Точмаш 23
-
Постов
5 436 -
Зарегистрирован
-
Посещение
-
Победитель дней
409
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Вы устроились работать на предприятие или,скажем,какую-то контору подпадающую под это определение или близкую к ней.У вас должен быть тех.отдел,где в штате должен быть технолог.Так вот,пусть он вам объяснит,как вы это должны сделать. А так для вас-для каждой сварочной операции есть соответствующее сварочное оборудование и материалы.Я понимаю,что вам надо набираться опыта,но не надо привыкать что-то делать через пень-колоду-вы не в глухом дремучем лесу,а в Питере. Если деталь малогабаритная,то возьмите ацетиленовую/пропановую горелку,ЛОК 59-1-0,3 и запаяйте.
-
 Интересный ролик в тему -Поросёнку уже всё равно .Углекислотный огнетушитель всегда должен стоять с пропановым баллоном.И в машине должен быть огнетушитель-будет гореть машина,будет та же картина.Суетиться не надо-баллон не взорвется,пока не нагреется до соответствующей температуры.
Интересный ролик в тему -Поросёнку уже всё равно .Углекислотный огнетушитель всегда должен стоять с пропановым баллоном.И в машине должен быть огнетушитель-будет гореть машина,будет та же картина.Суетиться не надо-баллон не взорвется,пока не нагреется до соответствующей температуры. -
Полумуфта ц.насоса. Довольно точно удалось посадить -0,2мм. Облицовка тиг- разгладить некоторые неровности шва.



-
Картинка о другом. Опасность представляет утечка пропана из баллона,а также посмотри графики изменения давления пропан в зависимости от температуры,то бишь,когда баллон заполняется под завязку при температуре 0 С,а потом вноситься в теплое помещение -вот это действительно очень опасно.Это основная причина взрывов газовоздушной смеси. Логика у людей проста:зачем мне лишний раз ехать на заправку,когда можно заправить баллон под завязку,но это вопрос к работникам заправочных станций.

-
Не помню,говорил тебе или нет,что такое итальянская забастовка,но напомню еще раз,чтобы запомнил:когда систему заставляют работать по правилам,с соблюдением всех нормативов,то она перестает работать. А с другой стороны,такое положение,что сдуру можно одну штуку сломать еще никто не отменил нигде и никогда.
-
Керосинорезы -это экзотика. Скажи-ка мне,что может случиться с ацетиленовым баллоном,в котором ацетилен растворен в ацетоне?...или что может случиться с пропановым баллоном,если открыть вентиль и поджечь газ? ---------------------- Две крупных аварии с этим делом в профессии пережил, одну в зелёной юности-сварщиком,по своей вине,другую-уже будучи инженером на объекте-по причине слабоумия и отваги исполнителя и мастера объекта.Резчик-инвалид, мастер присел... ----------------------- Это не авария,а недоразумение,коли целый остался.Мастер твой пострадал,так как отвечал за проведение работ...,и откуда ты заешь,что резчик открывал вентиля не в "правильном" порядке?
-
Прочитал эту ветку,даже интересно стало-оказывается все неправильно делал.Реальная опасность обратного удара возникает тогда,когда сопло резака забивается шлаком.Да,могут взорваться шланги,также это может быть,когда струя режущего кислорода будет направлена на какое-то скопление масла. Это при резке сильно загрязненных деталей. Указанный тобой порядок открытия вентилей в какой-то мере обоснован при работе с ацетиленовым генератором,а остальном безразлично в каком порядке будешь открывать вентиля.Случаются хлопки и возгорания внутри горелки -продуй..
-
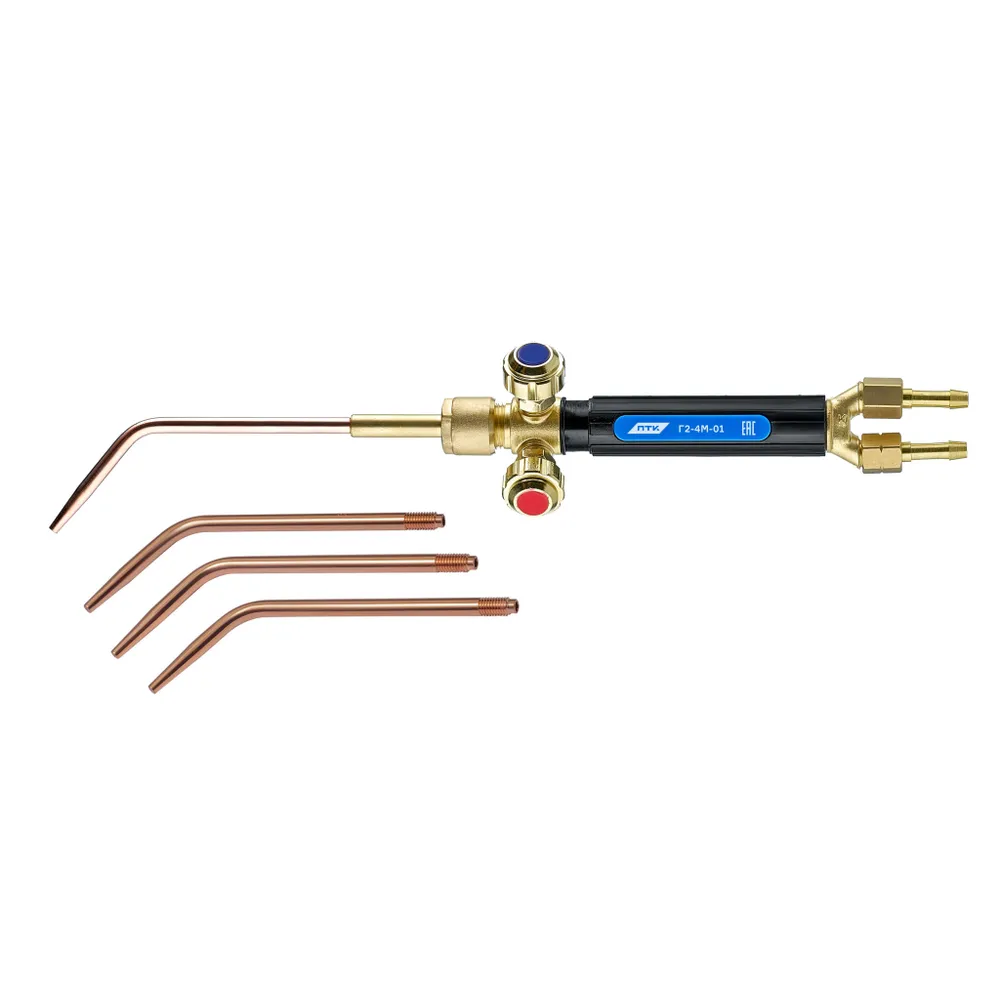
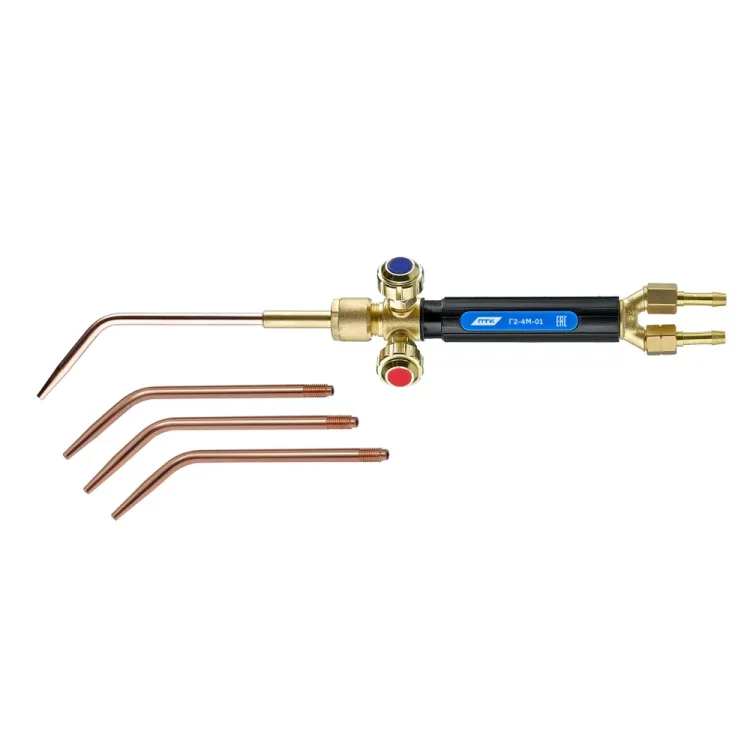
У меня одна из горелок вот такая. Работает как на ацетилене,так и на пропане-это для пайки радиаторов.Возьми-ка ее зажги по предлагаемой тобою схеме.
-
Что правильно?
-
Разная хрень..,в общем,будущий столик.


-
Кио.Надо было заглушить трубку,а потом бачок один не стал на место,пришлось делать новый.




-
Сколько уже говорено на эту тему.. Отличие оригинального диска от идентичного и реплики на примере BMW. Диски оригинальные и идентичные изготавливаются на одном заводе Оригинальные диски подлежат клеймению знаком BMW и являются принадлежностью автомобиля.Всю юридическую ответственность несет BMW ,а не завод изготовитель дисков.Точно такой же диск,отлитый на том же заводе,но без клейма, называется идентичным - в этом все их отличие.Реплика-точная копия оригинального диска,с неизвестным составом алюминиевого сплава,отлитым.
-
Нет,никто и никогда это не делал. Уважаемый участник,я понимаю,что по простоте душевной можно задать вопрос,но эта простота не должна быть бесконечной.На этой ветке 67 страниц текста с фотографиями сварки колесных дисков.Потрудитесь прочитать,хотя бы что-то.
-
Смысл в этом ремонте есть.Трубку глушат в том случае,если повреждение нельзя запаять/заварить.Стоит он порядка 10-15тыс. Парнишке ремонт обошелся в 1,5тыс.Времени затрачено около получаса.Единственный минус этого припоя -это кадмий,ядовит.В основном пайка радиаторов ведется кастолином 192,можно и 190,а можно еще быстрее запаять повреждение,поставив накладку.Прибегать к 1827 приходиться не так часто,но постепенно отрабатывается техника пайки,сам процесс,а он довольно-таки специфичен.По поводу бачков. Сняв их на старом радиаторе(пластик),это еще не факт,что поставишь их на место из-за деформированной прокладки,так что это вопрос довольно спорный. На снимке накладка-быстро и эффективно.


-
Радиатор мотоцикла Хонда. Трещина миллиметров 30. Старые алюминиевые труби-смачиваемость кастолином 192 плохая,плюс при нагреве избыточное внутреннее давление мешает закрыть трещину.Как вариант,можно применить каст.1827.Пусть не слишком аккуратно,но прочно и герметично.Здесь есть достаточно нюансов -в основном микропористость,что приводит к увеличению количества припоя,но это решается перекрытием 1827 пос61.



-
Он ощущает себя не динозавром,а идиотом,находясь в среде мелких спекулянтов,которые ему рассказывают,как жить нужно. И пусть подальше держится от этой пены-нравственно здоровее будет.
-
-
Как правило,кастолин 192фбк.Иногда кастолин 1827,смотря что..Допустим,попадаются польские радиаторы с толщиной стенки трубки 0,25мм и трещиной дл.50-60мм.
-
https://www.yaplakal.com/findpost/140998058/forum2/topic2910081.html https://www.yaplakal.com/findpost/141024924/forum2/topic2910577.html
-
Вообще-то,местные жители догадываются,что такое кольцевое св.соединение. У меня на заборе в трубах есть несколько таких.Тех.документы не нужны? Это подпадает под ваш запрос. А теперь давайте договоримся так:либо вы сами смените свой хамоватый тон,либо придется прибегнуть к предмодерации и дальше по списку.
-
https://www.yaplakal.com/findpost/140997573/forum2/topic2910072.html
-
Вот с этого надо начинать:что-же человек имел в виду.
-
Уважаемый гость,а как бы вы сами ответили на заданный вопрос? Чтобы получить какой-то вразумительный ответ,надо правильно сформулировать вопрос. Присылайте по адресу-вы там ничего не перепутали?