях" тоже можно возить по тонне груза,только стоит ли?
-
Какая здесь может быть специальная проволока?Двигатель общепромышленного назначения.Мартенситных превращений нет.Эквивалент углерода в пределах 0,2-0,25,может быть,чуть меньше или чуть больше -точно сейчас не скажу. 08г2с достаточно.Основная проблема -это не допустить деформаций.В данном случае биение после наплавки составило 0,15.
-
Деталь машины точечной сварки.Потекла трубка.Вроде бы ничего необычного,а повозиться пришлось изрядно:большая теплоемкость,даже №5 прогреть очень тяжело. Вес кг. 15
-
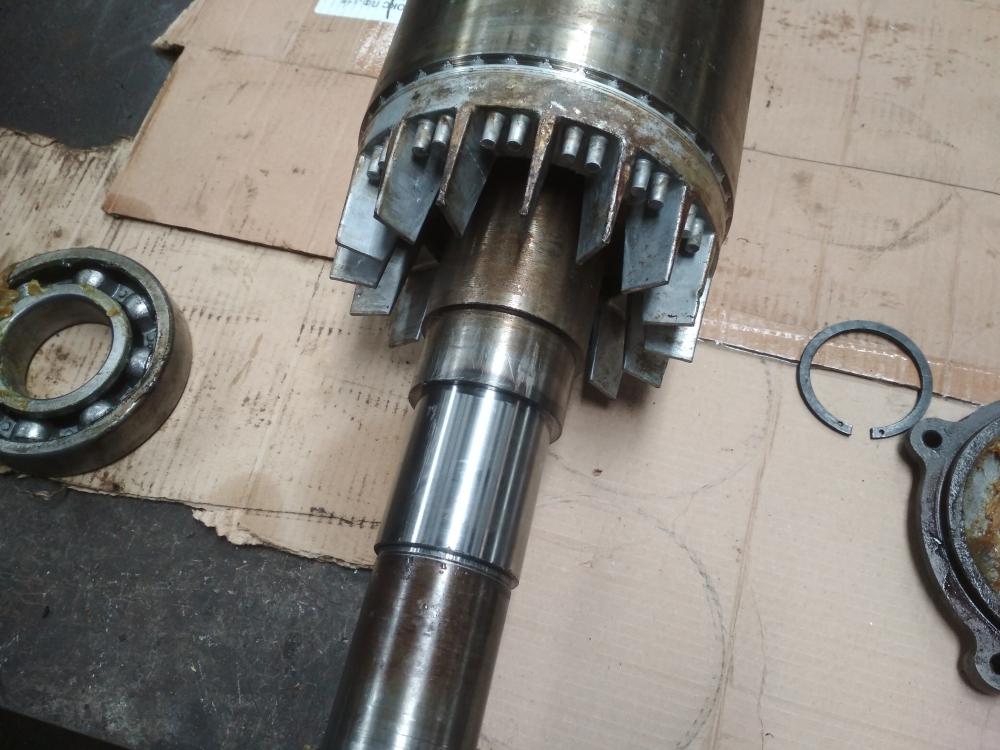
Ротор 90 кВт двигателя.Наплавка посадочных мест под 308 подшипник.Полуавтомат.Токарная обработка,шлифовка.
- 3 962 ответа
-
- 21
-
-
@Grim Reaper, Меня этот вопрос мало интересует...пересказываю слова владельца. А что касается термообработки,то да - непростые.
-
@PetrM, Со шлицами проще. Коленвал Бычок.
-
По-видимому,надо еще раз вернуться к теме наплавки зубьев шестерен.Это была необходимость:японский трактор 1992 г.выпуска. Достать шестерни было нереально.Звонили во Владивосток-нет ничего,только в Японии искать.Обратились на Ростовский вертолетный - 50-70т. Уговорили попробовать.Долго возился с ней.Внешне все идеально.Проработала шестерня два дня,потом благополучно накрылась,что было предсказуемо.Почему это происходит -подумайте,если что -то не поймете,я вам объясню.
-
Я вижу работу этих станков каждый день,но это серийное производство,а вот единичный заказ -с трудом представляю его выполнение,его стоимость,тем более,если это шестерни с косозубыми или криволинейными зубьями.Ты же прекрасно знаешь,что такое модуль зубчатого колеса и насколько это сложная работа.
-
Интересно,например?
-
@selco, Влажность не учитываешь. 50 индийских градусов - это не 40 немецких.Отсюда ПВ изменится
-
"Сузуки" упал набок,сорвавшись с домкрата, и одна из поврежденных деталей - подножка.Слом по старому сварному шву. Интересные вещи встречаются и,как не странно,вполне работоспособные.
- 3 328 ответов
-
- 3
-
-
- технологии
- TIG
- (и ещё 1 )
-
@Roman Romanov, У вас неподходящее оборудование для таких работ.
-
@Roman Romanov, Какая толщина металла и мощность вашего аппарата?
-
@Monti, Уточню; К литейным сплавам для изготовления посуды предъявляется ряд требований: Хорошая жидкотекучесть и ограничения по содержанию бериллия,свинца и мышьяка .Разрешается использовать сплавы: АК7 АК9 АК12 и АК5М2 ,где электрохимическая коррозия будет значительной.Так вот,одному богу известно,что было с этим котлом-насколько пропитан металл маслом,насколько истерты стенки при чистке и какой это сплав и какова степень коррозии.